Способ нанесения медных защитных покрытий из галогенидных расплавов на поверхность стали 12х18н10т - RU2769586C1
Код документа: RU2769586C1
Чертежи
Описание
Изобретение относится к химическому нанесению медных покрытий на поверхность нержавеющей стали 12Х18Н10Т с использованием расплавленных солей и может быть использовано для защиты конструкционных материалов от коррозии.
Наряду с преимуществами использования расплавленных солей, их эффективной эксплуатации препятствует коррозия конструкционных материалов, вызванная экстремальными температурными условиями и высокой концентрацией веществ. Защита от коррозии традиционными способами, такими, как образование пассивирующего оксидного слоя на коррозионностойких сплавах, становится термодинамически неблагоприятной в расплавленных солях, поэтому использование многих коррозионностойких сплавов ограничено. Один из эффективных способов снижения коррозионных потерь – создание на поверхности материала слоя, защищающего металл от коррозионного воздействия окружающей среды. Защитный слой может быть как металлическим, так и из неорганического материала, химически стойкого в данной агрессивной среде.
Целесообразным представляется нанесение устойчивых в таких средах металлов, например, меди, проявляющей высокую коррозионную стойкость в расплаве фторидов, на конструкционные материалы, в частности, на сталь 12Х18Н10Т. Высокотемпературные покрытия, получаемые из расплавленных солей, обладают таким ценнейшим свойством, как беспористость при больших толщинах. И это их главное конкурентное преимущество перед покрытиями, полученными другими методами. Диффузионные покрытия вообще являются эталоном сцепления покрытия с подложкой по определению, а тонкие промежуточные диффузионные слои между основой и покрытием сглаживают разность коэффициентов линейного термического расширения (КЛТР) и поэтому являются гарантией качества покрытия.
Известен способ нанесения медного покрытия на изделия из нержавеющей стали аустенитного типа (12Х8Н10Т, 12Х18Н9Т, 1Х18Нн9 и др.). Покрытие наносят химико-термической обработкой в ваннах с солевым расплавом состава CuCl 50-70 мас.%; KCl 40-25 мас.%; ZnCl2 10-15 мас.% в течение 5-15 мин. при температуре 400-440оС в воздушной атмосфере (Кушхов Х.Б. Функциональные покрытия из расплавленных солей / Х.Б. Кушхов, Н.И. Шуров, М.К. Виндижева. – Нальчик: Каб.- Балк. Ун-т, 2016. – 100 с.) [1].
Использование солевых расплавов на основе CuCl в качестве коррозионно-активной среды для нанесения медных покрытий дает следующие преимущества. Данная коррозионно-активная среда, взаимодействуя с погруженной в нее нержавеющей сталью, растравливает («разъедает») ее поверхностный слой, образуя разрыхленную поверхность. Одновременно с этим идет реакция контактного обмена электроотрицательных компонентов стали с более электроположительными ионами меди, находящимися в расплаве. В результате образуется медное покрытие, при этом однохлористая медь очень гигроскопична, а наличие воды и кислородсодержащих примесей в расплаве существенно снижают качество получаемого покрытия. Кроме того, толщина защитного покрытия, получаемого этим способом, недостаточна для обеспечения длительной защиты стали от коррозии.
Известен способ изготовления изделий из листовой нержавеющей стали, согласно которому на изделие из стали 12Х18Н10Т или 08Х18НХ10Е наносят медное покрытие путем химико-термической обработки в солевых расплавах хлоридов металлов в течение 5-15 минут (RU2036042, опубл.27.05.1995) [2]. При этом медные слои наносили из хлоридного расплава, содержащего одновалентный хлорид меди, хлорид калия и хлорид цинка либо фторид натрия,. Эти компоненты вводились в расплав для дополнительного вытравливания оксидов с поверхности стали при температуре 400-600°С. Оптимальными условиями для нанесения медного покрытия являлись: расплав СuCl-KCl-NaF (20-78-2 мас%., соответственно) при температуре 500°С. При этом для улучшения адгезионных свойств получаемого покрытия необходимо предварительное протравливание поверхности стали. Основная задача, решаемая данным известным способом, заключается в получении мягкого подслоя для последующей механической обработки стали.
Следует отметить, что соли, которые используются в данном способе в составе электролита, чрезвычайно гигроскопичны, поэтому получение качественного покрытия без примесей, существенно снижающих качество покрытия, крайне затруднительно. Кроме того, хлоридно-фторидные расплавы представляют собой агрессивные среды, и их использование приводит к снижению срока эксплуатации материалов и оборудования. Работа с хлоридно-фторидными расплавами в воздушной атмосфере небезопасна, неэкологична, а неизбежное наличие воды и кислородсодержащих примесей значительно снижает качество получаемого покрытия.
Задача настоящего изобретения заключается в повышении качества медного покрытия при повышении экологичности способа его нанесения на поверхность стали 12Х18Н10Т.
Для этого предложен способ нанесения медных защитных покрытий из галогенидных расплавов, включающий химико-термическую обработку поверхности стали 12Х18Н10Т в расплаве состава СuCl 6 мас % - KCl 89 мас % - NaF 5 мас %, при этом обработку поверхности стали ведут в инертной атмосфере при температуре 5000С в течение времени, не менее 90 минут.
Концентрация в солевом расплаве монохлорида меди 6 мас.% в условиях выдержки покрытия не менее 90 минут при температуре 5000С позволяет получить на поверхности защищаемой стали медный слой толщиной, достаточной для защиты поверхности стали 12Х18Н10Т от коррозии.
Наличие в солевом расплаве небольшого, до 5 мас.%, количества фторида натрия, позволяет удалить оксиды, имеющиеся на поверхности защищаемой стали. Использование летучего хлорида цинка при этом не требуется. Использование инертной контролируемой атмосферы повышает безопасность и улучшает экологичность способа, предварительное протравливание поверхности стали при этом не требуется.
Новый технический результат, достигаемый при использовании заявляемого изобретения, заключается в получении качественного медного покрытия при упрощении и повышении безопасности получения медного слоя, защищающего поверхность стали 12Х18Н10Т от коррозии.
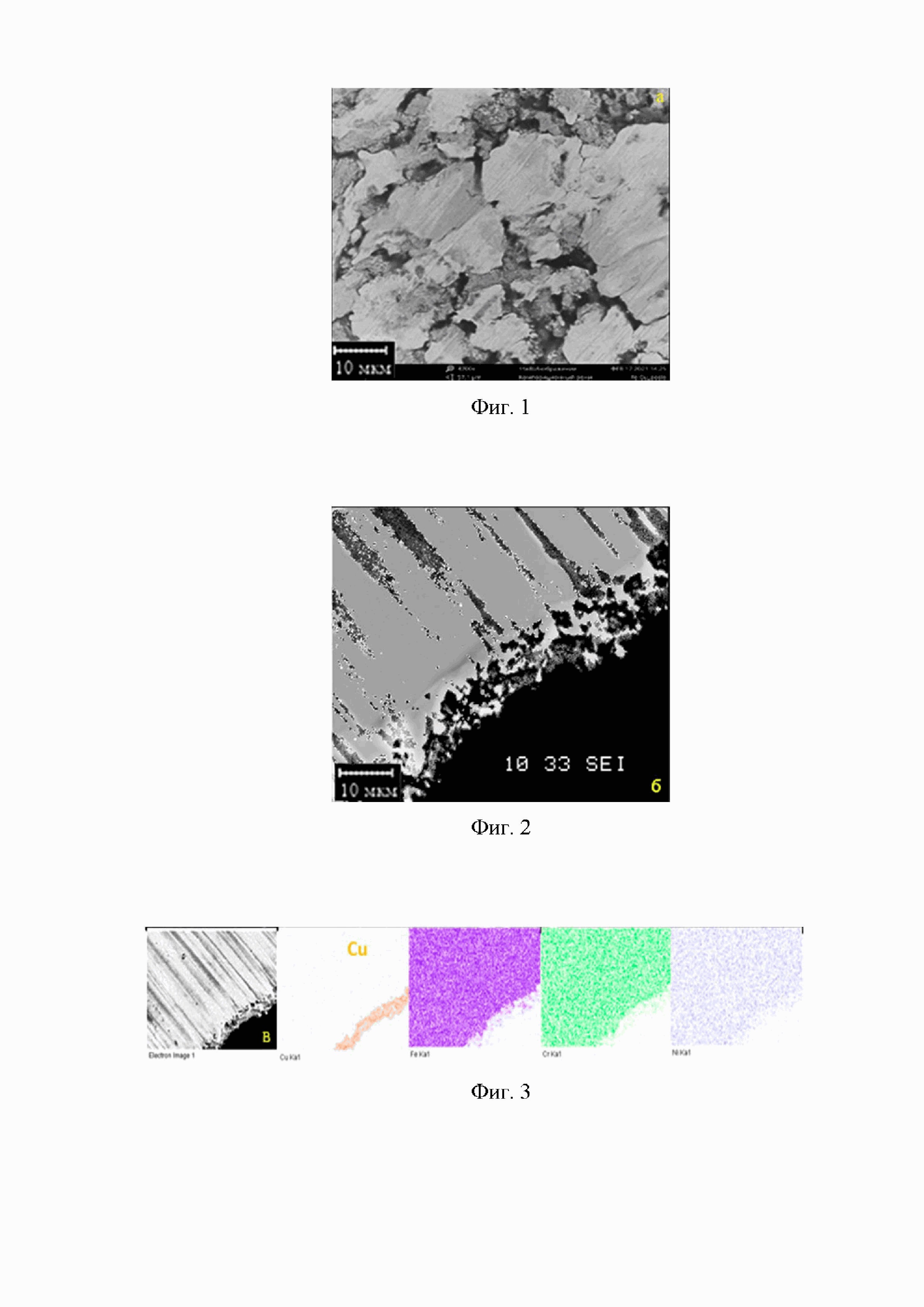
Изобретение иллюстрируется рисунками, где на фиг.1 приведена микрофотография поверхности медного покрытия; на фиг.2 - микрофотография поперечного сечения подложки из стали 12Х18Н10Т с медным покрытием, полученным заявленным способом; на фиг.3 – распределение элементов в покрытии по глубине шлифа.
Медное защитное покрытие на подложках из стали 12Х18Н10Т получали следующим образом.
Подготовленные для нанесения защитных покрытий образцы стали 12Х18Н10Т помещали в алундовый тигель, который заполняли навесками солевой композиции состава СuCl 6 мас % - KCl 89 мас % - NaF 5 мас %, помещали в кварцевую пробирку, герметизировали, устанавливали в шахтную печь и подсоединяли к трассе газовакуумного стенда. Для того, чтобы произвести вакуумирование трассы и кварцевой пробирки с солевой композицией и заполнить систему очищенным аргоном, печь нагревали вначале до температуры 250°С.
Вакуумированные пробирки выдерживали при 250 °С в течение 1 часа, после этого производили заполнение системы очищенным аргоном, пропущенным через дожигатель кислорода, заполненный титановой стружкой. Контроль давления аргона осуществляли с помощью мановакууметра. Операции вакуумирования и заполнения аргоном производили дважды, после чего температуру повышали до 5000С и в течение 90 минут осуществляли взаимодействие стали с медьсодержащим солевым расплавом, формируя цементационное защитное медное покрытие на поверхности стали 12Х18Н10Т.
Как видно из фиг.2 и 3, в результате нанесения медного покрытия на поверхности подложки образуется слой меди, проникающий вглубь материала подложки на 15 мкм.
Таким образом, вне воздушной атмосферы и использования агрессивных летучих продуктов, получено качественное медное покрытие толщиной, достаточной для защиты поверхности стали 12Х18Н10Т от коррозии.
Реферат
Изобретение относится к химическому нанесению медных покрытий на поверхность нержавеющей стали 12Х18Н10Т с использованием расплавленных солей и может быть использовано для защиты конструкционных материалов от коррозии. Способ включает химико-термическую обработку поверхности стали 12Х18Н10Т в солевом расплаве состава СuCl 6 мас.% - KCl 89 мас.% - NaF 5 мас.%. Обработку поверхности стали ведут в инертной атмосфере при температуре 500°С не менее 90 мин. Изобретение позволяет вне воздушной атмосферы и использования агрессивных летучих продуктов получить качественное медное покрытие толщиной, достаточной для защиты поверхности стали 12Х18Н10Т от коррозии. 3 ил.
Комментарии