Водный состав для подготовки металлических поверхностей к последующему катодному электролакированию окунанием - SU1560060A3
Код документа: SU1560060A3
Описание
Изобретение относится к области защиты металлов от коррозии и может быть использовано при подготовке металлических поверхностей к последующему катодному электролакированию.
Цель изобретения - повышение качества нанесенного на металлическую поверхность слоя на основе цинка-Фосфата .
Готовят водные составы, содержащие указанные в примерах 1 -7 и сравнительных примерах I-IX компоненты.
Пример 1. 1,3 т/л цинка, 1 г/л бромата натрия, 0,25 г/л натриевой соли м-нитробензолсулъфокис- лоты, 16 г/л фосфата. Число общей
кислоты составляет 18, число свободной кислоты 0,7.
Пример I (сравнительный). 1,3 г/л цинка, 1г/л бромата натрия, 16 r/л фосфата. Число общей кислоты составляет 18, число свободной кислоты 0,6.
Пример II (сравнительный). 1,3 г/л цинка, 0,25 г/л натриевой соли м-нитробензолсульфокислоты, 16 г/л фосфата. Число общей кислоты составляет 18, число свободной киглоты 0,6.
Пример III (сравнительный). 1,3 г/л цинка, 0,25 г/л бромата натрия , 1,0 г/л натриевой соли м-нитробензолсульфокислоты , 16 г/л фосфата.
СЛ
оэ
с&
исло общей кислоты составляет 18, исло свободной кислоты 0,6.
Пример IV (сравнительный). 1 ,3 г/л цинка, 1 г1/л бромата натрия, . ,2 г/л натриевой соли м-нитробензол- ульфокислоты, 16 г/л фосфата. Число бщей кислоты составляет 17,5, число вободной кислоты 0,7.
Пример 2. 1,9 г/л пинка,JQ
18 г/л Фосфата, 1,1 г/л бромата натрия , 0,3 г/л натриевой соли м-нитро- ензолсульфокислоты. Число общей кис- оты составляет 28,5, число свободной ислоты 0,7.15
Пример V (сравнительный). 1,9 г/л цинка, 18 г/л фосфата,3,1 г/л бр омата натрия. Число общей кислоты составляет 19, число свободной кислоты 0,8.20
Пример VI (сравнительный). 1,9 г/л цинка, 18 г/л фосфата,0,3 г/л натриевой соли м-нитробензолсуль Ьо- кислоты. Число общей кислоты составляет 19, число свободной кислоты 0,8. 25
Пример VII (сравнительный). 1,9 г/л цинка, 18 г/л фосфата,0,3 г/л бромата натрия, 1,1 г/л натриевой соли м-нитробензолсульфокислоты. Число общей кислоты составляет 19, число JQ свободной кислоты 0,8.
Пример VIII (сравнительный), 1,9 г/л цинка, 1,2 г/л бромата натрия, 0,3 г/л натриевой соли м-нитробензолсульфокислоты , 18 г/л фосфата. Число 35 общей кислоты составляет 18,5, число свободной кислоты 0,7.
Пример 3. 1,7 гУл цинка, 18 г/л фосфата, 0,3 г/л никеля, 0,9 г/л бромата натрия, 0,3 г/л нат- 4Q риевой соли м-нитробензолсульфокислоты . Число общей кислоты составляет 18,5, число свободной кислоты 0,7.
Пример А. 1,4 г/л цинка, 20, г/л, фосфата, 0,8 г/л бромата нат- 45 рия, 0,5 г/л натриевой соли м-нитробензолсульфокислоты , 0,45 г/л никеля. Число общей кислоты составляет 20, число свободной кислоты 0,8.
Пример IX (сравнительный). JQ 1,4 г/л цинка, 0,7 г/л бромата натрия , 0,2 г/л натриевой соли м-нитробензолсульфокислоты , 20 г/л фосфата. Число общей кислоты составляет 16, число свободной кислоты 0,7.„
Пример 5.1,9 г/л цинка, 20,5 г/л фосфата. 0,3 г/л никеля, 0,7 г/л марганца, 0,8 тУл бромата натрия , 0,5 г/л натриевой соли м-нитробензолсульфоната . Число общей кислоты составляет 20,5, число свободной кислоты 0,8.
Пример 6. 2,0 г/л цинка, 19 г/л фосфата, 1,0 г/л бромата натрия , 0,3 г/л натриевой соли м-нитро- бензолсульфоната, 0,5 г/л никеля. Число общей кислоты составляет 19, число свободной кислоты 0,7.
Пример 7, 1,4 г/л цинка, 0,93 г/л марганца, 0,25 г/л никеля, 21 г/л фосфата, 1,0 г/л бромата натрия , 0,35 г/л натриевой соли м-нитро- бензолсульфоната. Число общей кислоты составляет 21, число свободной кислоты 0,8.
Стальные листы очищают набрыэгива- нием раствора щелочного агента при 50 С в течение 3 мин с последующей промьюкой водой. Затем их обрабатывают указанными выше составами, промывают деионизованной водой и высушивают .
Получаемые фосфатные покрытия являются тонкокристаллическими и сплошными . В табл. 1 указаны температуры используемых составов, а также вес получаемого фосфатного покрытия; вид обработки для всех примеров - набрыз- гивание, продолжительность - 2 мин. Водный состав примера А - известный, он содержит 2,0 г/л цинка, 16 г/л фосфата, 1,5 г/л хлората натрия, 2,0 г/л натриевой соли м-нитробензолсульфокислоты , 2 г/л нитрата и 2 г/л фторида. Число общей кислоты составляет 20, число свободной кислоты 0,9,Той же самой обработке подвергают листы из электролитически оцинкованной стали (покрытие 7,5 мкм).Нанесенные на электролитически оцинкованную сталь фосфатные покрытия показывают незначительно повышенный вес.
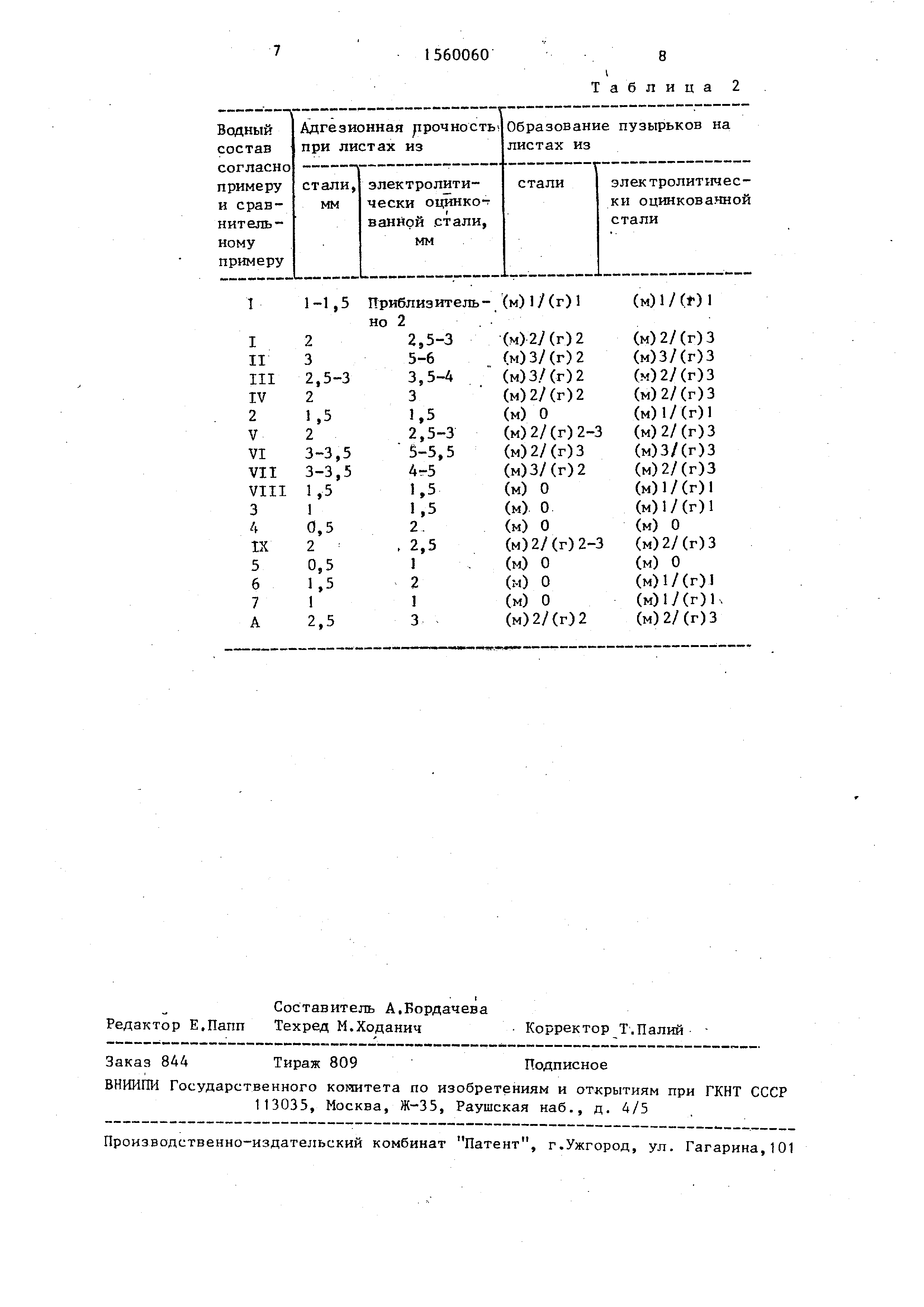
На фосфатированные листы наносят лаковые покрытия путем катодного электролакирования окунанием с последующей сушкой при повышенной температуре . Толщина высушенного покрытия составляет приблизительно 20 мкм. Лакированные листы затем снабжают параллельным срезом и подвергают испытаний в солевом тумане согласно стандарту ФРГ ДИН 50021 (50%-ный водный раствор хлористого натрия для создания тумана; температура опыта 35t20C). По окончании этого опыта адгезионную прочность определяют путем выделения участка (в мм) по обе стороны параллельного среза, на котором лаковое покрытие отделено от листа, и оптически оценивают образование пузырьков согласно ДИН 53 209. При этом по шкале от 0 до 5 определяют частоту (м) пузырьков на единицу площади и -величину .(г) пузырьков, причем (м) О и (г) 0 означают отсутствие пузырьков . Все эти данные приведены в - табл. 2, в которой дана опенка коррозии после нанесения покрытия на основе эпоксидного лака (торговый продукт Катодип, ГТ-83-0268-1) путем катодного электролакирования окунани- ем. Толщина высушенного покрытия 20 мкм. Сталь подвергали испытанно в солевом тумане в течение JQOO ч, а электролитически оцинкованную сталь - в течение 480 ч.
Результаты испытаний показывают, что настоящее изобретение позволяет получить высокое качество нанесенного на металлическую поверхность слоя на основе цинка-фосфата.
Ионы цинка1,3-2,0
Ионы фосфата16-21
Бромат натрия0,8-1,1
Натриевая соль м-нит
робензолсульфокислоты 0,25-0,50 число общей кислоты составляет 18-2, число свободной кислоты 0,7-0,8, причем весовое соотношение фосфата к цинку равно (8-16):1, фосфата к бро- мату (14,5-26,2), цинка к бромату (1,2-2,5): и бромата к нитробензол- сульфонату (1,6-4,4):.
2. Состав поп.1, отличаю- щ я и с я тем, что он дополнительно содержит, г/лЈ
Ионы никеля0,3-0,5
Ионы марганца0,70-0,93
i1
Таблица 1

Реферат
Изобретение касается защиты металлов от коррозии и может быть использовано при подготовке металлических поверхностей к последующему электролакированию. Цель изобретения - повышение качества нанесенного на металлическую поверхность слоя на основе цинка-фосфата. Водный состав содержит, г/л: ионы цинка (1,3-2,0), ионы фосфата (16-21), бромат натрия (0,8-1,1), натриевая соль м-нитробензолсульфокислоты (0,25-0,5)
число общей кислоты составляет 18-21, число свободной кислоты составляет 0,7-9,8. Состав может дополнительно содержать ионы никеля (0,3-0,5) ионы марганца (0,7-0,93). Повышение качества нанесенного на поверхность слоя на основе цинка фосфата достигается использованием в качестве щелочной соли, соли галогеноватой кислоты бромата натрия. 2 табл.
Формула
Комментарии