Способ изготовления секционных корпусов лодок - RU2433058C1
Код документа: RU2433058C1
Чертежи


Описание
Изобретение относится к судостроению, в частности к изготовлению секционных корпусов лодок.
Для оценки новизны и изобретательского уровня заявленного решения рассмотрим ряд известных технических средств аналогичного назначения.
Известна разборная лодка, содержащая составной секционный корпус с фланцевыми разъемами секций, соединенных между собой жесткими связями с установкой гибких прокладок между фланцевыми разъемами, и съемные шпангоуты. При этом во фланцевых разъемах секций выполнены пазы, перпендикулярные плоскости разъема, а каждый из съемных шпангоутов выполнен в виде полосы, установленной в пазу фланцевого разъема, см. а.с. №852704.
Недостаток известной разборной лодки - неудобство в сборе секций из-за наличия съемных шпангоутов и горизонтальных полок фланцевых разъемов.
Известна разборная лодка, содержащая корпусные секции, которые выполнены с возможностью укладывания одной корпусной секции в другую при хранении и транспортировке и с фланцами-шпангоутами, расположенные между корпусными секциями прокладки, имеющие контуры фланцев-шпангоутов, которые соединены между собой крепежными деталями, см. а.с. №796052.
Недостатком этой известной разборной лодки является недостаточная компактность при хранении или транспортировке, большой вес и неудобство в сборке корпусных секций из-за наличия между ними клиновидных прокладок.
Известны разборные лодки, содержащие корпусные секции, которые выполнены с возможностью укладывания одной корпусной секции в другую при хранении или транспортировке и с фланцами-шпангоутами, расположенные между корпусными секциями прокладки, имеющие контуры фланцев-шпангоутов, которые соединены между собой крепежными деталями, корпусные секции выполнены из композиционного материала, например стеклопластика, включающего четыре слоя связующего и расположенные поочередно между ними три несущих слоя, например, из стеклоткани, прокладки имеют стороны, параллельные плоскости стыковых корпусных секций, см. патент РФ №2099233.
По наибольшему количеству сходных признаков и достигаемому при использовании результату данное техническое решение выбрано в качестве прототипа заявляемого изобретения.
Корпусные секции таких лодок изготавливаются в отдельных матрицах соответствующих размеров, выполненных из стеклопластика. Процесс изготовления отдельных секций достаточно сложен ввиду трудности извлечения готового изделия из матрицы, которую приходится выполнять разъемной. Кроме того, матрица со временем изнашивается, изменяет свои размеры, что сказывается на форме и размерах готовых секций, изготовленных в данной матрице, и усложняет процесс сборки лодки путем стыковки секций между собой, снижает качество корпуса лодки.
Задачей изобретения является упрощение изготовления секционных корпусов лодок и повышение их качества.
Сущность заявляемого изобретения выражается в следующей совокупности существенных признаков, достаточной для достижения указанного выше технического результата.
Согласно изобретению способ изготовления секционных корпусов лодок, включающий использование матриц для формовки секций корпуса, характеризуется тем, что изготавливают единственную матрицу многоразового использования, размер и формы которой соответствуют требуемым размерам и форме лодки в сборе, затем между транцем матрицы и ее носовой частью устанавливают несколько съемных поперечных продольной оси лодки перегородок, разделяющих общий объем матрицы на несколько объемных полостей, размеры которых соответствуют требуемым размерам секций корпуса, после этого производят формовку композиционным материалом нескольких секций корпуса в несмежных между собой объемных полостях матрицы, предварительно покрыв их поверхности разделительным слоем, после чего перегородки снимают и производят формовку композиционным материалом остальных секций корпуса, используя в качестве перегородок боковые стенки уже отформованных секций, предварительно покрыв их поверхности разделительным слоем, затем все секции корпуса вынимают из матрицы и разделяют на отдельные части.
В этом заключается совокупность существенных признаков, первого независимого объекта изобретения, обеспечивающая получение технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны.
Кроме этого, первый независимый объект изобретения характеризуется рядом факультативных признаков, а именно:
- в качестве композиционного материала используют стеклопластик на основе полиэфирных смол;
- формовку секций осуществляют с использованием композиционного материала, например стеклопластика, включающего несколько слоев связующего и расположенных поочередно между ними несущих слоев, например, из стеклоткани.
Заявленное изобретение является новым, так как оба независимых пункта его формулы характеризуются наличием новых совокупностей признаков, отсутствующих во всех известных нам объектах техники аналогичного назначения.
Непосредственный технический результат, который может быть получен при реализации заявленного изобретения, заключается в отсутствии необходимости в нескольких матрицах для каждой секции корпуса лодки, в формировании отдельных секций корпуса с помощью одной матрицы, а также в том, что стенки формируемых таким образом секций при любых деформациях основной матрицы идеально прилегают к стенкам смежных с ними секций, что повышает качество корпуса лодки в целом. Кроме того, существенно упрощается операция по извлечению готовых изделий из матрицы.
Указанное позволяет признать заявленное техническое решение соответствующим критерию "изобретательский уровень".
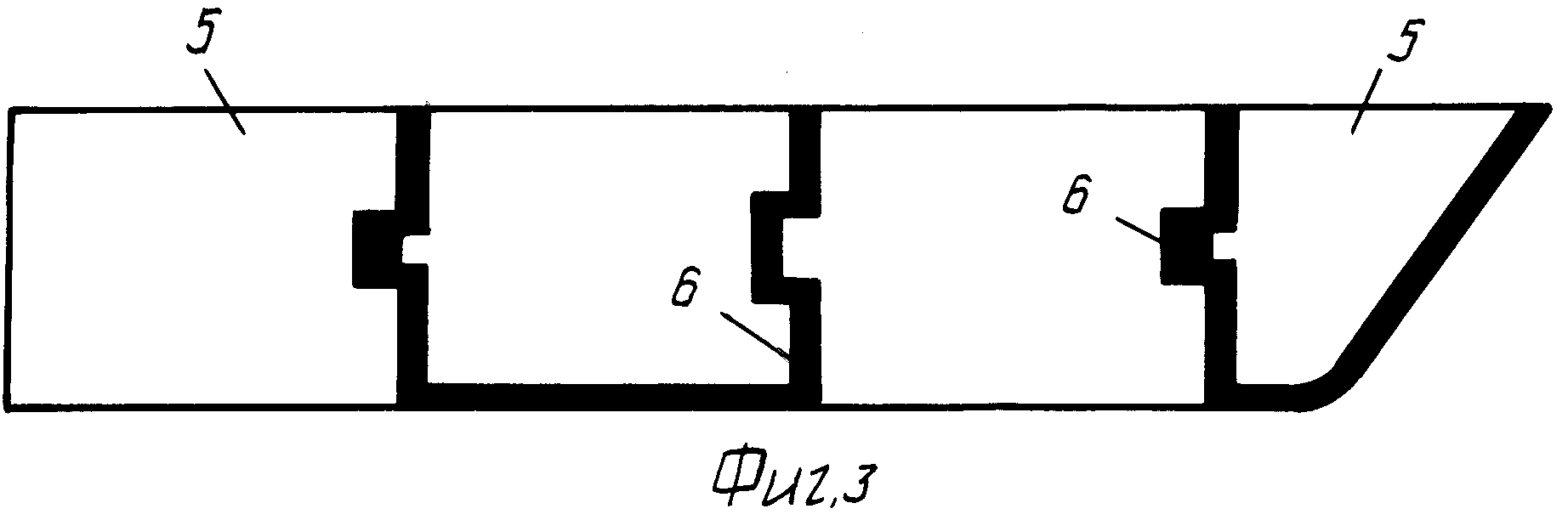
Сущность заявленного изобретения поясняется чертежами, на которых изображена технологическая схема реализации способа, а именно: на фиг.1 представлен разрез по матрице с установленными в ней съемными перегородками, на фиг.2 - разрез по матрице со сформированными секциями корпуса в двух несмежных объемных полостях матрицы, на фиг.3 - разрез по матрице со снятыми съемными перегородками, на фиг.4 - разрез по матрице со сформированными секциями корпуса во всех объемных полостях матрицы.
На чертежах позициями обозначены: матрица 1 многоразового использования, транец матрицы 2, носовая часть матрицы 3, съемные перегородки 4, объемные полости матрицы 5, отформованные секции 6 корпуса, замковые выступы 7 на перегородках 4.
Способ реализуют следующим образом.
Изготавливают единственную матрицу 1 многоразового использования, размер и формы которой соответствуют требуемым размерам и форме лодки в сборе. Между транцем 2 матрицы 1 и ее носовой частью 3 устанавливают несколько съемных поперечных продольной оси лодки перегородок 4, разделяющих общий объем матрицы на несколько объемных полостей 5, размеры которых соответствуют требуемым размерам секций корпуса. Затем производят формовку композиционным материалом нескольких секций 6 корпуса в несмежных между собой объемных полостях 5 матрицы 1, предварительно покрыв их поверхности разделительным слоем (не показан). После этого перегородки 4 снимают и производят формовку композиционным материалом остальных секций 6 корпуса, используя в качестве перегородок боковые стенки уже отформованных секций 6, предварительно покрыв их поверхности разделительным слоем. Затем все секции 6 корпуса вынимают из матрицы 1 и разделяют на отдельные части.
В качестве композиционного материала может быть использован стеклопластик на основе полиэфирных смол. Формовка секций 6 может быть осуществлена с использованием композиционного материала, например, стеклопластика, включающего несколько слоев связующего и расположенных поочередно между ними несущих слоев, например, из стеклоткани.
Возможность промышленного применения заявленного изобретения подтверждается известными и описанными в заявке средствами и методами, с помощью которых возможно осуществление изобретения в том виде, как оно охарактеризовано в формуле изобретения. Заявленный способ может быть реализован с использованием известных технологий и технических средств, что обусловливает, по мнению заявителя, его соответствие условию «промышленная применимость».
Реферат
Изобретение относится к технологии судостроения и касается изготовления секционных корпусов лодок. Способ изготовления секционных корпусов лодок включает использование матриц для формовки секций корпуса. Способ характерен тем, что изготавливают единственную матрицу многоразового использования, размер и формы которой соответствуют требуемым размерам и форме лодки в сборе. Затем между транцем матрицы и ее носовой частью устанавливают несколько съемных поперечных продольной оси лодки перегородок, разделяющих общий объем матрицы на несколько объемных полостей, размеры которых соответствуют требуемым размерам секций корпуса. Далее производят формовку композиционным материалом нескольких секций корпуса в несмежных между собой объемных полостях матрицы, предварительно покрыв их поверхности разделительным слоем. После этого перегородки снимают и производят формовку композиционным материалом остальных секций корпуса, используя в качестве перегородок боковые стенки уже отформованных секций, предварительно покрыв их поверхности разделительным слоем. Затем все секции корпуса вынимают из матрицы и разделяют на отдельные части. В качестве композиционного материала может использоваться стеклопластик на основе полиэфирных смол. Формовка секций может осуществляться с использованием композиционного материала, например стеклопластика, включающего несколько слоев связующего и расположенных поочередно между ними несущих слоев, например, из стеклоткани. Изобретение позволяет сократить количество матриц до одной, упростить извлечение готовой лодки из матрицы и улучшить качество изготовленной лодки. 2 �
Комментарии