Способ химической обработки изделий из титана и его сплавов - RU2196848C2
Код документа: RU2196848C2
Чертежи
Описание
Изобретение относится к химической обработке металлов, в частности к полированию поверхности изделий из титана и его сплавов, и может найти применение в приборостроении, авиастроении, машиностроении, медицине и других отраслях промышленности.
Известен способ химической обработки изделий, изготовленных из сплавов на основе титана, который включает травление изделия в водном растворе, содержащем плавиковой кислоты 5-200 г/л и серной кислоты 25-250 г/л, причем при температуре травящего раствора около 20oС изделие выдерживают в растворе до 24 ч, а при температуре до 150oС - 0,5 ч (патент США 4874434, МКИ C 23 G 1/10 (134-3), 1989).
Недостатком известного способа является наличие эффекта наводораживания поверхности титановых изделий из-за длительного времени обработки или высокой температуры обрабатывающего раствора, а также отсутствие стравливания шероховатостей и заусенцев поверхности изделия и, следовательно, не обеспечивается сглаживающий эффект.
Известен способ химической обработки изделий, изготовленных из сплавов на основе титана, который включает приготовление водного раствора, имеющего рН от 1,0 до 4,0 и содержащего сульфаминовую кислоту, фторсодержащее соединение и перекисное соединение, травление изделия в указанном растворе при их механическом перемешивании до полного удаления неровностей (патент ЕР 0449646, МКИ C 23 F 3/00, 1995).
Недостатком известного способа является то, что в качестве основных компонентов травящего раствора используются малоэффективные фторсодержащие соединения и сульфаминовая кислота, что не позволяет обеспечить качественную подготовку поверхности изделия к нанесению химико-гальванического покрытия и удаление неровностей.
Известен способ химической обработки изделий, изготовленных из титана или сплавов на основе титана, который включает травление изделия в водном растворе, содержащем плавиковую кислоту, серную кислоту и фосфорную кислоту, измеряют окислительно-восстановительный потенциал обрабатываемого изделия в кислотном растворе и ионизируют металл изделия до более высокой валентности, вводят окислительный агент в количестве, которое сохраняет окислительно-восстановительный потенциал кислотного раствора на уровне ниже потенциала пассивации изделия (патент США 5338367, МКИ C 23 G 1/02(134-3), 1994).
Недостатком известного способа является низкая скорость травления и малый съем металла, что не позволяет удалить заусенцы и не уменьшает шероховатость поверхности обрабатываемых изделий.
Известен способ химической обработки изделий, изготовленных из титана, который включает травление изделий в водном растворе плавиковой, азотной и соляной кислот, полирование изделий в водном растворе плавиковой и азотной кислот с промежуточной и окончательной промывками в воде, при этом температура растворов для травления и полирования изделий из титана - 20oС (авторское свидетельство СССР 1742356, МКИ C 23 F 3/00, 1992).
Недостатком известного способа является малый съем металла и наличие эффекта наводораживания поверхности титановых изделий из-за длительного времени обработки, а также невысокая степень полирования изделия, так как в растворе отсутствуют компоненты для создания плотной пассивно-активной пленки при низкой температуре обработки.
Известен способ химической обработки изделий из титана и его сплавов, который включает полирование изделий в водном растворе, азотной, плавиковой, серной и уксусной кислот
при следующем соотношении компонентов, мас.%:
Азотная кислота - 25-30
Плавиковая кислота - 25-28
Серная кислота - 40-45
Уксусная кислота - 2-5
и промывку в
воде, при этом температура раствора для полирования равна 18-20oС, а время полирования составляет 2-3 с (авторское свидетельство СССР 1715887, МКИ C 23 F 3/03, 1992).
По решаемой задаче и общности признаков способ химической обработки изделий из титана и его сплавов по авторскому свидетельству 1715887 является наиболее близким аналогом.
Недостатком известного способа является низкое качество обработки поверхности, так как на обрабатываемой поверхности возможно появление локальных дефектов и питтинга.
Кроме того, известный способ не эффективен из-за низкой температуры и малой продолжительности процесса, что не позволяет удалить заусенцы и обеспечить высокую степень полирования изделия.
Задачей изобретения является создание способа химической обработки изделий из титана и его сплавов, который обеспечит высокую чистоту поверхности и высокую декоративность сложнопрофильных изделий, повысит коррозионную устойчивость полированной поверхности к воздействию агрессивных климатических факторов и биологически активных сред.
Кроме того, задачей изобретения является обеспечение высококачественной прецизионной подготовки поверхности изделий из титана и его сплавов, в том числе сварных и имеющих паяные швы, а также изделий после электроэрозионной обработки для нанесения металлических функциональных покрытий с их высокой адгезией с основой.
Сущность изобретения заключается в том, что при химической обработке изделий из титана и его сплавов, изделия полируют в растворе, содержащем азотную, серную и плавиковую кислоты, после чего изделие промывают в холодной воде.
Отличительными признаками предложенного способа являются следующие.
Изделия обезжиривают последовательно в органическом и химическом растворителях, промывают, сушат и проводят, как минимум, двукратную химическую обработку, например, двукратное полирование в течение
1-3 мин каждое в горячем растворе (температура - 60-65oС), содержащем, наряду с упомянутыми кислотами, сульфаминовую кислоту и пиразолоновое соединение (С3N2Н), в
качестве которого использован или антипирин, или пирамидон, или анальгин, при следующем соотношении компонентов, г/л:
Азотная кислота (уд. вес 1,42) - 426-497
Серная кислота (уд. вес
1,84) - 552-644
Плавиковая кислота (уд. вес 1,14) - 426-497
Сульфаминовая кислота - 50-60
Пиразолоновое соединение - 2-15
Между каждым процессом полирования изделие
промывают и сушат, при этом окончательная промывка проводится в течение 2-3 мин в горячей воде (температура 60-80oС).
Изделия из титана и его сплавов, изготовленные сваркой или имеющие швы высокотемпературного спая, при подготовке к нанесению химико-гальванических покрытий обрабатывают, в частности, проводят прецизионное травление, в вышеупомянутом растворе, температура которого уменьшена до 30-40oС, а время обработки составляет от 2 до 5 мин, при этом количество пиразолонового соединения в растворе составляет 3-8 г/л.
Изделия из титана и его сплавов, изготовленные электроэрозионным способом, обрабатывают, в частности, протравливают карбидный слой, в вышеупомянутом растворе, температура которого составляет 18-25oС, а время обработки составляет 20-60 мин, при этом раствор дополнительно содержит соли титана (в пересчете по металлу) от 5 до 15 г/л, а количество пиразолонового соединения в растворе для полирования составляет 2-5 г/л.
Способ химической обработки изделий из титана и его сплавов осуществляют следующим образом.
Предлагаемый способ позволяет полировать, прецизионно обрабатывать и протравливать изделия, изготовленные как фрезерованием, так и изделия, изготовленные сваркой или имеющие швы высокотемпературного спая, а также изделия, изготовленные электроэрозионным способом, причем изделия могут быть изготовлены из различных марок титановых сплавов.
Изделия обезжиривают в органическом растворителе, например, в бензине или уайт-спирите до полного удаления жировых загрязнений, сушат на воздухе и обезжиривают в щелочном растворе, промывают в горячей и холодной воде до полной смачиваемости поверхности изделия и сушат его на воздухе.
При приготовлении раствора для химической обработки в необходимом количестве воды растворяют сульфаминовую кислоту и добавляют кислоты в следующей последовательности: плавиковая кислота, азотная кислота, серная кислота. Пиразолоновое соединение в виде сухого измельченного порошка добавляют в раствор небольшими порциями при перемешивании.
В качестве пиразолонового соединения (C3N2H) использован или антипирин, или пирамидон, или анальгин в вышеуказанных количествах.
Количественное соотношение кислот в растворе для химической обработки определено из условия, что снижение концентраций кислот ниже нижнего предела значительно уменьшает значения оцениваемых показателей, а увеличение концентраций кислот выше верхнего предела влияет на интенсивность обработки незначительно и нецелесообразно.
Вследствие высокой способности к пассивации титан растворяется лишь при нарушении защитной пассивной пленки, которую разрушает плавиковая кислота. Способность плавиковой кислоты разрушать защитную пассивную пленку объясняется образованием устойчивых комплексных ионов типа [ТiF6]3- и [TiF6]2-. Это определило содержание в растворе для химической обработки изделий из титана и его сплавов плавиковой кислоты в сочетании с сильными окислителями.
Введение в раствор сульфаминовой кислоты и пиразолонового соединения обусловлено достижением эффекта сглаживания поверхности изделия при его химической обработки и химическом полировании, что в соответствии с теорией диффузионно-пленочного взаимодействия может быть объяснено образованием вязкого слоя продуктов реакции на поверхности изделия в процессе взаимодействия металла с раствором за счет существенного увеличения вязкости раствора.
Кроме того, сглаживание и глянцевание поверхности изделия, то есть выравнивание субмикронного рельефа и проявление блескообразующих свойств, достигается за счет введения в раствор органического вещества (пиразолонового соединения), образующего на поверхности изделия с атомами обрабатываемого металла хелатные комплексные соединения.
Изделие из титана или его сплава закрепляют в приспособлении, выполненном из пассивного материала, например полихлорвинила, и погружают в раствор для химической обработки, в частности для полирования, предварительно нагретый до температура - 60oС на 1-3 мин, причем в процессе химической обработки температура раствора повышается до 63-65oС. Изделие промывают в проточной водопроводной воде и сушат на воздухе, а затем проводят повторно, как минимум еще один раз, химическую обработку поверхности изделия.
Количество изделий, погружаемых в раствор, определяется по плотности загрузки. Поскольку количество выделяющейся теплоты зависит от объемной плотности загрузки, численно равной площади поверхности изделия, приходящейся на единицу объема раствора, то плотность загрузки должна быть величиной постоянной, так как при большой плотности загрузки ухудшается качество обрабатываемой поверхности.
Изделия из титана и его сплавов, изготовленные сваркой или имеющие швы высокотемпературного спая, при подготовке к нанесению химико-гальванических покрытий обрабатывают в вышеупомянутом растворе, температура которого уменьшена до 30-40oС, а время обработки увеличено и составляет 3,5 мин, при этом количество пиразолонового соединения в растворе для полирования не превышает 8 г/л.
Изделия из титана и его сплавов, изготовленные электроэрозионным способом, протравливают в вышеупомянутом растворе, температура которого не должна быть более 18-25oС, но при этом время обработки составляет 20-60 мин. В раствор для химической обработки дополнительно введены соли титана (в пересчете по металлу) до 5-15 г/л, а количество пиразолонового соединения в растворе для полирования составляет - 2-5 г/л. Такая обработка позволяет удалить с поверхности изделия карбидный слой, который образуется при изготовлении изделий электроэрозионным способом, причем не происходят размерные изменения обрабатываемых поверхностей.
После окончательной обработки изделия промывают предварительно в проточной воде при температуре 18-20oС в течение 2-3 мин, а окончательную промывку проводят в воде при температуре 60-80oС в течение 2-3 мин и сушат.
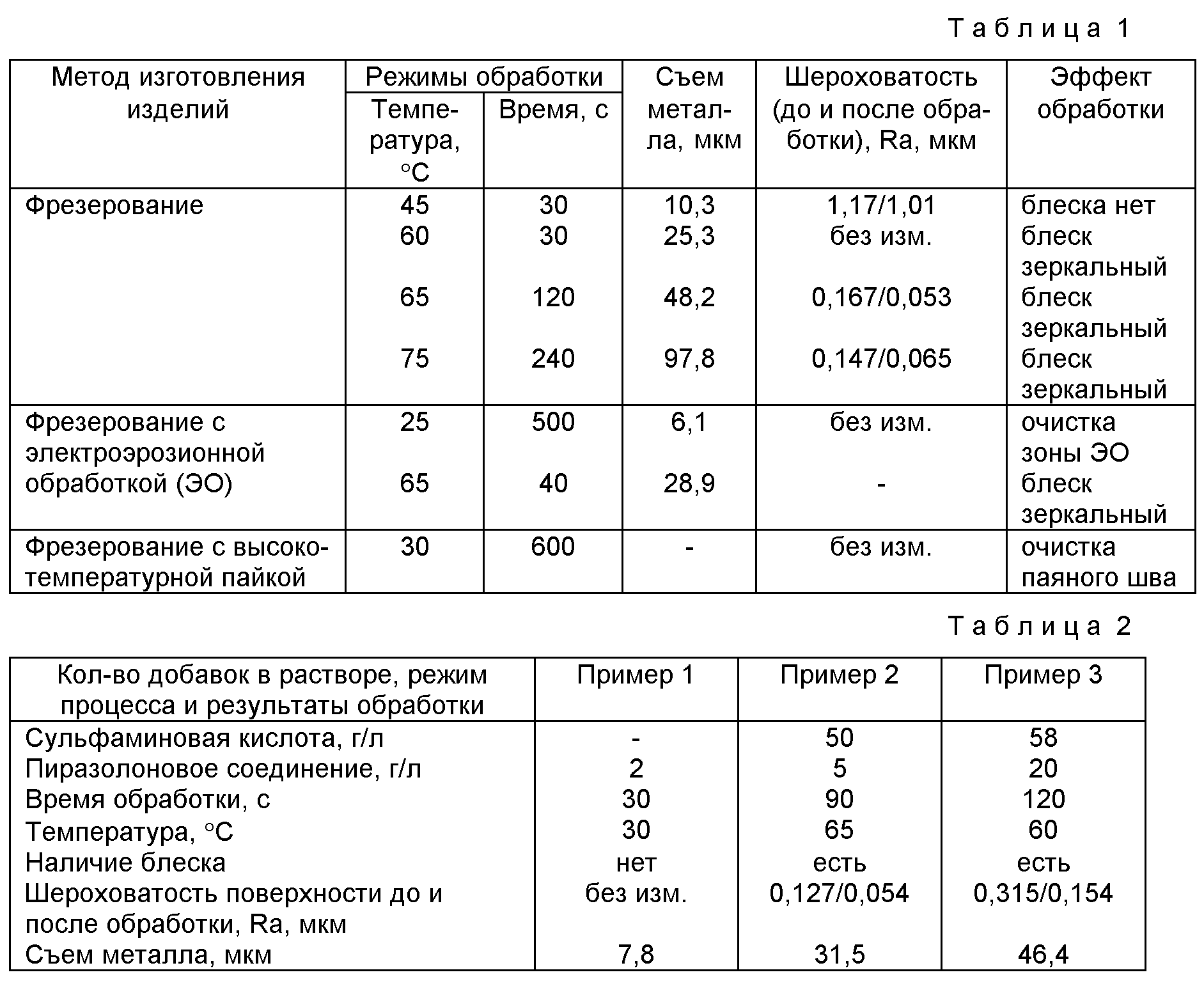
В табл. 1 приведены количественные показатели (величина съема металла и значение шероховатости до и после химической обработки) и результаты качественной оценки в зависимости от режима проведения процесса и от технологического метода изготовления изделия.
В табл. 2 приведены количественные показатели (величина съема металла и значение шероховатости до и после химической обработки) и результаты качественной оценки в зависимости от количества сульфаминовой кислоты и пиразолонового соединения в растворе для химической обработки.
Предлагаемый способ химической обработки изделий из титана и его сплавов позволяет обеспечить высокую чистоту поверхности и высокую декоративность сложнопрофильных изделий, что в свою очередь повышает коррозионную устойчивость полированной поверхности к воздействию агрессивных климатических факторов и биологически активных сред, а также позволяет обеспечить высококачественную прецизионную подготовку поверхности изделий из титана и его сплавов, в том числе сварных и имеющих паяные швы, а также изделий после электроэрозионной обработки для нанесения химико-гальванических покрытий.
Реферат
Изобретение относится к химической обработке изделий из титана и его сплавов, предназначенных к применению в приборостроении, авиастроении, машиностроении, медицине. При химической обработке изделий из титана и его сплавов изделия обезжиривают, промывают, сушат и проводят, как минимум, двукратную обработку в течение 1-3 мин каждую в растворе, содержащем компоненты при их следующем соотношении, г/л: азотная кислота 426-497, серная кислота 552-644, плавиковая кислота 171-228, сульфаминовая кислота 50-60, пиразолоновое соединение 2-15. Между каждой обработкой изделие промывают в воде и сушат, а после окончательной обработки изделие промывают 2-3 мин в проточной воде, а затем 2-3 мин промывают в воде при температуре 60-80oС и сушат. Изделия, изготовленные сваркой или имеющие швы высокотемпературного спая, при подготовке к нанесению покрытий обрабатывают в вышеупомянутом растворе при температуре 30-40oС, в течение 2-5 мин, при этом количество пиразолонового соединения в растворе составляет 3-8 г/л. Изделия, изготовленные электроэрозионным способом, обрабатывают в вышеупомянутом растворе при температуре 18-25oС в течение 20-60 мин, при этом раствор дополнительно содержит соли титана в пересчете по металлу от 5 до 15 г/л, а количество пиразолонового соединения в растворе составляет 2-5 г/л. Способ обеспечивает высокую чистоту поверхности и высокую декоративность сложнопрофильных изделий, повышает коррозионную стойкость полированной поверхности к воздействию агрессивных климатических факторов и биологически активных сред, а также обеспечивает высококачественную прецизионную подготовку поверхности изделий, имеющих паяные швы или карбидный слой после электроэрозионной обработки. 5 з.п. ф-лы, 2 табл.
Формула
Азотная кислота (уд. вес 1,42) - 426-497
Серная кислота (уд. вес 1,84) - 552-644
Плавиковя кислота (уд. вес 1,14) - 171-228
Сульфаминовая кислота - 50-60
Пиразолоновое соединение - 2-15
2. Способ по п. 1, отличающийся тем, что в качестве пиразолонового соединения использован антипирин.
Комментарии