Способ химического фрезерования деталей - SU1082863A1
Код документа: SU1082863A1
Чертежи


Описание
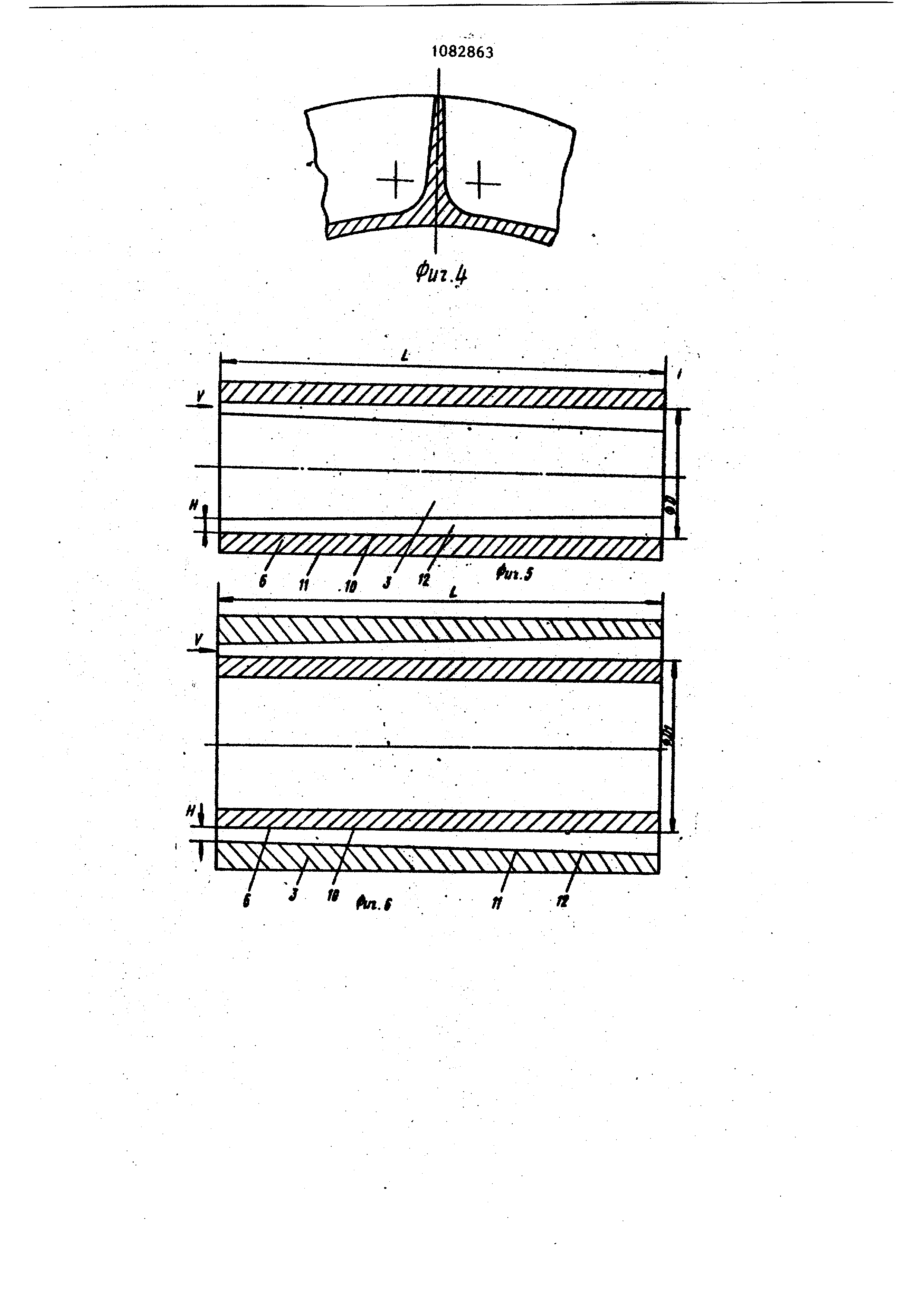
Изобретение относится к химическим методам обработки, в частности химическому фрезерованию деталей, преимущественно крупногабаритных об чаек с продольно-поперечными ребрам жесткости на внутренней и наружной поверхностях. Известен способ химического фрезерования внутренней поверхности по лого вала, в котором травильный рас вор пропускают через полость вала при помощи спирального червяка, выполняющего функции копира lj . Недостатком данного способа явля ется то, что фрезеруемая поверхност не сохраняет необходимую геометрическую форму, так как на ней образуется диффузионно-гидродинамически пограничный слой, свойства которого различны от сечения к сечению в нап равлении прокачки. Наиболее близким к предлагаемому является способ химического фрезеро вания деталей, преимущественно длинномерных полых обечаек, включакиций принудительное прокачивание раствор через внутреннюю полость изделия Недостатками известного способа являются невозможность обеспечения одинаковой глубины обрабатываемых участков, а также обработки наружн1| поверхностей обрабатываемых изделий Цель изобретения - обеспечение одинаковой глубины обрабатываемых участков. Поставленная цель достигается тем,что согласно способу химического фрезерования деталей, преимущественно длинномерных полых обечаек, включакмцему принудительное прокачивание раствора через внутреннюю полость изделия, используют копир, который устанавливают таким образом что меящу копиром и обрабатываемой поверхностью образуется щель, высоту которой в направлении прокачки раствора определяют по формуле чгйьркр, высота щели} производительность насосаj соответственно радиус и длина обечайки; плотность раствора; константа скорости химической реакции; 1 - коэффициент пропорциональности; ДС Со - С. где в свою очередь C(j - концентрация раствора на входе в щель{ Cg - Концентрация раствора на выходе из щели. На фиг. 1 показана заготовка, на внутренней или наружной поверхности которой необходимо получить продольно-поперечные ребра жесткости на фиг. 2 - ребра жесткости; на фиг. 3 - ребра на внутренней поверхности обечайки, разрез J на фиг. 4 - то же, на наружной поверхности; на фиг. 5 - обечайка и инструмент при фрезеровании внутренней поверхности; на фиг. 6 - то же, на наружной поверхности обечайки; на фиг. 7 - устройство для осуществления способа при фрезеровании внутренней поверхности обечайки. Устройство для химического фрезерования деталей, преимущественно длинномерных полых обечаек, содержит крьшки 1 и 2, в которых смонтирован инструмент 3, выполненный в виде конуса, при фрезеровании внутренней поверхности обечайки. Инструмент 3 центрируется в центровых отверстиях вставок 4 и 5, установленных в крышках 1 и 2 и имеющих отверстия для прохода рабочего раствора. Крьшки 1 и 2 охватывают торцы обечайки 6, между которыми расположены прокладки 7 и В. При этом обечайка 6 устанавливается в проточках крьшек 1 и 2 и стягивается стяжками 9, образуя таким образом герметичную полость. Обрабатываемая поверхность 10 обечайки 6 и поверхность 11 инструмента 3 образуют концентричную щель 12, имеющую , в любом сечении форму кольца с увеличивающейся в направлении прокачки раствора толщиной путем уменьшения наружного диаметра инструмента 3 - при фрезеровании внутренней поверхности обечайки 6 или увеличения внутреннего диаметра инструмента - при фрезеровании наружной поверхности обечайки (фиг. 6). При этом инструмент 3 выполнен из неэлектропроводного материала, индиферентного к рабочему раствору, наример из винипласта. Герметичная полость-через крышку 1, подакидие трубопроводы 13 и 14 и
насос 15 соединена с емкостью 16 с одной стороны, ,а с другой - через крышку 2 с отводящими трубопроводами 17 и 18 и фильтром 19 также соединена с этой же емкостью.
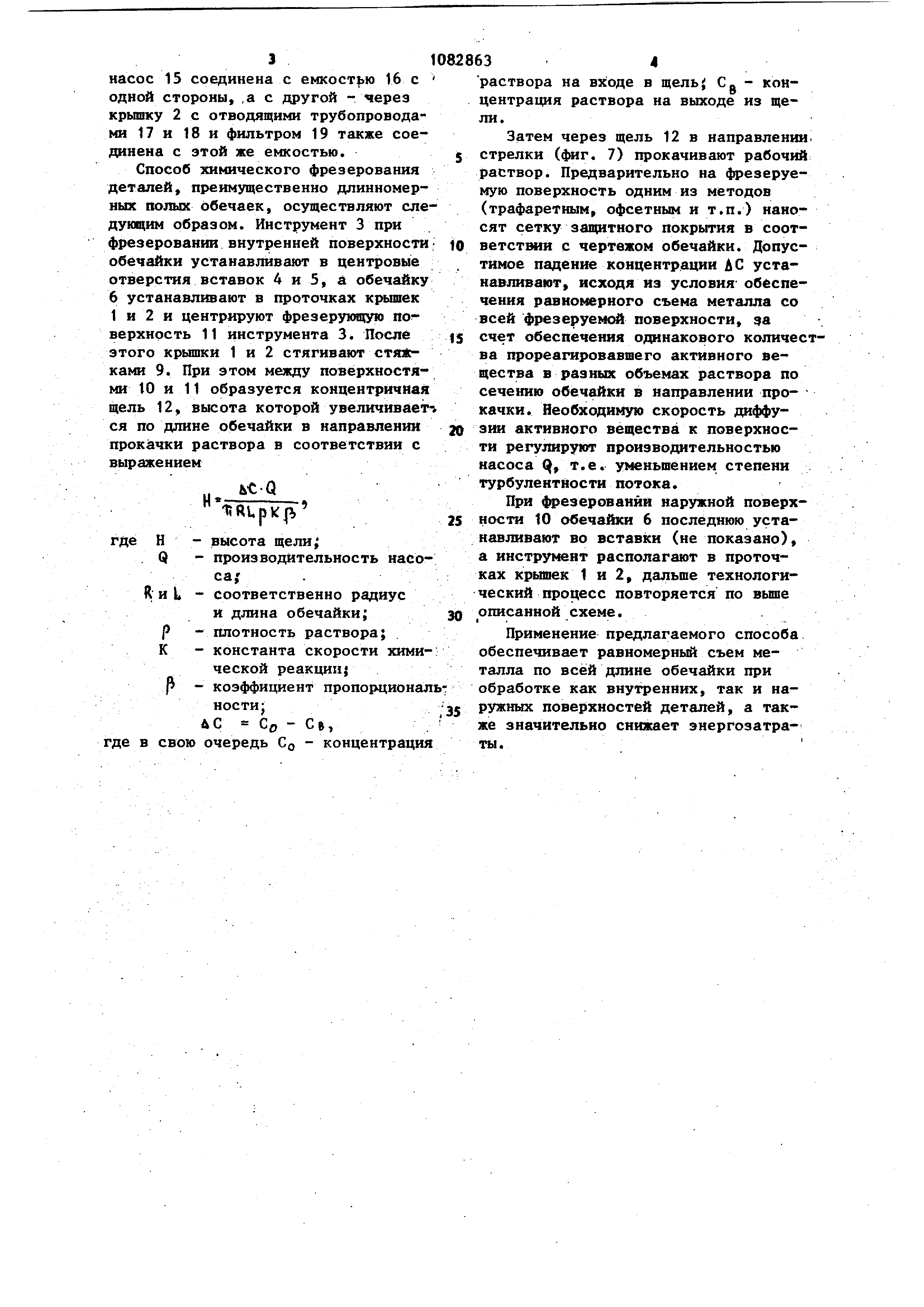
Способ химического фрезерования деталей, преимущественно длинномерных полых обечаек, осуществляют следующим образом. Инструмент 3 при фрезеровании внутренней поверхности обечайки устанавливают в центровые отверстия вставок 4 и 5, а обечайку б устанавливают в проточках крышек 1 и 2 и центрируют фрезеруницую по верхность 11 инструмента 3. После этого крышки 1 и 2 стягивают стя ками 9. При этом между поверхностями to и 11 образуется концентричная щель 12, высота которой увеличивает ся по длине обечайки в направлении прокачки раствора в соответствии с выражением
&C-Q
ЧЯ1рК|
где Н - высота щели;
. Q - производительность насоса; Ки1, - соответственно радиус
и длина обечайки; Р - плотность раствора; К - константа скорости химической реакции; Р - коэффициент пропорционал
ности|
ДС Со - Св, где в свою очередь CQ - концентрация
раствора на входе в щель{ С« - концентрация раствора на выходе из щели .
Затем через щель 12 в направлении стрелки (4мг. 7) прокачивают рабочий раствор. Предварительно на фрезеруемую поверхность одним из методов (трафаретным, офсетным и т.п.) наносят сетку защитного покрытия в соответствии с чертежом обечайки. Допустимое падение концентрации А С устанавливают , исходя КЗ условия-обеспечения равномерного съема металла со всей фрезеруемой поверхности, за счет обеспечения одинакового количесва прореагировавшего активного вещества в разных объемах раствора по сечению обечайки в направлении прокачки . Необходимую скорость диффузии активного вещества к поверхности регулируют производительностью насоса (, т.е. уменьшением степени турбулентности потока.
При фрезеровании наружной поверхности 10 обечайки 6 последнюю устанавливают во вставки (не показано), а инструмент располагают в проточках крышек 1 и 2, дальше технологический процесс повторяется по выше описанной схеме..
I .- - . .Применение предлагаемого способа обеспечивает равномерный съем металла по всей длине обечайки при обработке как внутренних, так и наружных поверхностей деталей, а также значительно снижает энергозатраты .
Фиг.З
Фиг4

Реферат
СПОСОБ ХИМИЧЕСКОГО ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ, преимущественно длинномерных полых обечаек, включающий принудительное прокачивание раствора через внутреннюю полость изделия, отличающийся тем, что, с целью обеспечения одинаковой глубины обрабатываемых участков, используют копир, который устанавливают так, что между копиром и обрабатываемой поверхностью образуется щель. высоту которой в направлении прокачки раствора определяют по формуле &C.Q Н8-RL .pK(i Н Q R L где -высота щели; -производительность насоса; -радиус обечайки; -длина обечайки; Р -плотность раствора; К -константа скорости химической реакции; |Ь -- коэффициент пропорциональности f йС Со-Св, ; (Л в свою очередь С - концентрация где раствора на входе в В- концентрация раствора на выходе из щели .

Комментарии