Способ нанесения пленок на основе оксида кремния - RU2030483C1
Код документа: RU2030483C1
Чертежи





Описание
Изобретение относится к нанесению пленок на основе оксида кремния, в частности к ускоренному плазменному нанесению тонких пленок на основе оксида кремния из летучих кремний-органических соединений, и может найти применение в электронной промышленности.
Целью изобретения является расширение технологических возможностей.
На фиг.1 представлена общая схема плазменной системы для нанесения тонких пленок; на фиг. 2 - конструкция вакуумной камеры; на фиг.3 и 4 - конструкция компенсированного магнетрона и диаграмма распределения напряженности магнитного поля; на фиг.5 и 6 - конструкция некомпенсированного магнетрона и диаграмма распределения напряженности магнитного поля; на фиг.7 - альтернативные соединения к магнетрону в системе, изображенной на фиг.2, где электрическое поле образуется высокочастотным генератором.
Данный способ предусматривает нанесение жестких пленок на основе оксида кремния, обладающих хорошей адгезией, способ предусматривает получение газового потока не менее, чем из трех компонентов, создание плазмы тлеющего разряда из этого потока или одного из его компонентов в предварительно вакуумированной камере с подложкой, подвижно расположенной в плазме, и в контролируемых условиях подачу газового потока в плазму для нанесения оксида кремния на подложку, расположенную в плазме магнитного разряда. В состав газового потока входит летучее кремнийорганическое соединение, кислород и инертный газ, такой как гелий или аргон.
Газовый поток в контролируемых условиях, подаваемый в плазму, получают путем испарения кремнийорганического соединения во внешней части камеры и смешения его с определенными количествами кислорода и инертного газа. Некомпенсированный магнетрон удерживает часть плазмы вблизи поверхности конденсации в процессе нанесения пленок, что увеличивает поток ионов и таким образом увеличивает скорость нанесения пленки.
Данным способом могут быть нанесены пленки на различные большие и малые подложки. Свойства пленок могут быть направлены, изменены в зависимости от конкретного назначения. Пленки, наносимые по данному способу, имеют толщину примерно от 500 А до 1 мкм, хотя можно получать пленки толщиной и более 1 мкм.
Выбор подложки, на которую наносится такая пленка, будет определяться конкретной областью использования. Например, покрытия в соответствии с данным изобретением млгут быть нанесены на различные пластики, такие, как поликарбонатные смолы, используемые для упаковки продуктов и напитков, в целях предотвращения проникновения кислорода и влаги, а также на полупроводники из арсенида галлия для изоляции и пассивации, на стекло, на линзы из оптического стекла или пластмассы в целях защиты их от истирания. Другие области использования включают применение таких пленок в качестве ориентирующих слоев в устройствах на жидких кристаллах, в качестве лазерных световодов в оптоэлектронных устройствах и в медицинских целях, например, для покрытия активированного угля.
Хотя в данном способе в качестве исходного материала предусмотрено использование кремнийорганических соединений, пленки являются в основном неорганическими по своей природе, о чем свидетельствует анализ связи. Однако при необходимости могут быть получены пленки кремниевого характера. Типичные, в основном неорганические по своей природе пленки на основе оксида кремния, нанесенные в соответствии с данным изобретением, характеризуются высокой степенью поперечного сшивания (определенной методом ИК-спектроскопии с преобразованием Фурье или ИКС ПФ).
Способ осуществляют в предварительно вакуумированной камере с помощью магнетронного разряда. Установлено, что при использовании сочетания - компоненты кислорода и компоненты инертного газа, значительно повышается показатель твердости тонких пленок.
Как будет показано ниже в примерах, пленки, полученные либо при сочетании кремнийорганического соединения только с кислородом, либо при сочетании кремнийорганического соединения только с инертным газом, таким как гелий или аргон, имеют показатель твердости, определенный методом ASTM Д 3363-74 (стандартный метод определения твердости пленок), только 2 или 3. В отличие от этого пленки, полученные в соответствии с данным изобретением, имеют твердость, определенную этим методом, примерно от 7 до 9. Представленные числовые значения взяты по шкале от 0 до 10, где 0 означает наименьшее сопротивление царапанию, а 10 означает отсутствие повреждения покрытия при царапании в соответствии с методом ASTM Д3363-74. В соответствии с этим тонкие пленки, полученные данным способом, в два или три раза тверже пленок, нанесенных из летучего кремнийорганического компонента в сочетании либо с кислородом, либо с инертным газом.
Приемлемые кремнийорганические соединения для газового потока являются жидкостями при температуре окружающей среды, а будучи испарены, имеют точку кипения выше температуры окружающей среды и включают 1,1,3,3-тетраметилдисилоксан, гексаметидисилоксан, винилтриметилсилан, метилтриметоксисилан, винилтриметоксисилан и гексаметилдисилазан. Эти предпочтительные кремнийорганические соединения имеют точки кипения 71, 101, 55,5, 102, 123 и 177оС, соответственно.
Летучую кремнийорганическую составляющую предпочтительно смешивают с кислородом и инертным газом перед подачей в камеру. Количества этих смешиваемых газов контролируются расходомерами так, чтобы регулировать отношение расходов компонентов газового потока.
Отношение расходов кремнийорганического соединения и кислорода газового потока в процессе нанесения предпочтительно составляют примерно от 1,2:1 до 1: 1,8, а инертным газом газового потока предпочтительно является гелий или аргон, наиболее предпочтительно гелий. Когда инертным газом является гелий или аргон, то предпочтительное отношение расхода кремнийорганического соединения, кислорода и инертного газа составляет примерно от 1 до 1,8:1,5 до 1,8, до 2,3.
Для достижения конкретных необходимых свойств в состав газового потока может входить небольшое кодичество (не больше чем 1:1 относительно кремнийорганического соединения, наиболее предпочтительно примерно от 0,4 до 0,1:1 относительно кремнийорганического соединения) одного или нескольких дополнительных соединений в газообразном виде. Например, при включении низшего углеводорода, такого как пропилен улучшаются основные свойства наносимых пленок (за исключением светопропускания), а анализ связей показывает, что пленка является по своей природе неорганической и состоит из диоксида кремния. Однако при использовании метана и ацетилена образуются пленки, являющиеся по своей природе кремниевыми. При включении в газовый поток небольшого количества газообразного азота увеличивается скорость нанесения, улучшаются пропускающие и отражательные оптические свойства на стекле и изменяется показатель преломления при изменении количества азота. При добавлении в газовый поток оксида азота увеличивается скорость нанесения и улучшаются оптические свойства, но наблюдается тенденция к снижению твердости пленки. Особенно предпочтительный состав газового потока включает 20-40 см3/мин кремнийорганического соединения, 20-40 см3/мин кислорода, 40-60 см3/мин гелия, 1-10 см3/мин пропилена и 5-20 см3/мин азота.
При практическом осуществлении данного способа в предварительно вакуумированной камере создают плазму тлеющего разряда. Соответствующая подложка размещается, предпочтительно вблизи удерживаемой плазмы, и газовый поток в контролируемых условиях напускают в плазму. Предпочтительно подложка входит и выходит из плазмы вблизи удерживаемой плазмы достаточное число раз, чтобы получить пленку необходимой толщины.
Данный способ предпочтительно осуществлять при относительно высокой мощности и довольно низком давлении. Так, например, большинство пленок было получено при мощности постоянного тока примерно 1000 Вт (400 кГц), хотя пленки получены и при мощности 374 Вт (13,56 МГц) и даже при 300 Вт. В процессе нанесения пленки давление следует поддерживать на уровне менее 100 мкм (0,1 торр), а предпочтительно, чтобы давление в камере составляло примерно от 43 до 49 мкм.
Подложку электрически изолируют от системы и поддерживают при температуре менее примерно 80оС в процессе нанесения пленки (т.е. подложку специально не нагревают). Контроль расхода определяется необходимыми свойствами пленки и предпочтительно осуществляется диагностическим методом, который предусматривает регулирование отношения линий водорода (альфа) к линиям испускания инертного газа и температуры электронов в плазме.
На фиг.1 схематически проиллюстрирована система, которая включает закрытую реакционную камеру 1, где образуется плазма и размещается подложка 2. По системе подачи газа в реакционную камеру подается один или несколько газов. Электрическое поле создается источником мощности 3, а низкое давление в камере поддерживается с помощью системы откачки 4. Оптический эмиссионный спектрометр 5 соединен через систему оптических световодов 6 с реакционной камерой таким образом, чтобы спектрометр фиксировал видимую и близкую к видимой части спектра испускания (особенно ультрафиолетовую область) плазмы. Кварцевое окно 7 в боковой стенке реакционной камеры может быть использовано для оптического соединения излучения плазмы с наружным световодом 6. Контрольное устройство общей системы 8, включая компьютерную часть, соединено с каждым из остальных компонентов системы таким образом, чтобы получить от них информацию о состоянии системы на данный момент и послать им команды для регулирования параметров.
Реакционная камера в системе, представленной на фиг.1, может быть соответствующего типа и предназначена для осуществления процессов плазменного ускоренного химического парофазного нанесения (PECVD) или полимеризации в плазме. Более детальное пояснение некоторых компонентов системы, представленной на фиг.1, дано на фиг.2. Реакционная камера 1 разделена на отделение блока загрузки 9 и рабочее отделение 10 с помощью затвора 11. Система контроля давления 4 включает механический насос 12, соединенный с отделением блокирования нагрузки через клапан 13. Система откачки также включает диффузионные насосы 14 и 15 и присоединенный механический насос 16. Диффузионный насос 14 соединен с камерой 9 блокировки нагрузки 27 через затвор 17 и присоединенный диффузор 18. Аналогичным образом диффузионный насос 15 соединен с рабочим органом 10 через затвор 19 и присоединенный диффузор 20. Диффузор 20 регулируется контрольным устройством в момент осуществления процесса нанесения покрытия для того, чтобы поддерживать внутреннее давление на требуемом уровне.
Подлежащую покрытию подложку сначала помещают в объем 9 при закрытом клапане 11. Затем механический насос 13 снижает давление до значения высокого вакуума. Затем включается диффузионный насос 14, чтобы снизить давление до 6,5х10-4 Па. Рабочее давление обычно лежит в пределах до 46 мкм для процесса PECVD или полимеризации в плазме и достигается при прохождении рабочих газов в реакционную камеру и дроссельный диффузионный насос 15 через диффузор 20. В процессе загрузки и разгрузки диффузионный насос 15 поддерживает в объеме 10 рабочее давление. Как только давление объема 9 снижается до основного значения, открывается клапан 11 и подложка 2 поступает в рабочий объем 10.
Предусмотрено устройство для перемещения подложки вперед и назад в области 21, где образуется плазма. В рассматриваемой системе это достигается с помощью множества роликов 22, изготовленных из алюминия и снабженных поддерживающими подложку электрически изолированными прокладками круглого сечения. Ролики или подобный материал приводятся в движение с помощью мотора (не показано) и вращаются вокруг своих осей с регулируемой скоростью, перемещая таким образом подложку. Типичный процесс нанесения покрытия включает прохождение подложки вперед и назад через плазму 21 определенное число раз для того, чтобы тонкая пленка имела необходимую равномерную толщину.
Магнетрон расположен внутри камеры 10, образованной магнитной структурой 23 и катодом 24. Источники мощности 3 имеют выход, соединенный между катодом 24 и металлическим корпусом реакционной камеры 10. Магнетрон создает необходимое сочетание магнитного (Н) и электрического (Е) полей в области 21, чтобы получить здесь плазму при введении в реакционную камеру 10 соответствующих газов. Подложка 2 остается электрически изолированной и попадает непосредственно в область плазмы.
Газообразные компоненты, необходимые для получения плазмы в области 21, подают в рабочую камеру 10 по трубопроводу 25. Трубка (не показана), имеющая множество сопл для подачи газа по всей длине, расположена поперек объема 10 (в направлении фиг.2) там, где трубопровод 25 входит в объем. Этот газ течет внутри рабочего объема 10 от подающей трубки к диффузионному насосу 15, как показано пунктирной линией на фиг.2. Установлено, что газ предпочтительно вводить с той стороны области плазмы 21, которая ближе всего расположена к насосу 15. Пара экранов 26 и 27 с каждой стороны магнетрона также помогает удерживать поток газа в области плазмы 21.
Конкретная система подачи газа, которая присоединена к трубопроводу 25, безусловно зависит от того, как много газов следует удерживать и какова их природа. На фиг.2 использованы два отдельных источника 28 и 29 газов высокого давления, для других процессов необходимо меньшее или большее число таких источников газа. Кроме того, в этом конкретном примере предусмотрен источник 30 жидкого материала, подлежащего испарению. Испарительное устройство 31 (которое также регулирует расход) обеспечивает необходимый расход пара на линии ввода 25 в соответствии с контрольным сигналом от устройства 8 контроля системы. Аналогичным образом газы высокого давления 28 и 29 поступают соответственно через индивидуально регулируемые расходомеры 32 и 33. Контроль плазмы, таким образом, образующейся пленки, наносимой на подложку, обеспечивается возможностью регулирования содержания каждой газообразной компоненты. От каждого из расходомеров 32 и 33 или испарительного устройства 31 на устройство 8 контроля системы поступает электрический сигнал, пропорциональный расходу газа, протекающего через него, а также отклик на сигнал от контрольного устройства 8 для установления и регулирования расхода.
Магнетрон, используемый в камере 10, может иметь обычную форму плоского магнетрона, пример которого дан на фиг.3. В вертикальной плоскости дан поперечный разрез конструкции магнетрона 23.
Конструкция, представленная на фиг.3, называется компенсированный магнетрон. Все его магнитные силовые линии 34 расположены между одним из внешних южных магнитных полюсов и центральным северным полюсом. Как хорошо известно, электроны и ионы перемещаются по спирали вокруг магнитной силовой линии и вдоль нее под действием магнитного и электрического полей. Катод 35 обычно изготавливают из титана или кварца, но распыление не происходит вследствие того, что в системе нанесения покрытия (фиг.2) используется повышенное давление.
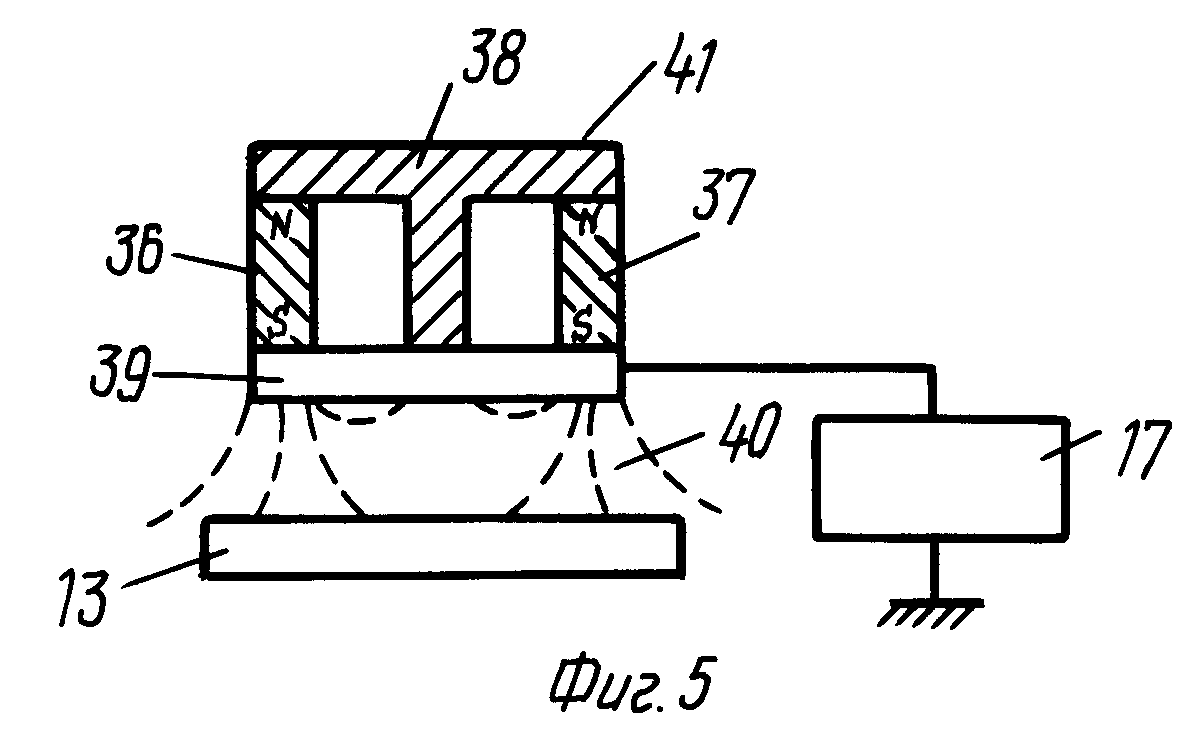
На фиг. 5 представлен некомпенсированный магнетрон, который может быть использован как вариант в системе (фиг.2). Наружные магниты 36 и 37 расположены вокруг сердечника 38 из мягкого железа. Только южные магнитные полюса расположены напротив катода 39, поверхности северных полюсов ориентированы в направлении от катода. Результатом этого является то, что значительная часть силовых линий магнитного поля проходит значительно более длинный путь между областями южного и северного магнитных полюсов. Только небольшая часть силовых линий проходит непосредственно между внешними поверхностями южного полюса и центральным железным сердечником. Результатом этого является диаграмма силовых линий магнитного поля, таких как линии на фиг.5, которые направлены к подложке, причем большинство из них - перпендикулярно поверхности последней. Следствием этого является преимущественно бомбардирование ионами и электронами плазмы поверхности подложки, что улучшает некоторые из свойств образующейся пленки, например твердость. Кроме того установлено, что скорость нанесения покрытия значительно выше при использовании некомпенсированного магнетрона, конструкция которого представлена на фиг.5, чем при использовании компенсированного магнетрона, конструкция которого представлена на фиг.3.
Как видно из фиг.4 напряженность магнитного поля в центре в два раза больше, чем в области внешних полюсов. Однако в случае некомпенсированного магнетрона, представленного на фиг. 6, напряженность поля в центральной области очень мала по сравнению с полем на каждом из внешних полюсов магнита. Это различие по поперечному сечению катода приводит к различному распределению силовых линий магнитного потока.
Конструкция магнетронов, представленных на фиг.2, 3 и 5, приемлема для питания от ВЧ источника мощности 3 (частота 40 кГц). Однако при работе на значительно больших частотах (в несколько МГц) имеются некоторые преимущества. Такая высокочастотная система схематически представлена на фиг.7. Магнитный узел магнетрона 41 может быть либо компенсированного либо некомпенсированного типов, описанных выше, но предпочтительным является некомпенсированный тип. Катод 39 в этом случае изготавливается из непроводящего кварцевого материала. Выход высокочастотного генератора 42 соединен с катодом 39 стержнем 43. Цепь согласования сопротивлений 44 включена между генератором 42 и соединительным стержнем 43 для того, чтобы свести к минимуму любые отражения от разрывов сопротивления на катоде 39.
Рассмотренная рабочая камера для нанесения покрытий имеет размер 3,1х3,1х6,2 м, а испарительное устройство имеет максимальный расход порядка 700 см3/мин для этой размерной шкалы, что соответствует большинству областей применения. Однако испарительное устройство не ограничивается указанными размерами, поскольку может быть легко увеличено.
Все представленные в примерах процессы нанесения покрытий осуществляли по описанной общей методике на вакуумной установке. Камеру вакуумировали до достижения основного давления, не превышающего примерно 4х10-4 Па. Одновременно испаритель нагревали до постоянной температуры 100оС, испаряли в нем кремнийорганическое соединение, но изолировали от камеры, пока был открыт газовый ввод. Испарительное устройство устанавливали на необходимый расход кремнийорганического соединения. Необходимые значения расхода дополнительных компонентов устанавливали на каждом расходомере компонентов и давление в камере устанавливали на требуемом уровне, регулируя диффузор диффузионного насоса. Диффузионный насос отключали и открывали клапан. После стабилизации давления в камере включали источник мощности и устанавливали на необходимое значение. Таким образом получали в камере плазму тлеющего разряда. Давление вновь стабилизировали и, если нужно, регулировали. Выбирали необходимые параметры процесса (мощность, ток и напряжение источника мощности, и давление в испарителе). Для определения необходимого значения отношения водорода (альфа) к инертному газу использовали спектр испускания контрольной программы. Расход кремнийорганического компонента в камере регулировали до тех пор, пока не было достигнуто необходимое значение отношения водорода (альфа) к конкретному газу. Затем подложку перемещали вперед и назад через область плазмы, пока не была достигнута необходимая толщина покрытия, контролируя параметры процесса и делая соответствующие регулировки согласно методу диагностики. Как только толщина пленки достигала необходимой величины, система отключалась и подложка с покрытием извлекалась.
Далее использованы следующие сокращения:
HMPSO - гексаметилдисилоксан,
TMDSO - 1,1,3,3-тетраметилдисилоксан,
MТMOS - метилтриметоксисилан,
VTMS - винилтриметилсилан;
VTMEOS - винилтриметоксилан;
SCCM - стандартный кубический сантиметр в минуту;
IPM - дюймы в минуту;
Те - средняя температура
электронов в электровольтах;
На - линия испускания альфа-водорода при 657
нм;
%Т - процент пропускания света;
%Rf - процент отражения покрытой стороны образца;
%Rg
- процент отражения плоской стороны образца из стекла.
Измерение матовости представляет процентное изменение в результате истирания пленок абразивным колесом (С-10) при нагрузке 500 г на приборе Табера для испытаний на износ. Значения твердости (или сопротивление царапанию) определяли по методу ASTMD 3363-74, где 0 означает наименьшее сопротивление царапанию, а 10 означает отсутствие повреждения покрытия при царапании.
Далее отдельные аспекты способа данного изобретения проиллюстрированы примерами. Все пленки получали на подложках из прозрачного стекла.
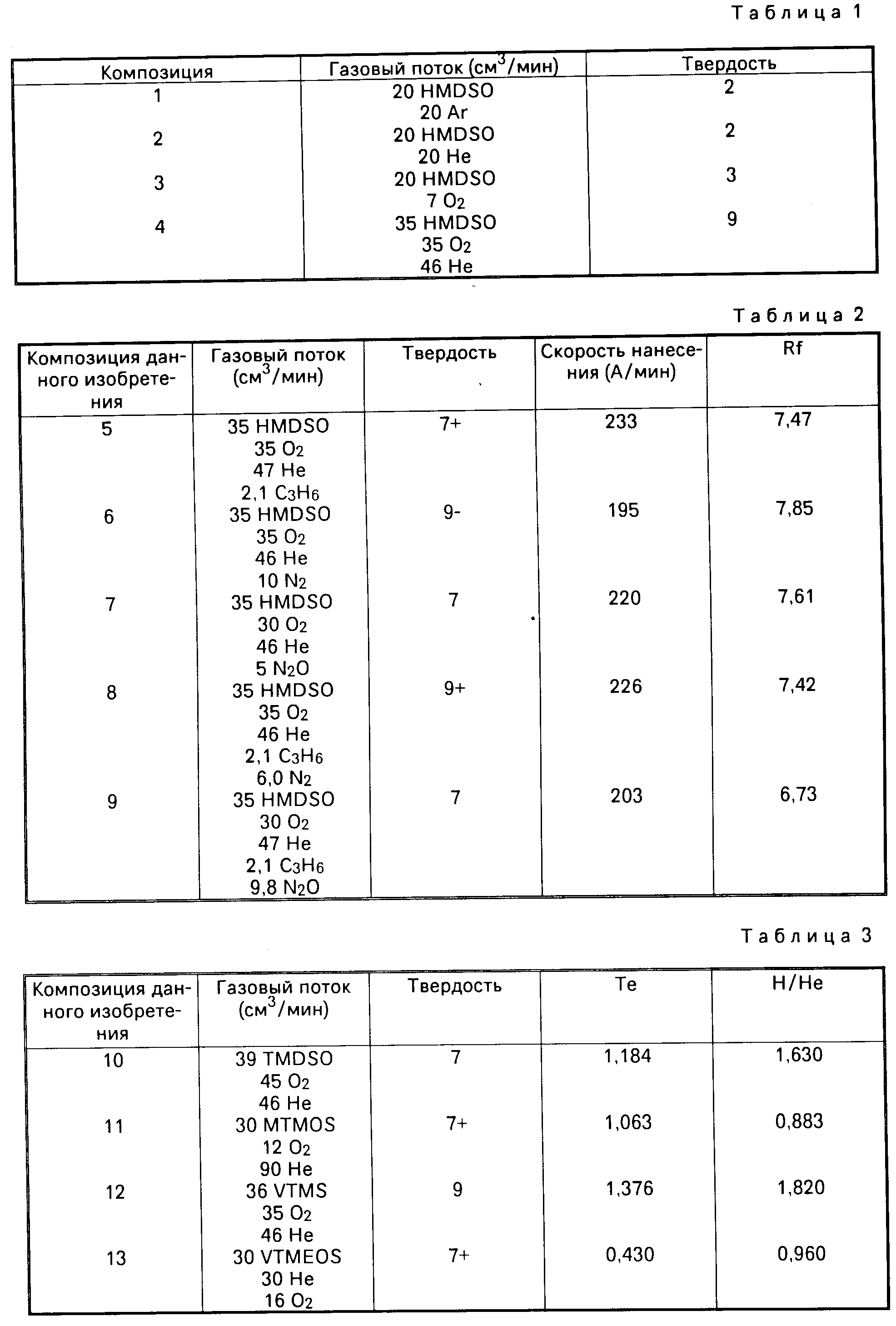
П р и м е р 1. Для нанесения тонких пленок на подложку из стекла использовали четыре различных газовых потока. Мощность составляла 1000 Вт, частота 40 кГц. Скорость перемещения субстрата составляла 10 дюймов/мин для всех четырех, и каждая подложка проходила через плазму пять раз. Композиция (4) представляла собой газовый поток согласно табл. 1. В табл.1 приведен показатель сопротивления царапанию пленок, полученных из каждой композиции.
Как видно из табл. 1, газовый поток обеспечивает получение пленок с твердостью, в четыре раза превышающей твердость пленок из газовых потоков, содержащих либо только аргон, либо только гелий, и в три раза превышающей твердость пленок из газового потока, содержащего один кислород. Параметры процесса для газового потока состава, приведенного в табл.1, составили: Те 1,49 эВ и Hd/He 1,22. Давление в камере менялось от 38 до 46 мкм для четырех различных газовых потоков и составило 46 мкм для данного газового потока состава (4).
П р и м е р 2. Чтобы показать возможность использования способа данного изобретения для селективного изменения таких свойств, как скорость нанесения, отражательная способность пленки и твердость пленки, использовали пять различных газовых потоков согласно данному изобретению. Скорость перемещения подложки во всех пяти случаях составляла 10 дюймов/мин и мощность 1000 Вт при частоте 40 кГц. Давление в камере в процессе нанесения пленок во всех пяти случаях составляло 46 мкм. В табл.2 представлены пять различных композиций, различные свойства пленок и параметры процесса.
Как видно из данных, представленных в табл.2, газовый поток состава (8) обеспечивает получение чрезвычайно твердой пленки, тогда как другие четыре газовых потока данного изобретения дают пленки с хорошей твердостью при приемлемых скоростях нанесения. Пленку из газового потока состава (8) получали в результате прохождения ее через плазму 37 раз, пленки из газовых потоков составов (5), (6) и (7) - при прохождении через плазму 7 раз, а пленку из газового потока состава (9) - при пятикратном прохождении через плазму. Поскольку стекло без покрытия имеет %Rf 7,86, то пленка из газа состава (9) имела незначительное двойное отражение со стороны подложки, где было покрытие. Показатель %Rg на стороне простого стекла также характеризовал незначительное двойное отражение.
П р и м е р 3. Были использованы четыре газовых потока различного состава, содержащие различные кремнийорганические соединения. Давление в процессе нанесения пленок во всех четырех случаях составляло 46 мкм, мощность 1000 Вт (40 кГц), скорость перемещения подложки 10 дюймов/мин и пятикратное прохождение через плазму для газового потока каждого состава. Твердость пленок и параметры процесса представлены в табл.3.
Как видно из данных, представленных в табл.3, все четыре кремнийорганических соединения дают пленки с хорошей твердостью при осуществлении данного способа. Газовый поток состава (10) данного изобретения имеет скорость нанесения 381 А/мин и скорость пропускания кислорода 0,0836 см3/100 дюймов 2/день при содержании кислорода в атмосфере 21%. Таким образом, газовый поток состава (10) является особенно ценным для быстрого нанесения на подложки пленок, которые практически непроницаемы для кислорода. Кроме того, газовый поток состава (12) характеризуется только 1,01%-ным увеличением матовости после 100 оборотов на приборе Табера для определения твердости. Такой отличный показатель сравним с этим показателем для чистого стекла и означает, что такое покрытие особенно пригодно для тех областей использования, где требуется износостойкость.
П р и м е р 4. Были получены газовые потоки двух идентичных составов и использованы в идентичных условиях за исключением того, что один из них пропускали через стандартный плоский магнетрон, а второй - через предпочтительный некомпенсированный магнетрон. Мрщность в обоих случаях составляла 1000 Вт, частота 40 кГц, скорость перемещения подложки 10 дюймов/мин и десятикратное прохождение через плазму каждого, давление в процессе нанесения пленок составляло 46 мкм, а обе полученные пленки имели твердость 7. Одно различие между этими двумя процессами заключалось в том, что на предпочтительном некомпенсированном магнетроне скорость нанесения пленки на 15% превышала этот показатель на плоском магнетроне. Пленки, полученные при использовании некомпенсированного магнетрона, также оказались твердые, о чем свидетельствуют показатели матовости. Анализ ИКС ФП показал большую степень поперечного сшивания. Составы газовых потоков и их расход были такие же, как и в случае композиции (8) данного изобретения в примере 2.
П р и м е р 5. Три аналогичных газовых потока переработали при различных мощностях и/или частоте. Полученные данные представлены в табл.4.
Твердость пленок, полученных из газовых потоков составов (14) и (15), составила 7, а из газового потока состава (16) - 6. Таким образом, можно видеть, что при переработке газового потока (15) при радиочастоте достигается отличный показатель непроницаемости, при этом сохраняется очень хорошая скорость нанесения. Скорость нанесения для газового потока состава (16) оказалась чрезвычайно высокой, но пленка имела уменьшенное светопропускание (% Т 87), увеличенное отражение по сравнению со стеклом без покрытия. Оба газовых потока составов (14) и (15) обеспечивают получение пленок, имеющих светопропускание такое же как у стекла без покрытия.
П р и м е р 6. Влияние давления на способ данного изобретения изучали на примере одной композиции, находившейся под давлением 97,45 или 26 мкм. Скорости нанесения для этой композиции, но при трех различных давлениях, представлены в табл.5.
Как видно из данных, представленных в табл. 5, скорость нанесения улучшается с понижением давления. Твердость пленки, полученной при давлении 26 мкм, составила 9+, а пленки, полученной при 97 мкм, составила 9. Однако предпочтительный диапазон давлений составляет примерно от 43 до 49 мкм, так как по данным ИКС ФП в этом случае выше степень поперечного сшивания.
Хотя предшествующие примеры иллюстрируют способ получения пленок на подложке из прозрачного стекла толщиной 3,6 мм, но в качестве последнего можно использовать различные пластики, металлы, минералы, такие как кристаллический кремний и КВ. Таким образом, данный способ может быть использован весьма широко.
Реферат
Изобретение относится к нанесению пленок из летучих кремнийорганических соединений и может найти применение в электронной промышленности. Сущность: расширение технологических возможностей осуществляется за счет того, что газовый поток, содержащий кремнийорганическое соединение, подают в плазму и за счет реакции в плазме разряда осуществляется нанесение оксида кремния на подложку при давлении менее 100 мкм. Кремнийорганическое соединение предпочтительно соединяется с кислородом и гелием, причем часть плазмы удерживается вблизи подложки с помощью некомпенсированной магнетронной системой. Пленки, полученные данным способом, можно воспроизводимо наносить на небольшие подложки и подложки больших размеров, таких, как стекло, пластик, минералы или металлы с заранее заданными свойствами. 8 з.п. ф-лы, 7 ил., 5 табл.
Комментарии