Композиция для обработки металлической поверхности - RU2120495C1
Код документа: RU2120495C1
Чертежи
Описание
Изобретение относится к составам для химической обработки поверхности металла, а именно к составам, предотвращающим коррозию металла и предназначенным для подготовки поверхности металла к нанесению лакокрасочных покрытий без предварительного удаления продуктов коррозии.
Предлагаемое изобретение может быть использовано в строительной индустрии, для обработки крупногабаритных и сложнопрофильных изделий из черных металлов, в машиностроении, на транспорте, при ремонте бытовой техники.
Известен "Способ защиты от коррозии изделий из черных металлов" (Авторское свидетельство СССР N 164373, МПК C 23 F 15/00, заявлено 13.07.63, опубликовано 13.08.64, Бюлл. N 15, Автор: В.А. Войтович). В соответствии с указанным изобретением, для защиты от коррозии изделий из черных металлов на заржавленную поверхность металла последовательно наносят два грунта: первый состоит из фосфорной кислоты, желтой кровяной соли и красной кровяной соли, а второй - из эпоксидной смолы ЭД-5 и фурфуролацетонового мономера. Признаком, совпадающим с заявляемым изобретением, является наличие в применяемом составе фосфорной кислоты и желтой кровяной соли. Недостатками данного изобретения являются во первых - двухстадийность процесса и связанная с этим необходимость применения двух различных составов для обработки металлической поверхности, во вторых - слабая адгезия к поверхности основного металла первого из наносимых грунтов.
Известен также "Состав для удаления продуктов коррозии и обезжиривания металлов" (патент РФ N 2027794, МПК C 23 C 22/00, заявлено 15.01.92, опубликовано 27.01.95. Бюлл. N 3, авторы: Н.А. Кручинин, Д.Б. Ломоносов). Указанный состав содержит: ортофосфорную кислоту, спирт алифатический, например изопропиловый, неионогенное ПАВ, например синтанол ДС-10, эмульгатор, например додецилсульфат натрия, окись цинка и/или титана, нитрат цинка, фторид щелочного металла или аммония триэтаноламин, воду. Признаком, совпадающим с заявляемой композицией, является присутствие в известном составе ортофосфорной кислоты, нитрата цинка и воды. Данный состав обеспечивает преобразование продуктов коррозии в защитную антикоррозионную пленку, однако, во-первых, его применение требует предварительной частичной очистки обрабатываемых изделий от присутствующей ржавчины, во-вторых, обработка поверхности металлических изделий указанным составом сопровождается обязательной промывкой водой, что делает невозможным его применение для обработки крупногабаритных и сложнопрофильных изделий.
Наиболее близким к заявляемой композиции по совокупности существенных признаков является "Состав для ускоренного фосфатирования металлов", (патент РФ N 2070945, МКИ C 23 C 22/07, заявлено 21.10.91, опубликовано 27.12.96, Бюлл. N 36, авторы: Кручинин Н.А., Сазанов Е.И., Разоренов В.С.). Указанный состав содержит ортофосфорную кислоту, изопропиловый спирт, воду, нитрат цинка, этанол и/или бутанол, винную кислоту, триэтаноламин, алкилацетат C3 - C7 и/или танин, желтую и/или красную кровяную соль. Признаком, совпадающим с заявляемой композицией является наличие в известном составе ортофосфорной кислоты, нитрата цинка, желтой кровяной соли и воды. Обработка поверхности металла известным составом также, как и заявляемой композицией, приводит к разрушению имеющихся продуктов коррозии и образованию защитной фосфатной пленки, обладающей высокими адгезионными свойствами. Недостатком прототипа является большое число ингредиентов, входящих в известный состав и, соответственно, высокая себестоимость конечного продукта.
Заявляемое изобретение направлено на решение задачи увеличения срока эксплуатации металлических изделий, преимущественно крупногабаритных и сложнопрофильных конструкций, имеющих сварные швы, например пролетов мостов, опор линий электропередач и т.п. путем обработки поверхности металла составом, преобразующим сформировавшийся слой ржавчины в прочную защитную пленку и предотвращающим дальнейшую коррозию металла.
Осуществление заявляемого изобретения позволяет
получить следующие
технические результаты:
1. Образование на поверхности металла после обработки заявляемым составом защитной пленки,
предотвращающей дальнейшее развитие коррозии;
2. Образование
защитной пленки, служащей грунтом для лакокрасочных покрытий;
3. Значительное сокращение времени, необходимого для
обработки поверхности металла по сравнению с прототипом, а
также упрощение
способа обработки поверхности металла;
4. Упразднение последующей операции смывания ортофосфорной кислоты и других
не прореагировавших компонентов;
4. Значительное
снижение
себестоимости состава за счет уменьшения количества ингредиентов.
Заявляемое изобретение представляет собой
композицию для обработки поверхности металла, отличающуюся от
известного
состава наличием фторуглеродного соединения и соотношением компонентов, а именно, мас.%
Ортофосфорная кислота (85%)
- 50,0 - 60,0
Цинк азотнокислый - 2,0 - 3,0
Калий
железистосинеродистый (желтая кровяная соль) - 3,0 - 4,0
Фторуглеродное соединение общей формулы RfZQ - 0,3
- 0,6
Вода - Остальное
где Rf =
-C6F13; C6F17; C2F3-OC3F6OC2F4-
Z = CO; -SO2-
Q = -NHC2
H4OH;
Присутствие каждого из компонентов в заявляемой композиции для обработки поверхности металла, а также количественный состав композиции в совокупности приводит к достижению указанных технических результатов.
Ортофосфорная кислота в смеси с железистосинеродистым калием является комплексообразователем для растворенных под действием кислоты продуктов коррозии железа. Азотнокислый цинк в смеси с ортофосфорной кислотой и железистосинеродистым калием способствует образованию прочной и устойчивой к атмосферному воздействию оксидной и фосфатно-цинковой пленки. Фторуглеродное соединение обезжиривает поверхность металла, способствует созданию высокого осмотического давления, чем обеспечивает проникновение заявляемого состава в слой ржавчины при его толщине до 100 мкм, а также высокую скорость протекания процесса образования защитного покрытия. Кроме того, фторуглеродное соединение выполняет функции поверхностно-активного вещества, обеспечивает равномерное смачивание обрабатываемой поверхности, повышает адгезию и создает дополнительную коррозионную защиту основного металла. При обработке заявляемым составом изделия, уже подвергшегося коррозии, на поверхности металла образуется прочная водонерастворимая фосфатная пленка. При этом азотнокислый цинк дополнительно играет роль загустителя, а железистосинеродистый калий является компонентом, связующим избыток ортофосфорной кислоты.
Совместное присутствие каждого из указанных компонентов в заявляемой композиции для обработки поверхности металла обеспечивает высокую коррозионную стойкость обрабатываемых изделий, а также создает благоприятные условия для последующего нанесения лакокрасочных материалов. Существенным признаком заявляемой композиции является также количественное соотношение компонентов, поскольку соблюдение указанной пропорции позволяет обеспечить полное связывание продуктов коррозии и избежать последующей операции промывки обработанных изделий водой для удаления ортофосфорной кислоты и других не прореагировавших компонентов.
Уменьшение количества присутствующих в смеси ингредиентов, простота приготовления и применения заявляемой композиции приводит к значительному уменьшению себестоимости состава для обработки металлической поверхности и, следовательно, возможности использования композиции для обработки крупногабаритных изделий, имеющих значительную площадь поверхности.
Заявляемую композицию получают путем растворения в воде указанных компонентов при механическом перемешивании и температуре 20 - 30oC.
При этом используют химические вещества,
выпускаемые промышленностью
ортофосфорная кислота - ГОСТ 6552-80;
азотнокислый цинк - ГОСТ
5106-77;
калий железистосинеродистый - ГОСТ 6816-79
фторуглеродное
соединение ЧАС-76
вода дистиллированная ГОСТ 6709-72
Приготовленную композицию наносят на
металлическую
поверхность без предварительного устранения продуктов коррозии с помощью
тампона, кисти или пульверизатора и затем высушивают при температуре 20 - 30oC.
Контроль прочности и коррозионной стойкости образовавшегося покрытия был проведен по усложненной методике, имитирующей повышенную агрессивность окружающей атмосферы, например, жаркий морской климат.
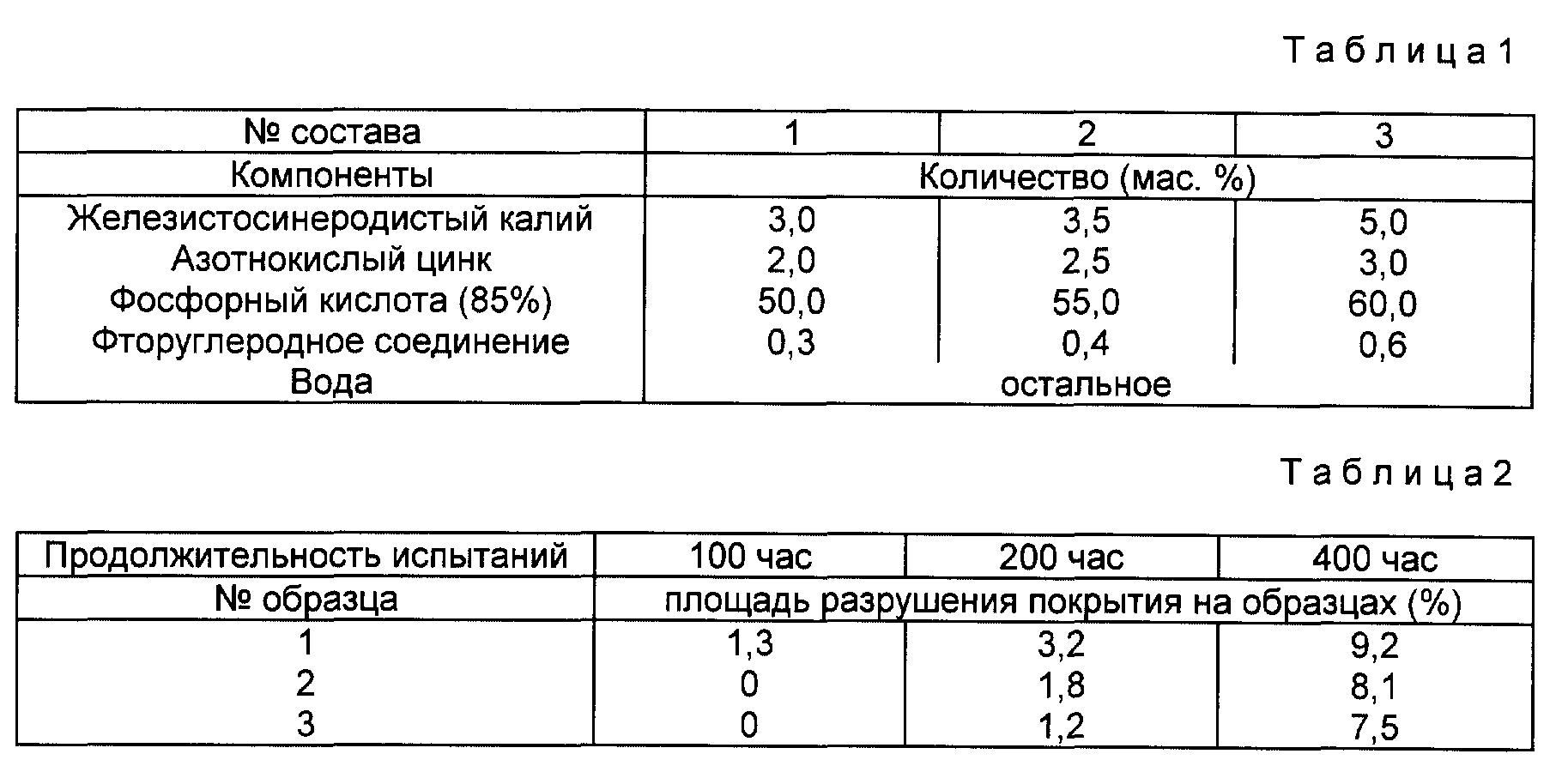
1.
Было приготовлено три состава заявляемой композиции с различным
соотношением ингредиентов (Табл. 1)
2. Каждым из приведенных выше образцов были обработаны 12
пластин (всего - 36 пластин)
размером 70 х 150 х 1,5, изготовленных из стали 20 согласно ГОСТ
16523-70. Слой ржавчины на пластинах составлял 30 - 90 мкм.
3. После обработки заявляемым составом стальные пластины были помещены в эксикаторы над парами 3% водного раствора хлористого натрия.
4. Испытания проводили при температуре 80 ± 5oC в течение 400 часов.
5. Контрольные замеры площади разрушения покрытия производили с интервалом в 100 и 200 часов.
Результаты проверочных испытаний представлены в табл. 2.
Таким образом, из вышеизложенного видно, что заявляемая композиция для обработки поверхности металла отвечает требуемым критериям патентоспособности и обладает значительными преимуществами по сравнению с известными средствами, предназначенными для достижения той же цели, а именно: способностью за короткий промежуток времени образовывать на поверхности металла высокопрочное пленочное антикоррозионное покрытие без предварительного удаления слоя ржавчины и обезжиривания поверхности металла. Образующееся пленочное покрытие может служить основой для последующего нанесения лакокрасочных материалов.
Реферат
Композиция предназначена для обработки поверхности металла, преимущественно крупногабаритных и сложнопрофильных конструкций, содержит ортофосфорную кислоту (85%) 50,0 - 60,0 мас.%, нитрат цинка 2,5 - 3,0 мас.%, калий железистосинеродистый (желтая кровяная соль) 3,0 - 4,0 мас.%, фторуглеродное соединение общей формулы RfZQ 0,3 - 0,6 мас.%, где Rf = -C6F13; -C6F17; C2F3-OC3F6OC2F4-; Z = -CO-; -SO2-; Q = -NHC2H4OH;
Формула
RfZQ,
где Rf=-C6F13; -C6F17; C2F3-OC3F6OC2F4-;
Z = - -CO-; -SO2-
Q = - NHC2H4OH;
при следующем соотношении компонентов, мас.%:
Ортофосфорная кислота (85%) - 50,0-60,0
Цинк азотнокислый - 2,5-3,0
Калий железистосинеродистый (желтая кровяная соль) - 3,0-4,0
Фторуглеродное соединение общей формулы - 0,3 - 0,6
Вода - Остальное%
Комментарии