Способ сборки корпуса судна на плаву и устройстводля его осуществления - RU2308398C1
Код документа: RU2308398C1
Чертежи


Описание
Изобретение относится к технологии судостроения, касается соединения на плаву частей корпуса крупногабаритных барж и других судов и может быть использовано для соединения на плаву частей корпуса, выполненных в виде понтонов, построенных на разных верфях, расположенных в одном или различных водных бассейнах, в том числе речных с транспортировкой по внутренним водным путям (через шлюзы) к месту их стыковки.
Известен способ сборки корпуса судна на плаву, при котором понтоны предварительно стыкуют на стапеле, спускают на воду, балластируют и соединяют между собой (см. авторское свидетельство СССР №943077, МПК8 В63В 9/06, 1982).
Однако при строительстве частей (понтонов) судна на разных заводах произвести предварительную стыковку на стапеле, как правило, невозможно. К недостаткам такого способа следует отнести также и то, что при продольной стыковке понтонов на плаву балластировкой не всегда удается придать им требуемое наклонное положение, обеспечивающее полный выход стыкуемых кромок из воды.
Известно также устройство для осуществления способа сборки корпуса судна на плаву посредством стяжных устройств, а именно талрепов (см. авторское свидетельство СССР №835875, МПК8 В63В 9/06, 1979).
Наиболее близким к заявляемому способу и устройству является способ сборки корпуса судна на плаву с применением центрирующих и стяжных устройств для его осуществления, включающий в себя строительство и спуск на воду отдельных частей корпуса, выполненных в виде водоизмещающих понтонов с поперечными переборками, последующую буксировку понтонов к месту сборки, установку центрирующих и стяжных устройств, стыковку понтонов и их сварку (см. Дурмашкин С.Ш., Лобзов Н.И. и др. "Постройка судов из частей, раздельно спущенных на воду". Л.: Судостроение, 1974, с.15-19, 96-98).
Недостатком указанных известных способа и устройства является значительная трудоемкость и недостаточная надежность способа в случае сборки корпуса значительной длины при его стыковке по диаметральной плоскости, а также сложность схем размещения монтажной оснастки - стяжных и центрирующих устройств и их большое количество.
Техническим результатом заявляемой группы изобретений является повышение надежности сборки корпуса судна на плаву при его стыковке по диаметральной плоскости с одновременным уменьшением трудоемкости.
Указанный технический результат достигается в способе сборки корпуса судна на плаву с применением центрирующих и стяжных устройств, включающем в себя строительство и спуск на воду отдельных частей корпуса, выполненных в виде водоизмещающих понтонов с поперечными переборками, последующую буксировку понтонов к месту сборки, их стыковку и сварку тем, что перед спуском на воду каждого из понтонов производят отконтуровку его монтажного стыка до положения, при котором кромки всех стыкуемых элементов набора корпуса упомянутого понтона находятся в одной вертикальной плоскости, затем для обеспечения сходимости кромок стыкуемого контура, на одном из понтонов монтируют центрирующие и стяжные устройства, а по контуру монтажного стыка, за исключением района стыка в зоне палубы, монтируют компенсатор в виде утолщенного бруса, толщина которого превышает толщину основных стыкуемых листов контура монтажного стыка корпуса судна, затем после спуска понтонов на воду и их буксировки к месту сборки производят поэтапное стягивание и центровку понтонов посредством упомянутых стяжных и центрирующих устройств, при котором первоначально обеспечивают точную сходимость кромок элементов стыка в районе поперечной переборки миделя понтонов, затем при дальнейшем стягивании - палубы корпуса, а сходимость остальных кромок стыкуемого контура обеспечивают при дальнейшем стягивании посредством упомянутого компенсатора, после чего производят стыковку и сварку корпуса.
Указанный технический результат также достигается в устройстве для осуществления способа сборки корпуса судна на плаву, включающего в себя строительство и спуск на воду отдельных частей корпуса, выполненных в виде водоизмещающих понтонов с поперечными переборками, последующую буксировку понтонов к месту сборки, их стыковку и сварку, содержащем стяжные и центрирующие устройства, установленные на одном из понтонов тем, что упомянутое устройство для сборки корпуса снабжено компенсатором разности размеров понтонов по длине и высоте, выполненным в виде утолщенного металлического бруса, толщина которого превышает толщину основных стыкуемых листов контура монтажного стыка корпуса судна, причем компенсатор смонтирован на одном из понтонов по контуру монтажного стыка, за исключением района стыка в зоне палубы, при этом центрирующие устройства выполнены в виде направляющих и фиксирующих ловителей, причем направляющие ловители смонтированы на уровне палубы в носовой и кормовой оконечностях упомянутого понтона, а фиксирующие ловители смонтированы на палубе последнего вдоль кромки монтажного стыка и на поперечной переборке, расположенной в районе его миделя для обеспечения точной сходимости кромок элементов стыка в районе поперечной переборки миделя понтонов и палубы корпуса, при этом направляющие ловители смонтированы с возможностью взаимодействия с деревянными подушками, установленными на корпусе второго понтона соответственно упомянутым направляющим ловителям.
На фиг.1 показаны части корпуса в виде понтонов перед стыковкой;
на фиг.2 - вид сверху на стыкуемые понтоны;
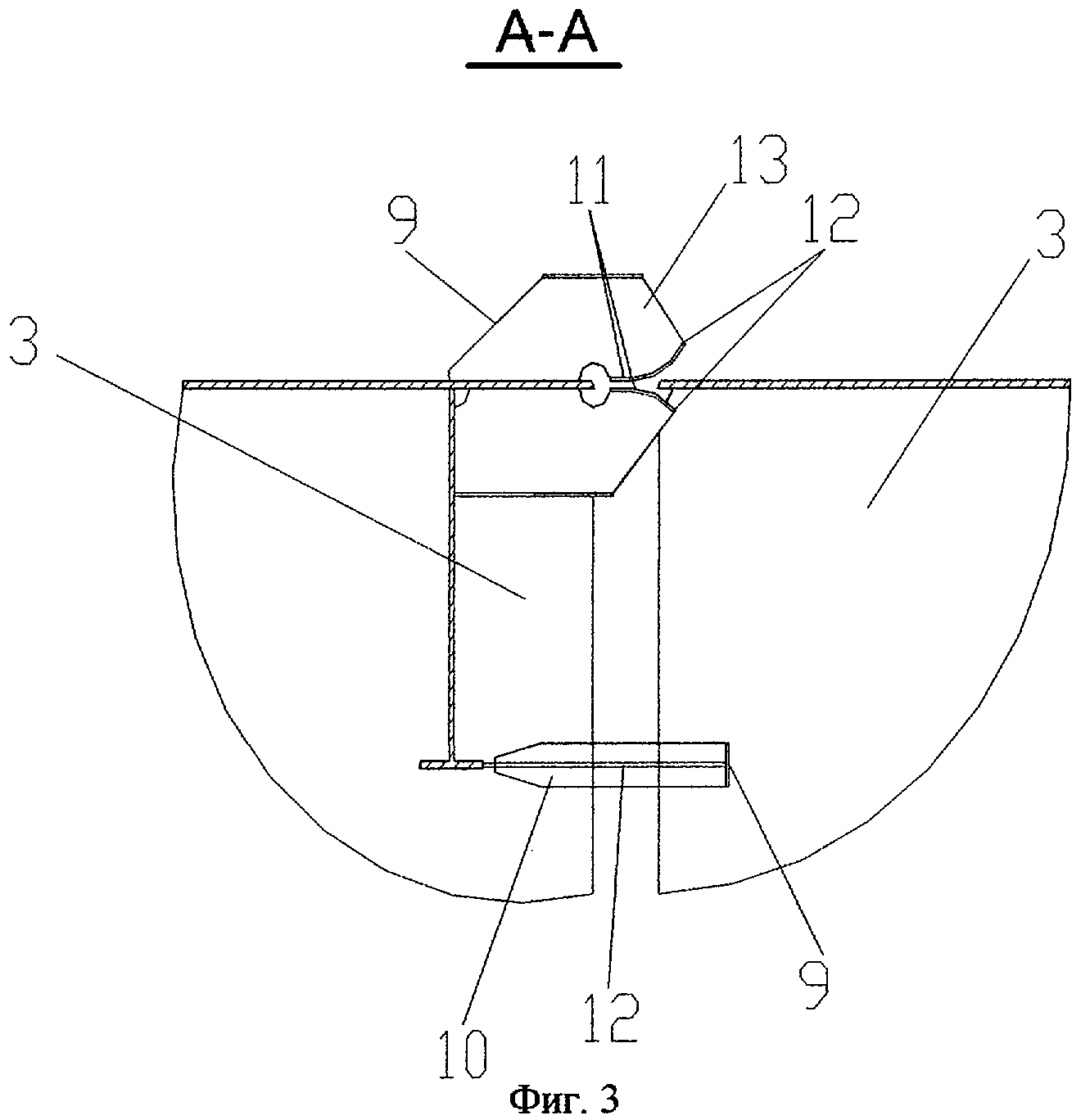
на фиг.3 - разрез А-А на фиг.2;
на фиг.4 - поперечное сечение В-В корпуса судна в состыкованном состоянии.
Заявляемое устройство для осуществления способа сборки корпуса судна на плаву, который включает строительство и спуск на воду отдельных частей корпуса, выполненных в виде водоизмещающих понтонов 1 и 2 с поперечными переборками 3, последующую буксировку понтонов 1 и 2 к месту сборки, их стыковку и сварку, содержит стяжные устройства, например, в виде известных цепных талей (не показаны) и талрепов 4, а также центрирующие устройства, установленные на понтоне 1.
Для повышение надежности сборки корпуса судна на плаву при его стыковке по диаметральной плоскости устройство для его осуществления снабжено компенсатором разности размеров понтонов по длине и высоте, выполненным в виде утолщенного металлического бруса 5, толщина которого превышает толщину основных стыкуемых листов контура монтажного стыка 6 корпуса судна. При этом компенсатор 5 смонтирован на понтоне 1 по контуру монтажного стыка 6, за исключением района стыка 6 в зоне палубы 7, а центрирующие устройства выполнены в виде направляющих 8 и фиксирующих 9 ловителей.
Для обеспечения точной сходимости кромок элементов стыка 6 в районе поперечной переборки 3 миделя понтонов 1 и 2 и палубы 7 корпуса, направляющие ловители 8 выполнены в виде коробчатых конструкций и смонтированы на уровне палубы 7 в носовой и кормовой оконечностях понтона 1 с возможностью взаимодействия с деревянными подушками 10, установленными на корпусе понтона 2 соответственно упомянутым ловителям 8.
Фиксирующие ловители 9 смонтированы на палубе 7 понтона 1 равномерно вдоль кромки монтажного стыка 6 и на поперечной переборке 3, расположенной в районе миделя понтона 1. Каждый из фиксирующих ловителей 9 выполнен в виде двух параллельных пластин 11 с отогнутыми концами 12 и закрепленными на палубе 7 (поперечной переборке 3) ребрами жесткости 13.
Реализация заявляемого способа с помощью заявляемого устройства осуществляется следующим образом.
На каждом из понтонов 1 и 2, построенных на разных заводах, перед спуском на воду монтажные стыки 6 отконтуровывают до положения, при котором кромки всех стыкуемых элементов набора корпуса находились в одной вертикальной плоскости. Подготовленные к стыковке на плаву понтоны 1 и 2 спускают на воду и буксируют, в том числе и по внутренним водным путям (через шлюзы) к месту их стыковки. При стыковке на плаву понтоны 1 и 2 стягивают цепными талями (не показаны) и талрепами 4.
Направляющие ловители 8, выполненные в виде коробчатых конструкций, при взаимодействии с деревянными подушками 10 ограничивают продольные перемещения понтона 2 относительно понтона 1 и при дальнейшем стягивании обеспечивают гарантированное вхождение поперечной переборки 3 в зазор между отогнутыми концами 12 пластин 11 фиксирующих ловителей 9, обеспечивая точную сходимость кромок монтажного стыка 6 поперечной переборки 3, что позволяет разделить пополам разность размеров по длине понтонов 1 и 2.
Затем в процессе поэтапного дальнейшего стягивания понтонов 1 и 2, также аналогичным образом автоматически обеспечивается точная сходимость кромок палубы 7 при помощи фиксирующих ловителей 9, равномерно расположенных вдоль кромки монтажного стыка 6 на палубе 7. Сходимость остальных кромок стыкуемого контура обеспечивается наличием утолщенного бруса 5, обеспечивающего компенсацию разности размеров понтонов 1 и 2 по длине и высоте.
Заявляемые способ и устройство для его осуществления позволяют, при значительном уменьшении трудоемкости, производить надежную стыковку корпусов судов длиной более 100 метров, выполненных из отдельных понтонов, которые изготовлены на разных заводах и могут транспортироваться по внутренним водным путям, в том числе через шлюзы.
Реферат
Изобретение относится к области судостроения, в частности к способам сборки стыкуемых частей корпуса судна на плаву. Способ сборки корпуса судна на плаву с применением центрирующих и стяжных устройств включает в себя строительство и спуск на воду отдельных частей корпуса, выполненных в виде водоизмещающих понтонов с поперечными переборками, последующую буксировку понтонов к месту сборки, их стыковку и сварку. Перед спуском на воду каждого из понтонов производят отконтуровку его монтажного стыка до положения, при котором кромки всех стыкуемых элементов набора корпуса понтона находятся в одной вертикальной плоскости. Для обеспечения сходимости кромок стыкуемого контура на одном из понтонов монтируют центрирующие и стяжные устройства. По контуру монтажного стыка, за исключением района стыка в зоне палубы, монтируют компенсатор в виде утолщенного бруса, толщина которого превышает толщину основных стыкуемых листов контура монтажного стыка корпуса судна. После спуска понтонов на воду и их буксировки к месту сборки производят поэтапное стягивание и центровку понтонов посредством стяжных и центрирующих устройств, при котором первоначально обеспечивают точную сходимость кромок элементов стыка в районе поперечной переборки миделя понтонов, затем при дальнейшем стягивании - палубы корпуса. Сходимость остальных кромок стыкуемого контура обеспечивают при дальнейшем стягивании посредством компенсатора, после чего производят стыковку и сварку корпуса. Устройство содержит центрирующие и стяжные устройства, установленные на одном из понтонов, компенсатор разности размеров понтонов по длине и высоте, выполненный в виде утолщенного металлического бруса, толщина которого превышает толщину основных стыкуемых листов контура монтажного стыка корпуса судна. Компенсатор смонтирован на одном из понтонов по контуру монтажного стыка, за исключением района стыка в зоне палубы. Центрирующие устройства выполнены в виде направляющих и фиксирующих ловителей. Направляющие ловители смонтированы на уровне палубы в носовой и кормовой оконечностях понтона, а фиксирующие ловители смонтированы на палубе последнего вдоль кромки монтажного стыка и на поперечной переборке, расположенной в районе его миделя для обеспечения точной сходимости кромок элементов стыка в районе поперечной переборки миделя понтонов и палубы корпуса. Направляющие ловители смонтированы с возможностью взаимодействия с деревянными подушками, установленными на корпусе второго понтона соответственно упомянутым ловителям. Достигается повышение надежности сборки корпуса судна на плаву при его стыковке по диаметральной плоскости с одновременным уменьшением трудоемкости. 2 н.п. ф-лы, 4 ил.

Комментарии