Способ получения поверхностей высокого качества и изделие с поверхностью высокого качества - RU2435871C2
Код документа: RU2435871C2
Чертежи









Описание
Область техники
Изобретение относится к основанному на лазерной абляции способу нанесения покрытий с целью получения поверхностей высокого качества, а также к изделию, имеющему поверхность высокого качества. Изобретение обеспечивает экономичное получение поверхностей высокого качества и изделий с такими поверхностями. С помощью изобретения высококачественные поверхности с покрытиями из различных материалов, имеющие, как следствие, различные свойства, могут быть экономичным образом нанесены на широкий круг изделий.
Уровень техники
Лазерная технология добилась в последние годы значительных успехов, и в настоящее время могут быть изготовлены лазерные системы на базе полупроводниковых волокон, обладающие достаточной эффективностью для использования, например, в холодной абляции. Лазеры, предназначенные для холодной абляции, включают пикосекундные и фемтосекундные лазеры. Среди пикосекундных лазеров для холодной абляции применимы лазеры с длительностью импульсов 100 пс или менее. Пикосекундные лазеры отличаются от фемтосекундных как по длительности импульсов, так и по частоте их следования. Новейшие коммерческие пикосекундные лазеры имеют частоту следования импульсов в интервале 1-4 МГц, тогда как фемтосекундные лазеры работают при частотах следования импульсов, лежащих в диапазоне килогерц. В оптимальном варианте холодная абляция позволяет осуществить абляцию материала без того, чтобы удаляемый за счет абляции материал подвергался процессам теплопереноса; другими словами, удаляемый материал подвергается только воздействию энергии импульса
В дополнение к истинно волоконным полупроводниковым лазерам с диодной накачкой существуют конкурирующие с ними лазерные источники с ламповой накачкой, в которых лазерный пучок сначала направляется в волокно, а из него - на обрабатываемую зону. Насколько это известно заявителю, на дату приоритета настоящего изобретения подобные волоконные лазерные системы являются в настоящее время единственным средством получения в промышленном масштабе продуктов, обработанных посредством лазерной абляции.
Ограничения, накладываемые на лазерный пучок использованием волокон в современных волоконных лазерах, сужают диапазон материалов, которые можно подвергнуть абляции. В то время как алюминий можно подвергнуть абляции при умеренной интенсивности лазерных импульсов, материалы, менее склонные к абляции, такие как медь, вольфрам и др., требуют существенного повышения импульсной мощности.
Другим недостатком известных решений является малая ширина сканирующего лазерного пучка. Обычно линейное сканирование осуществлялось с применением сканеров, использующих зеркальные пленки. В этом случае теоретически возможно получить ширину линии (полосы) сканирования, примерно равную 70 мм. Однако на практике проблематично сохранять постоянную ширину полосы даже на уровне 30 мм, поскольку края интервала сканирования могут оказаться неоднородными по качеству и/или отличными в этом отношении от центральных зон. Малые значения ширины сканирования также делают известное лазерное оборудование экономически невыгодным или технически непригодным для нанесения покрытий на крупные, широкие объекты в промышленных условиях.
Насколько это известно заявителю, на дату приоритета изобретения эффективная мощность известного оборудования для абляции составляла только 10 Вт. При этом частота следования (повторения) лазерных импульсов могла быть ограничена всего 4 МГц. При попытках дальнейшего увеличения частоты повторения известные сканеры не обеспечивали контроль по направлению для довольно значительной части лазерных импульсов, которые могли попадать как на стенки лазерного аппарата, так и на аблированный материал в форме плазмы. Это приводило к ухудшению как качества поверхности, сформированной аблированным веществом, так и производительности нанесения. Кроме того, поток излучения, попадающий на мишень, оказывался недостаточно однородным, что проявлялось в структуре формируемой плазмы, которая, попадая на покрываемую поверхность, формировала поверхностный слой неоднородного качества. Данные проблемы обостряются с увеличением размеров плазменного факела, который требуется создать.
Производительность нанесения пропорциональна частоте следования (повторения) импульсов. В известных сканерах, использующих зеркальные пленки, имеют место остановки зеркал. Кроме того, поскольку сканер подобного типа, в дополнение к остановкам, должен как замедлять, так и ускорять свое движение до новой остановки (а также изменять направление своего движения), попытки увеличить скорость нанесения путем повышения частоты следования импульсов приводят к неравномерному смещению последовательных импульсов по мишени. Как следствие, материал мишени расходуется неравномерно, особенно на участках, соответствующих остановкам сканера, т.е. на краях интервала сканирования. При этом неоднородность формируемой плазмы и, следовательно, качества покрытия может быть существенной и даже недопустимой для применений, требующих однородных по качеству покрытий. Кроме того, неравномерный расход материала мишени может в некоторых случаях приводить к формированию фрагментов в виде частиц, что особенно неблагоприятно влияет на результаты лазерной обработки, в первую очередь формообразующей. Так, обрабатываемая поверхность становится шероховатой и, кроме того, приобретает неблагоприятную структуру в непосредственной близости от обрабатываемой зоны.
Кроме того, возвратные движения в сканерах на основе зеркальных пленок генерируют инерционные силы, создающие нагрузку на конструкцию в целом, приводящую к появлению зазоров в опорах. Это означает, что со временем возможны смещения зеркальной структуры, особенно если сканер, применяющий зеркальные пленки, используется на пределе своих технических возможностей. В таких случаях инерционные силы могут ограничивать движение подобных сканеров и, следовательно, их быстродействие. Остановки сканера, использующего пленочное зеркало, ограничивают часть рабочего цикла, соответствующую движению сканера, и эта часть становится слишком короткой для того, чтобы ее можно было эффективно использовать для получения плазмы, аблируемой из мишеней. Рабочий цикл становится неудовлетворительным, поскольку лишь небольшая его часть может использоваться эффективно даже тогда, когда нанесение осуществляется медленно. Таким образом, основными результатами остановок сканеров на основе зеркальных пленок являются крайне медленное формирование плазмы, нестабильность в долговременной перспективе, а также попадание в плазму фрагментов типа частиц. При этом такое попадание оказывает заметное влияние на поверхности обрабатываемого объекта и/или мишеней и отражается на качестве покрытий, наносимых на объекты. Кроме того, эффективная ширина линии сканирования на поверхности мишени может быть весьма малой.
Проблемы в известных установках связаны также с изменениями фокусировки лазерного пучка, в процессе абляции, относительно испаряемого материала, что сразу же отражается на качестве плазмы. Действительно, при этом плотность энергии в импульсе на поверхности будет, как правило, уменьшаться, так что испарение материала (с образованием плазмы) перестает быть полным. В результате формируется низкоэнергетическая плазма при неизбежном образовании значительных количеств фрагментов/частиц, а также при изменении морфологии поверхности в случае возможных изменений адгезии покрытия и/или толщины покрытия.
В недавние годы значительное совершенствование лазерной технологии обеспечило средства для создания высокоэффективных лазерных систем, основанных на использовании полупроводниковых волокон и обеспечивающих существенный прогресс методов холодной абляции.
Однако волокна в обычных волоконных лазерах не позволяют достичь высокой мощности в применениях, когда импульсное лазерное излучение переносится по волокну к зоне обработки при достаточно высокой средней мощности. На уровнях мощности, необходимых в зоне обработки, обычные волокна не могут выдерживать потери, обусловленные поглощением в волокне. Одна из причин использования волоконной технологии для переноса лазерного пучка от источника к мишени заключалась в том, что распространение даже единственного лазерного пучка по воздуху представляет серьезную опасность для рабочих в промышленных условиях, что делает такое решение технически трудно реализуемым, если вообще возможным.
На дату приоритета настоящего изобретения полностью волоконные полупроводниковые лазеры с диодной накачкой конкурируют с лазерами, использующими ламповую накачку. В лазерах обоих типов лазерный пучок сначала вводится в оптическое волокно, а затем подается по нему на мишень. Такие волоконные лазерные системы являются единственными пригодными для осуществления производства с применением лазерной абляции в промышленном масштабе.
Существующие волокна для волоконных лазеров и низкая мощность излучения таких лазеров, видимо, ограничивают выбор материалов, пригодных в качестве мишеней для испарения/абляции. В то время как испарение/абляция алюминия может быть облегчена в случае малой импульсной мощности, материалы, более сложные для проведения испарения/абляции, такие как медь, вольфрам и др., требуют более высокой импульсной мощности. Это относится и к ситуации, когда известные технологии желательно расширить на новые, представляющие интерес химические вещества. В качестве примеров можно привести, в частности, изготовление алмазов непосредственно из углерода (графита) или изделий из оксида алюминия непосредственно из алюминия и кислорода посредством соответствующей реакции в газовой фазе в условиях, соответствующих завершению лазерной абляции.
Одним из наиболее значительных препятствий для дальнейшего развития лазерно-волоконных технологий представляется ограниченная способность волокон выдерживать мощные лазерные импульсы без разрушения волокна или без ухудшения качества лазерного пучка.
При применении новых вариантов холодной абляции делались попытки решить проблемы, связанные с качеством и производительностью при изготовлении покрытий, тонкопленочных изделий, а также с резкой, прорезанием, гравированием и т.п., путем ввода в волокно лазерного излучения повышенной мощности и уменьшения сечения лазерного пучка на мишени. Однако значительная доля мощности превращалась при этом в шумы. Проблемы, связанные с качеством и производительностью, остались нерешенными, несмотря на то, что некоторым производителям лазеров удалось преодолеть трудности, связанные с повышением мощности лазеров. Репрезентативные образцы покрытий/тонких пленок, а также операции резки/гравирования/вырезания и др. были продемонстрированы только для низких частот следования импульсов, узких интервалов сканирования и больших длительностей обработки, непригодных для промышленных применений, особенно для крупных изделий.
При постоянной энергии, заключенной в импульсе, его мощность возрастает при сокращении его длительности; однако, по мере сокращения длительности имеет место обострение проблем. Это обострение имеет место даже в случае наносекундных лазеров (которые, правда, не используются как таковые при осуществлении холодной абляции).
Дальнейшее уменьшение длительности импульсов до фемто- или даже аттосекундного диапазона делает рассмотренную проблему практически неразрешимой. Так, в пикосекундной лазерной системе с длительностью импульса 10-15 пс энергия импульса для лазера мощностью 100 Вт и частотой следования импульсов 20 МГц должна составлять 5 мкДж для пятна (зоны) с линейным размером 10-30 мкм. По имеющимся данным, волокна, способного выдерживать подобные импульсы, на дату приоритета настоящего изобретения не было известно.
При заданном сечении волокна, чем короче импульс, тем большее количество энергии необходимо передать по волокну в течение фиксированного временного интервала. В рассмотренных выше ситуациях в отношении длительности и мощности лазерного импульса мощность в отдельном импульсе может составлять около 400 кВт. Насколько это известно заявителю, на дату приоритета изобретения изготовление волокна, способного выдержать хотя бы 200 кВт и пропустить импульс длительностью 15 пс без искажения оптимального профиля импульса, не представлялось возможным Если ставится задача устранить ограничения для формирования плазмы из любого доступного материала, импульсная мощность должна свободно выбираться, например, в интервале от 200 кВт до 80 МВт. Существующие ограничения для волоконных лазеров обусловлены не только волокном, но и проблемами связывания отдельных лазеров с диодной накачкой посредством оптических соединителей для достижения желательного уровня суммарной мощности. Подобный комбинированный пучок затем направляется обычным способом в зону обработки по единственному волокну.
Следовательно, при их использовании в линиях переноса импульсов высокой мощности в зону обработки, оптические соединители должны выдерживать, по меньшей мере, такую же мощность, что и сами волокна. Даже при работе с обычными уровнями мощности изготовление приемлемых оптических соединителей является весьма дорогостоящим, а их функционирование представляется ненадежным, причем имеет место износ таких соединителей. Это означает, что по истечении некоторого периода времени их необходимо заменять.
Производительность при этом пропорциональна частоте следования импульсов. С одной стороны, в известных сканерах, использующих зеркальные пленки (гальваносканерах или иных сканерах с колебательным приводом), рабочий цикл которых включает движение в прямом и обратном направлениях, проблемы создают остановка зеркал в обеих конечных точках их траектории, а также ускорение и замедление движения вблизи этих точек (предусматривающие мгновенную остановку). Это обстоятельство ограничивает как применение зеркала в качестве сканера, так и (особенно) диапазон сканирования. В случае попыток повышения производительности увеличением частоты следования импульсов ускорение и замедление движения зеркала приведут либо к уменьшению диапазона сканирования, либо к неравномерному распределению излучения и, следовательно, плазмы на мишени при падении излучения на мишень.
Кроме того, при осуществлении попыток повысить производительность формирования покрытий/тонких пленок простым увеличением частоты повторений импульсов вышеупомянутые сканеры будут направлять неконтролируемым образом импульсы в зону мишени с частичным наложением уже при низкой частоте повторений (измеряемой в килогерцах).
Те же, причем более резко выраженные, проблемы существуют и для наносекундных лазеров, использующих импульсы с большей длительностью и с высокой энергией. В этом случае даже единственный наносекундный импульс приводит к существенной эрозии материала мишени.
В известных методах может иметь место не только неравномерный износ материала мишени, возможно и фрагментирование этого материала с ухудшением качества плазмы. Соответственно ухудшается качество поверхности, покрываемой с использованием такой плазмы. В частности, на поверхности могут находиться частицы, плазма может быть распределена между зонами недостаточно равномерно, в результате поверхность будет состоять из различных фрагментов. Данные проблемы, актуальные для применений, требующих повышенной точности, могут отсутствовать, например, применительно к краскам или пигментам при условии, что указанные дефекты находятся ниже уровня, допустимого для соответствующего конкретного применения. В известных методах мишень используется однократно, т.е. одна и та же ее поверхность не может быть использована повторно. Данная трудность ранее преодолевалась работой только со свежей поверхностью мишени с соответствующим перемещением материала мишени и/или облучаемой зоны.
При формообразующей обработке или аналогичных операциях наличие остатков материала в виде его фрагментов может приводить к неровной линии разреза или неровному шву, что является недопустимым, например, при сверлении отверстий в устройствах контроля потока. При этом высвобождаемые фрагменты могут придавать поверхности неровный вид, недопустимый в некоторых приложениях, например в производстве некоторых полупроводниковых изделий.
Кроме того, возвратные движения в сканерах на основе зеркальных пленок генерируют инерционные силы, создающие нагрузку на конструкцию в целом, но также и на опоры, в которых установлено зеркало и/или посредством которых зеркало приводится в движение. Эти инерционные силы способны постепенно ухудшать качество крепления зеркала, особенно если это зеркало используется на пределе своих технических возможностей. В результате в долговременной перспективе возможны смещения зеркала в его держателе, что может проявляться в снижении воспроизводимости качества получаемого изделия. Как следствие остановок и соответствующих изменений скорости движения сканер, использующий пленочное зеркало, имеет слишком ограниченный диапазон сканирования, чтобы его можно было использовать для абляции и получения плазмы. Эффективный рабочий цикл является коротким по сравнению с полным циклом, хотя работа в любом случае осуществляется медленно. Таким образом, в аспекте повышения производительности сканеров с зеркальными пленками они характеризуются низкой производительностью при получении плазмы, малым диапазоном сканирования, нестабильностью в длительной перспективе при высокой вероятности возникновения трудностей, связанных с нежелательным испусканием вместе с плазмой частиц, которые могут попадать на изделия при воздействии на них плазмой в процессе их формообразующей обработки и/или нанесения покрытия. В этом случае продукты формообразующей обработки и/или нанесения покрытия также приобретают нежелательные свойства.
С технологией волоконных лазеров связаны и другие проблемы. Например, большие количества энергии нельзя передать по оптическому волокну без его расплавления и/или разрушения или без существенной деградации качества лазерного пучка в случае деформации профиля пучка как следствие переноса по нему высокой энергии. Даже импульс с энергией 10 мкДж может повредить волокно, если в нем имеется хотя бы небольшой дефект в отношении структуры или качества. В оптико-волоконной технологии элементами, особенно подверженными повреждениям, являются оптико-волоконные соединители, объединяющие, например, множество источников мощности, таких, например, как диоды накачки.
Чем короче импульс, тем выше его мощность. Это означает, что данная проблема становится более острой по мере того, как импульс при той же энергии становится более коротким. Особенно заметной данная проблема становится для наносекундных лазеров.
Дальнейшее уменьшение длительности импульсов до фемто- или даже аттосекундного диапазона делает рассмотренную проблему практически неразрешимой. Так, в пикосекундной лазерной системе с длительностью импульса 10-15 пс энергия импульса для лазера мощностью 100 Вт и частотой следования импульсов 20 МГц должна составлять 5 мкДж для пятна (зоны) с линейным размером 10-30 мкм. По имеющимся данным, волокна, способного выдерживать подобные импульсы, на дату приоритета настоящего изобретения не было известно.
В лазерной абляции, которая представляет важную область применения волоконных лазеров, обеспечение максимальной и оптимальной энергии в импульсе является важной задачей. Применительно к ситуации, когда длительность импульса равна 15 пс, его энергия равна 5 мкДж при общей мощности 1000 Вт, мощность в импульсе составляет 400000 Вт (400 кВт). По имеющимся у заявителя данным, на дату приоритета настоящего изобретения никому не удалось изготовить волокно, по которому можно было бы передать хотя бы импульс мощностью 200 кВт при длительности 15 пс таким образом, чтобы он сохранил свой оптимальный профиль.
В любом случае, если ставится цель обеспечить неограниченные возможности при получении плазмы из любого доступного материала, уровень мощности в импульсе должен достаточно свободно выбираться, например, в интервале от 200 кВт до 80 МВт.
Однако проблемы, ассоциированные с современными волоконными лазерами, связаны не только с волокном, но и с подводом, с помощью оптических соединителей, излучения от отдельных диодных источников таким образом, чтобы обеспечить требуемую мощность и тем самым обеспечить возможность подвода результирующего пучка к зоне обработки по единственному волокну.
Приемлемые оптические соединители должны выдерживать такую же мощность, что и оптическое волокно, по которому мощный лазерный импульс подводится к зоне обработки. В дополнение, профиль импульса должен оставаться оптимальным на всех этапах переноса лазерного пучка. Оптические соединители, способные выдержать даже достигнутые уровни мощности, являются крайне дорогими в изготовлении и обладают довольно низкой надежностью. Кроме того, они представляют собой компоненты, подверженные износу, т.е. требуют периодической замены.
Известным технологиям, применяющим лазерные пучки и абляцию, свойственны проблемы, связанные с мощностью и качеством, особенно в случае использования сканеров, поскольку частота следования импульсов не может быть увеличена до значения, которое сделает возможным применение абляции в массовом производстве изделий высокого и однородного качества. Кроме того, известные сканеры устанавливаются снаружи блока испарителя (вакуумной камеры), так что лазерный пучок требуется направлять в вакуумную камеру через оптическое окно, что всегда будет приводить к некоторой потере мощности.
В соответствии с информацией, доступной заявителю, на дату приоритета изобретения эффективная мощность известного оборудования для абляции составляла только 10 Вт, а частота следования лазерных импульсов могла быть ограничена всего 4 МГц. В случае попыток дальнейшего увеличения частоты повторения использование известных сканеров приводило к тому, что значительная часть лазерных импульсов неконтролируемым образом направлялась на стенки лазерного аппарата и на аблированный материал в форме плазмы. Это приводило к ухудшению как качества поверхности, сформированной аблированным веществом, так и производительности нанесения. Кроме того, поток излучения, попадающий на мишень, оказывался недостаточно однородным, что проявлялось в структуре формируемой плазмы, которая, попадая на покрываемую поверхность, формировала поверхностный слой неоднородного качества.
По этой же причине в случае формообразующей обработки, когда мишень является обрабатываемым объектом или его частью, поверхности которого (которой) нужно придать требуемый профиль, возможно ухудшение эффективности резания и качества реза. Кроме того, существует риск попадания на поверхность вокруг зоны обработки (как и на любую поверхность, на которую наносится покрытие) фрагментов или осколков. Далее, при использовании известной технологии для нанесения нескольких слоев, т.е. для многократной обработки поверхности, требуется значительное время, причем конечный результат не всегда имеет требуемую однородность по качеству.
У сканеров, известных заявителю на дату приоритета изобретения, скорости сканирования составляют примерно 3 м/с, и даже эта скорость не остается постоянной, а изменяется в процессе сканирования. Это обусловлено, в основном, тем, что известные сканеры используют поворотные зеркала, которые останавливаются при достижении конца интервала сканирования, после чего движутся в противоположном направлении, повторяя цикл сканирования. Зеркала, совершающие возвратные перемещения, известны, но с ними связаны те же проблемы, обусловленные неравномерностью движения. Технология абляции, реализованная с плоскими зеркалами, описана в патентных публикациях US 6372103 и US 6063455. Поскольку из-за наличия ускорения, замедления и остановки движения скорость сканирования является непостоянной, выход плазмы, генерируемой за счет испарения в облучаемой зоне, является различным в разных точках мишени, особенно на краях интервала сканирования (поскольку выход, а также качество плазмы существенно зависят от скорости сканирования). При этом можно сделать общий вывод, что чем больше энергия в импульсе и количество импульсов в единицу времени, тем сильнее рассмотренный недостаток будет проявляться применительно к известным устройствам. В случае успешной абляции вещество испаряется в форме атомарных частиц. При наличии каких-то помех материал мишени будет выбиваться в виде фрагментов, размеры которых могут достигать нескольких микрометров, что, естественно, влияет на качество поверхности, образующейся в результате абляции.
Поскольку реализованные скорости сканирования являются низкими, увеличение частоты следования импульсов создаст такие высокие уровни энергии, направляемые на зеркала, что современные зеркальные конструкции могут расплавиться или сгореть, если только не увеличить сечение пучка до его подачи на сканер. Поэтому между сканером и мишенью необходимо дополнительно устанавливать коллективную линзу. Принцип действия современных сканеров требует, чтобы они были легкими. Это означает, что масса, поглощающая лазерную энергию, должна быть малой. Данное обстоятельство увеличивает риск расплавления/сгорания в известных системах абляции.
Одной из проблем известных решений является малая ширина сканирующего лазерного пучка. В этих решениях используется линейное сканирование с применением сканеров, использующих зеркальные пленки. В данном случае теоретически возможно получить ширину линии (полосы) сканирования, примерно равную 70 мм. Однако на практике проблематично сохранять постоянную ширину полосы даже на уровне 30 мм, поскольку края интервала сканирования могут оказаться неоднородными по качеству и/или отличными в этом отношении от центральных зон. Малые значения ширины сканирования также делают известное лазерное оборудование экономически невыгодным или технически непригодным для нанесения покрытий на крупные, широкие объекты в промышленных условиях.
Если в известных системах возникает ситуация, когда лазерный пучок оказывается расфокусированным, формируемая плазма может иметь довольно низкое качество. Кроме того, она может включать фрагменты мишени. Одновременно материал мишени, который требуется испарить, может быть поврежден до такой степени, что его нельзя будет использовать дальше. Такая ситуация типична для уровня техники в случае использования мишени, имеющей слишком большую толщину. Чтобы поддерживать оптимальную фокусировку, мишень нужно перемещать в направлении падения лазерного пучка на расстояние, эквивалентное глубине израсходованного слоя мишени. Данная проблема, однако, остается нерешенной: даже если мишень и можно привести в положение фокусировки, структура и состав ее поверхности могут измениться, причем масштаб таких изменений будет пропорционален количеству испаренного вещества мишени. Структура поверхности толстой мишени в соответствии с уровнем техники будет также изменяться по мере ее износа. Данная проблема является особенно ощутимой, если мишень является композитом или сплавом.
При использовании известных систем изменения фокусировки лазерного пучка, в процессе абляции, относительно испаряемого материала сразу же отражаются на качестве плазмы. Действительно, при этом плотность энергии в импульсе на поверхности будет, как правило, уменьшаться, так что испарение материала (с образованием плазмы) перестает быть полным. В результате формируется низкоэнергетическая плазма при неизбежном образовании значительных количеств фрагментов/частиц, а также при изменении морфологии поверхности в случае возможных изменений адгезии покрытия и/или его толщины.
Предпринимались попытки смягчить данную проблему путем изменения фокусировки. Если в известном оборудовании частота лазерных импульсов является низкой, например менее 200 кГц, а скорость сканирования составляет только 3 м/с или менее, скорость изменения интенсивности плазмы мала, так что у оборудования достаточно времени, чтобы среагировать на изменение этой интенсивности путем настройки фокуса. Так называемые системы измерения интенсивности плазмы в реальном времени применимы, когда: а) качество поверхности и ее однородность несущественны или b) скорость сканирования мала.
Таким образом, согласно информации, доступной заявителю на дату приоритета изобретения, известная технология не позволяет получить высококачественную плазму. Как следствие, известные устройства не позволяют обеспечить в промышленных условиях высокое качество для большого количества покрытий.
Системы в соответствии с уровнем техники требуют для своего функционирования сложных средств регулировки. Согласно известным методам мишень имеет обычно форму толстого прутка или листа. При этом необходимо использовать линзовую фокусирующую систему или перемещать мишень, по мере ее расходования, в направлении лазерного пучка. Даже экспериментальные попытки практически реализовать известный принцип являются сложными и дорогими (если они вообще осуществимы достаточно надежным образом). При этом качество остается непостоянным, что делает точное управление процессом практически невозможным. Кроме того, изготовление толстой мишени является дорогостоящим.
Упомянутые патентные документы раскрывают технологию подачи лазерного излучения на аблируемую мишень только при условии, что оно имеет преимущественно S- или Р-поляризацию или круговую поляризацию, так что эта технология непригодна для излучения со случайной поляризацией.
Раскрытие изобретения
Известные способы нанесения покрытий, основанные на лазерной абляции или на других конкурирующих методах, не позволяют получать поверхности, однородность которых является высокой на уровне нанотехнологии. Даже без учета того, что такие поверхности не являются однородными, они, как правило, всегда покрыты микронными частицами, которые либо частично проникли в покрытие, либо расположены на его поверхности. Неоднородное качество поверхности, в том числе в сочетании с указанными частицами, ухудшает оптическое качество (прозрачность) поверхности или делает его совершенно неприемлемым, ослабляет трибологические свойства поверхности и часто ослабляет адгезию сформированной поверхности к покрываемой подложке.
Существует длительная потребность в промышленном производстве твердых, свободных от царапин поверхностей, хотя, например, алмазные покрытия существуют уже более 50 лет. Однако даже в настоящее время для пленок из алмазоподобного аморфного углерода (diamondlike carbon - DLC) максимальная рабочая температура составляет только 200°С, при этом они имеют низкое оптическое качество (являются черными) при толщине всего 1 мкм.
Даже если какая-то поверхность сформирована, она обычно легко отделяется от поверхности подложки, причем толщину формируемой поверхности трудно регулировать. Наносить покрытие на трехмерные объекты практически невозможно, причем процесс нанесения (даже в случае успеха) является крайне медленным и непригодным в промышленных условиях из-за высоких производственных затрат. Формирование трехмерных объектов невозможно даже в чисто техническом отношении. Получение поверхностей из сапфира (монокристаллического оксида алюминия), например, на поверхности маленьких линз известными методами все еще невозможно, хотя такое решение было бы эффективным по оптическим характеристикам и благодаря высокой твердости покрытия для многих различных применений.
Настоящее изобретение относится к способу лазерной абляции для нанесения покрытия (покрытий) на объект, имеющий одну или более поверхностей. Согласно изобретению покрытие на указанном объекте формируют, как на подложке, посредством абляции мишени с помощью импульсного лазера для холодной обработки таким образом, что однородность поверхности, образующейся на покрываемом объекте, составляет ±100 нм. В дополнение, качество поверхностей объектов, изготавливаемых согласно способу по изобретению, таково, что эти поверхности не содержат частиц с микроразмерами (>1 мкм) и предпочтительно не содержат никаких частиц с размерами более 100 нм. В оптимальном варианте сформированные поверхности не содержат частиц с размерами более 25 нм. Подобные поверхности имеют отличные оптические свойства, однородное качество и другие постоянно востребованные характеристики.
Настоящее изобретение позволяет изготовить, в том числе в промышленных условиях, любую плоскую или трехмерную поверхность или даже трехмерный объект с высоким качеством и экономично.
Изобретение относится также к объекту, на котором, как на подложке, посредством лазерной абляции, сформированы, в виде покрытий, одна или более поверхностей При этом покрытие на указанный объект нанесено, как на подложку, абляцией мишени импульсным лазером для холодной обработки, в результате чего однородность поверхности покрытия на объекте составляет ±100 нм.
Изобретение основано на неожиданном обнаружении того, что на объекты с планарной и трехмерной геометрией может наноситься (с производительностью, приемлемой для промышленного производства) покрытие с отличными техниескими свойствами (в отношении однородности поверхности, ее шероховатости, твердости и, когда это требуется, оптических характеристик в сочетании с твердостью).
Согласно уровню техники расстояние между материалом аблируемой мишени и подложкой составляет обычно 30-70 мм. Однако неожиданно было обнаружено также, что поверхности высокого качества могут быть изготовлены согласно изобретению при очень коротких расстояниях между мишенью и подложкой, составляющих, например, от 2 мкм до 10 мм. При разработке изобретения было обнаружено также, что применительно к некоторым изделиям покрытия с желаемыми характеристиками могут быть нанесены только при указанных коротких расстояниях.
Далее, было обнаружено, что подобные поверхности высокого качества могут быть изготовлены согласно изобретению при низком вакууме или, при определенных условиях, даже в газовой атмосфере при нормальном (атмосферном) давлении. Тем самым обеспечивается резкое сокращение затрат в результате снижения требований к оборудованию (становятся ненужными высококачественные вакуумные камеры) при одновременном повышении производительности. Ранее нанесение покрытия на некоторые объекты, особенно на крупные, посредством лазерной абляции было невозможно осуществить по экономическим соображениям именно потому, что для крупных объектов требовалось бы строить столь большие и медленно откачиваемые вакуумные камеры, что производство покрытий было бы экономически невыгодным. Кроме того, для некоторых объектов, таких как каменные материалы, содержащие кристаллическую воду, даже при работе в высоком вакууме было бы трудно избежать, особенно в сочетании с повышенными температурами, выделения кристаллической воды, заключенной в камне, приводящего к разрушению обрабатываемого объекта.
Производительность формирования поверхности согласно изобретению является крайне высокой по сравнению с уровнем техники. Тогда как изготовление одного карата (0,2 г) алмаза известными методами занимает 24 ч, способом по изобретению при использовании лазера мощностью 20 Вт изготавливаются, например, 4 карата (0,8 г) в час. Было обнаружено также, что изобретение позволяет в каждом отдельном случае регулировать свойства желаемого материала, например алмаза, в соответствии с потребностями.
Цель изобретения заключается в реализации устройства (аппарата), позволяющего преодолеть или, по меньшей мере, ослабить проблемы, свойственные уровню техники. Другая цель состоит в создании способа, аппарата и/или системы для более эффективного нанесения покрытия на изделия с получением поверхности более высокого качества по сравнению с уровнем техники на дату приоритета настоящего изобретения. Еще одна цель заключается в создании устройства трехмерной печати (3D-принтера) на базе технологии, согласно которой аппарат для обработки поверхности служит для многократного нанесения покрытия на объект с получением более высокого качества поверхности, чем получаемое известными методами на дату приоритета изобретения. Названные цели определяют нижеперечисленные задачи, на решение которых направлено изобретение.
Первая задача, решаемая изобретением, состоит в создании, по меньшей мере, нового способа и/или соответствующих средств решения проблемы практического получения высококачественной плазмы фактически из любой мишени, без формирования каких-либо присутствующих в плазме фрагментов материала мишени. Другими словами, плазма должна быть чистой, а если все же подобные фрагменты присутствуют, они должны быть редкими и иметь размеры, меньшие, чем глубина абляции при получении плазмы из мишени.
Второй задачей является создание, по меньшей мере, нового способа и/или соответствующих средств решения проблемы получения с помощью высококачественной плазмы тонкой и однородной линии разреза, пригодной для использования в способе холодной обработки, посредством которого можно выбивать из мишени материал до глубины абляции без образования каких-либо фрагментов мишени, способных смешиваться с плазмой. Другими словами, плазма должна быть чистой, а если все же подобные фрагменты присутствуют, они должны быть редкими и иметь размеры, меньшие, чем глубина абляции при получении плазмы.
Третья задача заключается в создании, по меньшей мере, нового способа и/или соответствующих средств решения проблемы нанесения покрытия на поверхность, служащую в качестве подложки, используя высококачественную плазму, не содержащую никаких фрагментов в виде частиц, т.е. в случае, когда плазма является чистой. Если все же подобные фрагменты присутствуют, они должны быть редкими и иметь размеры, меньшие, чем глубина абляции при получении плазмы аблированием указанной мишени. Другими словами, задача состоит в нанесении покрытия на подложку с помощью чистой плазмы, которая может быть получена практически из любого материала.
Четвертая задача, решаемая изобретением, состоит в создании, по меньшей мере, нового способа и/или соответствующих средств решения проблемы получения с помощью высококачественной плазмы покрытий с высокой адгезией к подложке при снижении потерь, обусловленных кинетической энергией фрагментов в виде частиц, за счет создания ограничений на образование таких фрагментов или за счет ограничения их размеров, которые должны быть меньше глубины абляции. Кроме того, такие фрагменты, в случае их отсутствия, не образуют холодные поверхности, способные ухудшить однородность плазменной струи вследствие образования зародышей кристаллов и конденсации. Четвертая задача связана также с эффективным преобразованием энергии излучения в энергию плазмы, поскольку благодаря использованию коротких импульсов излучения область, на которую распространяется нагрев, является минимальной. Более конкретно, используются импульсы пикосекундной или даже более короткой длительности при наличии определенного временного интервала между последовательными импульсами.
Пятой задачей является создание, по меньшей мере, нового способа и/или соответствующих средств решения проблемы получения широкой полосы сканирования, в том числе применительно к нанесению покрытий на крупные объекты в промышленном масштабе при сохранении высокого качества плазмы.
Шестая задача заключается в создании, по меньшей мере, нового способа и/или соответствующих средств решения проблемы обеспечения высокой частоты повторения импульсов для использования изобретения в промышленных приложениях в соответствии с вышеперечисленными задачами.
Седьмая задача, решаемая изобретением, состоит в создании, по меньшей мере, нового способа и/или соответствующих средств решения проблемы получения качественной плазмы для нанесения покрытия на поверхности с получением изделий, отвечающих решению всех вышеперечисленных задач, при сохранении качества материала мишени для его последующего использования с получением покрытий/тонких пленок в требуемых зонах.
Дальнейшей задачей является использование подобных способа и средств, отвечающих первым пяти перечисленным задачам, для решения проблемы холодной обработки и/или нанесения покрытий оптимальным образом применительно к каждому типу изделий. Данная задача решается путем генерирования высококачественной плазмы аппаратом для обработки поверхностей, основанным на использовании излучения. Данный аппарат содержит турбосканер, установленный согласно варианту изобретения на траектории пучка излучения, формируемого аппаратом.
При использовании аппарата для обработки поверхностей согласно варианту изобретения удаление материала с обрабатываемой поверхности и/или формирование покрытия могут выполняться на уровне, обеспечивающем высокое качество покрытия даже при высокой производительности и без каких-либо ограничений на мощность излучения.
Другие варианты изобретения охарактеризованы, в качестве примеров, в зависимых пунктах прилагаемой формулы. Варианты изобретения могут быть скомбинированы, когда это возможно.
Варианты изобретения могут быть использованы для изготовления изделий и/или покрытий при достаточно свободном выборе материала изделий. Например, возможно получение полупроводящего алмаза, причем в условиях массового производства, в очень больших количествах, при низкой стоимости, хорошей воспроизводимости и высоком качестве.
Согласно группе вариантов изобретения обработка поверхности основана на применении лазерной абляции, причем в качестве источника излучения может быть использован практически любой лазер, тогда как для направления пучка излучения применяется турбосканер. В частности, могут быть использованы такие источники, как непрерывные или полупроводниковые лазеры, а также импульсные лазерные системы, генерирующие пико-, фемто- и/или аттосекундные импульсы. Такие импульсные системы пригодны для реализации методов холодной обработки. Однако варианты изобретения не ограничены выбором конкретного источника излучения.
Краткое описание чертежей
На фиг.1 представлены данные о различных применениях способа по изобретению.
На фиг.2 представлен аппарат для абляционного нанесения покрытий согласно варианту изобретения.
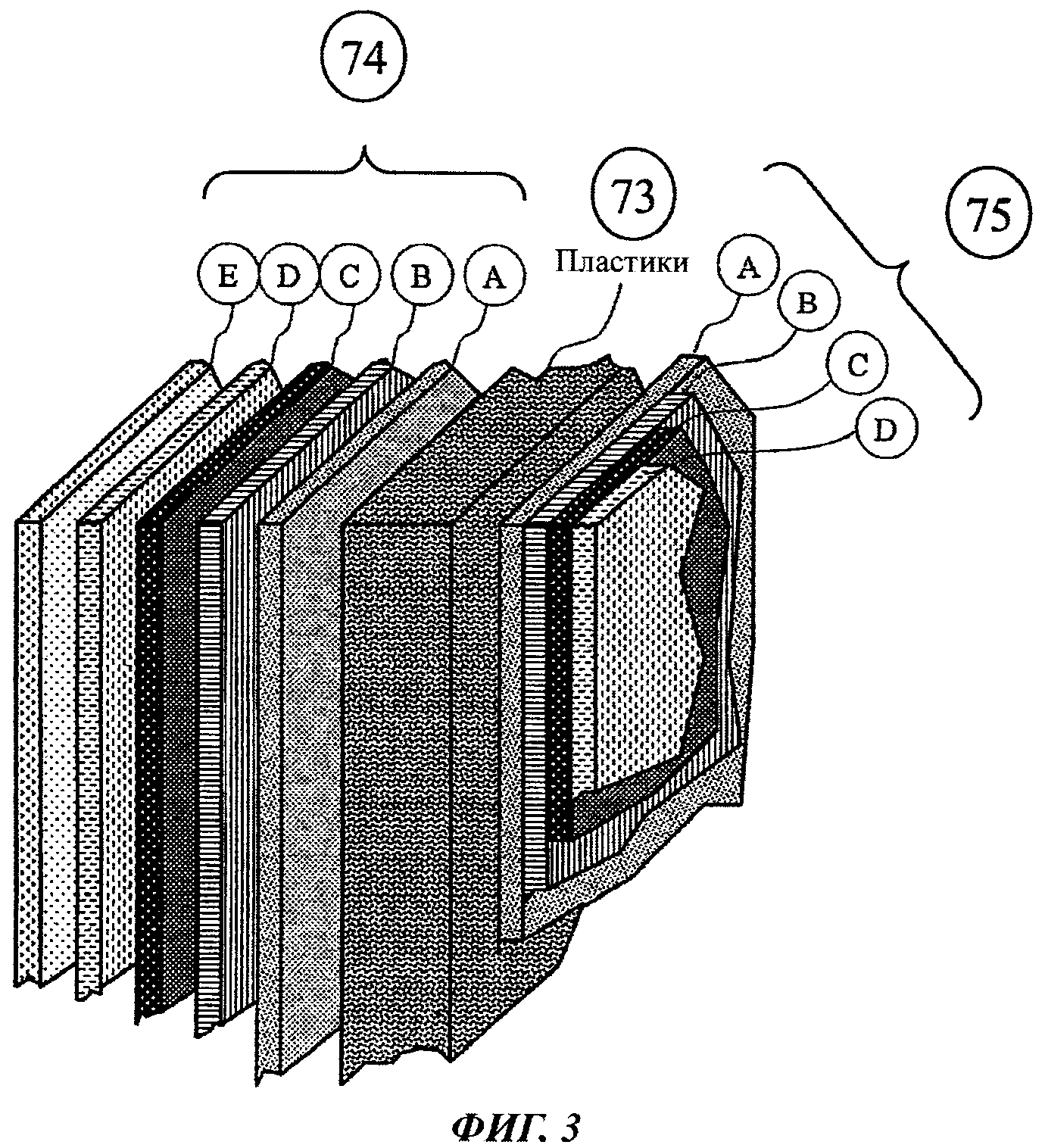
На фиг.3 представлена многослойная подложка, полученная в аппарате согласно варианту изобретения.
На фиг.4. иллюстрируется вариант изобретения, согласно которому в лазерной абляционной системе формируется стержень монокристаллического алмаза. В данной системе исходный углеродный материал 127, который должен быть испарен, представляет собой пиролитический углерод, а расстояние от мишени до подложки равно 4 мм.
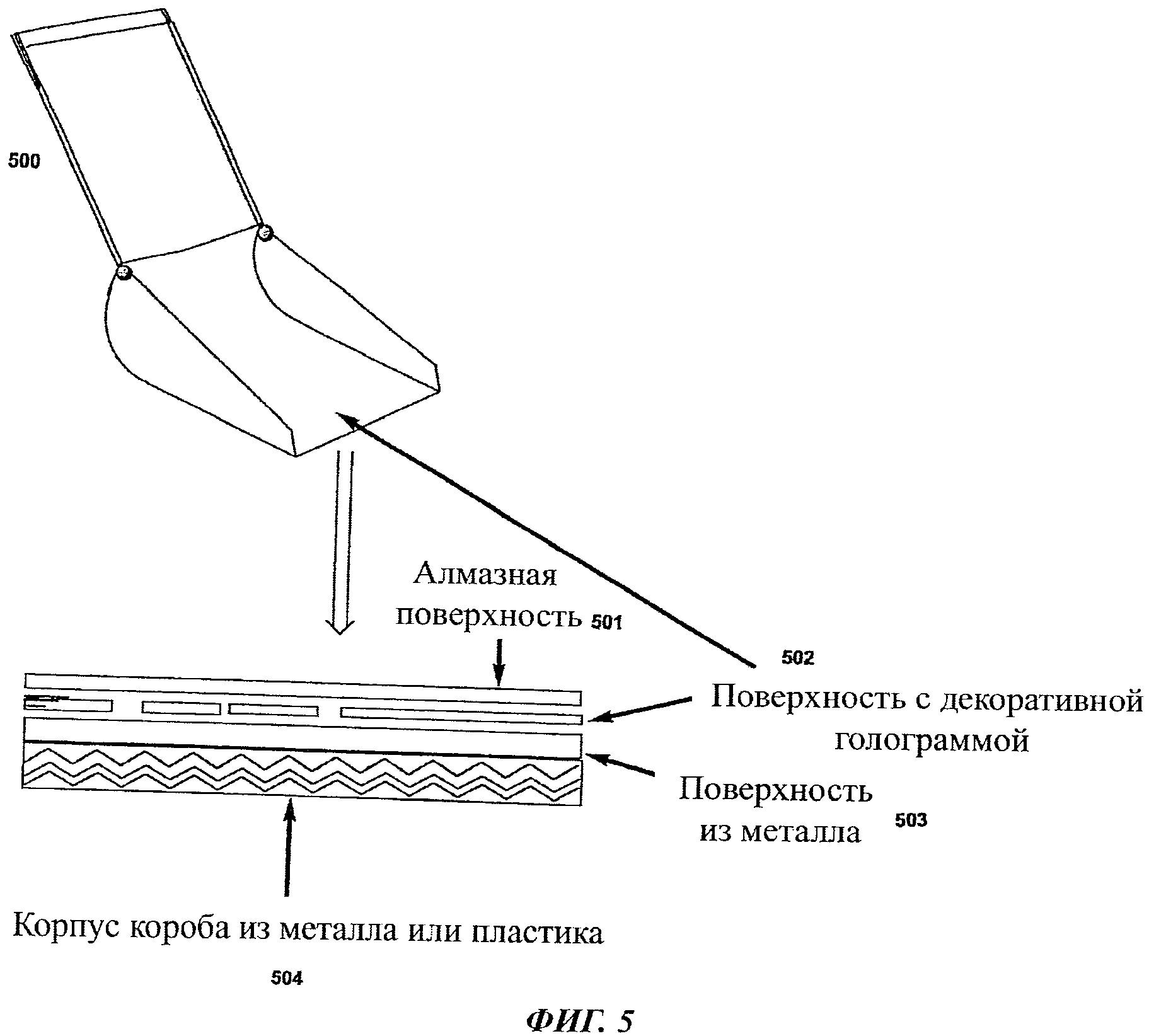
На фиг.5 представлен крупный трехмерный объект (снегоуборочный короб) с покрытием согласно изобретению
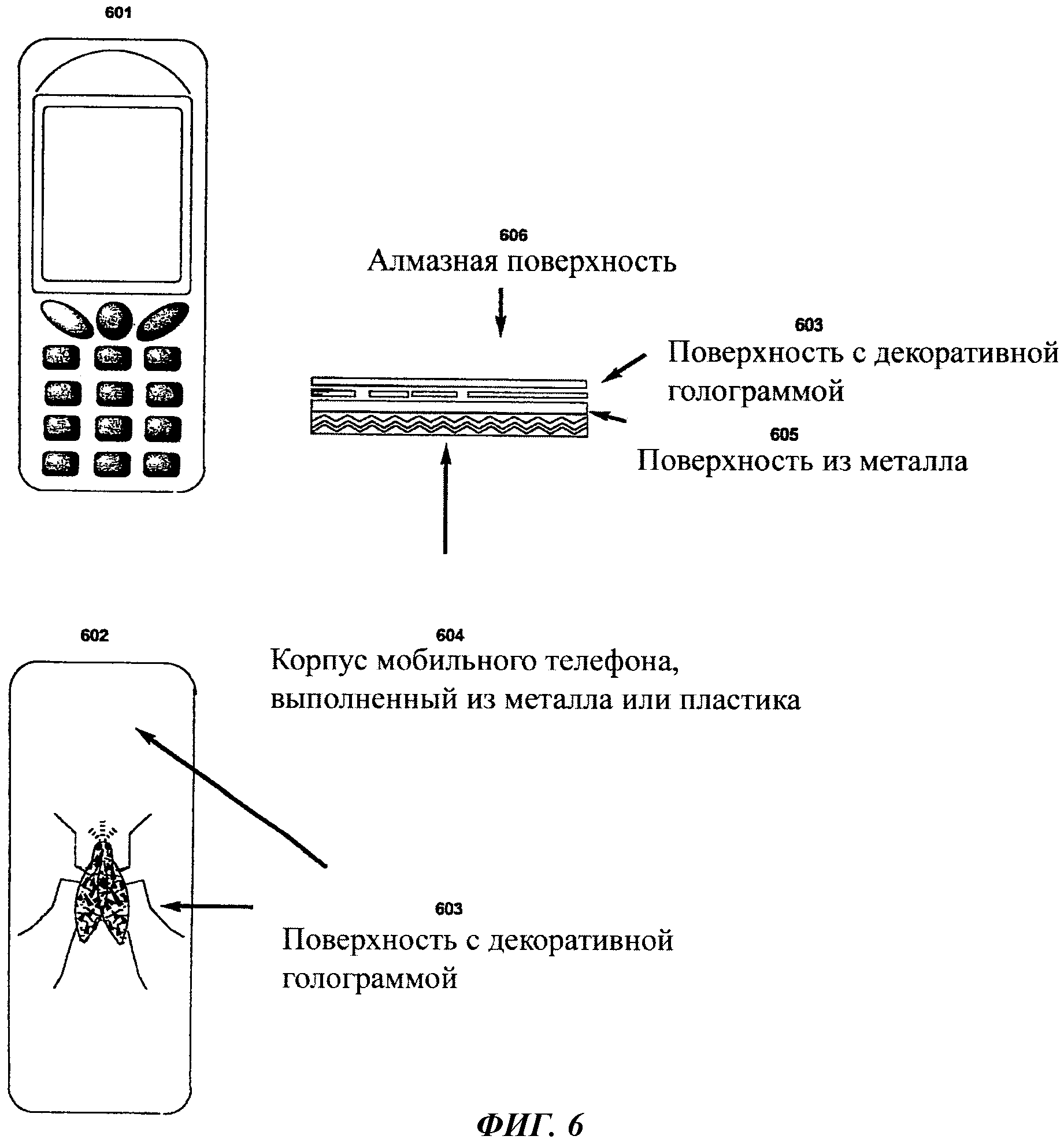
На фиг.6 представлен корпус телекоммуникатора с покрытием согласно изобретению.
На фиг.7 представлен аппарат для абляционного нанесения покрытий согласно варианту изобретения, в котором подаваемая мишень выполнена в виде ленты.
На фиг.8 представлен турбосканер, используемый в некоторых вариантах изобретения для сканирования лазерного пучка
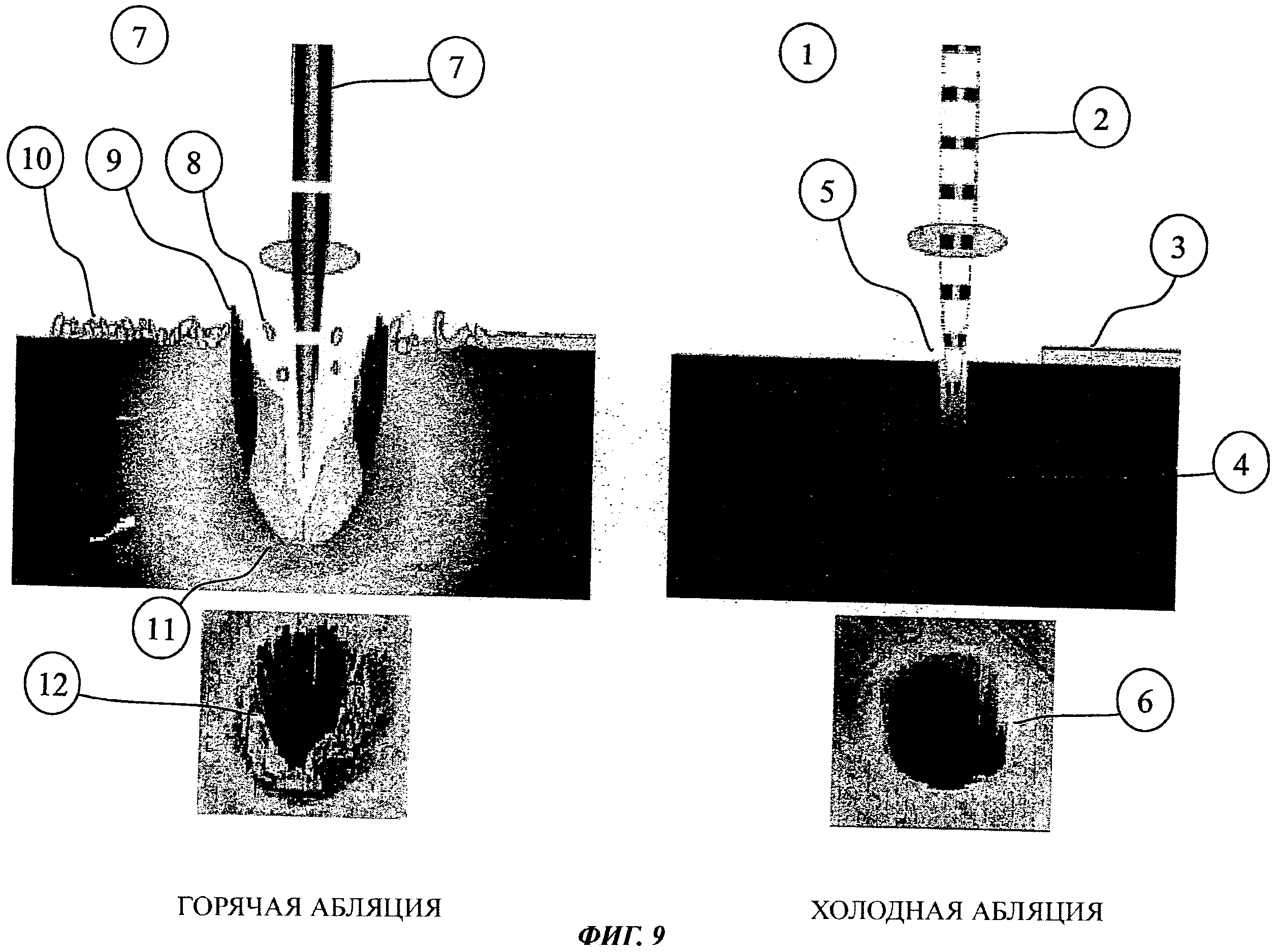
На фиг.9 иллюстрируются различия между горячей обработкой (относительно длинными, микро- и наносекундными лазерными импульсами) и холодной обработкой (короткими, пико- и фемтосекундными лазерными импульсами) в отношении передачи тепла аблируемому материалу и вызываемых этим повреждений мишени.
На фиг.10 иллюстрируются варианты изобретения для нанесения покрытий на изделия из камня.
На фиг.11 представлены медицинские инструменты с покрытием, нанесенным согласно изобретению.
На фиг.12 представлены медицинские изделия с покрытием, нанесенным согласно изобретению.
На фиг.13 показаны части самолета, на которые может быть нанесено покрытие согласно изобретению.
На фиг.14 представлены оптические изделия с покрытием, нанесенным согласно изобретению.
На фиг.15 перечислены примеры изделий с покрытием, нанесенным согласно предпочтительному варианту изобретения
Осуществление изобретения
Изобретение относится к основанному на лазерной абляции способу нанесения покрытия на одну или более поверхностей объекта. Согласно данному способу покрытие на объект, служащий в этом случае подложкой, наносят абляцией мишени таким образом, что однородность поверхности, формируемой на объекте, составляет, по результатам измерений на участке 1 мкм2 с помощью атомно-силового микроскопа (АСМ), ±100 нм.
В предпочтительном варианте однородность указанной поверхности составляет ±25 нм, тогда как в наиболее предпочтительном варианте эта однородность составляет ±2 нм.
При этом данную однородность можно в каждом конкретном случае выбирать в соответствии с заданными требованиями.
Согласно одному варианту на сформированной поверхности отсутствуют частицы с диаметром более 1 мкм. В предпочтительном варианте на покрытой поверхности отсутствуют частицы с диаметром, превышающим 100 нм. В особо предпочтительном варианте на покрытой поверхности отсутствуют частицы с диаметром, превышающим 25 нм.
В способе по изобретению отсутствуют ограничения на толщину покрытия. Согласно изобретению можно получать покрытия с толщиной 1 нм и более Например, можно создать очень толстые покрытия или трехмерные структуры. Расстояние между покрываемым объектом, т.е подложкой, и материалом, аблируемым лазерными пучками, т.е. мишенью, согласно уровню техники составляет 30-70 мм, в предпочтительных вариантах 30-50 мм.
Согласно предпочтительному варианту изобретения расстояние между покрываемым объектом (подложкой) и материалом, аблируемым лазерными пучками (мишенью), составляет 1-10 мм. В другом предпочтительном варианте это расстояние составляет 2-8 мм, в частности 3-6 мм. Требуемое расстояние определяется покрываемой подложкой и качеством и/или техническими характеристиками формируемой поверхности.
В другом варианте изобретения расстояние между мишенью и подложкой уменьшено до 2 мкм - 1 мм. При таких малых расстояниях способом по изобретению получают поверхности с отличной однородностью, например, на "острых" предметах, таких как иглы и ножи, а также различные режущие кромки. Обеспечиваемая твердость поверхности также является отличной. Один из вариантов изобретения соответствует нанесению алмазного покрытия на иглы, ножи и лезвия, особенно на их концы или края. Алмазное покрытие можно заменить каким-либо иным твердым покрытием.
В предпочтительном варианте способа наносимое покрытие формируют из материала, аблированного из единственной мишени.
В другом предпочтительном варианте способа наносимое покрытие формируют из материала, аблированного одновременно из нескольких мишеней.
Еще в одном предпочтительном варианте изобретения покрытие, образующее требуемую поверхность, формируют при введении в плазменный факел, образованный аблированным материалом, реактивного материала, который реагирует с аблированным материалом, содержащимся в плазменном факеле, а образующееся (образующиеся) в результате соединение (соединения) формирует (формируют) указанную поверхность на подложке.
В данном случае в результате абляции мишени лазерными импульсами формируется молекулярный плазменный факел.
Для большей ясности следует отметить, что атомарная плазма соответствует газу, находящемуся, по меньшей мере, в частично ионизированном состоянии, т.е газу, который может содержать атомные частицы с оставшимися электронами, удерживаемыми за счет электрических сил ядра. Например, однократно ионизированный неон может рассматриваться как атомарная плазма. Разумеется, пространственно разделенные группы частиц, содержащих электроны и атомные ядра как таковые, также рассматриваются как плазма. Таким образом, "хорошая" плазма в чистом виде содержит только газ, атомарную плазму и/или иную плазму, но не фрагменты и/или частицы.
В отношении процесса нанесения лазерными импульсами (НЛИ) нужно отметить, что чем длиннее используемые лазерные импульсы, тем меньше энергия плазмы и скорости атомов вещества, испаренного при падении лазерного импульса на мишень. И наоборот, чем короче импульс при НЛИ, тем больше энергия плазмы и скорости атомов в струе вещества. Отсюда следует также, что плазма, полученная в результате испарения, является более пространственно и структурно однородной, без продуктов осаждения и/или конденсации, таких как фрагменты, кластеры, микро- или макрочастицы в твердой или жидкой фазе. Другими словами, чем короче импульсы и выше частота их повторения (при условии превышения порога абляции для испаряемого материала), тем выше качество образующейся плазмы. Эффективная глубина теплового импульса, возникающего при падении лазерного импульса на поверхность материала, является существенно различной для различных лазерных систем. Зона, подвергающаяся воздействию теплового импульса, именуется зоной термического воздействия (ЗТВ). ЗТВ, по существу, определяется мощностью и длительностью лазерного импульса. Например, наносекундная лазерная система обычно генерирует импульсы с энергией в импульсе около 5 МДж или более, тогда как пикосекундная лазерная система - импульсы с энергией в импульсе 1-10 мкДж. Очевидно, что при той же частоте повторений для импульса от наносекундной лазерной системы, энергия которого более чем в 1000 раз больше, ЗТВ будет намного глубже, чем для пикосекундного импульса. Кроме того, существенное уменьшение толщины аблируемого слоя оказывает непосредственное влияние на размеры частиц, которые потенциально могут быть выбиты из поверхности. В этом заключается преимущество методов так называемой холодной абляции. Когда в подложку ударяют наночастицы, они, как правило, не приводят к существенным дефектам (в основном, в виде микроотверстий) наносимых покрытий.
В одном варианте изобретения фрагменты в твердой фазе (и в жидкой фазе, если она присутствует) отводятся посредством электрического поля. Данный эффект может быть реализован с помощью собирающего электрического поля и, альтернативно, приданием мишени электрического заряда. В результате фрагменты, движущиеся с меньшей энергией, могут быть отведены от плазмы, образующей плазменный факел. Аналогичным образом действует и магнитная фильтрация, отклоняющая плазменную струю и тем самым отделяющая фрагменты от плазмы.
В контексте изобретения термин "поверхность" может обозначать как непосредственно поверхность, так и трехмерный слой материала. Другими словами, на концепцию "поверхности" не накладывается никаких геометрических (включая трехмерные) ограничений.
Нанесение покрытия на подложку согласно изобретению позволяет формировать на всей поверхности объекта однородные поверхности, свободные от микрооотверстий.
В соответствии с изобретением подложка может быть выполнена, например, из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера, бумаги, композитного материала, неорганического или органического мономерного или олигомерного материала или из комбинации двух или более названных материалов.
Аналогично, мишень также может быть выполнена, например, из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала или из комбинации двух или более названных материалов.
В данном контексте термином "полусинтетический полимер" обозначены, например, видоизмененные природные полимеры или композиты, содержащие подобные полимеры.
Таким образом, изобретение не ограничено какими-то конкретными подложками или мишенями.
В соответствии с изобретением на металл может быть нанесено, например, покрытие из другого металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
На металлическое соединение может быть нанесено, например, покрытие из металла, другого металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
На стекло может быть нанесено, например, покрытие из металла, металлического соединения, другого стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
На камень может быть нанесено, например, покрытие из металла, металлического соединения, стекла, другого камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
На керамику может быть нанесено, например, покрытие из металла, металлического соединения, стекла, камня, другой керамики, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
На бумагу может быть нанесено, например, покрытие из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
На синтетический полимер может быть нанесено, например, покрытие из металла, металлического соединения, стекла, камня, керамики, другого синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
Далее, на полусинтетический полимер согласно изобретению может быть нанесено, например, покрытие из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, другого полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
Аналогично, на природный полимер согласно изобретению может быть нанесено, например, покрытие из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, другого природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
Наконец, на композитный материал согласно изобретению может быть нанесено, например, покрытие из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера другого композитного материала, неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
Согласно одному из определений композитного материала (композита), приведенному, среди других источников, в словаре Polymer Science Dictionary (Alger, M.S.M, Elsewier Applied Science, 1990, p.81), композитный материал - это "твердый материал, образованный из комбинации двух или более простых (или монолитных) материалов, в котором индивидуальные компоненты сохраняют свою идентичность. Композитный материал имеет свойства, отличные от свойств составляющих его индивидуальных материалов. Концепция "композита" часто связывается с улучшенными физическими свойствами, поскольку технологически главная цель состоит в создании материала, имеющего свойства, превосходящие свойства материалов, его составляющих. При этом композитный материал является гетерогенной структурой, состоящей из двух или более фаз, полученных из исходных компонентов, образующих композит. Фазы могут быть непрерывными; альтернативно, одна или несколько фаз могут быть диспергированы внутри непрерывной матрицы.
Согласно изобретению обеспечивается возможность получить, помимо совершенно новых соединений, также композиты, в которых два или более материалов образуют композит на молекулярном уровне. В одном из вариантов изобретения формируют поверхности или трехмерные структуры из полисилоксана и алмаза, тогда как в другом варианте поверхности или трехмерные структуры формируют, например, из полисилоксана и нитрида углерода. Согласно изобретению можно свободно выбирать состав двух или более материальных компонентов, образующих композит.
Далее, на неорганический мономерный или олигомерный материал согласно изобретению может быть нанесено, например, покрытие из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, другого неорганического или органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
На органический мономерный или олигомерный материал согласно изобретению может быть нанесено, например, покрытие из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или другого органического мономерного или олигомерного материала или из одной или более комбинаций названных материалов мишени.
Согласно изобретению комбинации всех перечисленных материалов подложек также могут быть покрыты с использованием комбинаций двух или более названных материалов.
Согласно предпочтительному варианту изобретения покрытие, образующее требуемую поверхность, формируют таким образом, что оно содержит менее одного микроотверстия на 1 мм2, предпочтительно менее одного микроотверстия на 1 см2 и особо предпочтительно не содержит ни одного микроотверстия на всей покрытой поверхности. Термином "микроотверстие" обозначается отверстие, проходящее сквозь всю сформированную поверхность или, по существу, сквозь эту поверхность. Изобретение относится также к изделию (продукту) с покрытием, нанесенным способом согласно изобретению, и имеющему поверхность, которая содержит менее одного микроотверстия на 1 мм2, предпочтительно менее одного микроотверстия на 1 см2 и особо предпочтительно не содержит ни одного микроотверстия на всей покрытой поверхности.
В другом предпочтительном варианте изобретения покрытие, образующее требуемую поверхность, формируют таким образом, что первые 50% указанного покрытия не содержат никаких частиц с диаметром, превышающим 1000 нм, предпочтительно 100 нм и наиболее предпочтительно 30 нм. Изобретение относится также к изделию (продукту) с покрытием, нанесенным способом согласно изобретению, причем первые 50% сформированной поверхности не содержат никаких частиц с диаметром, превышающим 1000 нм, предпочтительно 100 нм и наиболее предпочтительно 30 нм. Если структура поверхности содержит подобные частицы, они будут ухудшать качество поверхности, создавая пути коррозии, что сократит срок службы сформированной поверхности.
В одном варианте изобретения аблируемый материал может быть использован в трехмерной (3D) печати. Устройства 3D-печати, известные на дату приоритета изобретения (например, модели JP-System 5 фирмы Scroff Development Inc., Ballistic Particle Manufacturing фирмы BPM Technology Inc., Model Maker фирмы Solidscape Inc., Multi Jet Modelling фирмы 3D Systems Inc. и Z402 System фирмы Z Corporation), используют материалы, имеющие относительно низкую механическую прочность. Поскольку аппарат согласно варианту изобретения обеспечивает высокую эффективность, высокую скорость формирования слоя с относительно высокой экономической эффективностью, обеспечивается возможность аблировать, например, углерод в форме графита или алмаза с подачей аблированного материала, например, по принципу струйного принтера в формируемые слои, которые соответствуют слоям воспроизводимого объекта. В частности, при использовании углерода можно данным способом сформировать структуры, имеющие достаточную твердость. Однако этот вариант изобретения не ограничен применением алмаза: за счет выбора соответствующих аблируемых материалов можно реализовать печать различными материалами. Подобный аппарат может быть использован для формирования как полых, так и сплошных объектов практически из любого пригодного материала, включая, среди прочих, алмаз и нитрид углерода.
Обеспечивается, в частности, возможность создания, путем послойной печати алмазными слоями, например, какой-либо знаменитой статуи. Затем можно сгладить абляцией возможные острые кромки между слоями. Если это представляется желательным, путем соответствующего легирования алмаза статуе можно придать также желательной цветовой оттенок, причем индивидуально для каждого слоя. Становится возможным также воспроизвести методом печати практически любые трехмерные объекты, например запасную часть, инструмент, компонент для витрины, корпус или часть корпуса для карманного компьютера или устройства мобильной связи.
В способе нанесения покрытия согласно изобретению лазерная абляция осуществляется импульсным лазером. В особенно предпочтительном варианте изобретения лазерный аппарат, используемый для абляции, - это лазер для холодной обработки, такой как пикосекундный лазер. В другом предпочтительном варианте изобретения таким аппаратом является фемтосекундный лазер, а еще в одном варианте - аттосекундный лазер.
В способе согласно изобретению мощность лазера для холодной обработки предпочтительно составляет, по меньшей мере, 10 Вт, более предпочтительно, по меньшей мере, 20 Вт и особенно предпочтительно, по меньшей мере, 50 Вт. При этом верхний предел мощности для лазерного аппарата не устанавливается.
В способе согласно изобретению поверхность высокого качества, обладающая высокой износостойкостью и требуемыми оптическими характеристиками (имеет желательный цвет или является прозрачной), может быть получена посредством нанесения на подложку. Это нанесение может быть осуществлено посредством лазерной абляции при низком вакууме или даже в газовой атмосфере при нормальном давлении. Покрытие может наноситься при комнатной температуре или при температуре, близкой к комнатной (например, при температуре подложки около 60°С). Альтернативно, температура подложки может быть существенно повышена, например до 100°С или более.
Такой режим особенно желателен при нанесении покрытия на крупные объекты (т.е. при большой ширине подложки), в том числе из камня, металла, композита или на различные полимерные плиты для нужд строительства. При применении известного способа нанесения покрытий помещение объектов такого типа в условия достаточно высокого вакуума не только требует больших затрат, но и драматически увеличивает длительность процесса нанесения покрытия. Так, при использовании нескольких мишеней в случае, когда покрываемый материал является пористым (например, камнем), достичь высокого вакуума просто невозможно. Если же процесс должен включать и нагрев, применительно к многим объектам из камня возможно выделение кристаллической воды, что, естественно, разрушит структуру каменного материала и ограничит или исключит его дальнейшее применение.
Возможность нанесения покрытия при нормальном давлении или при низком вакууме, близком к атмосферному давлению, является, следовательно, весьма важной как в отношении качества, так и, особенно, в экономическом отношении. Для некоторых применений эта возможность позволяет получать продукты, которые ранее было невозможно изготовить.
Так, на многие изделия из камня можно, согласно изобретению, нанести покрытие из оксида алюминия для получения износостойкой поверхности. Подобная поверхность предотвращает аккумулирование газов, а также влаги; как следствие, она препятствует, в частности, аккумулированию внутри или на поверхности камня фунгоидных материалов, разрушающих камень, или льда. Согласно изобретению каменный материал может быть покрыт непосредственно оксидом алюминия или алюминием с последующим оксидированием сформированной поверхности из алюминия несколькими различными методами, такими как быстрый отжиг + облучение светом или термооксидирование (при 500°С или в кипящей воде). Если в алюминий добавляются некоторые другие элементы, например цирконий, расширение оксидируемой поверхности может быть увеличено по сравнению с чистым алюминием так, что будет получена плотная поверхность оксида, которая эффективно перекрывает все отверстия и поры в камне. Одновременно такая поверхность становится прозрачной. Согласно изобретению каменному материалу может быть также придан желаемый цветовой оттенок путем нанесения на поверхность пигментов или окрашивающих элементов перед окончательным формированием поверхности оксидированием. Каменное изделие с окрашенной поверхностью описанного типа может быть получено лазерной абляцией согласно изобретению. В соответствии с изобретением поверхность из оксида алюминия может быть заменена любой другой твердой поверхностью, например алмазной поверхностью, поверхностью из нитрида углерода, другой каменной поверхностью или поверхностью из другого оксида. В одном из вариантов изобретения верхняя поверхность каменного изделия становится самоочищающейся.
Самоочищающаяся поверхность такого типа может быть получена из оксида титана или цинка. Согласно изобретению подложка может быть непосредственно покрыта желаемым оксидом; альтернативно, может быть произведено испарение желаемого металла в газовой атмосфере, содержащей кислород. Рекомендуемая толщина самоочищающейся поверхности согласно изобретению составляет 10-150 нм, предпочтительно 15-100 нм и наиболее предпочтительно 20-50 нм.
Если на подложке желательно получить поверхность, стойкую к ультрафиолетовому (УФ) излучению, исходная фотокаталитическая поверхность может быть покрыта слоем алюминия.
В другом варианте изобретения лазерную абляцию осуществляют в вакууме, при давлении 98·102-98·10-9 Па.
При нанесении покрытия или изготовлении трехмерного объекта в вакууме предпочтительный интервал давлений составляет 98-98·10-6 Па, а особо предпочтительный 9,8-98·10-5 Па.
Использование более высокого вакуума согласно варианту изобретения особенно целесообразно при формировании поверхностей из монокристаллического материала, такого как монокристаллический алмаз, оксид алюминия или кремний. Материалы типа монокристаллического алмаза или кремния, нанесенные согласно изобретению, могут использоваться, например, в качестве полупроводников. Алмазные материалы применимы также в ювелирной промышленности, на деталях лазерного оборудования (для формирования световых пучков при диодной накачке, в линзах и оптических волокнах), например, в качестве предельно износостойких поверхностей в применениях, где требуются именно такие поверхности.
Согласно изобретению полупроводящий алмаз можно нарастить, например, на иридиевую подложку (фиг.4), а полупроводящий кремний - например, на пластик или на бумагу. Если слой кремния достаточно тонкий, например 5-15 мкм, полученный полупроводник можно сгибать, так что он может быть применен, например, в гибких электронных компонентах. Полупроводниковые материалы на основе алмаза и кремния могут вырезаться по требуемому контуру посредством лазерной абляции, желательно с помощью пикосекундного лазера, предпочтительно снабженного турбосканером.
В другом варианте согласно изобретению на подложку наносят одну или несколько алмазных поверхностей. При этом количество связей sp3 для данной поверхности согласно изобретению - в отличие, например, от известных DLC-поверхностей - является очень высоким, так что полученная поверхность является очень твердой и стойкой к царапанию для любых толщин покрытия. Подобная алмазная поверхность предпочтительно является прозрачной. Кроме того, она выдерживает высокие температуры, в отличие от известных DLC-поверхностей низкого качества, которые при толщинах, начиная с 1 мкм, становятся черными и выдерживают температуры не выше 200°С. Алмазную поверхность согласно способу по изобретению изготавливают с использованием источника углерода, который не содержит водород. Предпочтительно используют спеченный, пиролитический или остеклованный углерод.
Согласно изобретению пиролитический углерод является особо предпочтительным материалом мишени при получении поверхностей из монокристаллического алмаза или поверхностей, свободных от частиц, например, для микроэлектромеханических применений.
Получение, если это требуется, DLC-поверхностей не такого высокого качества с использованием изобретения является быстрым и экономичным.
Если алмазная поверхность должна быть окрашенной, ей можно придать нужный оттенок путем испарения, в дополнение к углероду, также элемента или соединения, дающего желаемый цвет.
Алмазная (или алмазоподобная) поверхность, полученная согласно изобретению, защищает нижележащие поверхности не только от механического износа, но и от воздействия химических реагентов. Например, она предохраняет металлы от окисления и тем самым предотвращает потерю ими декоративной или иной функции. Кроме того, алмазная поверхность предохраняет нижележащие поверхности от кислотных и щелочных агентов.
В предпочтительном варианте способа согласно изобретению мишень аблируют лазерным пучком так, что ее материал испаряется, по существу, непрерывно в точках, которые до этого не подвергались заметной абляции.
Это может быть достигнуто путем перемещения мишени таким образом, чтобы всегда аблировалась свежая поверхность. В известных способах приготовленная мишень имеет обычно форму толстого стержня (бруска) или пластины. Как следствие, необходимо применять систему переменного увеличения или перемещать мишень в направлении лазерного пучка по мере расходования материала мишени. Любая попытка реализовать данный принцип является крайне сложной и дорогостоящей (если ее вообще можно реализовать с достаточной надежностью). Даже в этом случае флуктуации качества будут высокими, так что точное управление процессом почти невозможно. Кроме других недостатков, приготовление толстой мишени является дорогостоящим.
Поскольку возможности управления лазерным пучком ограничиваются, среди других факторов, конструкцией известных сканеров, невозможно избежать взаимного наложения последовательных пятен лазерных пучков, особенно в случае повышения частоты повторения лазерных импульсов. При попытках увеличить частоту импульсов до 4 МГц или более известные сканеры будут направлять значительную часть лазерных импульсов неконтролируемым образом на стенки лазерного аппарата, а также на аблированный материал в форме плазмы. Это приведет к ухудшению качества формируемой поверхности и производительности нанесения. Кроме того, поток излучения, попадающий на мишень, оказывается недостаточно однородным, что проявляется в структуре формируемой плазмы, которая, попадая на покрываемую поверхность, сформирует поверхностный слой неоднородного качества. Если лазерные пучки полностью или частично попадают на поверхность, которая уже была аблирована, расстояние между мишенью и подложкой будет изменяться. Кроме того, когда направляемые на мишень импульсы попадают на уже аблированные зоны мишени, различные импульсы выбивают различные количества материала. В результате из мишени могут аблироваться частицы размерами в несколько микрометров. Такие частицы, соударяясь с подложкой, существенно ухудшают качество создаваемой поверхности и, следовательно, свойства изделия.
В варианте изобретения мишень, аналогичная известным мишеням, приводится во вращение, как это описано, например, в US 6372103. В другом варианте согласно изобретению используется имеющаяся в продаже мишень в форме пластины.
В предпочтительном варианте изобретения осуществляют подачу материала мишени в виде пленки или ленты.
В одном предпочтительном варианте используют пленку или ленту в форме рулона, как это показано на фиг.7. После того как отрезок ленты будет испарен по своей длине, от начала к концу на ширине, соответствующей лазерному пучку, ленту смещают, например, в боковом направлении так, чтобы можно было получить полностью новую зону облучения. Такую подачу можно продолжать до тех пор, пока пленка/лента не будет полностью израсходована в поперечном направлении. Основное достоинство данной схемы заключается, естественно, в том, что результаты испарения остаются постоянными и соответствуют максимальному количеству испаренного вещества, поскольку источник материала сохраняет постоянные характеристики.
Другой вариант изобретения, проиллюстрированный на фиг.7, учитывает, что толщина пленки/ленты 46 может быть а) меньше, b) равной или с) превышающей глубину фокусировки лазерного пучка. В случае с) та часть материала, которая превышает глубину фокусировки лазерного пучка, собирается (сматывается) на специальную катушку 48. Толщина пленки/ленты может составлять, например, от 5 мкм до 5 мм, желательно от 20 мкм до 1 мм и предпочтительно от 50 мкм до 200 мкм.
В особенно предпочтительном варианте изобретения расстояние между мишенью и подложкой поддерживают, по существу, постоянным в течение всего процесса абляции.
В другом предпочтительном варианте способа нанесения покрытия никакого механизма настройки фокусировки лазерного пучка при осуществлении испарения пленки/ленты не требуется. Более конкретно, данный механизм как таковой не нужен, когда мишенью служит свежая (необлученная) поверхность подаваемой пленки/ленты, поскольку эта поверхность после однократной настройки будет постоянно оставаться в фокусе. При этом используется только та часть материала, которая соответствует глубине фокусировки лазерного пучка. В результате обеспечивается покрытие постоянного качества, так что в наличии отдельного блока для проведения фокусировки в ходе процесса нанесения покрытия нет необходимости.
Материалы мишеней являются ценными, и поэтому использование только свежей поверхности мишени представляется весьма желательным; как следствие, в промышленных условиях предпочтительно применять мишени, тонкие, насколько это возможно. Материалы мишеней в форме ленты, очевидно, намного дешевле, чем применяемые в настоящее время мишени; кроме того, они более доступны, поскольку изготавливаются более легкими и недорогими методами.
В другом предпочтительном варианте изобретения в процессе нанесения покрытий применяются пластинчатые мишени. Для нанесения покрытия на каждую новую деталь подается новая пластинчатая мишень. Такой метод подачи материала весьма удобен, например, для керамических пластин из оксида алюминия, который в настоящее время рутинно применяется для изготовления маленьких, тонких и гладких пластин, поскольку изготовление крупных мишеней обычно является трудным и дорогостоящим.
В известных системах обеспечение заданной ширины сканирования представляет собой проблему. Обычно линейное сканирование осуществлялось с применением сканеров, использующих зеркальные пленки. В этом случае теоретически возможно получить ширину линии (полосы) сканирования, примерно равную 70 мм. Однако на практике проблематично сохранять постоянную ширину полосы даже на уровне 30 мм, поскольку края интервала сканирования могут оказаться неоднородными по качеству и/или отличными в этом отношении от центральных зон. Малые значения ширины сканирования также делают известное лазерное оборудование экономически невыгодным или технически непригодным для нанесения покрытий на крупные, широкие объекты в промышленных условиях.
В предпочтительном варианте изобретения лазерный пучок направляют на мишень посредством турбосканера.
Турбосканер ослабляет проблемы, связанные с переносом энергии, которые характерны для известных сканеров с плоскими зеркалами. Благодаря этому становится возможным производить испарение материала при достаточно высокой импульсной мощности. Тем самым обеспечивается высокое и однородное качество плазмы, т.е. возможность получения высококачественных поверхностей и трехмерных структур. Турбосканер облегчает также достижение большей ширины сканирования, чем это было возможно ранее, и, следовательно, позволяет покрывать более крупные зоны с помощью единственного лазерного аппарата. Тем самым достигается высокая производительность, а качество создаваемой поверхности является однородным. В предпочтительном варианте согласно изобретению ширина пучка, направляемого на мишень, может равняться 10-700 мм, желательно 100-400 мм и предпочтительно 150-300 мм.
Естественно, для малых деталей эта ширина может быть меньшей.
Изобретение не ограничивается использованием только одного лазерного источника. Согласно варианту изобретения подложка неподвижно фиксируется в плазменном факеле, образованном испарением одной или более мишеней. Согласно предпочтительному варианту изобретения подложку перемещают в плазменном факеле, образованном из одной или более мишеней путем лазерной абляции. Если нанесение покрытия должно производиться в вакууме или в реактивном газе, этот процесс желательно вести в отдельной вакуумной камере.
В соответствии с изобретением могут быть получены поверхности и/или трехмерные структуры, имеющие различные функции. В число таких поверхностей могут, например, входить очень твердые и стойкие к царапанию поверхности и трехмерные структуры в различных изделиях из стекла и пластика (линзы, экраны мониторов, окна в транспортных средствах и зданиях, стеклянная лабораторная и домашняя посуда). Для подобных изделий желательными являются оптические покрытия из MgF2, SiO2, TiO2, Аl2О3, а особо желательными являются твердые покрытия из различных металлооксидов, карбидов и нитридов, а также, очевидно, алмазные покрытия.
Поверхности согласно изобретению могут создаваться также на различных металлических изделиях и на их поверхностях, включая корпусные детали для телекоммуникационных устройств; кровельные листы; декоративные и конструкционные панели; детали облицовки и оконные рамы; кухонные раковины, краны, плиты, металлические монеты, ювелирные изделия и бижутерия, инструменты и их части; двигатели автомобилей и других транспортных средств и части таких двигателей, детали облицовки и окрашенные металлические поверхности в автомобилях и других транспортных средствах; объекты с металлическими поверхностями, используемые на кораблях, судах и самолетах, авиационные турбины и двигатели внутреннего сгорания, подшипники; вилки, ножи и ложки; ножницы, охотничьи ножи, лопасти, пилы и различные режущие инструменты с металлическими покрытиями, винты и гайки; металлическая аппаратура, используемая в химической промышленности, в том числе реакторы, насосы, дистилляционные колонки, контейнеры и конструкции, имеющие металлические поверхности; трубы для прокачки нефти, газа и химических реагентов, а также различные клапаны и другие средства управления; различные части и буровое оборудование нефтебуровых установок; водопроводные трубы; стрелковое оружие и его части, пули и патроны; металлические детали, подверженные износу, в том числе изнашиваемые части бумагоделательных машин, включая средства нанесения пастообразных слоев; снегоуборочные короба, лопаты и металлические части детских игровых площадок; дорожные ограждения, дорожные знаки и столбы; металлические канистры и контейнеры; хирургическое оборудование и инструменты, протезы и импланты; камеры и видеокамеры; металлические части электронных устройств, которые могут окисляться или подвергаться коррозии, а также космические аппараты, включая их наружную облицовку, обеспечивающую стойкость к трению и к высоким температурам.
Среди других изделий, изготавливаемых в соответствии с изобретением, можно отметить поверхности и трехмерные структуры, стойкие к химическим соединениям, вызывающим коррозию, полупроводящие материалы, материалы светодиодов, пигментные материалы и изготовленные из них согласно изобретению поверхности, изменяющие цвет в зависимости от угла наблюдения, вышеупомянутые части лазерного оборудования, включая элементы диодной накачки, например расширители пучка и световоды, ювелирные материалы, поверхности изделий медицинского назначения и трехмерные изделия данного типа, самоочищающиеся поверхности, различные изделия для строительной промышленности, включая изделия из камня (т.е. изготовленные из камня или имеющие покрытие из камня) и керамики, стойкие к атмосферным загрязнениям и/или влаге и, в случае необходимости, самоочищающиеся; окрашенные каменные изделия, например из мрамора, окрашенного в зеленый цвет в соответствии с вариантом изобретения, или из самоочищающегося песчаника.
Изделия, изготовленные согласно изобретению, могут также включать антиотражающие поверхности, например, в различных линзах и защитных экранах мониторов, покрытия, защищающие от УФ-излучения, а также активируемые УФ-излучением поверхности, применяемые при очистке растворов или воздуха.
Толщины создаваемых поверхностей можно регулировать. Так, толщина алмазоподобного покрытия из нитрида углерода, нанесенного согласно изобретению, может составлять, например, 1-3000 нм. При этом алмазоподобная поверхность может быть сделана предельно однородной. Однородность такой поверхности может составлять ±30 нм, предпочтительно ±10 нм. В некоторых случаях, например при изготовлении высококачественных изделий с малым коэффициентом трения, их однородность может быть на уровне ±2 нм. Алмазоподобная поверхность, полученная согласно изобретению, защищает нижележащие поверхности не только от механического износа, но и от воздействия химических реагентов. Например, она предохраняет металлы от окисления и тем самым предотвращает потерю ими декоративной или иной функции. Кроме того, алмазная поверхность предохраняет нижележащие поверхности от кислотных и щелочных агентов. В некоторых приложениях желательно иметь декоративные металлические поверхности. Металлы и их соединения, пригодные для использования согласно изобретению в качестве мишеней для получения декоративных покрытий, включают золото, серебро, хром, платину, тантал, титан, медь, цинк, алюминий, железо, сталь, цинк черный, рутений черный, рутений, кобальт, ванадий, нитрид титана, нитрид титана и алюминия, нитрид титана и углерода, нитрид циркония, нитрид хрома, карбид титана и кремния, а также карбид хрома. Данные соединения, естественно, придают и другие свойства, например образуют износостойкие поверхности или поверхности, обеспечивающие защиту от окисления или от других химических реакций.
Среди металлических соединений можно упомянуть металлооксиды, нитриды, галиды и карбиды; однако, выбор возможных металлических соединений не должен ограничиваться вышеперечисленными.
Различные оксиды для поверхностей, получаемых согласно изобретению, включают, среди прочих: оксид алюминия, оксид титана, оксид хрома, оксид циркония, оксид олова, оксид тантала, а также комбинации названных соединений в виде композитов одного с другим или, например, с металлами, алмазом, карбидами или нитридами. Как уже отмечалось, названные соединения согласно изобретению могут быть получены из металлов с использованием реактивной газовой среды.
Изобретение относится также к объекту с покрытием, нанесенным способом лазерной абляции, на одну или более его поверхностей. При этом покрытие на объект (т.е. на подложку) наносят, аблируя мишень таким образом, чтобы обеспечить однородность поверхности покрытия на объекте, составляющую, по результатам измерений на участке 1 мкм2 с помощью АСМ, ±100 нм.
В предпочтительном варианте однородность указанной поверхности объекта составляет ±25 нм, тогда как в наиболее предпочтительном варианте эта однородность составляет ±2 нм.
В предпочтительном варианте изобретения поверхность, сформированная на объекте путем нанесения покрытия, не содержит частиц с диаметром более 1 мкм, еще более предпочтительно с диаметром более 100 нм и особо предпочтительно с диаметром более 25 нм. Объект согласно изобретению может быть, например, изготовлен из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера, бумаги, композитного материала, неорганического или органического мономерного или олигомерного материала. Объект согласно изобретению может, например, иметь покрытие из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала.
Покрытие на некоторых объектах согласно изобретению наносится лазерной абляцией с использованием импульсного лазера. В особенно предпочтительном варианте изобретения использован лазер для холодной обработки, такой как пикосекундный лазер. Альтернативно, данный лазер может быть фемто- или аттосекундным.
Если для нанесения покрытия на объект согласно изобретению применен пикосекундный импульсный лазер, его мощность в одном из вариантов изобретения равна, по меньшей мере, 10 Вт. В более предпочтительном варианте изобретения она равна, по меньшей мере, 20 Вт, а в еще более предпочтительном варианте, по меньшей мере, 50 Вт.
В одном варианте изобретения при нанесении покрытия на объект лазерная абляция осуществляется в вакууме, при давлении 98·102-98·10-9 Па. В другом варианте изобретения при нанесении покрытия на объект лазерная абляция осуществляется при нормальном атмосферном давлении.
В особо предпочтительном варианте изобретения покрытие на объект нанесено абляцией мишени лазерным пучком так, что ее материал был испарен, по существу, непрерывно в точках, которые до этого не подвергались заметной абляции. Как было описано выше, один из вариантов способа по изобретению предусматривает подачу мишени в виде тонкой пластинки, тогда как в другом варианте способа мишень подают в форме пленки/ленты. В последнем случае толщина мишени может составлять, например, от 5 мкм до 5 мм, желательно от 20 мкм до 1 мм и предпочтительно от 50 мкм до 200 мкм.
Возможно также использование известной массивной мишени, как подвижной, так и установленной стационарно.
При изготовлении некоторых объектов согласно изобретению желательно направлять аблирующий лазерный пучок на мишень посредством турбосканера. В этом случае ширина сканирующего пучка, направляемого на мишень, может составлять, например, 10-800 мм, желательно 100-400 мм и предпочтительно 150-300 мм.
Для малоразмерных объектов эта ширина может быть выбрана еще меньшей.
В одном из вариантов при изготовлении объекта согласно изобретению подложку перемещают в плазменном факеле, образованном испарением материала одной или более мишеней посредством лазерной абляции. В предпочтительном варианте изобретения при изготовлении объекта расстояние между мишенью и подложкой поддерживают, по существу, постоянным в течение всего процесса абляции. При этом поверхность объекта может быть сформирована из материала, аблированного одновременно из нескольких мишеней. В другом варианте изобретения поверхность объекта по изобретению формируют при введении в плазменный факел, образованный аблированным материалом, реактивного материала, который реагирует с аблированным материалом, содержащимся в плазменном факеле, а образующееся (образующиеся) в результате соединение (соединения) формирует (формируют) указанную поверхность на подложке.
Примеры
Далее будут описаны примеры способа и объекта (продукта) согласно изобретению, однако, изобретение не ограничивается этими примерами. Для формирования поверхностей использовались пикосекундные лазеры фирмы Corelase Оу X-lase 10 W и X-lase 20 W - 80 W. Приводимые далее значения энергии импульса соответствуют значениям энергии, падающей на поверхность площадью 1 см2. Фокусирование этой энергии осуществлялось оптическими средствами. Длина волны излучения равнялась 1064 нм. Температуру нанесенного материала варьировали от комнатной температуры до 200°С. Температуру материала мишени, в зависимости от характера объекта, настраивали в интервале от комнатной температуры до 700°С. При нанесении покрытий применяли оксидные и металлические мишени, а также различные мишени на основе углерода. Когда покрытия наносились в атмосфере кислорода, давление кислорода варьировали в интервале 10-2-10 Па. С лазером малой мощности применяли обычный зеркальный сканер (гапьваносканер). В описываемых далее примерах нанесения применяли сканер, вращающийся вокруг своей оси (турбосканер). Турбосканер позволил регулировать скорость сканирования пучком, направляемым на мишень в интервале 1-350 м/с. Для успешного применения гальваносканера необходимо применять низкую частоту следования импульсов, в типичном случае менее 1 МГц. В отличие от него, с применением турбосканера высококачественные покрытия могут быть получены даже при высоких частотах следования импульсов, составляющих 1-30 МГц. Полученные покрытия оценивались с помощью АСМ, сканирующего электронного микроскопа, инфракрасной Фурье-спектроскопии, спектроскопии комбинационного рассеяния и конфокального микроскопа. Исследовались также оптические свойства (пропускание) и некоторые электрические свойства (например, удельное сопротивление) при варьировании контролируемой зоны в пределах 20-80 мкм. Все исследованные поверхности были свободны от микроотверстий. Однородность поверхности (т.е. ее шероховатость) измерялась с помощью АСМ в зоне площадью 1 мкм2.
Пример 1
В данном примере на мрамор наносили алмазное покрытие (из спеченного углерода). Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 4 МГц.
Энергия импульса: 2,5 мкДж.
Длительность импульса: 20 пс.
Расстояние между мишенью и подложкой: 4 мм.
Давление: 98·10-3 Па.
Полученная алмазная поверхность оценивалась с помощью АСМ. Она имела толщину примерно 500 нм и однородность ±10 нм. Микрочастиц на поверхности не наблюдалось.
Пример 2
В данном примере на алюминиевую фольгу наносили алмазное покрытие (из спеченного углерода). Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 4 МГц.
Энергия импульса: 5 мкДж.
Длительность импульса: 20 пс.
Расстояние между мишенью и подложкой: 4 мм.
Давление: 98·102 Па.
Алюминиевая пленка приобрела небесно-голубой цвет. Полученная алмазная поверхность оценивалась с помощью АСМ. Она имела толщину примерно 200 нм и однородность ±8 нм. Микрочастиц на поверхности не наблюдалось.
Пример 3
В данном примере алмазное покрытие (из пиролитического углерода) наносили на кремниевый диск, предмет из диоксида кремния, пластину из поликарбоната и пленку из полиэтилентерефталата (майлара). Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 4 МГц.
Энергия импульса: 2,5 мкДж.
Длительность импульса: 20 пс.
Расстояние между мишенью и подложкой: 4 мм.
Давление: 98·10-2 Па.
Полученная алмазная поверхность оценивалась с помощью АСМ. Она имела толщину примерно 150 нм и однородность ±20 нм. На поверхности не наблюдалось ни микрочастиц, ни наносчастиц.
Пример 4
В данном примере алмазное покрытие наносили на предмет из диоксида кремния. Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 4 МГц.
Энергия импульса: 10 мкДж.
Длительность импульса: 15 пс.
Расстояние между мишенью и подложкой: 2 мм.
Давление: 98 Па.
Полученная алмазная поверхность оценивалась с помощью АСМ. Она имела толщину примерно 50 нм и однородность ±4 нм. Микрочастиц на поверхности не наблюдалось. Качество в отношении шероховатости было отличным, а размеры наночастиц не превышали 20 нм.
Пример 5
В данном примере покрытие из оксида меди наносили на медную пластину. Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 4 МГц.
Энергия импульса: 5 мкДж.
Длительность импульса: 17 пс.
Расстояние между мишенью и подложкой: 10 мм.
Давление: 98·102 Па.
Нанесением покрытия была сформирована поверхность из оксида меди с однородным качеством поверхности и с толщиной около 5 мкм.
Пример 6
Данный пример относится к декоративному снегоуборочному коробу с алмазной поверхностью, сформированной лазерной абляцией (фиг.5). Наличие алмазного покрытия делает данный объект крайне стойким к износу и царапанию. Кроме того, гидрофобность алмазной поверхности и особенно ее однородность на наноуровне уменьшают трение и тем самым делают процесс уборки снега менее энергозатратным, т.е. более легким.
В качестве основного материала снегоуборочного короба можно применить, например, пластик или металл. В снегоуборочном коробе по изобретению на основной материал (например, алюминий) электролитическим методом наносят слой хрома толщиной 1 мкм. Альтернативно, такое нанесение согласно изобретению может быть произведено лазерной абляцией. Нанесение металлического покрытия на поверхность из пластика наиболее легко осуществляется именно посредством лазерной (холодной) абляции. При этом можно свободно выбирать металл, сплав или иное наносимое металлическое соединение, а также толщину формируемой поверхности. Благодаря этому внешний вид короба можно легко индивидуализировать. Формирование поверхности из металла посредством лазерной абляции позволяет получить крайне тонкий слой, обладающий, тем не менее, желаемым цветом, создаваемым металлической поверхностью. Алмазное покрытие защищает подобные металлические поверхности от окисления или механического износа. Индивидуальные особенности могут быть также приданы голографическими поверхностями, воспроизводящими на поверхности, по желанию заказчика, изображения или надписи. Помимо механической гравировки, голографическая поверхность может быть весьма эффективно сформирована посредством лазерной гравировки. Такая гравировка может быть выполнена на желаемой поверхности точно, быстро и экономично. Высококачественная голографическая поверхность улучшает однородность находящейся под ней металлической поверхности, сформированной лазерной абляцией. В контексте изобретения однородность поверхности соответствует ее шероховатости, которая измерялась для всех образцов посредством АСМ на участке площадью 1 мкм2.
Хотя для наглядности на фиг.5 поверхности изображены, как разделенные, реально они физически связаны.
Пример 7
В данном примере на мрамор наносили покрытие из оксида алюминия, причем оно формировалось абляцией непосредственно оксида алюминия. Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 4 МГц.
Энергия импульса: 4 мкДж.
Длительность импульса: 10-20 пс.
Расстояние между мишенью и подложкой: 3 мм.
Давление: 98·10-3 Па.
Полученная поверхность из оксида алюминия оценивалась с помощью АСМ. Она имела толщину примерно 500 нм и однородность ±5 нм. Микрочастиц на поверхности не наблюдалось.
Пример 8
В данном примере на мрамор наносили покрытие из оксида алюминия, причем оно формировалось абляцией непосредственно оксида алюминия. Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 4 МГц.
Энергия импульса: 4 мкДж.
Длительность импульса: 10 пс.
Расстояние между мишенью и подложкой: 3 мм.
Давление: 0.
Полученная поверхность из оксида алюминия оценивалась с помощью АСМ. Она имела толщину примерно 5 мкм и однородность ±10 нм. На поверхности наблюдались наночастицы.
Пример 9
В данном примере на предварительно покрытую лаком пластмассовую очковую линзу наносили покрытие из оксида алюминия, причем оно формировалось абляцией непосредственно оксида алюминия. Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 4 МГц.
Энергия импульса: 4 мкДж.
Длительность импульса: 20 пс.
Расстояние между мишенью и подложкой: 3 мм.
Давление: 98 Па.
Полученная поверхность из оксида алюминия оценивалась с помощью АСМ. Она имела толщину примерно 300 нм и однородность ±2 нм. На поверхности не наблюдалось ни микрочастиц, ни наносчастиц.
Пример 10
В данном примере на объект из гранита наносили покрытие из оксида алюминия, причем оно формировалось абляцией непосредственно оксида алюминия. Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 4 МГц.
Энергия импульса: 4 мкДж.
Длительность импульса: 10 пс.
Расстояние между мишенью и подложкой: 9 мм.
Давление: 98 Па.
Полученная (сапфироподобная) поверхность из оксида алюминия оценивалась с помощью АСМ. Она имела толщину примерно 1 мкм и однородность ±9 нм. На поверхности не наблюдалось заметного количества ни микрочастиц, ни наносчастиц.
Пример 11
В данном примере на пластиковый корпус мобильного телефона наносили покрытие из алюминия, а затем покрытие из оксида алюминия, формируемое абляцией непосредственно оксида алюминия. Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 4 МГц.
Энергия импульса: 4 мкДж.
Длительность импульса: 10 пс.
Расстояние между мишенью и подложкой: 3 мм.
Давление: 98·10-3 Па.
Полученная поверхность из оксида алюминия оценивалась с помощью АСМ. Она имела толщину примерно 300 нм и однородность ±5 нм. На поверхности не наблюдалось ни микрочастиц, ни наносчастиц. Измерений поверхности слоя алюминия не производилось.
Пример 12
В данном примере на стальной объект наносили покрытие из оксида титана, причем оно формировалось абляцией титана в атмосфере кислорода с добавлением гелия. Лазерное устройство имело следующие характеристики.
Частота следования импульсов: 20 МГц.
Энергия импульса: 4 мкДж.
Длительность импульса: 10 пс.
Расстояние между мишенью и подложкой: 1 мм.
Давление: 980 Па.
Полученная поверхность из оксида титана оценивалась с помощью АСМ. Она имела толщину примерно 50 нм и однородность ±3 нм.
Пример 13
В данном примере на костный винт из нержавеющей стали наносили алмазоподобное покрытие, причем оно формировалось абляцией непосредственно диоксида титана. Лазерное устройство имело следующие характеристики: частота следования импульсов 20 МГц, энергия импульса 4 мкДж, длительность импульса 10 пс, расстояние между мишенью и подложкой 1 мм и давление 98·10-2 Па. Полученная поверхность из диоксида титана оценивалась с помощью АСМ. Толщина алмазоподобной поверхности равнялась примерно 100 нм, а ее однородность (шероховатость) ±3 нм.
Пример 14
В данном примере на костный винт из нержавеющей стали наносили алмазное покрытие, причем оно формировалось абляцией спеченного графита. Лазерное устройство имело следующие характеристики: частота следования импульсов 4 МГц, энергия импульса 2,5 мкДж, длительность импульса 20 пс, расстояние между мишенью и подложкой 8 мм и давление 98·10-4 Па. Полученная алмазная поверхность оценивалась с помощью АСМ. Она имела толщину примерно 100 нм и однородность ±3 нм.
Пример 15
На кусок белого бумажного листа (плотностью 80 г/мм2) с размерами 100 мм ×100 мм покрытие из диоксида титана нанесли при частоте следования импульсов 4 МГц. Энергия импульса и его длительность равнялись соответственно 5 мкДж и 20 пс, а расстояние между мишенью и покрываемым объектом составило 60 мм. Давление в процессе нанесения равнялось 98·10-2 Па. Было получено однородное и прозрачное покрытие толщиной примерно 110 нм.
Пример 16
На кусок белого бумажного листа (плотностью 80 г/мм2) с размерами 100 мм ×100 мм нанесли покрытие из смешанного оксида индия-олова (90% In2O3; 10% SnO2) при частоте следования импульсов 3 МГц и длительности импульса 20 пс. Расстояние между мишенью и покрываемым объектом составило 40 мм, а давление в процессе нанесения равнялось 98·10-2 Па. Было получено однородное и прозрачное покрытие, измеренная толщина которого равнялась примерно 570 нм.
Пример 17
На стеклянную пластину с размерами 300 мм ×300 мм покрытие нанесли абляцией ванадия в атмосфере активного кислорода. Давление кислорода во время нанесения составляло 10-2-10 Па, частота следования импульсов равнялась 25 МГц, энергия импульса 5 мкДж, а расстояние между мишенью и подложкой 30 мм. Стеклянный материал перед нанесением покрытия нагревали примерно до 120°С. Уровень вакуума перед нанесением соответствовал 10-3 Па. Было получено прозрачное покрытие из оксида ванадия. По данным измерений, его толщина составила 10 нм, а шероховатость 0,14 нм в пределах 1 мкм2. Шероховатость поверхности (т.е. ее однородность) измеряли с помощью АСМ.
Пример 18
На поликарбонатную пластину с размерами 300 мм ×250 мм нанесли покрытие из хитозана (подвергнутого холодному прессованию) при частоте следования импульсов 2,5 МГц, энергией импульса 5 мкДж и длительностью импульса 19 пс. Расстояние между мишенью и покрываемым объектом равнялось 25 мм. Уровень вакуума перед нанесением соответствовал 98·10-4 Па. Было получено частично прозрачное покрытие из хитозана с измеренной толщиной 280 нм. Шероховатость была в пределах, указанных в п.1 прилагаемой формулы изобретения Более конкретно, однородность поверхности, по данным измерений в пределах 1 мкм2, равнялась 10 нм. Микроотверстия в полученном образце не обнаружены.
Из приведенного описания изобретения специалисту будет понятно, что мишень и/или объект, именуемый мишенью, на следующем этапе обработки поверхности может использоваться в качестве подложки, и, наоборот, в зависимости от того, производится ли абляция из данного объекта (тогда он служит мишенью) или на него осаждают соответствующий материал (тогда он служит подложкой) Функционирование одного и того же объекта и в качестве мишени, и в качестве подложки в зависимости от реализуемого процесса обработки/нанесения покрытия возможно, по меньшей мере, теоретически.
Совокупность примеров, относящихся к способу лазерной абляции согласно изобретению
Согласно варианту изобретения способ лазерной абляции для нанесения покрытия (покрытий) на объект, имеющий одну или более поверхностей, предусматривает нанесение покрытия (покрытий) на указанный объект (т.е. на подложку) путем абляции мишени посредством импульсного лазерного аппарата для холодной обработки таким образом, что однородность поверхности, сформированной на объекте, составляет, по результатам измерений на участке 1 мкм2 с помощью АСМ, ±100 нм
Согласно варианту изобретения способ лазерной абляции для нанесения покрытия (покрытий) на одну или более поверхностей включает:
- удерживание объекта на заданном расстоянии от мишени,
- облучение мишени пучком лазера для холодной обработки и тем самым обеспечение холодной абляции материала мишени с получением высококачественной плазмы,
- формирование из высококачественной плазмы покрытия на поверхности объекта;
при этом шероховатость указанной поверхности составляет, по результатам измерений на участке 1 мкм2 с помощью АСМ, ±100 нм и покрытие содержит менее одного микроотверстия на 1 мм2.
Согласно варианту способа по изобретению однородность сформированной на указанном объекте поверхности составляет ±25 нм. Согласно другому варианту способа по изобретению однородность сформированной на указанном объекте поверхности составляет ±2 нм. Согласно варианту способа по изобретению сформированная поверхность не содержит частиц с диаметром более 1 мкм. Согласно другому варианту способа по изобретению сформированная поверхность не содержит частиц с диаметром более 100 нм. Согласно еще одному варианту способа по изобретению сформированная поверхность не содержит частиц с диаметром более 25 нм.
Согласно варианту способа по изобретению подложка выполнена из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера, бумаги, композитного материала, неорганического или органического мономерного или олигомерного материала. Согласно варианту способа по изобретению мишень выполнена из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера, композитного материала, неорганического или органического мономерного или олигомерного материала
Согласно варианту способа по изобретению мощность лазерного аппарата составляет, по меньшей мере, 10 Вт. Согласно другому варианту способа по изобретению мощность лазерного аппарата составляет, по меньшей мере, 20 Вт. Согласно еще одному варианту способа по изобретению мощность лазерного аппарата составляет, по меньшей мере, 50 Вт. Согласно варианту способа лазерную абляцию осуществляют в вакууме, при давлении 98·102-98·10-9 Па. Согласно возможному варианту способа по изобретению лазерную абляцию осуществляют при нормальном атмосферном давлении.
Согласно варианту способа по изобретению мишень аблируют посредством лазерного пучка таким образом, что испарение материала происходит, по существу, непрерывно, причем из участка мишени, ранее заведомо не подвергавшегося абляции. Согласно варианту способа по изобретению осуществляют подачу мишени в виде пластинки. Согласно другому варианту способа по изобретению осуществляют подачу мишени в виде пленки/ленты. Согласно варианту способа по изобретению толщина мишени составляет от 5 мкм до 5 мм, желательно от 20 мкм до 1 мм и предпочтительно от 50 мкм до 200 мкм. Согласно варианту способа по изобретению лазерный пучок направляют на мишень посредством турбосканера. Согласно варианту способа по изобретению ширина сканирующего пучка, направляемого на мишень, составляет 10-800 мм, желательно 100-400 мм и предпочтительно 150-300 мм. Согласно варианту способа по изобретению подложку перемещают в плазменном факеле, испаренном посредством лазерной абляции из одной или более мишеней.
Согласно варианту способа по изобретению расстояние между мишенью и подложкой поддерживают, по существу, постоянным в течение всего процесса абляции. Согласно варианту способа по изобретению подлежащая формированию поверхность образована из материала, аблированного из нескольких различных мишеней одновременно. Согласно варианту способа по изобретению подлежащую получению поверхность формируют при введении в плазменный факел, образованный аблированным материалом, реактивного материала, который реагирует с аблированным материалом, содержащимся в плазменном факеле, а образующееся (образующиеся) в результате соединение (соединения) формирует (формируют) указанную поверхность на подложке. Согласно варианту способа по изобретению подлежащую получению поверхность формируют таким образом, что она содержит менее одного микроотверстия на 1 мм2, предпочтительно менее одного микроотверстия на 1 см2 и особо предпочтительно не содержит ни одного микроотверстия на всей покрытой поверхности. Согласно другому варианту способа по изобретению подлежащую получению поверхность формируют таким образом, что первые 50% указанного покрытия не содержат никаких частиц с диаметром, превышающим 1000 нм, предпочтительно 100 нм и наиболее предпочтительно 30 нм.
Совокупность примеров, относящихся к объекту согласно изобретению с покрытием, нанесенным способом лазерной абляции
Согласно варианту изобретения покрытие, нанесенное способом лазерной абляции на объект (как на подложку), имеющий одну или более поверхностей, сформировано посредством лазерной абляции с использованием лазера для холодной обработки, обеспечивающим однородность сформированной на указанном объекте поверхности, составляющую, по результатам измерений на участке 1 мкм2 с помощью АСМ, ±100 нм. Согласно варианту изобретения в покрытии, нанесенном на объект, содержится менее одного микроотверстия на 1 мм2.
Согласно варианту изобретения однородность поверхности, сформированной на указанном объекте, составляет ±25 нм. Согласно другому варианту изобретения эта однородность составляет ±2 нм. Согласно варианту изобретения на покрытой поверхности отсутствуют частицы с диаметром более 1 мкм. Согласно другому варианту на покрытой поверхности отсутствуют частицы с диаметром, превышающим 100 нм. Согласно еще одному варианту на покрытой поверхности отсутствуют частицы с диаметром, превышающим 25 нм.
Согласно варианту изобретения покрываемая подложка выполнена из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера, бумаги, композитного материала, неорганического или органического мономерного или олигомерного материала. Согласно варианту изобретения аблируемая мишень выполнена из металла, металлического соединения, стекла, камня, керамики, синтетического полимера, полусинтетического полимера, природного полимера композитного материала, неорганического или органического мономерного или олигомерного материала. Согласно варианту изобретения лазерная абляция осуществляется в вакууме, при давлении 98·102-98·10-9 Па. Согласно другому варианту изобретения лазерная абляция может осуществляться при нормальном атмосферном давлении. Согласно варианту изобретения лазерный пучок направляется на мишень посредством турбосканера. Согласно варианту изобретения ширина сканирующего пучка, направляемого на мишень, составляет 10-800 мм, желательно 100-400 мм и предпочтительно 150-300 мм. Согласно варианту изобретения подложка перемещается в плазменном факеле, испаренном посредством лазерной абляции из одной или более мишеней.
Согласно варианту изобретения расстояние между мишенью и подложкой поддерживается, по существу, постоянным в течение всего процесса абляции. Согласно варианту изобретения подлежащая формированию поверхность образована из материала, аблированного из нескольких различных мишеней одновременно. Согласно варианту изобретения подлежащая получению поверхность формируется при введении в плазменный факел, образованный аблированным материалом, реактивного материала, который реагирует с аблированным материалом, содержащимся в плазменном факеле, а образующееся (образующиеся) в результате соединение (соединения) формирует (формируют) указанную поверхность на подложке. Согласно варианту изобретения подлежащая получению поверхность сформирована таким образом, что она содержит менее одного микроотверстия на 1 мм2, предпочтительно менее одного микроотверстия на 1 см2 и особо предпочтительно не содержит ни одного микроотверстия на всей покрытой поверхности. Согласно другому варианту изобретения подлежащая получению поверхность сформирована таким образом, что первые 50% указанного покрытия не содержат никаких частиц с диаметром, превышающим 1000 нм, предпочтительно 100 нм и наиболее предпочтительно 30 нм. Мишень аблируется посредством лазерного пучка таким образом, что испарение материала происходит, по существу, непрерывно, причем из участка мишени, ранее заведомо не подвергавшегося абляции.
Реферат
Изобретение относится к способу лазерной абляции для нанесения покрытия на изделие, имеющее одну или более поверхностей, и к изделию с покрытием. Покрытие на изделии, служащем подложкой, формируют путем лазерной абляции мишени с облучением мишени пучком импульсного лазера для холодной обработки с получением высококачественной плазмы, сканирования мишени пучком импульсного лазера для холодной обработки и образования из высококачественной плазмы покрытия, содержащего менее одного микроотверстия на 1 мм2, на поверхности изделия таким образом, что шероховатость поверхности покрытия составляет ±100 нм по результатам измерений на участке 1 мкм2 с помощью атомно-силового микроскопа (АСМ). Частота повторения импульсов импульсного лазера для холодной обработки составляет 1 МГц. В предпочтительном варианте формируемая на изделии поверхность свободна от микронных частиц и фактически представляет собой поверхность, соответствующую нанотехнологии, размеры отдельных частиц на которой не превышают 25 нм. Изобретение позволяет получать высококачественные покрытия из различных материалов с различными свойствами на различного вида изделия. 2 н. и 18 з.п. ф-лы, 15 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ получения наночастиц
Комментарии