Покрытие на основе alcrn, обеспечивающее повышенную устойчивость к кратерному износу - RU2712329C2
Код документа: RU2712329C2
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к покрытию на основе AlCrN, обеспечивающему исключительную устойчивость к кратерному износу в ходе операций сухого резания, таких как зубофрезерование.
Уровень техники
В публикации WO 2013156131 A1, Арндт и др. (Arndt et А1), предложено покрытие для снижения кратерного износа режущих инструментов в результате операций механической обработки, обеспечивающее, в частности, благоприятный эффект в случае операций сухого резания, таких как зубофрезерование. На фиг. 1 показано покрытие 110, описываемое в публикации WO 2013156131 А1 и содержащее по меньшей мере одну многослойную пленку 116, сформированную из чередующихся и нанесенных друг на друга нанослоев А и В, отличающихся тем, что нанослои А содержат нитрид алюминийхромбора, а нанослои В содержат нитрид алюминийхрома и не содержат бора. Согласно описанному в публикации WO 2013156131 А1, покрытие 110 демонстрирует чрезвычайно хорошие характеристики для использования в операциях механической обработки, если нанослои А состоят из хромборонитрида алюминия, а нанослои В - из нитрида алюминийхрома. В публикации WO 2013156131 A1 также сообщается, что благоприятный эффект должен достигаться, кроме того, при использовании несущего слоя 112, состоящего из нитрида алюминийхрома, особенно если несущий слой 112 наносится таким образом, что во время его нанесения прикладывается потенциал (напряжение) смещения, изменяющийся от самого низкого до самого высокого значения. Далее, в публикации WO 2013156131 A1 сообщается, что благоприятный эффект должен достигаться, когда для нанесения нанослоев А, содержащих бор, прикладывается отрицательный потенциал смещения с абсолютным значением не ниже 70 В, поскольку в этом случае может быть получено необходимое сочетание высокой плотности и низкой теплопроводности слоев, содержащих бор.
Тем не менее, несмотря на преимущества, получаемые с помощью как вышеупомянутого покрытия, так и других покрытий, имеющихся в настоящее время, существует все же необходимость в новых покрытиях с улучшенными характеристиками, которые могли бы удовлетворить растущие потребности в различных операциях механической обработки, и, в частности, в операциях сухого резания, таких как зубофрезерование.
Задачи изобретения
Задачей настоящего изобретения является создание покрытия на основе AlCrN, которое по сравнению с известными покрытиями позволяет значительно снизить кратерный износ (износ по передней поверхности) и износ по задней поверхности режущих инструментов и тем самым значительно улучшить рабочие характеристики и увеличить ресурс стойкости этих инструментов, применяемых в различных операциях механической обработки, в частности в операциях сухого резания, таких как зубофрезерование. Кроме того, задачей настоящего изобретения является обеспечение способа изготовления изделий (подложек), в частности режущих инструментов, на которые нанесено покрытие, соответствующее настоящему изобретению.
Описание изобретения
Задачи настоящего изобретения решаются путем создания покрытия 210, соответствующего пункту 1 формулы изобретения и содержащего многослойную пленку 216, состоящую из группы слоев А и группы слоев В, чередующихся, нанесенных друг на друга и образующих структуру А/В/А/В/А…, в которой слои А содержат нитрид алюминийхромбора, а слои В содержат нитрид алюминийхрома и не содержат бора, причем покрытие 210 нанесено таким образом, что многослойная пленка 216 содержит по меньшей мере первую часть 216а и последнюю часть 216с, причем среднее содержание бора в первой части 216а выше, чем в последней части 216с.
Согласно изобретению, в первой части 216а многослойной пленки 216 присутствуют отрицательные остаточные напряжения, причем абсолютное значение остаточного напряжения в части 216а ниже, чем в последней части 216с. В настоящем описании отрицательное остаточное напряжение называется также собственным напряжением сжатия.
Согласно одному из предпочтительных вариантов осуществления изобретения, в предлагаемом покрытии среднее содержание бора в первой части 216а по меньшей мере в 1,2 раза выше, чем в последней части 216с. В более предпочтительном варианте среднее содержание бора в первой части 216а по меньшей мере в 1,4 раза выше, чем в последней части 216с.
Согласно другому предпочтительному варианту осуществления изобретения, в предлагаемом покрытии среднее содержание бора в первой части 216а максимум в 6 раз выше, чем в последней части 216с.
Как упоминалось выше, многослойная пленка 216, предлагаемая в изобретении, содержит по меньшей мере первую часть 216а и последнюю часть 216с, однако в зависимости от применения может оказаться целесообразным предусмотреть в многослойной пленке 216 дополнительно одну или более средних частей 216b, расположенных между первой частью 216а и последней частью 216с и имеющих собственное напряжение сжатия выше, чем в первой части 216а, и предпочтительно, но не обязательно ниже, чем в последней части 216с.
Согласно другому предпочтительному варианту осуществления изобретения, собственное напряжение сжатия в одной или более средних частей 216b равно собственному напряжению сжатия в последней части 216с или выше этого напряжения.
В покрытии 210, предлагаемом в изобретении, нанесенная первая, или нижняя, часть 216а многослойной пленки 216 расположена ближе к изделию 201 (подложке), подлежащему нанесению покрытия, тогда как нанесенная последняя, или верхняя, часть 216с расположена непосредственно над первой частью 216а или над последней средней частью 216b многослойной пленки 216.
Согласно одному из предпочтительных вариантов осуществления изобретения, в предлагаемом покрытии 210, содержащем многослойную пленку 216, включающую только первую часть 216а и последнюю часть 216с, толщина первой части 216а предпочтительно составляет от 40 до 90% общей толщины многослойной пленки 216.
Согласно другому предпочтительному варианту осуществления изобретения, в предлагаемом покрытии 210, содержащем многослойную пленку 216, дополнительно включающую одну или более средних частей 216b, толщина первой части 216а предпочтительно составляет от 20 до 80% общей толщины многослойной пленки 216.
Был установлен удивительный факт, что использование отрицательного потенциала смещения с абсолютным значением ниже 70 В для нанесения первой части 216а многослойной пленки 216 и отрицательного потенциала смещения с абсолютным значением, равным или выше по меньшей мере 90 В, для нанесения последней части 216с многослойной пленки 216 давало возможность получить покрытия, обеспечивающие значительное улучшение эксплуатационных характеристик снабженных этими покрытиями инструментов, применяемых в операциях сухого резания, по сравнению с покрытиями, соответствующими уровню техники.
В частности, хорошие результаты были получены при использовании отрицательного потенциала смещения с абсолютным значением ниже 50 В для нанесения первой части 216а многослойной пленки 216 и отрицательного потенциала смещения с абсолютным значением, равным или выше по меньшей мере 100 В, для нанесения последней части 216с многослойной пленки 216.
Согласно одному из предпочтительных вариантов осуществления изобретения, относящемуся к покрытию 210, слои А в многослойной пленке 216 имеют состав элементов, который без учета примесей описывается формулой (AlxCryBz)N, где x>0, y>0 и z>0 представляют собой соответственно концентрацию (в атомных процентах) алюминия, хрома и бора, если при оценке состава элементов в соответствующих слоях А учитываются только алюминий, хром и бор.
В другом предпочтительном варианте осуществления изобретения, относящемся к покрытию, слои B в многослойной пленке 216 имеют состав элементов, который без учета примесей описывается формулой (AlvCrw)N, где v>0 и w>0 представляют собой соответственно концентрацию (в атомных процентах) алюминия и хрома, если при оценке состава элементов в соответствующих слоях В учитываются только алюминий и хром.
Согласно другому предпочтительному варианту осуществления изобретения, в предлагаемом покрытии коэффициенты x, y и z в слоях А удовлетворяют условиям 1≤x/у≤4,5 и/или 0,01≤z≤30.
Согласно одному из предпочтительных вариантов осуществления изобретения, в предлагаемом покрытии коэффициенты v и w в слоях В удовлетворяют условию 1≤v/w≤4,5.
В одном из предпочтительных вариантов осуществления изобретения предлагаемое покрытие 210 содержит по меньшей мере один слой 212, расположенный между изделием 201, подлежащем нанесению покрытия, и нижней частью 216а многослойной пленки 216, причем этот по меньшей мере один слой 212 используется в качестве несущего слоя, содержит нитрид алюминийхрома и не содержит бора.
По меньшей мере один несущий слой 212 предпочтительно имеет состав элементов, описываемый формулой (AlvCrw)N, где v>0 и w>0 представляют собой соответственно концентрацию (в атомных процентах) алюминия и хрома, если при оценке состава элементов в несущем слое 212 учитываются только алюминий и хром.
Покрытие, предлагаемое в изобретении, может также содержать другие слои, нанесенные, например, в качестве адгезионных слоев между изделием 201, подлежащем нанесению покрытия, и несущим слоем 212 или между изделием 201 и нижней частью 216а многослойной пленки 216.
В другом предпочтительном варианте осуществления изобретения предлагаемое покрытие 210 содержит по меньшей мере один слой 220, нанесенный на последнюю часть 216с многослойной пленки 216, используемый в качестве наружного слоя и предпочтительно содержащий нитрид алюминийхромбора.
Наружный слой 220 предпочтительно имеет состав элементов, который описывается формулой (AlxCryBz)N, где x>0, y>0 и z>0 представляют собой соответственно концентрацию (в атомных процентах) алюминия, хрома и бора, если при оценке состава элементов в соответствующем наружном слое 220 учитываются только алюминий, хром и бор. В зависимости от применения, в некоторых случаях может быть более полезным, если коэффициент, определяющий содержание бора в наружном слое 220, превышает нулевое значение (z>0). Согласно одному из предпочтительных вариантов осуществления изобретения, в предлагаемом покрытии коэффициенты v и w в несущем слое 212 удовлетворяют условию 1≤v/w≤4,5.
Согласно другому предпочтительному варианту осуществления изобретения, в предлагаемом покрытии коэффициенты x, y и z в наружном слое 220 удовлетворяют условиям 1≤x/у≤4,5 и/или 0,01≤z≤30.
Согласно одному из более предпочтительных вариантов осуществления изобретения, предусмотрен одинаковый состав элементов у несущего слоя 212 и слоев В и/или у верхнего слоя 220 и слоев А.
Суммарная толщина несущего слоя 212 и первой части 216а многослойной пленки 216 составляет приблизительно от 40 до 70% общей толщины покрытия 210.
Собственное напряжение сжатия в несущем слое 212, определявшееся посредством рентгенодифракционного анализа с использованием метода sin2ψ (sin2psi), предпочтительно не превышает 2 ГПа. Измерения выполняли в плоскости отражения hkl (111) при изменении угла вращения вокруг оси гониометрической головки от 0 до 80° с шагом 5°. Полученные пики соответствовали распределению, описываемому функцией Пирсона (Pearson VII). Из графика зависимости постоянной кристаллической решетки d от sin2ψ были получены угол наклона m и точка пересечения di с координатной осью. Напряжение вычисляли в предположении изотропности материала с использованием m, d; и рентгеновских упругих констант s1 и 1/2s2.
Для некоторых применений было установлено, что особенно хорошие результаты достигались при использовании предлагаемых в изобретении покрытий, у которых собственное напряжение сжатия в первой части 216а составляет около 2,5 ГПа или ниже, предпочтительно около 1,5 Гпа или ниже, более предпочтительно - около 1 Гпа или ниже.
Собственное напряжение сжатия в несущем слое 212 предпочтительно должно быть равно соответствующему напряжению в первой части 216а или быть ниже последнего.
Аналогичные особенно хорошие результаты достигались при использовании предлагаемых в изобретении покрытий, у которых собственное напряжение сжатия в последней части 216с составляет около 3 ГПа или выше, для некоторых применений - предпочтительно около 4 ГПа или выше.
Собственное напряжение сжатия в наружном слое 220 предпочтительно должно быть равно соответствующему напряжению в последней части 216с или быть выше этого напряжения.
Собственное напряжение сжатия в наружном слое 220 предпочтительно не должно превышать 8 ГПа.
Согласно другому предпочтительному варианту осуществления изобретения, в предлагаемом покрытии 210 наружный слой 220 имеет постоянную кристаллической решетки в ненапряженном состоянии (определенную посредством упомянутого выше рентгенодифракционного анализа с использованием метода sin2ψ) не ниже 2,37

Ниже изобретение описывается более подробно на нескольких примерах.
На образцы для испытаний и различные режущие инструменты, например червячные фрезы, наносились покрытия, предлагаемые в изобретении, в соответствии с примерами, приведенными в таблице 1.

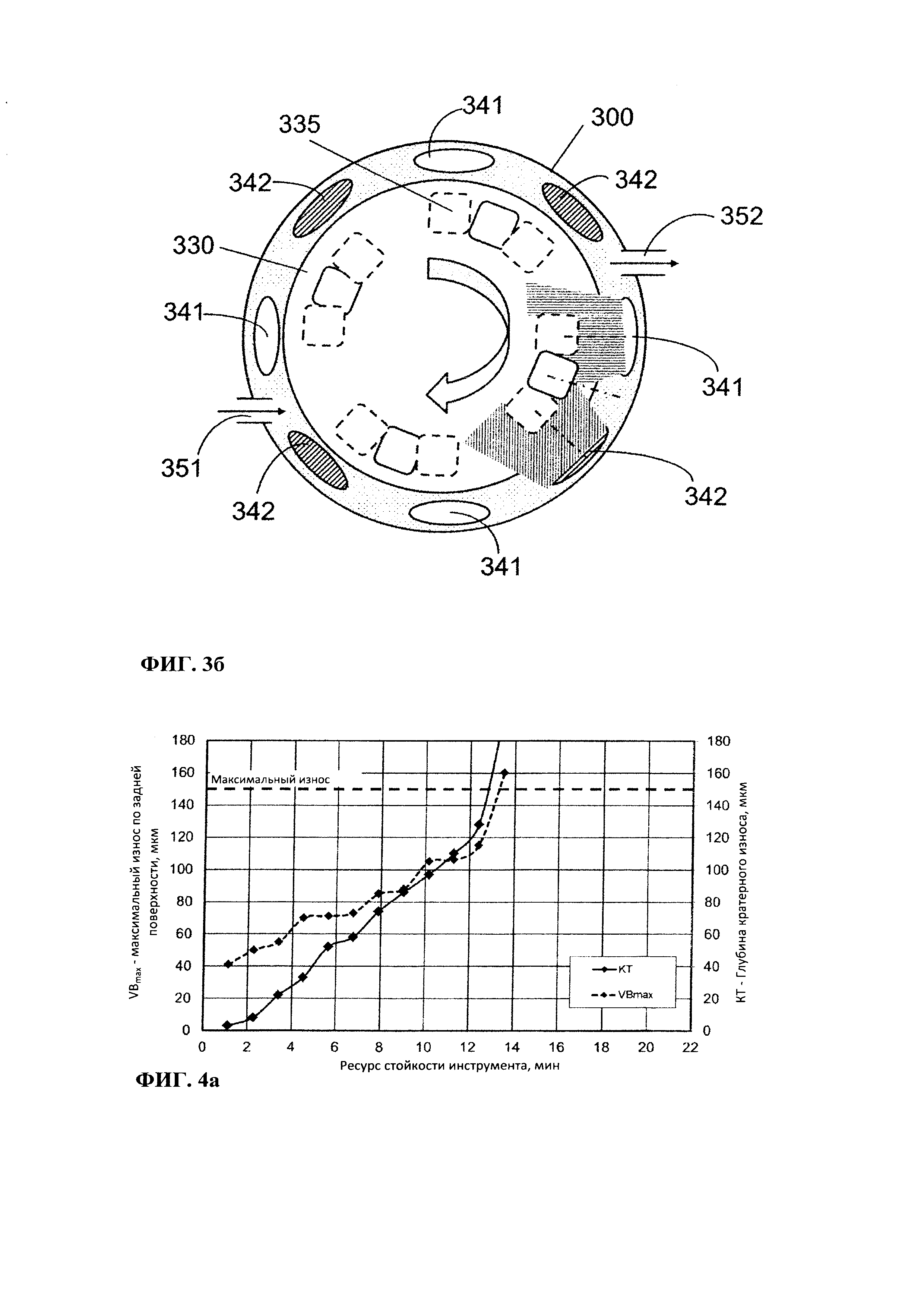
Покрытия в примерах 1-3 наносились путем электродугового испарения электродов (мишеней), выполненных из AlCr и AlCrB, в среде реактивного азота в соответствии с технологическим процессом нанесения покрытия, схематически показанным на фиг. 3А и 3Б. Изделия 335, подлежащие нанесению покрытия, помещались в держатели (не показаны), расположенные на вращающемся карусельном механизме 330. Вращающийся карусельный механизм 330 располагался в центре вакуумной камеры 300, содержащей по меньшей мере одну мишень 341, выполненную из AlCr, и по меньшей мере одну мишень 342, выполненную из AlCrB, таким образом, что при вращении карусельного механизма каждое изделие 335 могло быть попеременно обращено в какой-либо момент времени только к по меньшей мере одной мишени 341, выполненной из AlCr, или к по меньшей мере одной мишени 342, выполненной из AlCrB, благодаря чему формировалась многослойная пленка 216. В процессе нанесения покрытия на держатели изделий 335 подавался отрицательный потенциал, который прикладывался к изделиям 335, подлежащим нанесению покрытия. Во всех примерах 1-3 в качестве технологического и одновременно реактивного газа использовался азот. Поток азота поступал в вакуумную камеру через впускной газовый канал 351 и удалялся из вакуумной камеры через выпускной газовый канал 352 с целью поддержания в этой камере постоянного давления азота, составлявшего приблизительно 3-4 Па.
На фиг. 3Б показано конструктивное устройство машины для нанесения покрытий, обеспечивающее возможность изменения содержания бора в слоях AlCrBN (слоях А) благодаря воздействию мишеней, выполненных из AlCr. Это может иметь место, например, во время нанесения пленки в одном из сегментов вращения, когда изделие, подлежащее нанесению покрытия, оказывается подверженным одновременному воздействию потоков наносимых материалов, исходящих из мишени, выполненной из AlCr (341), и мишени, выполненной из AlCrB (342). В этом случае содержание бора в областях, примыкающих к слоям В, может оказаться ниже, чем в остальной части слоя А.
Давление при нанесении покрытия не обязательно должно находиться в пределах вышеуказанного диапазона (3-4 Па), а может составлять, например, от 0,1 до 10 Па в зависимости от характеристик используемой машины для нанесения покрытий и структуры покрытия.
Предлагаемые в настоящем изобретении покрытия и способы их изготовления не ограничиваются, однако, приведенными выше примерами.
Процессы нанесения покрытий, обеспечивающие получение покрытий, соответствующих настоящему изобретению, могут включать, например, применение по меньшей мере еще одного газа, отличного от азота (например, аргона), который мог бы использоваться в качестве технологического газа в ходе такого процесса, в результате чего покрытие могло бы наноситься, например, путем электродугового испарения мишеней 341, содержащих AlCr, и мишеней 342, содержащих AlCrB, в аргоно-азотной среде.
Таким же образом можно выбрать другие параметры покрытия и толщину слоев для получения покрытий, соответствующих настоящему изобретению.
Согласно другому предпочтительному варианту осуществления изобретения, в предлагаемом способе нанесения покрытий, соответствующих изобретению, изделие, подлежащее нанесению покрытия, подвергается процессу азотирования перед нанесением покрытия 210. В этом случае могут быть получены чрезвычайно хорошие результаты в отношении механической стабильности и адгезии между этим изделием и покрытием в процессе резания.
В некоторых применениях может оказаться целесообразной добавка других легирующих элементов, таких как вольфрам (W) и/или тантал (Та), либо замена бора вольфрамом и/или танталом.
Эксплуатационные характеристики покрытий при испытаниях режущих инструментов
Испытания с резанием однозубой фрезой проводились аналогично испытаниям с воспроизведением рабочих условий зубонарезных операций. В ходе испытаний с так называемым резанием летучей фрезой однозубую червячную фрезу получали с помощью электроэрозионной обработки из фрезы PM-HSS с модулем mn=2,557 мм. В процессе испытаний были изготовлены изделия из 16MnCr5N с толщиной 30 мм, диаметром da=116 мм, углом наклона α=17,5°, углом подъема резьбы β2=20° и 40 зубьями. Пример использования подобной схемы испытаний приведен в научной статье Клоке и др. (Klocke et al.) "Прогнозирование локального износа инструментов при нарезании зубчатых колес путем чистового зубофрезерования", опубликованной 21 сентября 2011 г. в журнале "Production Engineering Research and Development", DOI 10.1007/s11740-011-0343-9. Испытания проводили при скорости резания vc=260 м/мин и осевой подаче fa=4,8 мм. Износ по задней и передней поверхностям измеряли в ходе испытаний. Каждое испытание повторяли для подтверждения результатов.
Для оценки эксплуатационных характеристик покрытий наносили покрытия, соответствующие уровню техники, и покрытие, предлагаемое в настоящем изобретении, на стандартные зубья PM-HSS. Эти зубья получали с помощью электроэрозионной обработки из стандартной фрезы со следующими техническими параметрами: модуль mn=2,557 мм, угол профиля αn0=17,5°, наружный диаметр da0=110 мм, ni/z0=20/2 зуба, правозаходная, с модификацией профиля головки зуба.
Инструменты, снабженные покрытиями, предлагаемыми в настоящем изобретении, продемонстрировали повышенную устойчивость к износу по передней и задней поверхностям и имели ресурс стойкости, приблизительно на 40-60% превышающий ресурс стойкости инструментов, снабженных соответствующими уровню техники покрытиями на основе AlCrN и AlCrBN.
На фиг. 4 показан пример развития износа в ходе испытаний с резанием летучей фрезой. Фиг. 4А относится к соответствующему уровню техники покрытию на основе AlCrN, для которого ресурс стойкости инструмента составляет 13,6 мин. Покрытие, предлагаемое в настоящем изобретении (фиг. 4Б), обеспечивает при тех же условиях механической обработки ресурс стойкости инструмента, увеличенный почти на 50% и составляющий 20,3 мин. Для подтверждения результатов каждое испытание проводили повторно с соблюдением технических параметров, указанных выше.
Такие же сравниваемые покрытия (соответствующее уровню техники на основе AlCrN и предлагаемое в настоящем изобретении) аналогичным образом использовали для нанесения на фрезы HSS, применявшиеся для изготовления храповых колес (20MnCr5), с целью проведения описанных выше испытаний с резанием летучей фрезой. В этом случае инструменты, снабженные покрытием, предлагаемым в настоящем изобретении, обеспечивали возможность увеличения скорости резания с vc=200 м/мин до vc=300 м/мин, причем на каждый инструмент приходилось такое же количество изготовленных деталей вплоть до его износа. Тем самым сокращалось время механической обработки и, следовательно, повышалась производительность по сравнению с использованием инструментов, снабженных соответствующим уровню техники покрытием на основе AlCrN.
На фиг. 5 представлен профиль состава предлагаемого в изобретении и нанесенного в соответствии с примером 1 покрытия, полученный методом масс-спектрометрии вторичных ионов (МСВИ) с использованием первичных ионов Cs+ с энергией 5 кВ. На графике отмечены части 216а и 216с покрытия. На фиг. 5А показаны результаты элементного анализа без учета примесей. На фиг. 5Б показаны результаты элементного анализа с учетом примесей, содержащихся в покрытии.
Реферат
Изобретение относится к покрытию на основе AlCrN, обеспечивающему исключительную устойчивость к кратерному износу в ходе операций сухого резания, например при зубофрезеровании. Покрытие, нанесенное на поверхность подложки, содержит многослойную пленку, состоящую из нескольких слоев А и нескольких слоев В, нанесенных чередующимися друг на друга и образующих структуру А/В/А/В/А…, в которой слои А содержат нитрид алюминийхромбора, а слои В содержат нитрид алюминийхрома и не содержат бора. Упомянутая многослойная пленка содержит по меньшей мере первую часть и последнюю часть, причем среднее содержание бора в первой части покрытия выше, чем среднее содержание бора в последней части покрытия. Остаточное напряжение сжатия в первой части ниже, чем в последней части покрытия. Предложен способ изготовления указанного покрытия, в котором многослойную пленку изготавливают с помощью методов физического осаждения из газовой фазы. Первую часть покрытия и последнюю часть покрытия в многослойной пленке наносят с использованием одной и той же схемы нанесения покрытия, включая одни и те же мишени и одни и те же параметры нанесения покрытия, за исключением потенциала смещения. Для нанесения первой части покрытия в многослойной пленке используют отрицательный потенциал смещения, который по абсолютному значению ниже отрицательного потенциала смещения, используемого для нанесения последней части покрытия в многослойной пленке. Обеспечивается покрытие, которое позволяет значительно снизить кратерный износ и износ по задней поверхности режущего инструмента, улучшить рабочие характеристики и увеличить ресурс стойкости режущего инструмента. 2 н. и 13 з.п. ф-лы, 5 ил., 1 табл.
Формула
Документы, цитированные в отчёте о поиске
Покрытое изделие с нанослойной системой покрытия
Комментарии