Способ протравливания нержавеющей стали - RU2126460C1
Код документа: RU2126460C1
Чертежи
Описание
Изобретение относится к области металлургии, а более точно к способу протравливания нержавеющей стали.
Как известно, в процессе производства продукты черной металлургии проходят горячую прокатку, или промежуточные продукты проходят термообработку, например, отжиг, и материал покрывается более или менее толстым слоем окисленного металла (окалины). Если готовые продукты должны иметь полированную или гладкую поверхность, то нужно полностью удалить окисленный слой. Это делается известным способом протравливания, обычно использующим минеральные неорганические кислоты, такие как соляную, серную, азотную кислоту и плавиковую кислоту либо индивидуально, либо в смеси.
В применяемых в последнее время промышленных процессах, протравливание нержавеющей стали почти исключительно основано на использовании смеси азотной и плавиковой кислот, причем их концентрации зависят от типа установки, от типа подлежащей протравливанию стали, от свойств поверхности стали и от формы изготавливаемого изделия, которое нужно протравливать. Хотя процесс является несомненно экономичным и дает отличные результаты, возникают очень серьезные экологические проблемы, которые трудно решаются вследствие использования азотной кислоты. Фактически, если с одной стороны выпускают в атмосферу сильно загрязняющие среду пары окислов азота, имеющие общую формулу NOx, которые являются агрессивными к металлическим и неметаллическим материалам, с которыми они контактируют, с другой стороны высокая концентрация нитратов возникает в промывочной воде и отработанной протравочной ванне, и оба типа загрязнения требуют предварительной нейтрализации до их удаления.
Удаление NOx из воздуха и нитратов из ванн ставит серьезные проблемы перед производством и сопряжено с большими расходами, с сомнительным успехом в смысле получения результатов, удовлетворяющих действующим инструкциям. Это значит, что инвестиции в промышленности в большинстве случаев становятся непосильными.
Поэтому способ протравливания, не требующий использования азотной кислоты, является очень нужным для промышленности, и были сделаны различные предложения в этом направлении по всему миру, причем в основном за последнее десятилетие.
Критическое рассмотрение как патентов на альтернативные способы относительно традиционных способов протравливания
нержавеющей стали, которые используют HNO3 + HF, без использования азотной кислоты, так и сведений в основной технической литературе выявило следующее:
A) японский патент N
50071524, опубликованный 13 июня 1975 г. (см. Дервентский реферат N 76-78076Х), предусматривает использование соляной кислоты и хлорида трехвалентного железа при 70oC для обработки в
течение 20'';
B) японский патент N 55018552, опубликованный 8 февраля 1980 г. (см. Дервентский реферат N 80-21157С)12) и N 5505468, опубликованный 12 апреля 1980 г. (см. Дервентский реферат N
80-37402С), предусматривает три этапа: (1) первоначальное снятие окалины в серной или соляной кислоте; (2) погружение при использовании серной кислоты в раствор перманганата калия не органической
кислоты (не HF), а соляной кислоты в раствор нитрата трехвалентного железа, сульфата трехвалентного железа и пероксидисерной кислоты; (3) обмывка струей воды высокого давления или ультразвуковая
окончательная обмывка;
(С) патент Швейцарии N 8001911, опубликованный 12 октября 1981 г. (см. Дервентский реферат N 81-94307/51), относится к обработке в растворе серной кислоты и перекиси
водорода; диапазон времени обработки от 1 до 120 мин (предпочтительный диапазон 1 - 20' ); диапазон температур от 10 до 90oC (предпочтительный диапазон 30 - 60oC );
Д)
немецкий патент N 244362 (см. Дервентский реферат N 87-228825/33) опубликованный 1 апреля 1987 г., предусматривает использование при 15 - 30oC раствора, образованного хромовой кислотой,
серной кислотой, плавиковой кислотой и ингибитором (гексаметилентетрамин); ванна далее нейтрализуется кальциевыми и бариевыми солями;
Е) немецкий патент N 3937438, опубликованный 30 августа
1990 г. (см. Дервентский реферат N 90-268 965/36), в основном относится к промышленности обработки проволоки и предусматривает использование раствора плавиковой кислоты, содержащего трехвалентное
железо как добавку в форме комплекса со фторидом. Затем раствор подается газом или насыщенной кислородом жидкостью, подвергается электролизу для выделения кислорода, способного окислять железо из
двухвалентного в трехвалентное;
F) немецкий патент N 3222532, опубликованный 22 декабря 1983 г. (см. Дервентский реферат N 84-000662/01), относится к протравливанию аустенитовой стали в виде
труб или сосудов, внутренние поверхности которых обрабатывают при 15 - 30oC раствором, состоящим из плавиковой кислоты и перекисей (перекись водорода или стабилизированный перборат натрия,
или органические перекиси вообще), тогда как внешние поверхности протравливают пастами, содержащими плавиковую кислоту, перекиси и наполнитель (карбоксиметилцеллюлозу), пасты должны устраняться
нейтрализацией кальциевыми солями, тогда как перекиси уничтожаются катализом или нагревом;
G) ТОКАЙ Денка Коджuо - патент в Великобритании 2000196, предусматривает использование протравочной
ванны, состоящей из сульфата трехвалентного железа и плавиковой кислоты. Серную кислоту и перекись водорода непрерывно добавляют в молярном отношении 1:1 с целью поддержания достаточной концентрации
ионов трехвалентного железа. Патент заявляет способ управления процессом протравливания посредством непрерывной проверки редоксного потенциала, равным или больше 200 мВ, управляемой подачей H2SO4 + H2O2;
Н) два весьма похожих друг на друга патента - патент США N 5154774 и Европейский патент N 236354 (WO 87/01739), предусматривают
использование протравливающего раствора, состоящего из плавиковой кислоты (5-50 г/л) и ионов трехвалентного железа, добавляемых в составе фторированного комплекса, и непрерывной продувки воздухом и
кислородом, диапазон времени обработки 30'' - 5', диапазон температур 10 - 70oC, рекомендуется непрерывный контроль редоксного потенциала, который должен поддерживаться в пределах от -200
до +800 мВ, в случае первого патента, и в пределах от +100 мБ до +300 мВ в случае второго патента, если потенциал нужно увеличить, то нужно добавлять окислитель, такой как перманганат калия или
перекись водорода. Все проверки протравливания делались только с листовым материалом.
Наконец, имеются еще два патента, касающихся возможности избежать или уменьшить образование оксидов азота NOx в ваннах, использующих азотную кислоту - это прямым добавлением подходящего окислителя к протравочной ванне: японский патент N 58110682 от 1 июля 1983 г. (см. Дервентский реферат N 83-731743/32), предусматривает использование перекиси водорода; шведский патент N 8305648 от 15 апреля 1985 г. - приоритетная дата 14 октября 1983 г. (см. Дервентский реферат N 85-176174/29), предусматривает использование перекиси водорода и/или в качестве альтернативы мочевины.
Тем не менее несмотря на обилие патентов, традиционный процесс, основанный на использовании азотной и плавиковой кислот, все еще широко применяется во всем мире, и ни один из описанных альтернативных процессов, описанных выше, не применяется в промышленности.
Процесс, являющийся предметом данной заявки на патент, можно считать - после блестящего результата испытаний в полномасштабных установках - превосходящим любой из упомянутых выше способов. При сравнении с ними видно, что изобретение углубляет некоторые из их интересных принципов, которые согласуются и рационализируются в исчерпывающей схеме, наряду с большим количеством абсолютно новых элементов.
Процесс основан на использовании протравочной ванны, содержащей ионы железа, серную кислоту, плавиковую кислоту, перекись водорода и обычные добавки, такие как смачивающие вещества, эмульгаторы, полирующие вещества, ингибиторы, которая непрерывно продувается сильным потоком воздуха. Рабочая температура обычно находится в пределах от 30 до 70oC, величина ее в большой степени определяется типом стали и типом установки в связи с чем важно наличие возможности механического удаления окалины перед химическим протравливанием. Основной процесс с его признаками описан далее.
Содержание минеральных кислот в ванне: раствор, содержащий следующие компоненты, готовится для протравочной ванны: по меньшей мере 150 г/л H2SO4, предпочтительно 170 г/л, и по меньшей мере 40 г/л HF, предпочтительно 50 г/л. Обе кислоты имеют несколько функций: среди наиболее важных - поддержание pH процесса ниже 1,5, предпочтительно в диапазоне от 0 до 1, и удаление оксидов после термообработки с поверхности стали. Плавиковая кислота предназначена для комплексообразования трехвалентного железа и трехвалентного хрома насколько возможно и депассирования окисленного материала, подводя потенциал электрода в область активного и/или активно-пассивного растворения (см. ниже). При отсутствии плавиковой кислоты рабочий потенциал поднимается в область пассивности материала, и снятие окалины практически не происходит. Кроме добавления к полной и свободной кислотности раствора, серная кислота оказывает пассивирующее действие, подобное тому, которое дает азотная кислота.
Так как в ходе протравливания содержание двух кислот - в основном плавиковой кислоты - имеет тенденцию к снижению, приходится периодически добавлять их в функции результата анализа ванны (определение свободной кислотности и ионов фторида), как показано в следующем примере.
Содержание в ванне иона трехвалентного железа: уже во время приготовления ванны протравочный раствор содержит количество Fe+3 не ниже 15 г/л, добавляемого в виде сульфата трехвалентного железа: функция таких ионов - замена в качестве окислителя азотной кислоты по реакции 2Fe+3 + Fe -- 3Fe+2, чему способствует число pH ванны. В цикле процесса правильные условия должны непрерывно поддерживаться, чтобы позволить по меньшей мере 55% общего количества железа, растворенного в ванне, иметь в виде Fe+3. Окисление ионов Fe+2 в Fe+3 в ходе процесса, чтобы поддержать нужную концентрацию последнего выше минимально допустимой величины, обеспечивается комбинированным механически-химическим действием при вдувании воздуха в ванну, а также непрерывным добавлением H2O2 в небольших количествах.
Непрерывное добавление стабилизированной перекиси водорода: не требуется аргументов для доказательства, что экономичность процесса требует минимально возможного добавления перекиси водорода. Поэтому очень важно использовать перекись водорода с известным стабилизатором, способным предотвратить разложение перекиси водорода при следующих условиях: при температуре до 70oC, сильно кислотная реакция ванны, содержание железа даже выше 100 г/л, присутствие ионов переходных металлов, таких как никель и хром, являющиеся дестабилизаторами. Стабилизаторы для перекиси водорода в кислой среде, например, такие: 8-гидроксихинолин, станнат натрия, фосфорные кислоты, салициловая кислота, пиридинкарбоксиловая кислота. Особо подходящим стабилизатором оказался фенацетин (т.е. ацетил-р-фенетидин), используемый в количестве 5 - 20 частей на миллион в протравочной ванне.
Так как этот стабилизатор медленно разлагается в ванне, требуется непрерывное его добавление.
Использование должным образом стабилизированной перекиси водорода в сочетании с продувкой ванны воздухом сделало возможным разработать процесс, основанный на использовании перекиси водорода, который стал экономичным, чего не имел ни один из предложенных ранее процессов. Протравочная ванна готовится с первоначальным количеством H2O2, имеющей концентрацию 35% по весу (в виде коммерческого продукта 130 объемов) от 1 до 20 г/л, предпочтительно 2 - 5 г/л.
Во время протравливания непрерывное добавление H2O2 регулируют в зависимости от типа протравливаемой стали, структуры поверхности конечного продукта или полуфабриката, а также от количества и качества окалины после горячей прокатки или отжига.
Добавление перекиси водорода в цикле процесса в основном регулируется до заданного окислительного потенциала ванны, который поддерживается на этой величине комбинированным действием H2O2 и вдуваемым в ванну воздухом.
Непрерывная продувка воздухом: при протравливании в ванну непрерывно вдувается воздух в количестве по меньшей мере 3 кубометра на кубометр ванны за 1 час протравливания. Воздушный поток с соответствующим расходом способствует перемешиванию ванны, что является важным условием для хорошего протравливания, фактически перемешивание непрерывно возмущает пограничный слой ванны вблизи поверхности, подлежащей обработке, и она непрерывно контактирует со свежим протравочным раствором. Воздух вдувается со дна ванны, через просверленные трубки или соответствующие сопла, он обеспечивает отличное механическое перемешивание и однородность протравливающего раствора.
Контроль редоксного потенциала: как известно, поведение нержавеющей стали в смесях кислот характеризуется кривыми поляризации, которые показывают активность, пассивность или фазу перехода в зависимости от величины потенциала.
Ниже приводится описание изобретения со ссылками на фигуры, на которых:
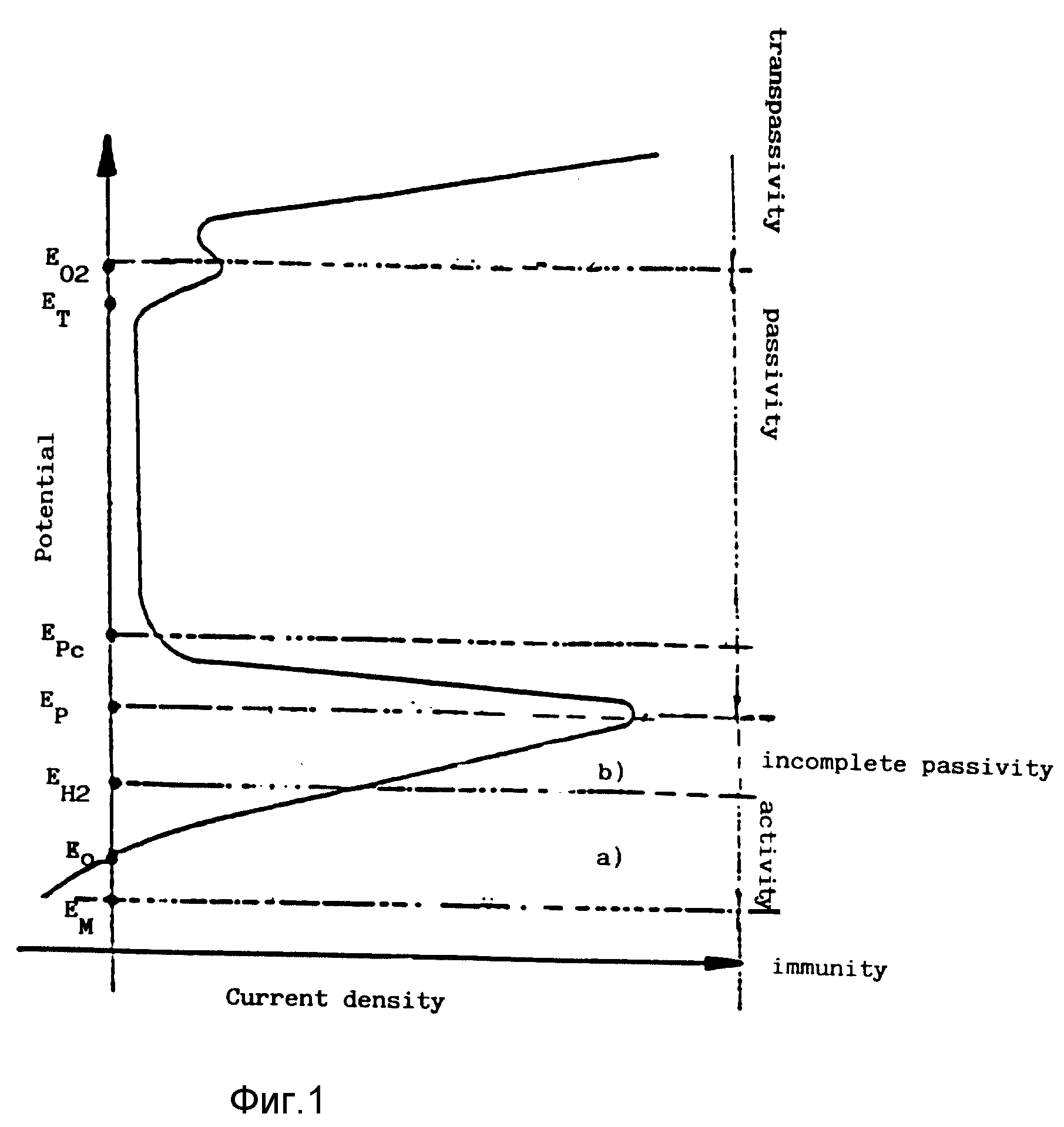
фиг. 1 изображает типичную кривую поляризации нержавеющей стали в растворе кислоты,
свободном от воздуха, где:
EO2EH2 - потенциалы равновесия реакций выделения O и H;
Ep - критический потенциал пассивации;
Epc - полный потенциал
пассивации;
Eo - потенциал тока свободной коррозии или нуля (внешнего);
EM - равновесный потенциал реакции анодного растворения сплава;
ET - потенциал
транспассивации;
а) - анодное растворение с выделением H2;
b) - анодное растворение без выделения H2;
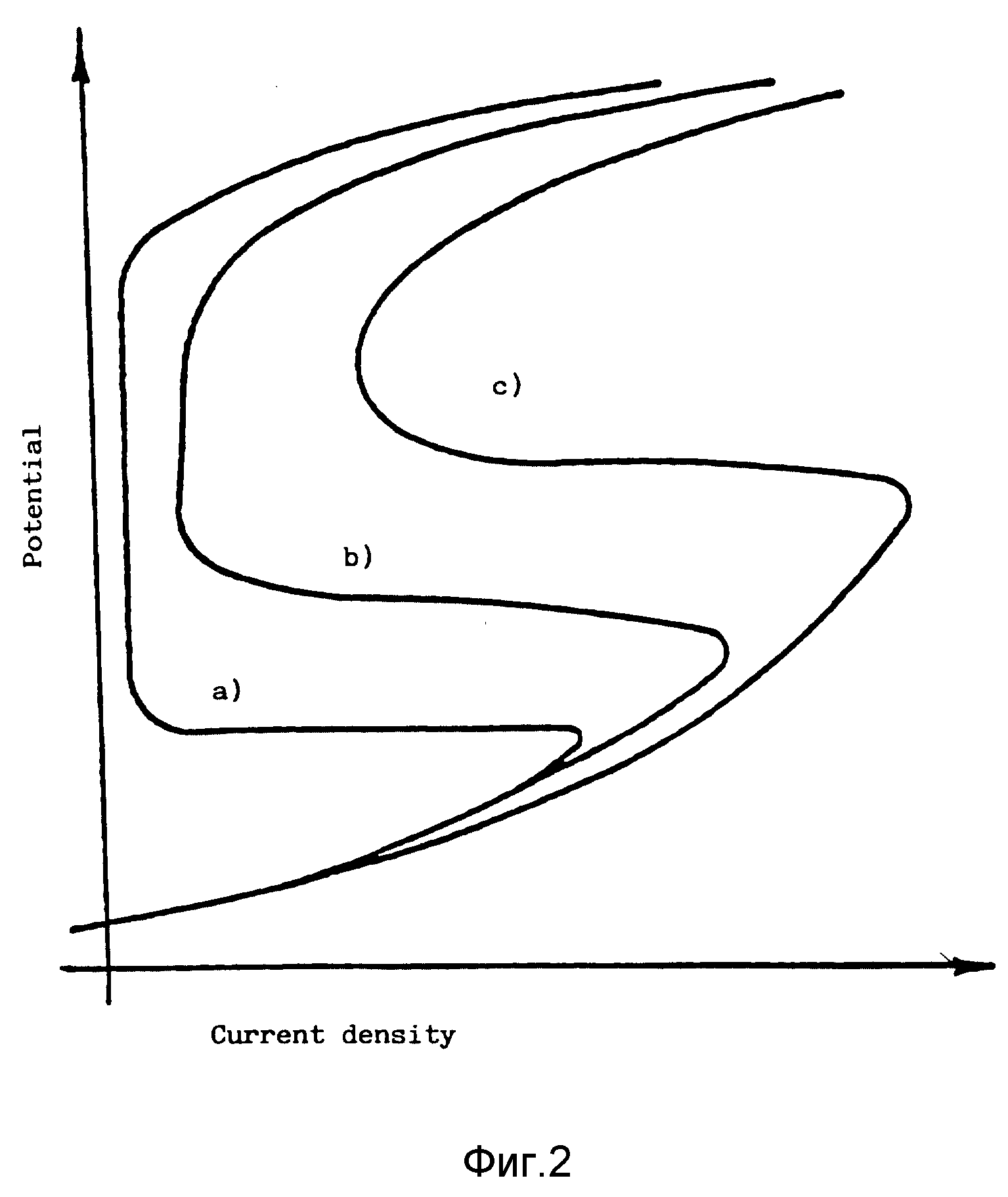
фиг.2 - влияние содержания хрома на кривую
поляризации, на которой плотность тока отмечается по оси абсцисс, критический потенциал пассивации - по оси ординат, при этом:
а) - хрома достаточно;
b) - хрома менее чем достаточно;
c) - хрома совершенно недостаточно;
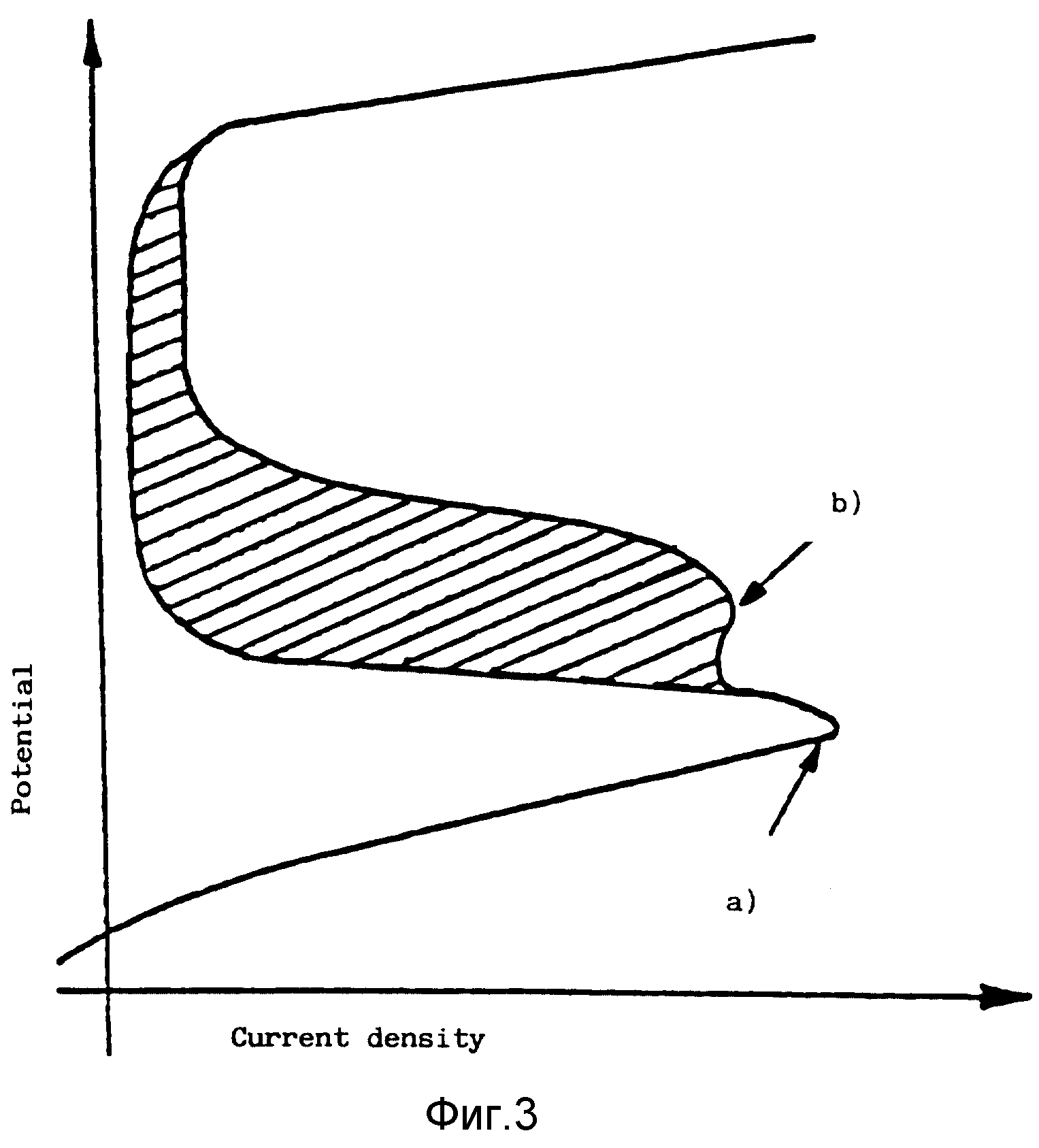
фиг.3 - кривую поляризации окисленной хромовой стали, при этом:
a) - основной пик сплава;
b) - пик сплава без хрома.
Типичная кривая фиг. 1 справедлива для стали однородного состава и в основном с содержанием хрома, достаточным для получения пассивируемости (более 12% хрома). Более низкое содержание хрома изменяет кривую поляризации, как показано на фиг.2, а именно область пассивности уменьшается, увеличивая плотность тока пассивации и поднимая критический потенциал пассивации.
Так как под слоем окалины, образовавшимся при горячей прокатке или отжиге, нержавеющая сталь того типа, к которому применяется протравливание по изобретению, всегда имеет более или менее толстый слой обедненного хромом сплава, кривая поляризации стали всегда имеет тенденцию, показанную на фиг. 3, где пик обедненного хромом сплава выражен более или менее четко.
Чтобы обеспечить как само снятие окалины, так и основательное удаление обедненного хромом сплава в ходе протравливания, с восстановлением максимальной пассивации поверхности, в ванне осуществляется потенциально-статический контроль. Это значит, что рабочий редоксный потенциал приходится регулировать таким образом, чтобы в ходе собственно этапа протравливания он оставался бы в диапазоне, в котором анодное растворение обедненного хромом сплава идет наиболее интенсивно по сравнению с основным сплавом (заштрихованная область на фиг.3). Можно заранее задать этот диапазон в функции от типа стали, гарантируя при этом пассивацию основного металлического материала после удаления сплава, обедненного хромом.
В ходе протравливания с увеличением концентрации ионов двухвалентного железа, редоксный потенциал ванны имеет тенденцию к снижению, но добавление перекиси водорода и воздуха восстанавливает этот потенциал до оптимальной величины, обычно выше 300 мВ, в особенности выше 350 мВ. В применяемых процессах величину 800 мВ никогда не превышают.
В случае предварительной обработки стали и если предусмотрена последующая ступень пассивации в отдельной ванне потенциал протравочной ванны может поддерживаться ниже, однако не ниже 250 мВ.
Постоянный контроль и управление потенциалом поэтому обеспечивают не только хорошее протравливание стали, но также и образование пленки пассивации на стали. Испытания в промышленном масштабе фактически показали возможность получения полированной, блестящей и совершенно ровной поверхности, свободной от признаков коррозии вследствие, например, образования ямок, горения материала или чрезмерного протравливающего действия. При работе в протравочной ванне или в случае непредусмотренных остановок процесса достаточно гарантировать минимальный расход воздуха на продувку, чтобы сохранять редкостный потенциал при оптимальном значении, что делает возможным оставлять сталь, погруженной в ванну даже в течение нескольких часов, без риска химического разъедания.
Содержание добавок в ванне: при приготовлении ванны по изобретению используются нормальные добавки - с суммарным содержанием 1 г/л ванны - это неионные поверхностно-активные вещества, служащие для улучшения смачивания, эмульгаторы, полирующие средства и ингибиторы разъедания кислотой. Благодаря синергическому действию эти добавки улучшают протравливание, способствуя ему.
Особенно выгодными добавками являются перфорированные анионные поверхностно-активные вещества, также как и неионные поверхностно-активные вещества, принадлежащие к классу полиэтоксилированных производных альканоля, содержащих 10 и более атомов углерода.
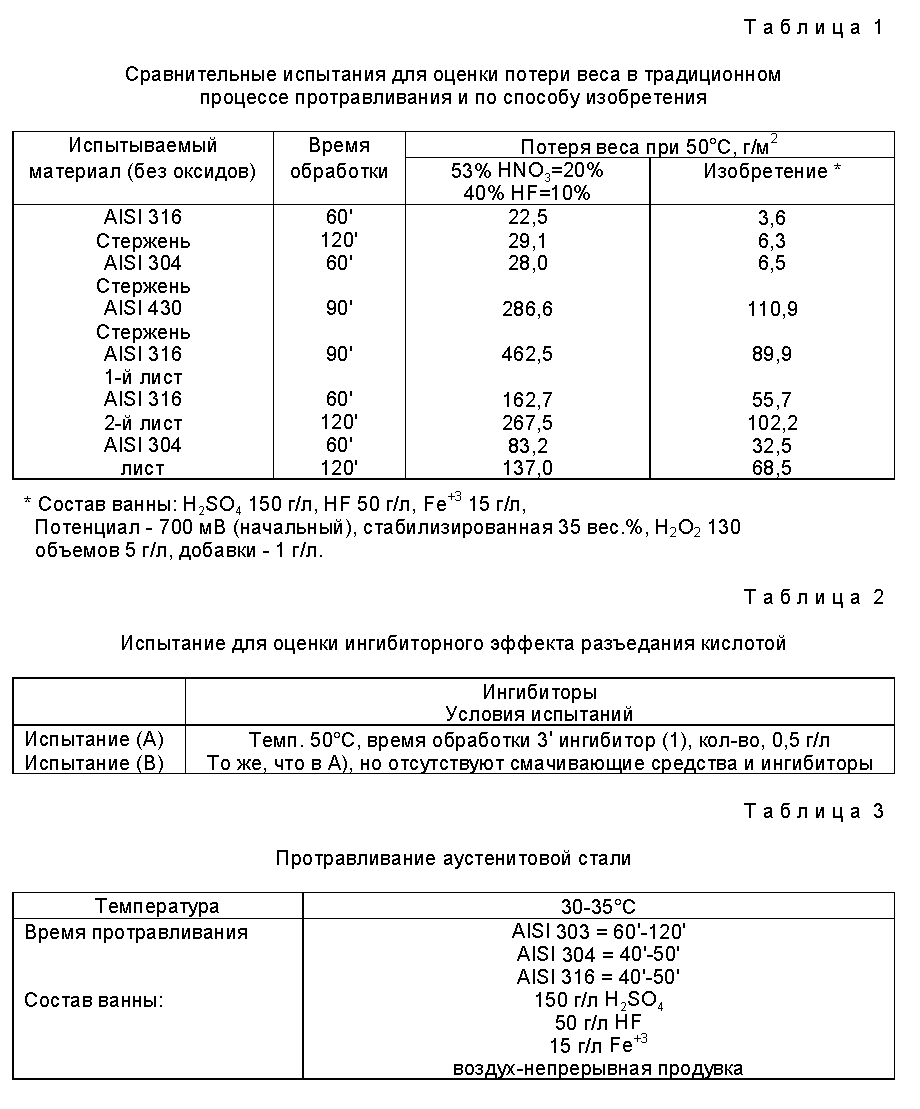
Эффективный ингибитор гарантирует защиту основного металла, резко снижает потери и дает высокоэффективные результаты в основном в случае прерывистых процессов с большим временем протравливания (обработка прутков, труб, брусьев). В таблице 1 показаны, как пример, результаты сравнительных испытаний, проведенных для оценки потери веса при традиционном процессе протравливания с использованием HNO3 и HF и для способа по изобретению.
Добавки в ванне, в особенности ингибиторы разъедания кислотой, не препятствуют растворению оксидов после термообработки, так что они не ограничивают кинетику протравливания, что показывают, например, результаты испытаний, проведенных на листовой стадии AISI 304 после обдувки дробью, в таблице 2.
Полученные результаты:
AISI 304 со
слоем оксидов от отжига, и значит растворению оксидов
испытание А) = 26,0 г/м2;
испытание В) = 25,5 г/м2;
AISI 304 с минимальными следами оксидов после
отжига поэтому растворение основного металла
испытание А) = 4,0 г/м2;
испытание В) = 6,0 г/м2;
(I) - неионное поверхностно-активное вещество класса
этоксилированных спиртов жирного ряда.
Преимущества заявляемого процесса следующие.
Отсутствие грязи: процесс по изобретению снижает или даже предотвращает образование грязи и ила, с последующей явной экономией.
Такое преимущество также является следствием правильной концентрацией плавиковой кислоты в цикле процесса, а также контроля над концентрацией ионов двухвалентного железа, легко и удобно окисляемых до ионов трехвалентного железа.
В отличие от грязи и ила, образуемых при традиционном протравливании с использование азотной и плавиковой кислоты, грязь и ил выпадают в значительно меньшем количестве по процессу изобретения, получается зеленоватый ил, рыхлый и непрочный в сухом состоянии, без тенденции приставания к ванне и образования больших кристаллов, а значит его легче удалить.
Возможность автоматического управления: процесс по изобретению всегда может держаться под контролем автоматическими средствами, которые за счет аналитического определения (свободной и полной кислотности, содержания свободных ионов фторида, содержания ионов железа, редкостного потенциала) - непрерывно подают количество протравливающих материалов и стабилизированной перекиси водорода, необходимое для обеспечения правильных параметров работы.
Использование этих средств
обеспечивают безопасность и защиту окружающей среды, более своевременный и более быстрый процесс регулировки параметров, нет риска загрязнения окружающей среды, нет риска потери или передачи
испытательного образца, меньшее количество продуктов, от которых нужно избавляться,
ровное качество протравливания вследствие отсутствия перерывов в процессе, точного управления и высокой
частоты взятия проб,
снижение расходов вследствие уменьшения количества нестандартного материала и отсутствия необходимости в лабораторных испытаниях.
Гибкость процесса: процесс по изобретению удобен для любой существующей промышленной установки, выпускающей нержавеющую сталь, так как требуемые регулировки весьма небольшие. Далее, он приготовлен для обработки как окончательных изделий, так и полуфабрикатов любого типа, от проволоки до прутка, от лент до листов и труб, благодаря тому, что рабочие параметры (температура, времена, концентрации) можно менять без опасности получить плохой результат. Типичный пример такой гибкости представлен непрерывным процессом по избавлению к установкам для прокатки стали; простым изменением рабочего потенциала процесс можно приспособить как для однократного протравливания (в случае горячекатанной стали), где требуется лишь снятие окалины и обедненного хромом слоя, и на этапах, когда стали нужно придать конечную пассивацию (в случае холоднокатанной стали). Последующие примеры приводятся с единственной целью иллюстрирования возможных применений процесса по изобретению.
ПРИМЕР 1. Промышленная установка для производства стержней (прутка).
Более 12000 тонн стали в виде прутка и профилей из аустенитовой нержавеющей стали (AISI 303, AISI 304, AISI 416, AISI 420) было обработано в установке с производительностью более 1000 тон за месяц.
Аустенитовая сталь обрабатывалась только в прокатанном виде, тогда как мартенситовая сталь и ферритовая сталь обрабатывалась также в форме полуобработанной резанием и прошедшей пескоструйку.
Протравливание по процессу изобретения проводилось в шести ванных с внутренней обшивкой из Моплена, каждая с емкостью 8 - 9 м3.
Условия протравливания для аустенитовой стали были согласно таблице 3, условия для мартенситовой стали и ферритовой стали были согласно таблице 4. В обоих случаях время протравливания было функцией количества и качества удаляемых оксидов после термообработки, на выходе отжиговой печи.
При выходе из протравочной ванны сталь подвергалась хорошей промывке водой под давлением.
Использовались 130 объемов перекиси водорода, имеющей концентрацию 35% по весу.
В качестве стабилизатора перекиси водорода использовался "Интерокс S 333 C", изготавливаемый фирмой Интерокс.
Добавки состояли из неионных поверхностно-активных веществ, а также ингибиторов разъединения кислотой известных типов для протравочных ванн (фторированные комплексы и этоксилированные спирты). Редоксный потенциал, замеренный в начале, был примерно 700 мВ.
Запитка ванны состояла в непрерывном добавлении стабилизированной перекиси водорода в количестве 1 г/л за час протравливания, плюс, от времени до времени, добавление H2SO4, HF и упомянуты выше добавок в зависимости от результатов анализа испытаний.
Расход воздуха при непрерывной продувкt был примерно 30 м3 в час на каждую ванну.
Кинетика протравливания получилась сравнимой, а иногда даже выше кинетики традиционного процесса, основанного на использовании азотной и плавиковой кислоты, ранее использовавшегося в этой установке.
Редоксный потенциал поддерживался непрерывно выше 30 мВ (предпочтительно между 350 и 450 мВ), что давало отличное качество поверхности обрабатываемой стали.
Срок службы ванны в каждом резервуаре - до ее частичного приведения к начальным условиям - растет в среднем на 50 - 70%, потому что количество обработанного материала в ванне увеличивалось с 150 до 250 тонн, с соответствующим ростом в производительности выше 60%.
Полное содержание железа ко времени замены ванны приблизительно составляло 100 г/л, Fe3+ и Fe2+ - соответственно 60 г/л и 40 г/л.
Не было случаев, чтобы материал получил коррозию по поверхности или ожоги.
Образование осадка было совершенно незначительным, отсутствовали кристаллы сульфата железа или фтористых комплексов.
Расход H2O2, имеющей концентрацию 35% по весу (130 объемов), составлял 7,2 кг на тонну обработанного материала.
ПРИМЕР 2. Промышленные установки непрерывного производства листовой стали.
Непрерывное протравливание велось в течение 4 месяцев в условиях промышленного производства стального листа.
ПРИМЕР 2.1.
В установке протравливание велось на двух прокатных листовых станах горячей прокатки, выпускающих аустенитовую, мартенситовую и ферритовую нержавеющую сталь.
Условия процесса протравливания поэтому являются функцией типа обрабатываемой стали, и ее физического состояния, а именно проходила сталь механическое снятие окалины или нет. Кроме того, так как станы предназначены для горячей прокатки, основной задачей протравливания было удаление окалины и обедненного хромом слоя, а не для окончательной пассивации стали.
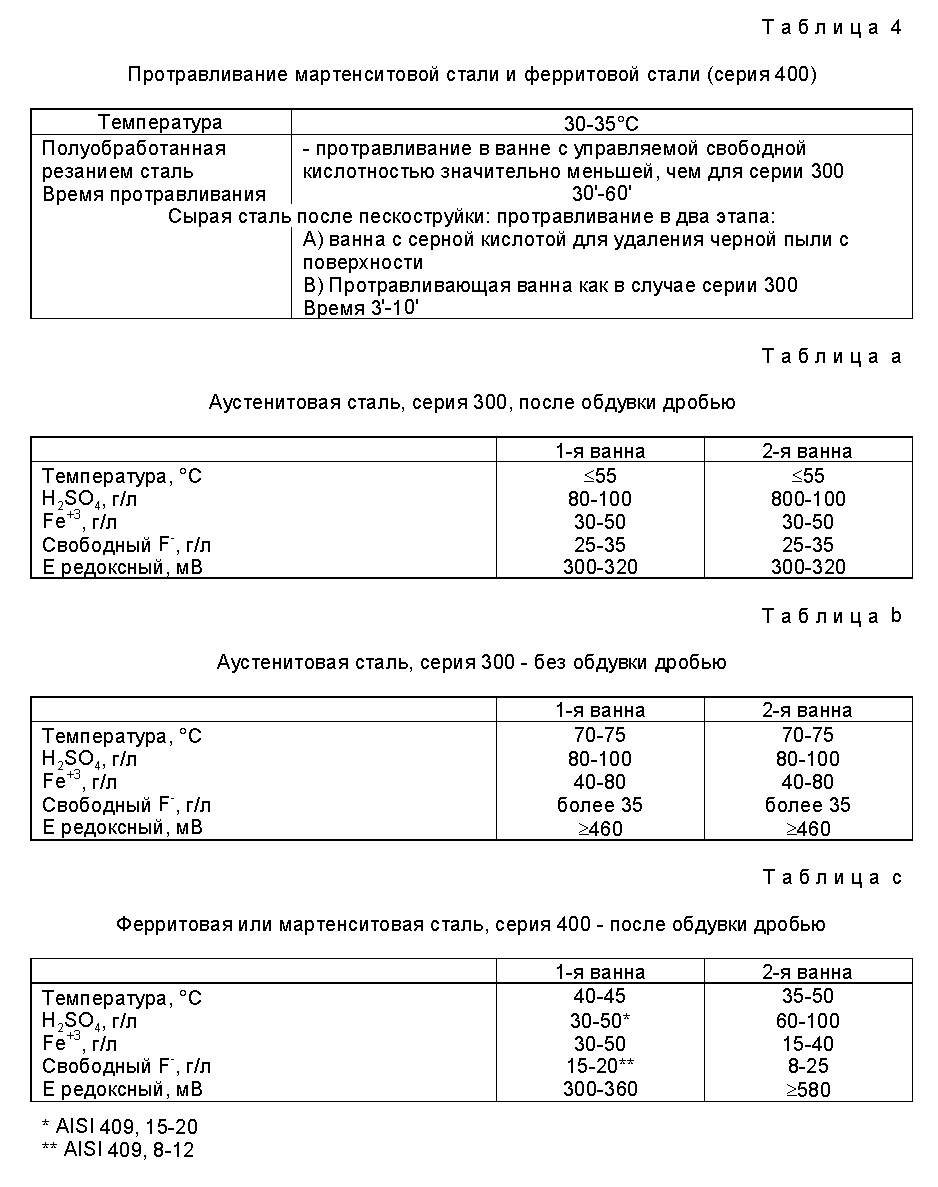
Условия процесса протравливания указаны в следующей таблице.
Имеются две протравочные ванны, каждая на 25 кубометров, и время протравливания находится в диапазоне от 60 до 90'' в каждой ванне. Ванны непрерывно продуваются воздухом, с расходом 50 кубометров воздуха на кубометр ванны в час, вместе с непрерывным добавлением перекиси водорода, стабилизированной стабилизатором "Интерокс S 333 C". Кислоты непрерывно подаются с H2SO4, HF и другими различными добавками, о которых говорилось в примере 1.
Количество стали, обработанное по способу изобретения, превосходит 350000 тонн, и материал, для которого приходится обработку повторять, составляет менее 1% от всего обработанного материала. Потребление H2 O2, имеющей концентрацию 35% по весу (130 объемов), составляет 2,3 кг на толщину обработанной стали.
ПРИМЕР 2.2.
На второй установке, на этот раз линии
холодной прокатки, более 100000 тонн непрерывного стального листа серии 300 и серии 400 было уже обработано следующим образом:
1-я ванна: электролитическое протравливание H2SO4 в течение 1' при температуре от 60 до 70oC;
2-я ванна: обработка в течение 1' при температуре от 55 до 60oC при следующем начальном составе ванны:
150
г/л H2SO4;
48 г/л HF;
15 г/л Fe3+;
5 г/л H2O2 (130 объемов), имеющей концентрацию 35% по весу
2 г/л
стабилизатора для H2O2 (Интерокс S 333 C);
1 г/л различных добавок (указанного ранее типа);
3-я ванна: время обработки 1' при температуре от 55 до 60o
C, состав ванны тот же, что и для 2-й ванны.
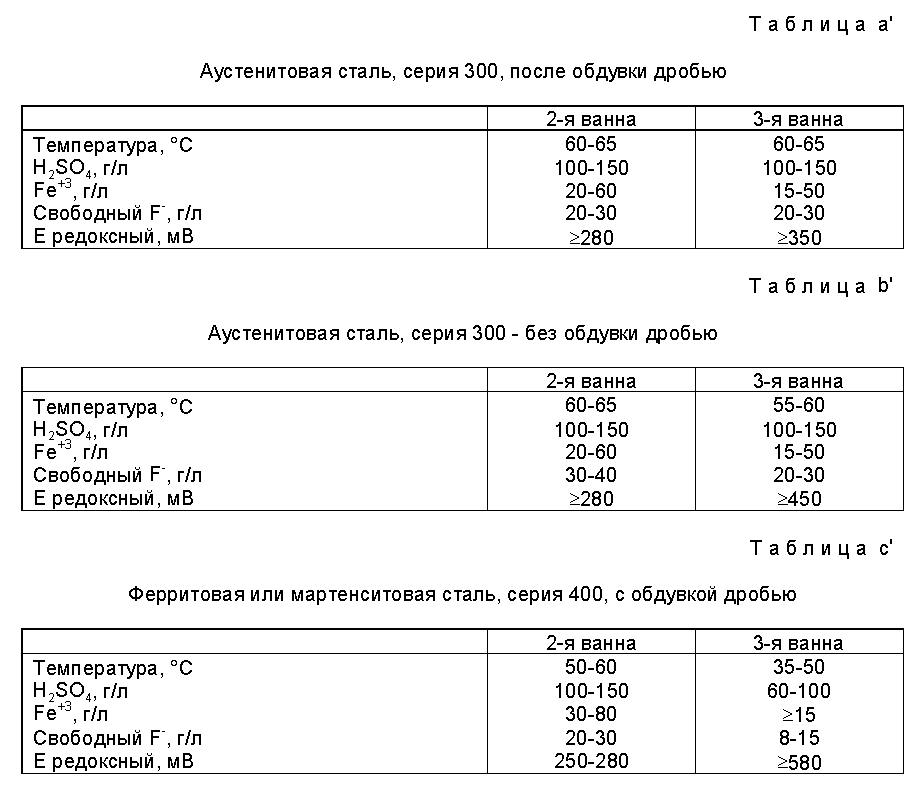
Рабочая емкость 2-й и 3-й ванны 17 кубометров каждая. При обработке непрерывно продувается воздух во 2-ю и 3-ю ванны с расходом 40 кубометров на кубометр ванны в час вместе с непрерывной подачей H2O2 (стабилизированной, как указано выше) и других компонентов (H2SO4 и HF), чтобы поддерживать постоянными следующие параметры.
Внешний вид листов после цикла протравливания по способу был всегда полированный и светлый, даже лучше, чем получаемый по традиционному процессу (HF + HNO3).
В этом случае незамечено случаев перепротравливания или поверхностной коррозии.
Потребление H2O2, имеющей концентрацию 35% по весу (130 объемов), составляет 2,2 кг на тонну обработанной стали.
ПРИМЕР 3. Промышленная установка для производства труб.
Трубы из аустенитовой стали серии 300, изготавливаемые в промышленном масштабе, обрабатываются начиная с сентября 1991 г. в протравочной ванне, подобной ванне примера 1.
Температура 45 - 50oC, а время меняется, соответственно типу материала от 30 до 60'.
Поведение цикла и полученные результаты, подтвержденные более чем 20000 тонн уже обработанной по этому способу стали, подобны полученным в примере 1 в части расходов и редоксного потенциала, конечного внешнего вида продукта, кинетики действия, и наконец, отсутствия каких-либо явлений коррозии.
Заключение по испытаниям в промышленном масштабе.
Из приведенного выше описания и примеров ясно, что новый процесс протравливания и пассивации, отличающийся ванной специального состава, управлением составом ванны - в основном через контроль редоксного потенциала - в течение всего цикла протравливания и непрерывной продувкой воздухом, представляет собой оптимальное решение с точки зрения технических результатов и экономики процесса (в основном в связи с малым расходом H2O2) и с точки зрения проблемы загрязнения окружающей среды, возникающей при традиционных процессах, использующих азотную кислоту.
Реферат
Способ может быть использован в металлургии для протравливания нержавеющей стали. Подлежащий обработке материал помещают в ванну, поддерживаемую при 30 - 70oС, имеющую следующий первоначальный состав: H2SO4 по меньшей мере 150 г/л, Fe3+ по меньшей мере 15 г/л; HF по меньшей мере 40 г/л; H2O2 (добавленная с известными стабилизаторами) 1-20 г/л; эмульгаторы, смачивающие агенты, полирующие агенты, ингибиторы кислотной коррозии, при этом в ванну непрерывно подают воздух с расходом, равным по меньшей мере 3 м3/ч на кубометр ванны, и количество стабилизированной Н2О2, регулируемое для получения окислительно-восстановительного потенциала ванны, равного или большего 250 мВ; снижаются расходы, улучшается экология, повышается качество протравливания. 10 з.п.ф-лы, 3 ил., 10 табл.
Комментарии