Электролизер фильтр-прессного типа - SU1524810A3
Код документа: SU1524810A3
Чертежи
Описание
Изобретение относится к электрохимическим производствам, в частности к конструкциям электролизеров фильтр-прессного типа.
Цель изобретения - упрощение конструкции .
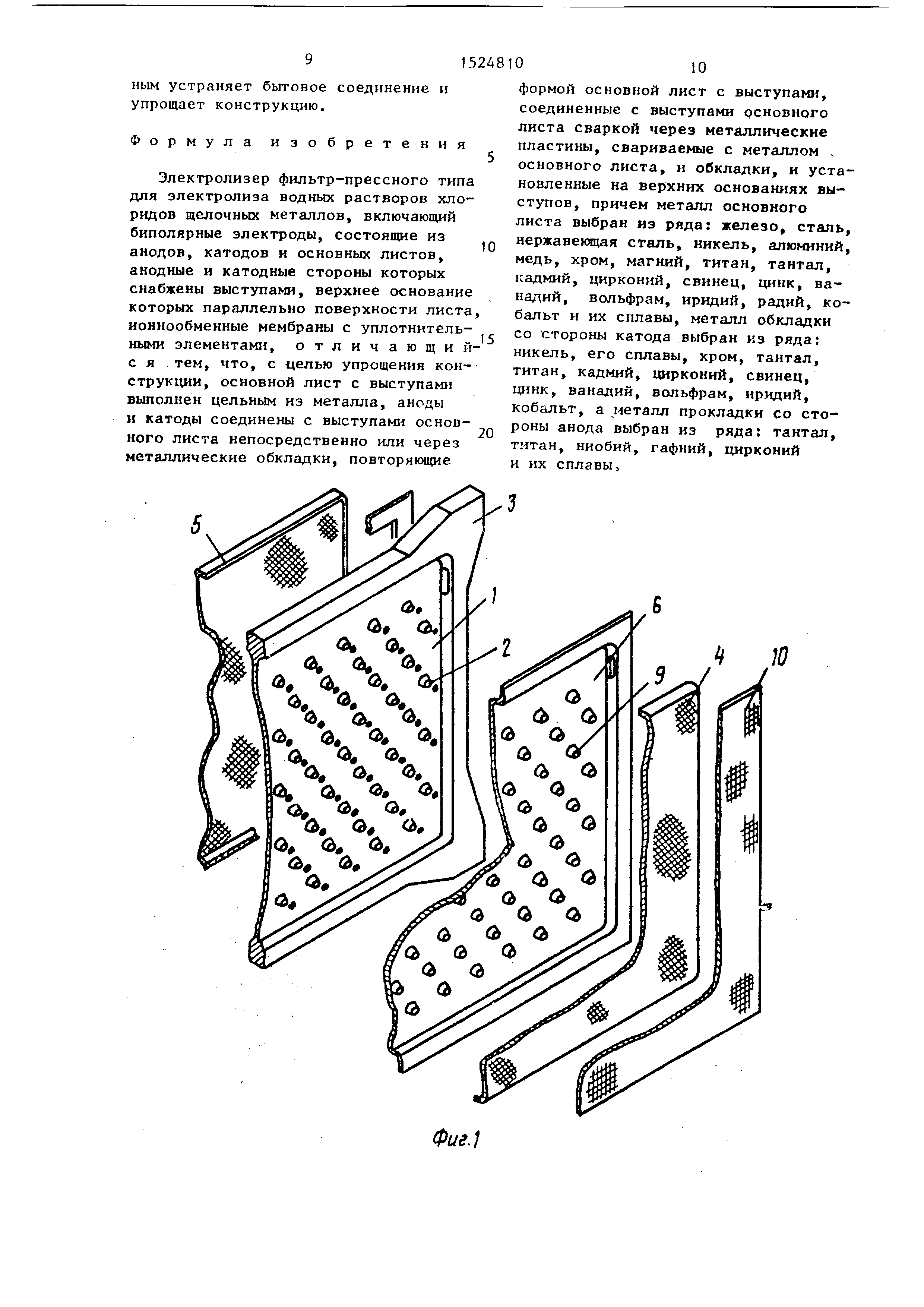
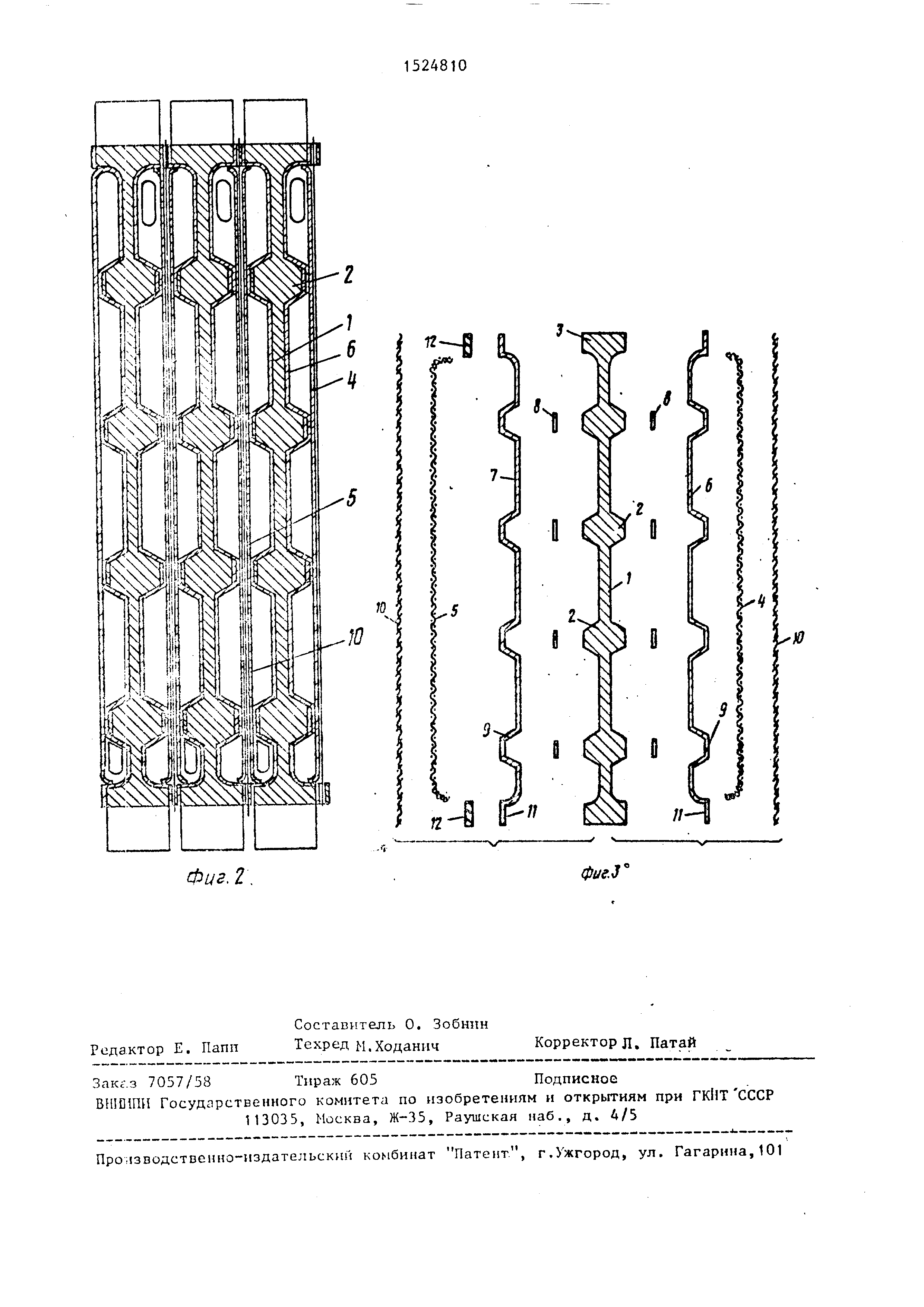
Па фиг. 1 представлен электролизер в разобранном виде с частичны вырывом с приложенными деталями, образующими один биполярньш электрод; па фиг. 2 - три секции электролизера, поперечное сечение (секции ячеек показаны так, как они представлены в пос-педовательном ряде электролизера); на фиг. 3 - разобранная конструкция ячейки, вид сбоку, сечение.
Электролизер содержит биполярный электрод, состоящий из основного листа 1. Материал основного листа 1
выбирается из ряда: железо, сталь нержавеющая сталь, никель алюминий, хром, магний, титан, тантал, кадмий, цирконий, свинец, цинк, вaнaдиЙJ вольфрам, иридий, радий, кобальт и их сплавы.
Основной лист 1 выполнен с выступами 2 на поверхности и периферийным фланцем 3, выполненным вдоль сторон основного листд 1. Фланец 3 расположен на расстоянии от выступов 2. Основной лист 1 выполняется цельным из металла, что устраняет его коробление, протекание жидкости, улучшается распределение электрического тока по поверхности электрода и уменьшаются затраты.
СП
4
00
СМ
OcHOJ uoH лист 1 соединен с амо- дом 4 и катодом 5 через анодную ь еталлическую обкладку 6 и через ка- .4i,iiyio металлическую обкладку 7, Катодная металлическая обкладка 7 выполняется из металла, выбранного из никель, его сплавы, хром, тан- Tj:i, титан, кадмий, цирконий, свинец , цинк, ванадий,.вольфрам, ири- ди, кобальт. Анодная металлическая обкладка 6 выполняется из металла , выбранного из ряда: тантал, ти- т;ч1, ккс би, гафний, цирконий и их силаны.
Обк,ги1дка 6 Бьтолняется для защиты осионного листа 1 со стороны ано- лигл от коррозии.
Предпочтительно титановую обкладку 7 циполпять так, чтобы в ней не 6;L:;n напряжений для того, чтобы обе- сп(.ч1п-ь обкладку, на которую ато- водород не мог бы быстро 1ю; деГ(стр,овлть с образованием хруп- jiiij;, пе проводящих электрического тока, пгдридов титана. Известно, что птомарпый водород пзаимодейст- LyiiT с напряженным титаном более, быстро. Исключение таких напряжений н 1.1бкладкс осуществляется при помо- горячего формоизменения обкладки IB прессе при повышенной твьсперату- ре 482-533 С. Как обкладку, так и пр icc пах резают до этоГг попьшгенной те. 11С1.атуры перед прессованием об- кладк до требуемо} конфигурации. Затем обкладка выдерживается в иагр .гго;--: прессе в течение, примерно , 45 мин для предотвра1;;ения создания в ней напрялсений при ее ох- Ji,-:i ciin i до комнатноГг тe mepггтypы,
Об -ладка 6 соединети со сталь111 : I ОСНОБК Ь Ь; листом 1 при ,И
сварки сопротивлением,, Это осу- 11;ествляется не прямо, а при noMonin приваривания обкладки 6 к выступам 2 усеченно-конической конфигуращш через ванадиевые 8 Ванадий представляет собой металл, которьп сваривается сам по себе и который сварочно совместим с титаном и ста- .лью. Иод сварочной совместимостью подразу невается, что один свариваемый металл образовывает пластичный твердый раствор с другим сваривае- мь:- меташшм при сварке двух металл В1:есте, Титан и сталь свариваемо не ссвместимы с ванадием. Следовательн ванадиевые ва(11ли 8 используются как
0 5
-
0
5
0
5
промежуточный металл между стальными анодными выступами 2 и титановой обкладкой 6 для осуществления сварки их вместе с образованием электрического соединения между обкладкой 6 и основным листом 1 так, же, как для образования механического поддерживающего устройства.
Предпочтительное сопряжение аНо- литной боковой обкладки 6 с основным листом 1 видно из фиг. 2. Обкладки 6 и 7 имеют углубления или полые колпачки 9, образованные вдавливанием. Эти колпачки 9 имеют усеченную коническую конфигурацию и являются полыми , а не сплошными, как выступы 2. Колпачки 9 имеют такие размеры и расположены так, что они надеваются на выступы 2. Глубина вдавливания колпачков такая, что их внутренние торцы прилегают к ванадиевым вафлям 8, когда вафли 8 прилегают к плоским торцам анодных выступов 2, и затем эти элементы свариваются вместе. По конфигурации выступы и колпачки могут быть прямоугольны ш или любой другой подходящей формы. Однако их торцы целиком должны быть плоскими и целиком должны лежать в одной и той же воображаемой геометрической плоскости , Анодные выступы и колпачки должны иметь такую конфигурацию и должны быть расположены так, чтобы направлять циркуляцию газа и анолита.
Анод 4 представляет собой по существу плоский лист из раскатанного металла или из сотканой проволоки, изготовленный из титана, предпочтительно имеющего на себе рутеневое оксидное каталитическое покрытие. Он приварен прямо к внутренней стороне плоских торцов углубленных колпачков
9обкладки 6. Эти сварные соединения образуют электрическое соединение
и механическое опорное устройство для анода 4. Может быть использовано другое каталитическое покрытие.
Па фиг. 2 между анодом 4 одной секции ячейки и катодом 5 следующей соседней секции ячейки расположена мембрана 10 так, чтобы образовывать электролизную ячейку.
Расположение анода 4 внутри ано- литной ячейки относительно мембраны
10и основным листом с обкладкой определяется взаимодействием между фланцем 3, выступаюощм в сторону от основного листа 1, выступов 2 основ51
ного листа, толщиной ванадиевых вафель 8, толщиной обкладки 6 и т.п.
Анод 4 может быть смещен с положения: прилегания к мембране 10 в положение с определенным значительным зазором между мембраной 10 и анодом 4 путем изменения высоты выступов 2 основного листа 1. Однако предпочтительно, чтобы фланец 3 на анолитной стороне основного листа выступал на такое расстояние, на какое выступают анодные выступы 2. Это гфиводит к упрощению конструк- ции элемента ячейки, то же самое можно сказать о католитном отделении .
С целью создания непроницаемого для жидкости уплотнения между мембраной 10 и фланцем 3 предпочтитель- но изготавливать обкладки в виде поддона с отходящим краем 11, расположенным по периферии. Край 11 прилегает вровень к фланцу 3. Периферия мембраны 10 прилегает вровень к краю 11 обкладки и периферийная про- 1спадка 12 прилегает вровень к другой стороне периферии мембраны 10. В собранных последовательно ячейках (фиг. 2) прокладка 12 прилегает вро- вень к фланцевой поверхности 3 ка- толитной стороны следующего соседнего элемента ячейки.
Хотя показана только одна прокладка 12, изобретение также предусматривает использование прокладок с обеих сторон мембраны 10. Оно также включает ситуацию, когда не предусматривается край 11.
Наличие двух боковых обкладок ино гда желательно, а иногда пет. Более часто металл, из которого отлит основной лист 1, также подходит для использования 1ши для католитного отделения , или для анолитного отделе- ния. Например, при последовательном соединении ячеек, где электролизу поп- вергаются водные растворы хлористого натри/1,для образования в католитном отделении каустика и/или водорода в виде газа вполне подходят железосодержащие материалы, такие как сталь, для металлических компонентов католитного отделения для большинства рабочих тe mepaтyp ячейки и концентрацией каустика, например, ниже примерно 22% концентрации каустика и ниже примерно 85°С для рабочих TeNme ратур. Следовательно, если основной
ю 15
20 25 ЗО
дд .,- CQ
35
5
106
лист 1 изготовлен из железпсодор-Ьс -- щего материала, например стали, и если каустик производится npii Концентрациях ниже, чем примерно 22%, и ячейка должна работать ниже, чем примерно 85°С, то тогда пет необходимости в защитной обкладке а като- литной стороне листа 1 для защипл стали от коррозии. Однако на, анолитной стороне необходима титановая Роковая анолитная обкладкл 0. Вм - сто этого плоский перфорированньш металлический катод 5 (также изготовленный из стали для этого варианта) приварен прямо сваркой соиротивле иеь к торцам катодных выступов 2.
На фиг. 2 и 3 католитная стсроял показана как зеркальное отра:+:сиио CI-D анолитной стороны. Фланец 3 образует периферийную границу католитного отделения , тогда как основной лист 1 и мембрана 10 образуют его остальные границы. Расположенные на расстоянии катодные выступы 2 являются сплошными , имеющими конфигурацию усеченного конуса, выступами, отходящими наружу от основного листа 1 в католитное отделение. Имеющая плоскую поверхность перфорированная стальная пластина катода 5 приварена прямо к торца,м катодных выступов 2.
На фиг. 2 и 3 католитная боковая сторона обкладки изготовлена из металла, которьй высокое сопротивление коррозионно гу де11ствию среды католитного отделения. Металл должен иметь достаточную пластичность и обрабатываемость так, чтобы вьптрессо- вываться из одного листа металла в виде неплоскостпой формы. Это включает в себя возможность иметь углубления или колпачки 9, вь.трессованные в листе Колпачки 9 расположены так, что они могут надеваться на и вокруг расположенных на расстоянии катодных выступов 2.
Если эти металлы несовместимы сваркой, тогда должны быть использованы металлические вафли или промежуточные элементы, или комбинация промежуточных элементов, которые совместимы сваркой с металлом обкладки 7 и основного листа 1. Эти вафли 8 расположены между плоскиьп торцами катодных выступов 2 и внутренними тор- цаш колпачков обкладки 7, которые соответствуют торцам выступов 2 и приварены к торцам катодных выстуiioii 2. 1)лтем католитиая обкладка 7 iipiii а;яшается к торцам катодных вы- стугои 2 через метагшические вафли 8 К агС Д 5 затем приваривается к паруж- илм торцам колпачков 9. Соединение каладого колпачка обкладки 7 через металлическую вафлю 8 с торцом катодного выступа 2 может быть осуществлено только одним сварным соединена ем, . м1:;талл1-гческая вафля сама не должна .раньше быть приварена.
При подаче в ячейку рассола, ячейка гпботаст следующим образом. Пода- Н11111ц ч, р.ассол непрерывно вводится в ill олигиг.с от;пглеиие через трубо- npui.ojt,, тогда ксп: свелсая вода может BDo;,;iTi;CM в каголитпое отделение чс.рс;з трубопроводе Элвктрический ток (прямоГ; ток) пропускается через coc,r,iUieH ibie последовательно ячейки так, что анод каждой электролиэер- ной r;ciiKii полоиа1телен относительно катода 3Tofi электролизорной ячейки.
Г1скл : чая ;,е пол я риз о ванные катоды или анод., электролиз происходит г.ло;г.1. 1 ,;:1:;; образом. Га ообра.пый хлор :г Прс рм ;}:о Hojryi-астся Ui uiiionej ка- TuoHLi натрия проходят через ; ;ембра- 11V 0 1 католитиос отделение за счет з. 1е)чтг ост,тичаского притл: ;е 1ия ка- Г :-да. Т гголитном отделении ненре- Р -;г. ; .. бр ; .тся газообрпзньш подо- P ;:i; : ,i- . раствор гидроокиси пат- pji;; r, ;iOoC:i4L;ji:i- H хлор И истощенный расгмл .; i;cp ::iiHo питокают Т1з ано- литго) )i.i,Mfciib i через трубоирюлод, тр1 ;л,я как т азообраэныГ; водород и гидроокис. натрия непрерывно выходят из като.чптного отделе1 ия чспез трубопровод .. / ;епс1ляризован}.. тлект- р:-:м;, crjrn необх ; :ти.го, т;-; - 1 сиоль 1,с/: для 1ода1 ления о // чзсмкхнил 1зо;-сро;:а или , или оГ). ;пх
Ири работе соединенных ocj-ie;.i,oBa- ячеек в виде послед.овательшлх элсктролизерных ячеек для рассола Natl иредпочтителыш определенные раЕ:очие условия. оВ анолитном отделе- желательно поддерживать вел1гчи- ну рН 0,5-5,0, Подающийся рассол рсд ючтительно содержит только не- бо; ;ы1П1е количества многовалентных катионов (менее, чем примерно 0,8 г/л D пересчете на калыцп) . Большая концентрация многовалентных катионов дог устима с такими же успешными ре- зу.льтата;-п1., если подающи-Г рассол содержит двуокись углерода н концент . - Q
5248108
ращ1Н ниже, чем примерно 70 ипн- , когда рП подающегося рассола ниже, чем 3,5 Рабочие температуры могут быть в интервале 0-250 С, но предпочтительно вьпле 60°С. Рассол, очищенный от многовалентных катионов при помощи ионообменных смол, после осуществления обычной обработки рассола особенно полезен для увеличения срока службы мембраны. Желательно иметь в подающемся рассоле низкое содержимое железа для продления срока службы мембраны. Предпочтительно рН подающегося рассола устанавливается ниже 4,0 при помощи добавления соляной кислоты.
Когда металлическая обкладка используется на обеих сторонах конструкции ячейки в хлор-щелочной ячейке , то католитная сторона обкладки 7
5
20
концентрация каустика в католитном отделении поддерживается выше примерно 22 мас.% и рабочая температура электролита ячейки поддерживается Bbmie примерно , Такая 1икелеБая обкладка 7 изготовлена по размеру и установлена на основном листе 1 таким же способом, как титановая об- кла.цка 6 на анолитной стороне. Однако , так как никель и сталь сварочно совместимы, нет необходимости в расположении меж,п,у.ни№-т. металлического промех;уточного элемента 1ши вафли. Но это не значит, что в предлагаемом изобрстешп исключено использование сварочно совместимых металлических вафель между катодными выступами и католитиой обкладкой, когда имеется анолитная обкладка, соединенная с анол11 г и выступами, или соединенная через металлические промежуточные зле -енть или без них. Обкладка может быть иенользована на одной сто- po}i(}, на обеих сторонах или ни на одной из сторон единого элемента ячейки.
В известном основной лист выполнен из пластмассы и выступы выполнены из пластмассы, эти выступы не являются электропроводными, поэтому необходимо соединить электрически анод и катод, что делается бытовым соединением и усложняет конструкцию .
В предлагаемом изобретен1ш выполнение основного листа электропровод
Реферат
Изобретение относится к конструкции электролизеров фильтрпрессного типа и позволяет упростить конструкцию. Упрощение достигается в электролизере фильтрпрессного типа, включающий биполярные электроды, состоящие из анодов, катодов и основных листов, анодные и катодные стороны которых снабжены выступами, верхнее основание которых параллельно поверхности листа, ионообменные мембраны с уплотнительным элементом, причем основной лист с выступами выполнен цельным из металла, аноды и катоды соединены с выступами основного листа непосредственно или через металлические обкладки, повторяющие формой основной лист с выступами, соединенные с выступами основного листа сваркой. 3 ил.
Формула
Комментарии