Способ химического фрезерования металлических деталей - SU1537710A1
Код документа: SU1537710A1
Чертежи
Описание
Изобретение относится к методам химической размерной обработки металлов и может быть использовано в машиностроении для получения деталей различного профиля.
Цель изобретения - расширение технологических возможностей и получение деталей сложного профиля.
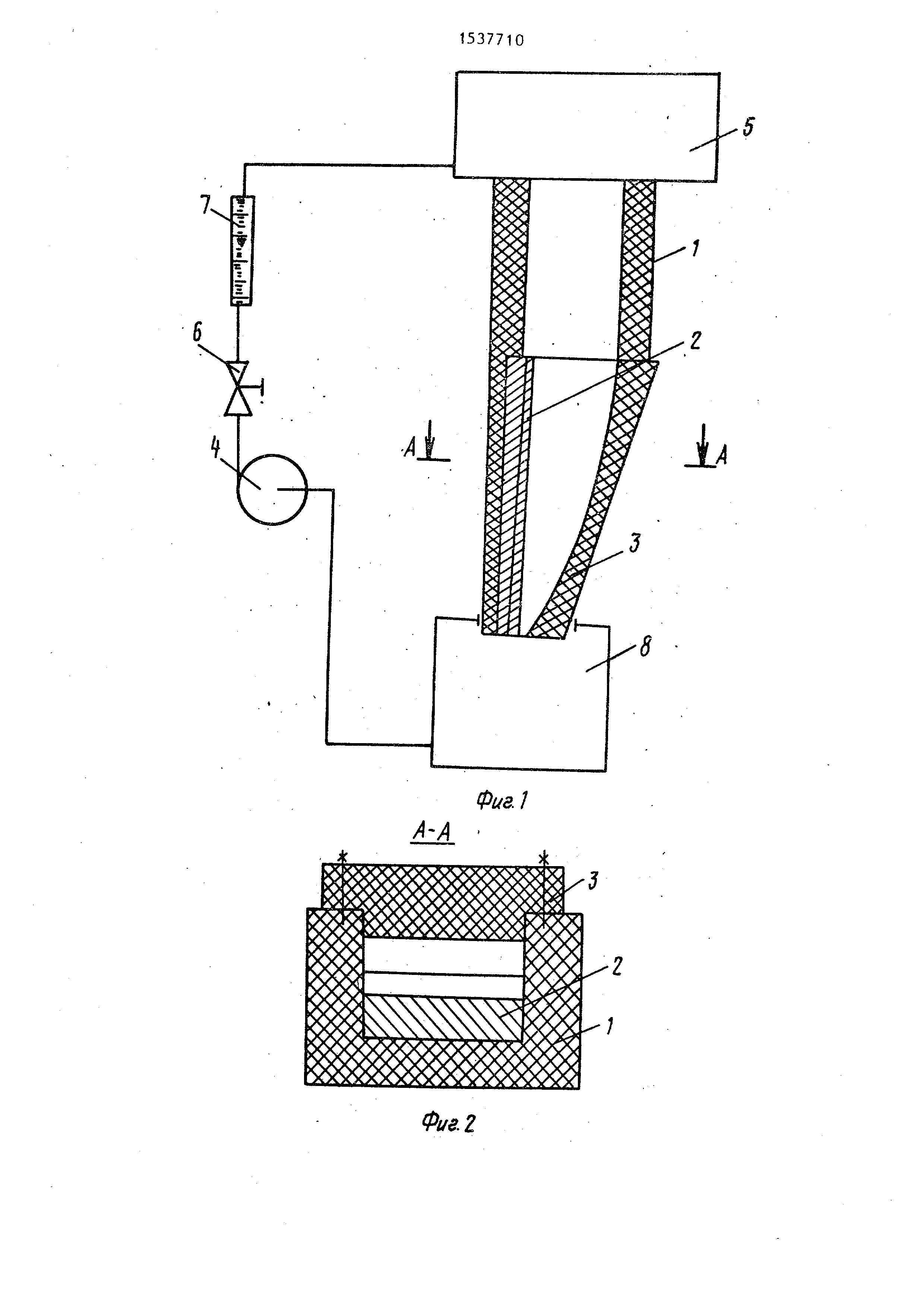
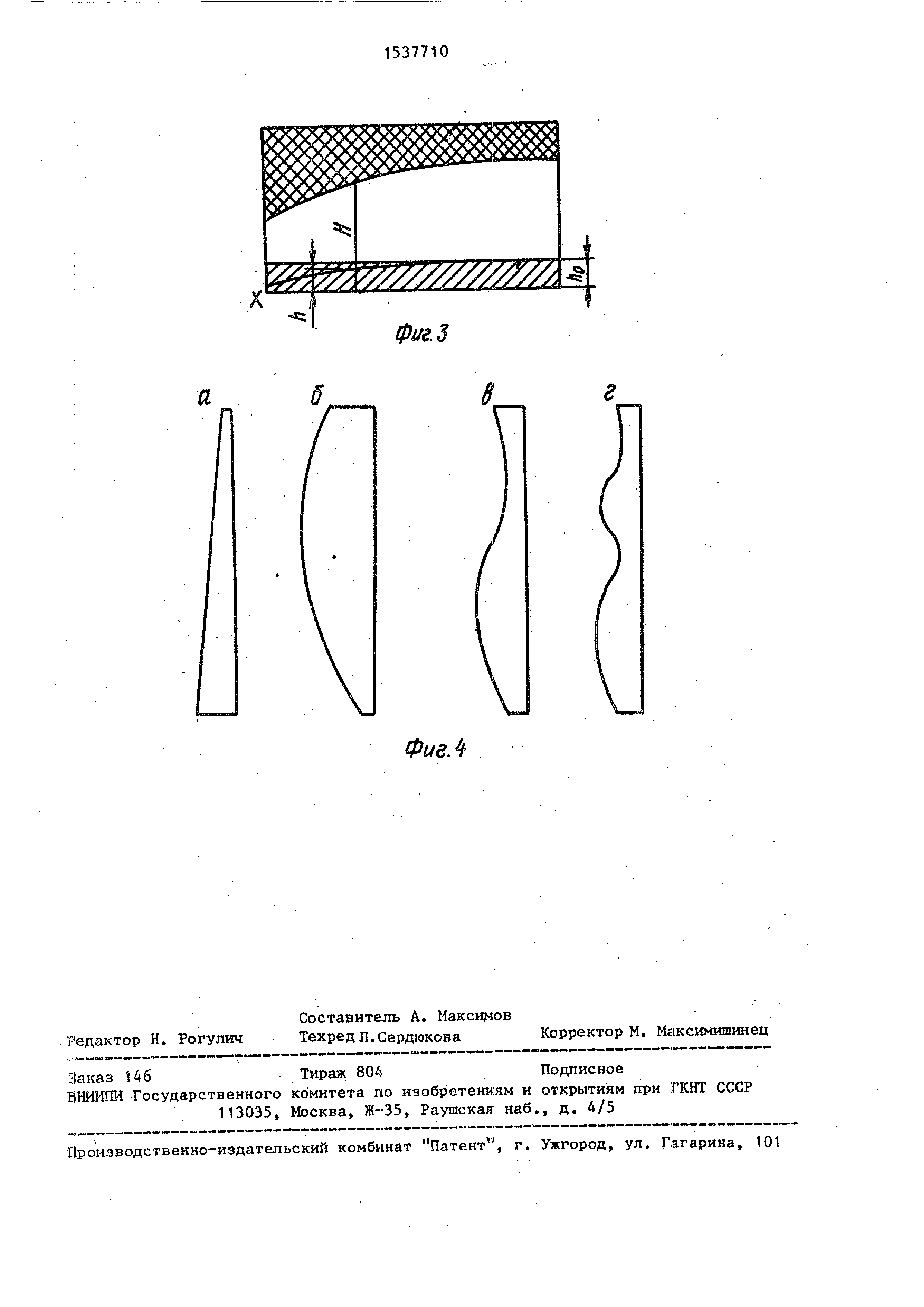
На фиг. 1 изображена схема устройства для.реализации способа химического фрезерования; на фиг. 2 - сечение А-А на фиг. 1; на фиг.З - схема
к расчету профиля экрана : на фиг.4 (а,б,в,г) - профили деталей, которые 1можно получить по данному способу.
Устройство для реализации способа химического фрезерования металлических деталей содержит насадку 1, в которой фиксируется заготовка 2 прямоугольной формы. Вдоль обрабатываемой поверхности заготовки 2 устанавливают нерастворяющийся экран 3 определенного , предварительно рассчитанного профиля. Насадка 1 системой
трубопроводов соединена с центробежным насосом 4. У входа в насадку выполнена буферная емкость 5, служащая для стабилизации потока реагента. Вен тиль 6 и ротаметр 7 предназначены для установки требуемого расхода растворителя . Химический реагент после прокачки через зазор между заготовкой 2 и экраном 3 поступает в емкость 8.
Способ осуществляют следующим образом .
После установки и фиксации заготовки 2 в насадке 1 и размещения вдоль , обрабатываемой поверхности заготовки нерастворяющегося экрана 3 в образовавшийся между экраном и заготовкой зазор подают с постоянным расходом Х1тмическнй реагент. Вследствие изменяющейся по длине зазора скорости реагента происходит неравномерный С7эем металла заготовки и формирование детали заданного профиля. Неодинаковый запланированный металлосъем при диффузионном растворении обрабатываемой поверхности заготовки 2 вследствие изменения скорости реагента обеспечивают за счет переменного по длине сечения зазора между деталью
п - стехиометрический коэффициент .
Такое выполнение зазора обеспечивает создание потока реагента с изменяющейся по определенному закону скоростью вдоль поверхности растворения , что позволяет получить неравномерный запланированный съем металла и получение деталей сложной формы.
Формула изобретения
Способ химического фрезерования металлических деталей, включающий воздействие химического реагента на обрабатываемую поверхность при его принудительном прокачивании через зазор, образованный деталью и нераст- воряющимся экраном и переменный по длине детали, отличающийтехнологических возможностей и получения деталей сложного профиля, осу- ществляют не одинаковый вдоль обрабатываемой поверхности заготовки запланированный металлосъем при диффузионном ее растворении, создавая различные скорости реагента в переменных


Реферат
Изобретение относится к методам химической размерной обработки металлов и может быть использовано в машиностроении для получения деталей различного профиля. Целью изобретения является расширение технологических возможностей и получение деталей сложного профиля. После установки и фиксации заготовки в насадке и размещения вдоль обрабатываемой поверхности заготовки нерастворяющегося экрана в образовавшейся между экраном и заготовкой зазор подают с постоянным расходом химический реагент. Изменение скорости реагента и как следствие неодинаковый запланированный металлосъем при диффузионном растворении обрабатываемой поверхности заготовки обеспечивают за счет переменного по длине сечения зазора между деталью и экраном. Ординату экрана по продольной координате X рассчитывают по формуле: H (X)=H(X)+{[H(X)-H0]M+1+ΑΤ}1/(M+1), где Α=A0.CR.N.(Q/B)M.(M+1)/ρ
Τ - время обработки детали
H0- начальная толщина заготовки
H(X),H(X) - толщина детали и ордината экрана в произвольном сечении
A0,M - постоянные кинетики растворения
ρ-плотность металла
B-ширина канала
X - продольная координата
CR,Q - концентрация и расход раствора химического реагента
N-стехиометрический коэффициент. 4 ил.
Формула
Комментарии