Способ химического полирования цветных металлов и сплавов - SU1067084A1
Код документа: SU1067084A1
Описание
Oi.
00 4
Изобретение относится к химическому полированию цветных металлов и сплавов и может быть использовано в гальванотехнике при подготовке поверхности металлов поц покрытие, а также для декоративной отделки металлов.
Известен способ химического полирования металлов и сплавов в полирующих растворах. Процесс проводится при одинаковых температурах изделия и раствора flj .
Недостатками известного рпособа явояются большой съем металла при полировании и низкая работоспособность полирующего раствора, так как при накоплении определенного коли чества металла в растворе, последний становится непригоднЕЛМ к работе.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому эффекту является способ химической обработки металлической поверхности изделий, заключающийся в предварительном нагреве обрабатываемо: э изделия выше максимально возможной температуры окружающего раствора токами высокой или повышенной частоты.i2J.
Способ характеризуется повышенной скоростью химической обработки поверхностного слоя металла изделия.
Цель изобретения - улучшение работоспособности раствора химического полирования за счет снижения съема металла с поверхности изделия.
Указанная цель достигается тем, что согласно способу химичесiKOro полирования цветных металлов и сплавов в полирующем растворе при наличии теплового потока, направленного от полируемого изделия вглубь раствора, направленный тепловой поток создают путем предварит льного нагрева полируемого изделия до температуры, превышающей на 20-60С температуру раствора.
При химическом полировании по предлагаемому способу тепловой поток оказывает влияние на выход ионов металла в раствор, вследствие изменения гидродинамической ситуации у поверхности полируемого предмета, концентрации агрессивных ионов полирующего электролита в приповерхностном слое, условий формирования пассивной пленки. Система металлэлектролит химического полирования с различными температурами полируемого предмета и полирующего раствора является неравновесной, в ней имеют место градиенты концентрации и температуры. Градиенты концентрации и температуры вблизи поверхности полируемого предмета вызывают поток растворяемого металла.
Совпадение направления градиентов концентрации и температуры обус-J
лавливает существенный массоперенос от поверхности металла вглубь раствора, что затрудняет доставку к поверхности металла регулирующих частиц и, в первую очередь,, агрессивных анионов. Кроме того, массоперенос от металлической поверхнорти затрудняет доставку молекул воды, которые могут принимать участие в процессах диссоциативной адсорбции, образовании поверхностных адсорбционных комплексов (МеОН) аде. Указанные явления замедляют скорость растворения и снижают съем металла с полируемого лзделия.
Уменьшение съема металла при наличии теплового потока от полируемого изделия к раствору по сравнению с изотермическими процессами можно объяснить тем, что в процессе полировки по предлагаемому способу лимитирующей стадией является диффузия .
Направленный тепловой поток может создаваться следующим образом: предварительным нагревом полируемого изделия до температуры, превышающей температуру рабочего раствора, а. также:осуществлением полировки в двухкамерной ячейке, камеры которой соединены между собой горизонтальной трубкой. В одной камере (теплой) находятся полируемые изделия, в другую камеру (холодную) производится отвод тепла.
Работоспособность полирующих растворов определяется площадью поверхности образцов, обработанных в данном растворе без его корректирования . Качество поверхности металлов , обработанных по известному и предлагаемому способам, одинаково. I Пример 1. Химическое полирование цинка в растворе следующего состава: СгО, 120 г/л, CHjCOONa 60 г/л, AKNOjjj 10 г/л; HNO (пл. 1,38 г/см-) 100 мл HjSO (пл. 1,84 г/смЗ) 30 мл.
В табл. 1 и 2 приведены результа испытаний.
Пример 2. Химическое полирование никелевой фольги толщиной 0,25 мм в растворе следукядего состава: HNOj (пл. 1,40 г/см) 300 мл/ , (пл. 1,84 г/см ) 100 мл, HjPQ ( пл. 1,80 г/см) 100 мл; СН СООН (пл; 1,065 г/см) 500 мл.
В табл. 3 приведены результаты испытаний.
Пример 3. Химическое полирование меди в растворе следующего состава: HNOj (пл. 1,40 г/см) 330 мл;- HjPO (лл. 1,84 г/см)330 м CHjCOOH (пл. 1,065 г/смЗ) 330 мл.
В табл. 4 приведены результаты испытаний.
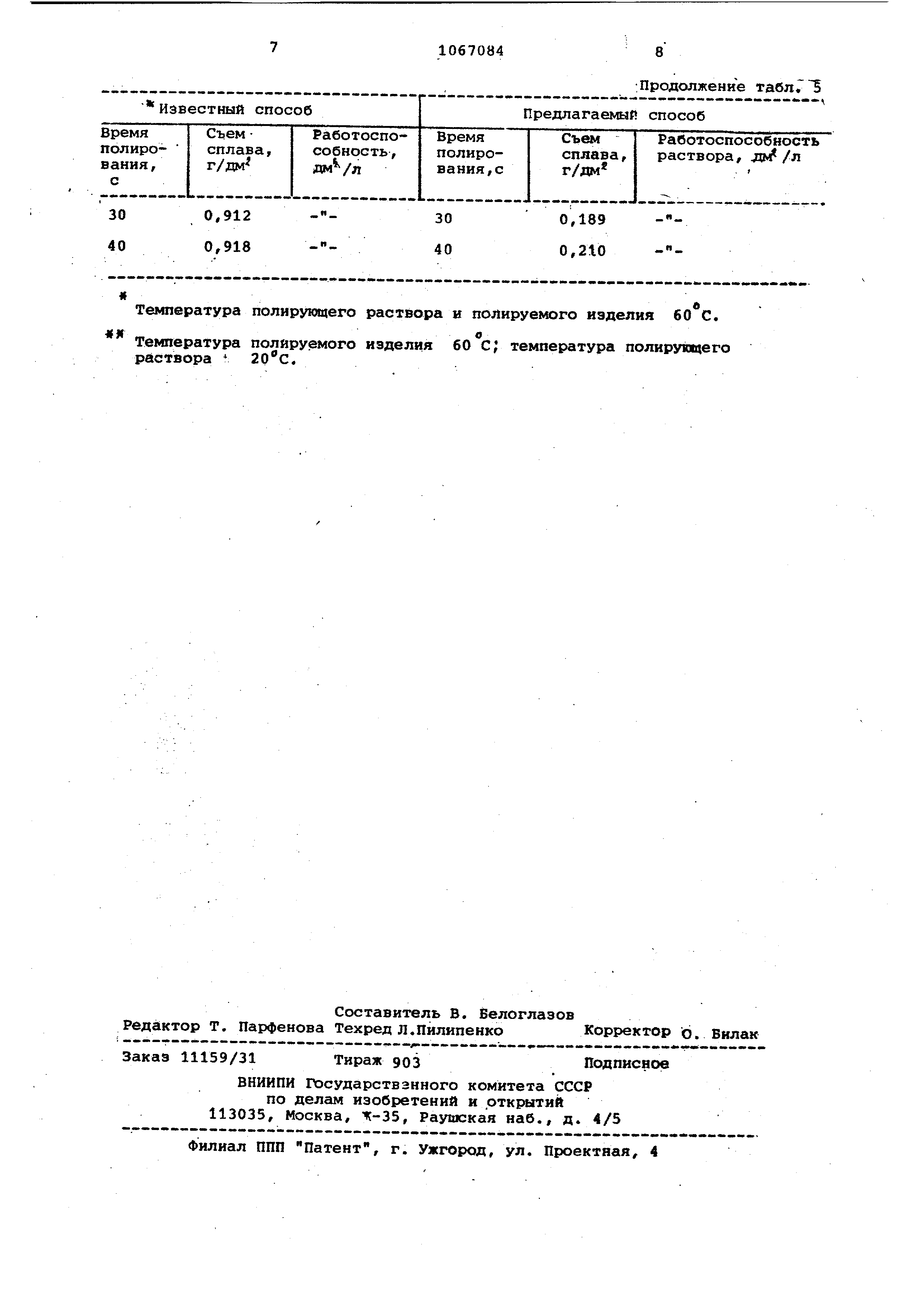
Пример 4. Химическое полирование изделий из сплава ЦАМ 4-1 ,в растворе следующего состава: iCrOj 30 г/л; 4 г/л, НС1 7,5 мл/л-; НИОз 20 мл/л; 2 мл/л.
I В табл. 5 приведены результаты
ИСПЫТл НИЙ.
Предлагаемый способ может найти {Применение в машиностроительной Приборостроительной, в том числе
часовой и электронной отраслях промышленности , при производстве фурнитуры.
Осуществление предлагаемого способа химического полирования дает возможность увеличить в 1,7-2 раза работоспособность применяющихся
полирующих растворов за счет снижения съема металла. При этом эконо 1ятся химикалии, необходимые для приготовления и корректирования рабочих растворов, а также полируемый металл за счет уменьшения его
съема.
Таблица 1


Реферат
СПОСОБ ХИМИЧЕСКОГО ПОЛИРОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ в ПОлируницем растворе при наличии тепйового потока, направленного от полируемого изделия вглубь раствора, отличающийся тем, что, с целью повышения работоспособности полирующего раствора за счет уменьшения съема металла, направленный, тепловой поток создают путем предварительного нагрс;ва полируемого .изделия до температуры, превышающей на 20-60 С температуру раствора.
Комментарии