Система нанесения покрытия на основе обратной литографии с держателелем подложки, оптимизированной по плотности высокоинтенсивной установки обратной литографии (hula) в конической камере для осаждения - RU2538064C2
Код документа: RU2538064C2
Чертежи



Описание
[0001] Данное изобретение относится в целом к обработке полупроводников и к оптическим покрытиям. В частности, данное изобретение относится к нанесению покрытия осаждением паров на подложки.
[0002] Электронно-лучевое напыление обычно используется для покрытия пластин тонким металлическим слоем в процессе, известном как металлизация. Как правило, при производстве типовых кремниевых пластин, осажденный металлический слой затем вытравливается, чтобы получить схемные следы интегральной схемы. Для интегральных схем высокой частоты сейчас обычно используются в качестве подложки арсенид галлия (GaAs), фосфид индия (InP) и многочисленные сплавы между этими двумя веществами и многочисленными электрооптическими материалами. Некоторые металлы, однако, образуют поверхностный оксид на своей поверхности, что известно в технике как «скин-эффект (поверхностный эффект)». В схемах, где используется высокочастотная мощность, это представляет проблему. Это особенно критично для интегральных микросхем, используемых в ячеистых устройствах, поскольку скин-эффект увеличивает потребление энергии.
[0003] Золото часто используется как проводник интегральных схем, потому что, как пассивный метал, золото не будет образовывать поверхностный оксид. К сожалению, использование золота порождает другие проблемы. Проблемы возникают, когда материалы, используемые в качестве подложки, отличаются от кремния, как уже ранее упомянутый арсенид галлия. Существуют две проблемы, связанные с осаждением золотого слоя непосредственно на подложку арсенида галлия (GaAs). Во-первых, золото будет вымываться в подложку. Во-вторых, золото не будет надлежащим образом сцепляться непосредственно с подложкой. Таким образом, чтобы предотвратить вымывание золота в подложку, создается диффузионный барьер из палладия или платины, чтобы отделить золото от арсенида галлия (GaAs). Кроме того, адгезионный слой титана или хрома накладывается на подложку арсенид галлия (GaAs) между подложкой и диффузионным барьером, чтобы обеспечить сцепление золота и диффузионного барьера с подложкой. Обычно этот барьер и адгезионные слои должны быть очень тонкими, а также очень однородными.
[0004] В отличие от схемных следов золота на кремниевой подложке, схемные следы золота не могут быть вытравлены с подложки из арсенида галлия (GaAs) путем обычного травления, поскольку травитель удалил бы адгезионный слой и диффузионный барьер, удаляя, таким образом, схемный след с подложки. Это крайне нежелательное последствие. Таким образом, золотые схемные следы обычно выполнены на основе обратной литографии, что хорошо известно в данной области техники. Чтобы использовать этот процесс, источник металла, который должен быть осажден, должен достигнуть траектории, близкой к 90 градусам по отношению к поверхности подложки, насколько это возможно. Это называется ортогональным осаждением, а в качестве оптимального итогового покрытия рассматривается покрытие методом обратной литографии или покрытие на оксидной ступеньке с установкой на ноль. Широко используемый метод нанесения покрытия осаждением паров при обработке на основе обратной литографии - это электронно-лучевое напыление. В отдельных практических применениях, когда на составные пластины должно быть с определенной точностью нанесено покрытие на основе одного источника, требуется сложное техническое оснащение с определенными установками для обеспечения определенного уровня мощности и использования определенных материалов. Раскрываются примеры этих сложных систем.
[0005] Публикация патентной заявки США No. 2003/0180462 (2003, Chang et аl. (Чанг и др.) раскрывает систему планетарного нанесения покрытия осаждением паров на основе обратной литографии. Эта система включает многочисленные купола, установленные в квадратной или прямоугольной вакуумной камере с плоской верхней стеной и плоской нижней стеной. Многочисленные купола вращаются вокруг центровой осевой линии источника и вокруг другой второй оси вращения, чтобы обеспечить ровное покрытие на целевых пластинах, а также, чтобы использовать больший процент материала, выпаренного из источника по сравнению с системами на основе одного купола. Эта система конфигурирована таким образом, чтобы обеспечить ортогональное покрытие на основе обратной литографии без использования гомогенной маски (маски для улучшения равномерности осаждения).
[0006] Преимущество системы Чанг и др. (Chang et al.) заключается в использовании множественных куполов в планетарной конфигурации с целью обеспечения процесса, менее чувствительного к изменению составляющих процесса, таких как материал испаряемого вещества, уровень мощности, положение луча и т.д. без использования маски для улучшения равномерности осаждения. Хотя устройство на основе системы Чанга (Chang) и представляет собой определенное усовершенствование с точки зрения эффективности собирания по сравнению с системой на основе одного купола, недостаток данной системы Чанга и др. (Chang et al.) заключается в том, что по-прежнему происходит потеря материала испаряемого вещества на поверхностях, отличных от целевых пластин.
[0007] Патент США No. 3858547 (1975, Бергфельт (Bergfelt)) раскрывает машину для нанесения покрытия с регулируемой системой ротации. Машина для нанесения покрытия имеет вакуумную камеру цилиндрической формы с плоской верхней стенкой и плоской нижней стенкой. Здесь включен по крайней мере один источник нанесения покрытия. Источник нанесения покрытия расположен в лодочке с резистивным нагревом в 12 дюймовом кругу. Множество шпиндельных узлов установлено в камере, причем каждый шпиндельный узел имеет вращающийся шпиндель. Держатель подложки переносится каждым шпинделем и адаптирован таким образом, чтобы получать материал покрытия из источника покрытия. Предусмотрены средства для вращения шпиндельных узлов относительно источника покрытия, а также для вращения шпинделей относительно их собственных осей в то время, когда они вращаются относительно источника материала покрытия. Кроме того, предусмотрены технические средства для регулирования пространственного расположения шпиндельных узлов от центра вращения относительно источника покрытия. Далее предусмотрены средства для регулировки угла шпинделя относительно источника материала покрытия, позволяя тем самым регулировать угол отражения потока покрытия на основе испарения по отношению к подложкам, перемещаемым шпинделями.
[0008] Недостаток устройства Бергфельта (Bergfelt) заключается в том, что шпиндельные узлы должны быть отрегулированы в зависимости от того, где в 12-дюймовом круге находится лодочка источника покрытия. Это сокращает пропускную способность ряда пластин из-за необходимости в дополнительном времени на установку. Хотя устройство Бергфельта (Bergfelt) демонстрирует повышенную эффективность по сравнению с системой на основе одного купола, недостатком по-прежнему остается нерациональный расход материала испаряемого вещества на поверхностях помимо целевых пластин на шпиндельных узлах.
[0009] Патент США No. 3643625 (1972, Маль (Mahl)) раскрывает прибор для тонкопленочного напыления с держателем и множеством реек (стоек). Каждая стойка имеет поверхность, которая соответствует определенной части поверхности сферы. Такая структура предусмотрена для установки стоек на держателе (с возможностью вращения) таким образом, чтобы поверхности стоек лежали, как правило, на поверхности общей сферы. Предусмотрен приводной механизм для вращения держателя относительно оси, занимающей центральное положение по отношению к стойкам, а также для вращения стоек относительно их собственных осей вращения по отношению к держателю. Источник материала, по-видимому, должен быть расположен приблизительно на поверхности сферы или дальше от стоек.
[0010] Недостаток устройства Маля (Mahl) заключается в том, что расположение источника материала на поверхности сферы или на расстоянии от поверхности сферы требует значительно большей по размеру вакуумной камеры. Путем использования большей камеры вакуумного напыления охватывается большая по размеру область поверхности, подвергаемая воздействию, с целью получения выпаренного из источника материала, который не напылен на поверхности, предназначенные для пленочного покрытия. Более того, пластины не ортогональны источнику испаряемого вещества, что делает невозможным применение процесса обратной литографии.
[0011] Таким образом, необходима электронно-лучевая напылительная машина, способная осуществлять ортогональное напыление, необходимое для использования обратной литографии, что обеспечивает меньшую чувствительность к изменению параметров процесса, таких как материал испаряемого вещества, уровень мощности, положение луча и подобное. Также необходима более эффективная электронно-лучевая напылительная машина.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0012] Устройство и метод данного изобретения позволяют осаждать однородное покрытие на основе обратной литографии на большое количество пластин за короткий период времени. По сравнению с предшествующими устройствами и методами осаждения из паровой фазы, устройство и метод данного изобретения позволяют использовать больший процент выпаренного материала, не требуют того, чтобы какие-либо компоненты были видоизменены при выпаривании различных материалов, а также позволяют надежно и последовательно (единообразно) выполнять осаждение более однородного и точного покрытия.
[0013] Данное изобретение обеспечивает потенциал для достижения прогресса в области обработки на основе обратной литографии, что может быть достигнуто в результате сочетания инновационных технологий, что включает оптимизацию эффективности собирания на основе обычного купола с одной осью вращения, чтобы обеспечить повышенную эффективность работы, что достижимо за счет использования разовой маски для улучшения равномерности осаждения (для одного напыляемого материала) или множественных масок (для множественных слоеных материалов), приумножая данные усовершенствования эффективности за счет применения тех же принципов плотности записи к усовершенствованному держателю подложки на основе установки обратной литографии, обеспечивающей высокую степень равномерности покрытия (высокоинтенсивная установка обратной литографии (HULA)(High Uniformity Lift-off Assembly)), и за счет замены обычной коробчатой камеры для осаждения на конусообразную камеру. Переход от коробчатой камеры для осаждения к конусообразной камере предполагает значительные преимущества нагнетания в результате сокращенной зоны поверхности и объема. Использование либо гиперэффективного купола, либо усовершенствованного держателя подложки на основе установки для обратной литографии, обеспечивающей высокую степень равномерности покрытия (высокоинтенсивная установка обратной литографии (HULA)(High Uniformity Lift-off Assembly)), в конусообразной камере обеспечивает уникальный ряд комплексных технологических инноваций. Этот уникальный ряд комплексных технологических инноваций показывает, что конусообразная камера позволит обеспечить улучшения в эффективности накачивания (нагнетания) примерно до 50% и что использование конусообразной камеры плюс усовершенствованная установка для обратной литографии высокой степени единообразия обеспечивают улучшение пропускной способности вплоть до 40%.
[0014] Эффективность собирания означает процент выпаренного материала, который осаждается на пластинах. Для держателя подложки с одной осью вращения или купола, эффективность собирания определяется маской (масками) для улучшения равномерности осаждения, необходимыми в ходе процесса диаметром купола, плотностью записи подложек на куполе, а также соответствием (подгонкой) формы облака испаряемого вещества и сферического купола.
[0015] Напыляемый материал перемещается от источника по прямой линии по направлению к вафлям, удерживаемым куполом держателя подложки. Поле вектора испаряемого вещества или облако пара, однако, не является однородным. Если бы купол и содержащиеся там пластины были стационарными (неподвижными), то вариации в облаке привели бы к чрезвычайно неравномерному распределению покрытия на пластинах. Вращение купола относительно центральной линии источника усредняет вариации, которые возникают по круговой траектории вокруг центровой линии, значительно сокращая тем самым неравномерность облака. Однако даже с вращающимся куполом продолжает существовать значительный источник неравномерности (неоднородности). Самая большая толщина покрытия - у центровой линии источника, а затем толщина покрытия уменьшается по мере увеличения расстояния от пластины до центровой линии источника. Чтобы сократить толщину покрытия, напыленного в непосредственной близости от центровой линии источника, стационарная маска для улучшения равномерности осаждения, чья ширина сходит на конус с увеличивающимся радиусом, устанавливается между источником и куполом. Поскольку купол вращается, то маска для улучшения равномерности осаждения блокирует больше пара рядом с центровой линией, чем это происходит в удалении от центровой линии. Уникальная маска для улучшения равномерности осаждения должна быть индивидуально создана для материала испаряемого вещества и для других условий испарения, что значительно влияет на форму парового облака. Когда хорошо изготовленная маска для улучшения равномерности осаждения добавляется в систему, то данная маска для улучшения равномерности осаждения обеспечивает общую однородность покрытия в пределах допустимых лимитов. К сожалению, маска непременно ограничивает среднюю толщину покрытия самым низким уровнем, достигаемым в случае напыления без маски на самом дальнем от середины краю внешнего ряда пластин купола.
[0016] Оптимизация между собиранием на маске и собиранием на куполе важна для всеобщей эффективности собирания. Ключом к оптимизации является определение диаметра купола, при котором собирание на маске начинает обгонять собирание на куполе. Следующее уравнение математически представляет это согласование.
[0017]
[0018] Где Тр=Толщина покрытия в точке р
[0019] То=Толщина покрытия для υ=0, ϕ=0, R=1
[0020] υ=Угол эмиссии, то есть угол между центровой линией источника и линией, нарисованной от виртуального источника к рассматриваемой точке
[0021] ϕ=Угол отражения испарения в данной точке, то есть угол между линией, нарисованной перпендикулярно к нижней части пластины, и фактической траектории пара в той точке
[0022] R=Сферический радиус купола=Расстояние от мнимого источника к любой точке на сферической поверхности купола
[0023] n=Величина, рассчитанная на основе величин υ, ϕ и R, была определена
[0024] Используя физические термины, три фактора, которые определяют толщину покрытия, - это материал, который испаряется, скорость испарения и температура мнимого источника. Эти три фактора, в свою очередь, являются функциями следующих дополнительных переменных. Эти переменные включают ток эмиссии электронно-лучевой пушки, размер тигеля, использование или неиспользование вкладыша тигеля, уровень резервуара испаряемого вещества внутри тигеля, размер пятна (фокуса) луча, положение пятна (фокуса) луча, если это стационарно, на поверхности резервуара материала испаряемого вещества, использование или неиспользование развертки луча и оптимизацию модели развертки луча для данного материала. Сами по себе некоторые из этих факторов оказывают достаточно незначительное воздействие. Однако при условиях обработки, когда относительно незначительные условия дополняют друг друга, их кумулятивный эффект может быть достаточно ощутимым.
[0025] Все вышеперечисленное, в свою очередь, зависит от формы парового облака материала испаряемого вещества. В физических терминах, основными детерминантами формы парового облака являются материал испаряемого вещества и скорость испарения, что в значительной степени является функцией мощности, подаваемой электронной пушкой. Исследование парового облака изобретателями продемонстрировало, что cosn в вышеупомянутом уравнении дает точный показатель формы парового облака. Паровые облака, основанные на низких значениях n, имеют тенденцию к тому, чтобы быть короткими и сплющенными. По мере того как величина n возрастает, форма парового облака становится все более продолговатой и все более похожей на слезинку. Исследование парового облака изобретателями показало, что для многих материалов скорость осаждения уменьшается нелинейно как функция расстояния от мнимого источника, предполагая, что скорость испарения остается постоянной. Существует понимание того, что форма парового облака для осаждаемого материала дает возможность оптимизации единообразной маски, которая создается и используется для обеспечения однородности покрытия для всего множества (партии) пластин данного купола. Исследование изобретателями парового облака и осаждений также позволило им определить эмпирически максимальный диаметр купола или размер, при котором собирание на маске обгоняет собирание на пластине для определенного радиуса кривизны купола. Купол с единственной осью достигнет максимальной эффективности собирания исходя из размера (емкость пластины) за пределами этого лимита, поскольку будет потеряно больше материала для осаждения при маске для улучшения равномерности осаждения, чем инкрементно (с постепенным увеличением) собрано на пластинах в куполе. Оптимизация этого сочетания - это окончательный фактор в оптимизации эффективности собирания.
[0026] Держатель планетарной подложки высокоинтенсивной установки обратной литографии (HULA) был разработан таким образом, чтобы минимизировать потери в эффективности собирания, характерные при использовании маски для улучшения равномерности осаждения с системами одного купола. Необходимая в таких системах маска для улучшения равномерности осаждения обычно собирает 10-12% напыляемого материала. Существующие конфигурации высокоинтенсивной установки обратной литографии (HULA) состоят из нескольких планетарных куполов, причем отсутствует центральный купол. Такие системы высокоинтенсивной установки обратной литографии (HULA) не требуют маски для улучшения равномерности осаждения, что означает улучшение на 10-12% эффективности собирания. Дополнительным преимуществом системы высокоинтенсивной установки обратной литографии (HULA) является то, что эта система значительно менее чувствительна, чем система с одним куполом, к любой регулируемой переменной, которая влияет на форму парового облака (например, материал испаряемого вещества, скорость осаждения или положение луча). Планетарная система высокоинтенсивной установки обратной литографии (HULA), таким образом, дает возможность осаждать одно или несколько равномерных покрытий на основе обратной литографии на большое число пластин за более короткий период времени по сравнению с системами осаждения на основе единственного купола, где требуется большее число масок для улучшения равномерности осаждения.
[0027] Данное изобретение представляет собой усовершенствованную концепцию высокоинтенсивной установки обратной литографии (HULA), которая включает кольцо планетарных куполов, окружающих центральный купол того же размера. В этой конфигурации система высокоинтенсивной установки обратной литографии (HULA) требует только одной очень небольшой маски, чтобы добиться соответствия толщины покрытия центрального купола, а также однородности с теми же параметрами внешних куполов. Маска, которая необходима для центрального купола, меньше, чем маска, необходимая в системе с типичным единственным куполом, и не просто потому, что первая значительно меньше, чем последняя, но также поскольку маска для центрального купола должна только усреднить эту толщину покрытия купола, чтобы она соответствовала толщине по центровой линии пластин в сателлитных куполах.
[0028] Более того, использование конических камер для осаждения предлагает сокращение вплоть до 50% времени откачки по сравнению с обычными коробчатыми камерами, удерживая несущие (держатели) пластин того же диаметра. Это сокращение времени откачки имеет определенное преимущество для совокупных эксплуатационных расходов (СОО). Дополнительные сокращения совокупных эксплуатационных расходов возникают в результате следующих факторов. Объемы конических сегментов на 42% меньше, чем эквивалентные коробчатые объемы. Уменьшенный объем означает снижение требований к накачке (нагнетанию) плюс возможность энергосбережений за счет использования меньших насосов. Поверхности конических секций на 30% меньше, чем эквивалентные коробчатые поверхности. Там, где удаление газов (обезгаживание) с поверхности предопределяет значительный объем газообразного материала, который должен быть откачен из камеры, данное сокращение площади поверхности приводит к предсказуемому 50% сокращению времени откачки. Коническая форма вакуумной камеры для осаждения предопределяет пониженные требования к экранированию, поскольку стенки камер не предназначают своих поверхностей для легкого (быстрого) осаждения, но отклоняются от угла потока. Экономия возникает и комбинируется для каждого цикла операций партии.
[0029] Другие преимущества данного изобретения таковы: конические камеры могут быть изготовлены на основе процесса гидроформинга, и производственные расходы становятся значительно меньше, чем расходы при производстве толстых, сильно укрепленных и сварных кубов. По сравнению с коробчатыми камерами конические камеры используют меньше материала, а также они легче, и их легче транспортировать. Стоимость очистки, технического обслуживания и замены щитков осаждения значительно сокращается. Форма конусообразной камеры делает возможным совмещение добавочных насосов, пневматики и электроники с компактным цилиндром, чей диаметр определяется верхним диаметром конуса. Крионасосы могут быть установлены в положении, отвернутом от пушки, источника нагрева в камере для осаждения, а также по направлению верха таким образом, чтобы они располагались ниже основного объема камеры. Такое положение благоприятно отражается на накачивании (нагнетании) высокой электропроводимости. Повышение эффективности накачивания (нагнетания) может сделать возможным значительное уменьшение габаритов и массы насосов, сокращая при этом расходы на исходную систему, а также уменьшая энергию, требуемую для работы насоса на всем протяжении производственного процесса.
[0030] Более того, усовершенствования, связанные с эффективностью сбора, позволят добиться значительного сокращения эксплуатационных расходов в конкретных приложениях, особенно там, где осуществляется осаждение золота и других ценных металлов. В настоящее время большая часть золота, которое потребляется в процессах нанесения покрытия, осаждается либо на внутренних щитках, либо на верхней части покрытых фоторезистом подложек. Когда процесс обратной литографии завершен, только около 10% золота остается в осажденном состоянии на подложках. Щитки камеры и осадки обратной литографии поступают к регенераторам золота, которые обычно взимают в качестве своего вознаграждения процент от первоначальной стоимости золота. Для пользователей, которые используют процессы, включающие осаждение золота, расходы на покупку и распоряжение своим запасом золота могут составлять от сотен до тысяч долларов ежемесячно. Таким образом, главной целью данного изобретения является сокращение количества металла, который осаждается на каких-либо иных поверхностях помимо поверхностей подложек. Поскольку высокий процент золотого потока осаждается на пластинах, то продолжительность каждого цикла осаждения укорачивается, а потому улучшается пропускная способность. Дополнительное усовершенствование, связанное с пропускной способностью, определяется сокращением времени, требуемого для замены щитков, что значительно меньше при коническом дизайне, чем в случае коробчатой напылительной машины.
[0031] Данное изобретение позволяет достигнуть этих и других целей, предлагая аппарат для осаждения (напыления) материала на подложку путем напыления, используя процесс обратной литографии. В одном воплощении данного изобретения, аппарат включает корпус конической формы, источник напыления, один или несколько орбитальных элементов, имеющих форму купола, центральный элемент, имеющий форму купола, маску для улучшения равномерности осаждения, а также одну или несколько позиций/локаций для приема пластин. Корпус конической формы имеет верх в виде купола, а также нижнюю и боковую стенку, которые сходятся сверху в форме купола по направлению вниз. Источник напыления расположен в смежном положении с низом и выравнен (спрямлен, установлен соосно) с первой осью, которая проходит через центральную точку верха купола. Один или несколько орбитальных элементов, имеющих форму купола, размещены выше источника напыления, спрямленного с верхом купола и на постоянном радиусе от первой оси, которая проходит через центральную точку верха купола. Один или несколько элементов в форме купола вращаются относительно первой оси, в то время как каждый орбитальный элемент в форме купола одновременно вращается относительно второй оси, которая проходит через центральную точку орбитального элемента в форме купола. Центральный элемент в форме купола имеет центральную точку, спрямленную (расположенную соосно) с первой осью, и центральный элемент в форме купола вращается относительно первой оси. Маска для улучшения равномерности осаждения расположена между источником напыления и центральным элементом в форме купола и эксплуатационно используется только с центральным куполообразным элементом. Одна или несколько позиций по приему пластин расположены внутри каждого орбитального элемента или нескольких орбитальных элементов в форме купола, а также центрального куполообразного элемента для приема пластины вовнутрь.
[0032] В другом воплощении данного изобретения одна или несколько приемных позиций для пластин расположены преимущественно ортогонально к источнику напыления.
[0033] В дальнейшем воплощении данного изобретения аппарат включает опорную конструкцию, которая позиционирует и вращает один или несколько орбитальных элементов в форме купола и центральный куполообразный элемент относительно первой оси.
[0034] В еще одном воплощении данного изобретения аппарат включает опорную конструкцию, где данная опорная конструкция позиционирует один или несколько орбитальных элементов в форме купола и центральный куполообразный элемент так, чтобы дуги, образованные одним или несколькими орбитальными элементами в форме купола и центральным элементом в форме купола, совпадали с окружностью сферы, которая имеет свой центр на первой оси и расположена у источника напыления.
[0035] В другом воплощении данного изобретения аппарат включает опорную конструкцию, которая далее включает приводную систему, вращающую один или несколько орбитальных элементов в форме купола относительно их соответствующей второй оси.
[0036] В другом воплощении аппарат - это устройство для осаждения парами с использованием процесса обратной литографии. Устройство для осаждения парами включает источник напыления, каркас (пространственную рамку) для вращения относительно первой оси, которая проходит через источник напыления, один или несколько орбитальных элементов в форме купола, расположенных выше источника напыления, смежного с верхом купола и на постоянном радиусе от первой оси, которая проходит через центральную точку верха купола, центральный элемент в форме купола, маску для улучшения равномерности осаждения и одну или несколько локаций для приема пластин. Один или несколько элементов в форме купола вращаются относительно первой оси, в то время как каждый орбитальный элемент в форме купола одновременно вращается относительно второй оси, которая проходит через центральную точку орбитального куполообразного элемента. Центральный куполообразный элемент имеет центральную точку, спрямленную с первой осью, и центральный куполообразный элемент вращается относительно первой оси. Маска для улучшения равномерности осаждения расположена между источником напыления и центральным куполообразным элементом и эксплуатационно предназначена для использования только с центральным элементом в форме купола. Одна или несколько локаций, принимающих пластины, расположены в пределах каждого из одного или нескольких орбитальных элементов в форме купола и центрального элемента в форме купола для приема пластины вовнутрь.
[0037] Здесь также обсуждается метод эффективного нанесения покрытия на пластину на основе обратной литографии. В одном воплощении метод включает выпаривание материала из источника, вращение центрального куполообразного элемента относительно первой оси, которая проходит через центр центрального куполообразного элемента и источника, и вращение орбитального куполообразного элемента, который отклонен от центрального куполообразного элемента относительно первой оси, и вращение орбитального элемента в форме купола относительно второй оси, которая проходит через центр орбитального куполообразного элемента и источника. Центральный куполообразный элемент имеет установленную на нем пластину, которая отклоняется от первой оси и имеет поверхность, которая большей частью ортогональна по отношению к источнику. Орбитальный куполообразный элемент имеет установленную на нем пластину, которая отклонена от второй оси и имеет поверхность, которая большей частью ортогональна по отношению к источнику.
[0038] В другом воплощении данного изобретения метод включает вращение центрального куполообразного элемента и орбитального элемента в форме купола относительно первой оси и орбитального куполообразного элемента относительно второй оси одновременно.
[0039] В другом воплощении данного изобретения метод включает прохождение этапов выпаривания материала, вращение центрального куполообразного элемента и вращение орбитального элемента в форме купола внутри конусообразного корпуса с верхом в виде купола, где нижняя и боковая стены сходятся от верха в виде купола к низу. Выпаривание материала осуществляется в непосредственной близости от низа купола, а вращение центрального куполообразного элемента и орбитального куполообразного элемента осуществляется в непосредственной близости от верха купола.
[0040] В другом воплощении метода данного изобретения раскрывается метод эффективного нанесения покрытия на пластину на основе обратной литографии. Метод включает выпаривание материала из источника, вращение центрального куполообразного элемента относительно первой оси, которая проходит через центр центрального куполообразного элемента и источника, и вращение орбитального куполообразного элемента, который отклонен от центрального элемент в форме купола относительно первой оси, а также вращение орбитального элемента в форме купола относительно второй оси, которая проходит через центр орбитального куполообразного элемента и источника. Центральный куполообразный элемент имеет установленную на нем пластину, которая отклоняется от первой оси и имеет поверхность, которая большей частью ортогональна по отношению к источнику. Орбитальный куполообразный элемент имеет установленную на нем пластину, которая отклонена от второй оси и имеет поверхность, которая большей частью ортогональна по отношению к источнику.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0041] ФИГУРА 1 - это иллюстрирование бокового вида сверху одного воплощения данного изобретения, демонстрирующее корпус конической формы.
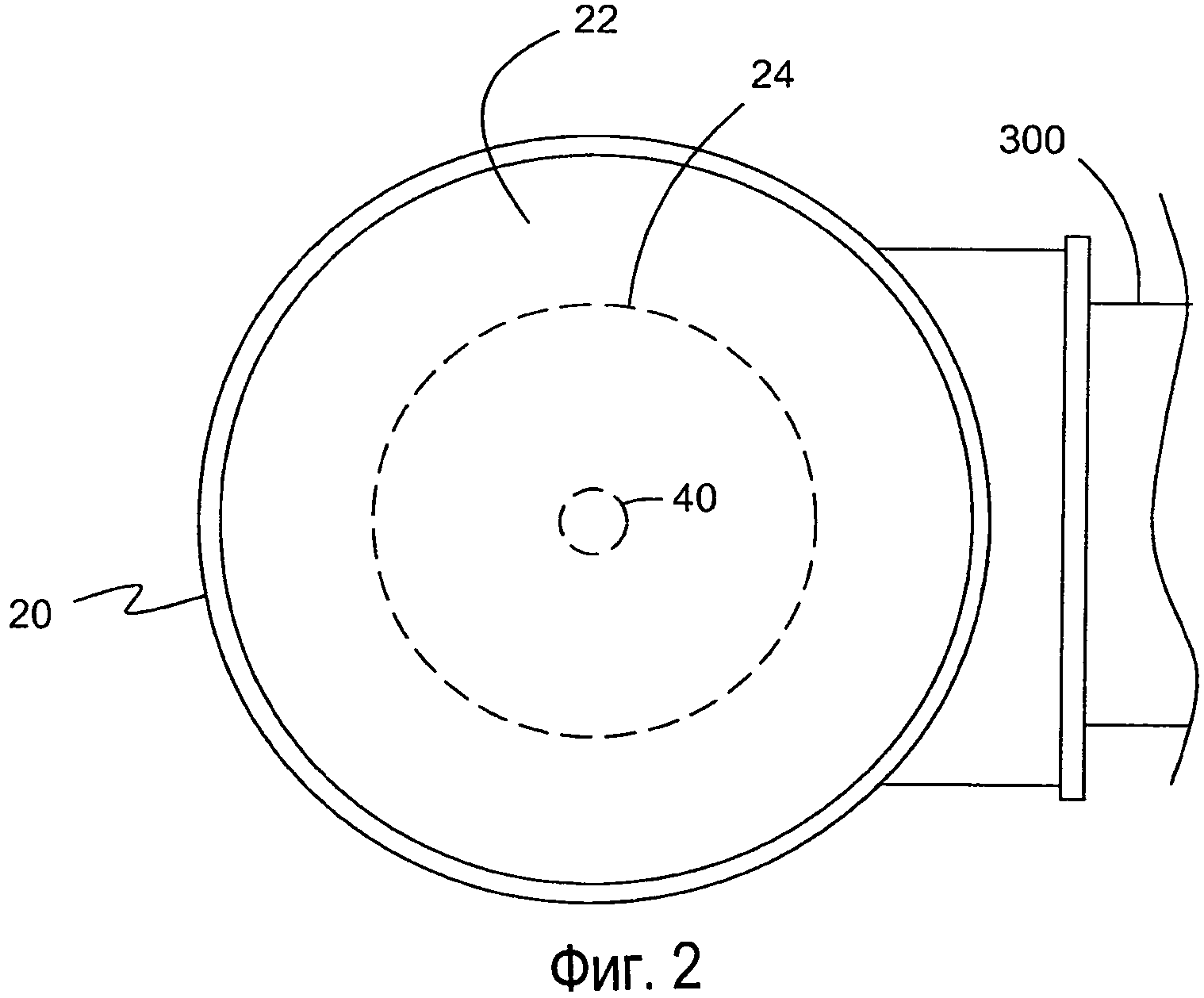
[0042] ФИГУРА 2 - это иллюстрирование вида сверху с частным разрезом для воплощения, представленного на Фиг.1.
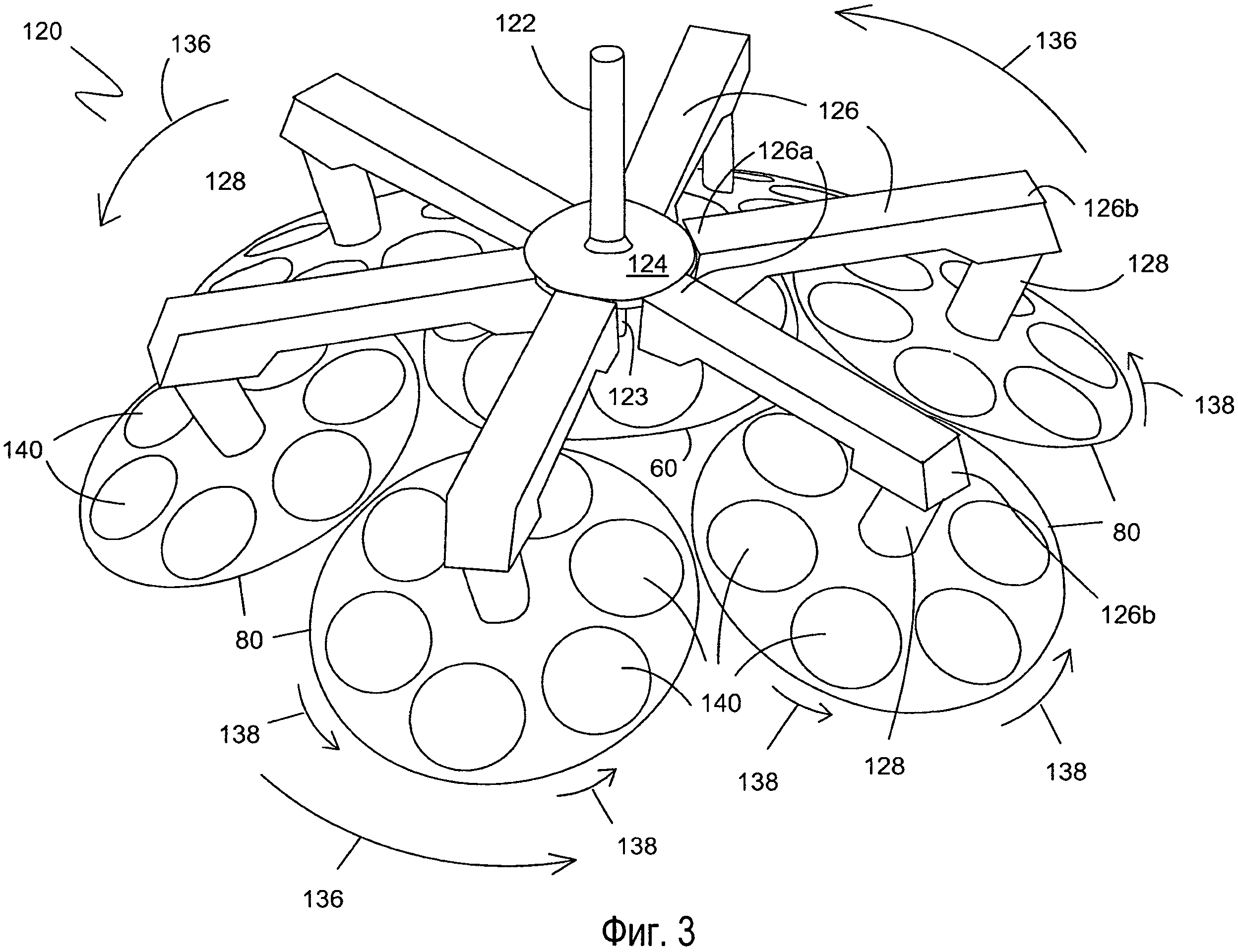
[0043] ФИГУРА 3 - это иллюстрирование перспективного вида одного воплощения данного изобретения, где показана опорная конструкция для центрального и орбитального элементов в форме купола.
[0044] ФИГУРА 4 - это иллюстрирование вида сверху одного воплощения данного изобретения, где показаны относительные положения центрального и орбитального элементов в форме купола с корпусом конической формы.
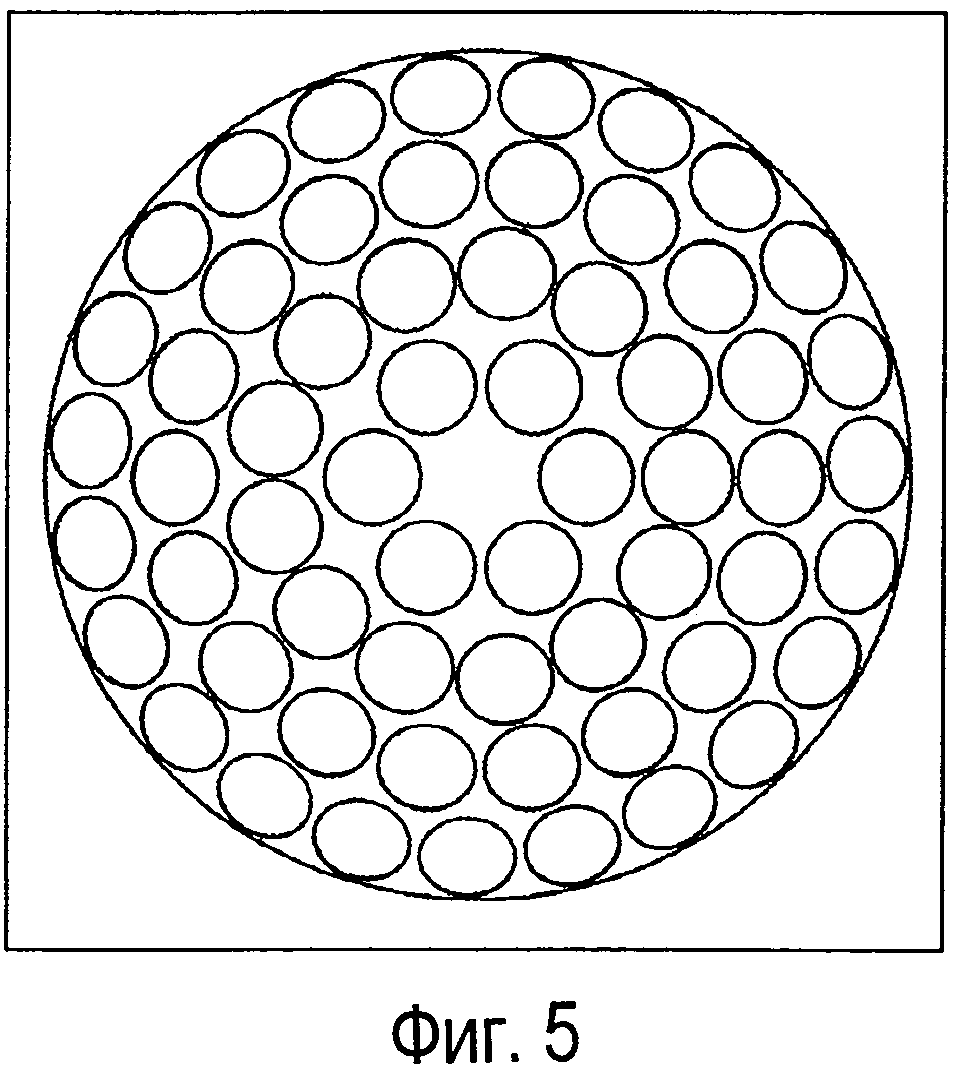
[0045] ФИГУРА 5 - это иллюстрирование вида сверху куполов в устройстве известного уровня техники с одним куполом, где показана конфигурация для сбора максимального количества материала из осаждения.
[0046] ФИГУРА 6 - это иллюстрирование вида сверху куполов в устройстве известного уровня техники с тремя куполами.
[0047] ФИГУРА 7 - это иллюстрирование вида сверху куполов в устройстве известного уровня техники с пятью куполами для использования без маски для улучшения равномерности осаждения.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВОПЛОЩЕНИЯ
[0048] Предпочтительное воплощение данного изобретения иллюстрируется на Фиг.1-4. ФИГУРА 1 иллюстрирует вид сбоку планетарной установки для осаждения на основе обратной литографии 10 данного изобретения. Электронно-лучевое осаждение из паровой фазы, как правило, происходит в вакууме. Аппарат 10 включает герметичный, вакуумный корпус конической формы 20, источник напыления 40, центральный куполообразный элемент 60, один или несколько орбитальных элементов в форме купола 80, несущую конструкцию 120 (показано на Фиг.3) и маску для улучшения равномерности осаждения 100. Корпус 20 включает верх купола 22, нижнее отверстие 24 и боковую стену 26. Боковая стена 26 сужается от верха купола 22 по направлению к нижнему отверстию 24, определяя вакуумную камеру 12. Источник напыления 40 расположен рядом с нижним отверстием 24 и выравнен с первой осью 200. Первая ось 200 проходит через центральную точку 21 верха купола 22 и источник напыления 40.
[0049] Центральный куполообразный элемент 60 имеет центральную точку 61, которая выравнена с первой осью 200. Центральный куполообразный элемент 60 позиционирован с вогнутой поверхностью 60а, расположенной напротив и выше источника напыления 40 рядом с верхом купола 22. Центральный куполообразный элемент 60 вращательно соединен с несущей конструкцией 120 (не показано) и вращается относительно центральной точки 61 и первой оси 200.
[0050] Один или несколько орбитальных элементов в форме купола 80 расположены таким образом, что вогнутая поверхность 80а находится напротив и выше источника напыления 40 рядом с куполобразным верхом 22 и на постоянном радиусе от первой оси 200 и/или центральной точки 21 верха купола 22. Орбитальный куполообразный элемент 80 вращается относительно первой оси 200 и также вращается относительно второй оси 210, которая проходит через центральную точку 81 орбитального куполообразного элемента 80 и источник напыления 40. Вращение орбитального куполообразного элемента 80 относительно первой оси 200 и относительно второй оси 210 происходит одновременно во время эксплуатации.
[0051] Опционально и предпочтительно центральный куполообразный элемент 60 и орбитальный куполообразный элемент 80 имеют один и тот же диаметр и одну и ту же вогнутость. Вогнутость центрального куполообразного элемента 60 и орбитального куполообразного элемента 80 большей частью соответствует поверхности сферы, имеющей радиус, равный расстоянию между источником напыления 40 и центральными точками 60а, 80а элемента в форме купола 60, 80 соответственно.
[0052] Маска для улучшения равномерности осаждения 100 расположена между источником напыления 40 и центральным элементом в форме купола 60. Маска для улучшения равномерности осаждения 100 в этом примере имеет форму слезинки, как показано на увеличенном виде сверху на Фиг.1. Верхняя часть 101 маски для улучшения равномерности осаждения 100 расположена примерно в центре центрального куполообразного элемента 60 и более узкой хвостовой части 102, расположенной примерно на наружной кромке центрального куполообразного элемента 60. Форма может изменяться в зависимости от осаждаемого материала, используемой мощности и расстояния между центральным куполообразным элементом 60 и источником напыления 40. Однако более широкая часть маски для улучшения равномерности осаждения 100 обычно всегда расположена по направлению к центру центрального куполообразного элемента 60, в то время как более узкий конец обычно направлен к наружной кромке. Маска для улучшения равномерности осаждения 100 оперативно находится в зацеплении для использования только с центральным куполообразным элементом 60 и не влияет на осаждение материала испаряемого вещество. Орбитальный куполообразный элемент 80 не нуждается в маске для улучшения равномерности осаждения. Маска для улучшения равномерности осаждения 100 относительно мала по сравнению с масками для улучшения равномерности осаждения, используемыми с системами, где имеется один купол. Эта маска требуется только для того, чтобы добиться соответствия толщины и равномерности покрытия центрального куполообразного элемента 60 тем же параметрам орбитального куполообразного элемента 80. Это улучшает эффективность собирания и пропускную способность.
[0053] На Фиг.1 также проиллюстрирована изоляция или задвижка 300, присоединенная к вакуумной камере для осаждения 12, и пара колец источника 310 для включения источника напыления 40.
[0054] Обращаясь к Фиг.2, видим здесь вид сверху воплощения, показанного на Фиг.1. Как можно видеть, верх купола 22 имеет круглую форму с поперечной стеной 26, сходящейся по направлению к нижнему отверстию 24 корпуса 20.
[0055] ФИГУРА 3 - это перспективный вид несущей конструкции 120. Несущая конструкция 120 включает первичный приводной вал 122, который вращательно подсоединен к приводному компоненту (не показано), чтобы придавать вращение, а также каркасный храповичок (шестерня) 124. Удлинение приводного вала 123 соединено в эксплуатационной и ротационной регулировке на одном конце с ведущим приводным валом 22. Удлинение приводного вала 123 прочно присоединено к центральному куполообразному элементу 60 в центральной точке 60а. Проксимальный конец рукоятки 126а множества выдвижных рукояток прикреплен к ступице (втулке) 124. Выдвижные рукоятки 126 расположены на равном расстоянии друг от друга вокруг ступицы (втулки) 124. Вспомогательный приводной вал 128 ротационно подсоединен рядом с периферическим концом рукоятки 126b на одном конце и прочно прикреплен к одному из орбитальных элементов в форме купола 80 в центральной точке 80а элемента 80. Как можно видеть, каждый из центральных и орбитальных куполообразных элементов 60, 80 соответственно имеет множество положений приема пластин 140. Предпочтительно, каждое из положений приема пластин 140 - это отверстия для приема туда пластин. В предпочтительном воплощении несущая конструкция 120 имеет шесть рукояток 126, поддерживающих шесть орбитальных или планетарных элементов в форме купола 80, используя вспомогательный приводной вал 128 и центральный куполообразный элемент 60, поддерживаемый удлинением приводного вала 123. Приводной компонент эксплуатационно присоединен к ведущему приводному валу 122, чтобы вызвать вращение ведущего приводного вала 122, как указано стрелками 136. Это приводит к тому, что орбитальные элементы в форме купола 80 вращаются относительно первой оси 200 ведущего приводного вала 122 в планетарном движении, а также придают ротационное движение к центральному куполообразному элементу 60, подсоединенному к удлинению приводного вала 123. Приводной компонент эксплуатационно подсоединен к вспомогательному приводному валу 128, чтобы вызвать вращение вспомогательного приводного вала 128, как показано стрелками 138. Это вызывает вращение орбитальных элементов в форме купола 80 относительно второй оси 210 вспомогательного приводного вала 128. Соответственно, орбитальный куполообразный элемент 80 одновременно вращается относительно второй оси 210, продолжая при этом вращение относительно первой оси 200.
[0056] Каждый центральный куполообразный элемент 60 и орбитальный куполообразный элемент 80 включает одно или несколько положений приема 140 для приема пластин, которые должны быть покрыты материалом испаряемого вещества. Положение для приема пластин 140 конфигурировано таким образом, чтобы пластина была позиционирована преимущественно ортогонально к источнику напыления 40. Положение для приема пластин 140 может быть отверстиями или углублениями или установочными платформами для удержания пластин. Разъемный удерживающий (стопорный) механизм (не показано) удерживает пластину в определенном положении во время операции нанесения покрытия, как это хорошо известно в данной области техники.
[0057] ФИГУРА 4 - это уплощенный вид сверху несущей конструкции и элементов в форме купола в вакуумной камере. Для большей ясности, иллюстрация упрощена, чтобы лучше понять структурные взаимосвязи основных компонентов множества держателей купола. В этом воплощении опорная конструкция 120 имеет ступицу (втулку) 124 и шесть выдвижных рукояток 126. Удлинение приводного вала 123 (не показано) поддерживает центральный куполообразный элемент 60 и вспомогательные приводные валы 128 (не показано) рядом с периферическими концами 126b, эксплуатационно соединяет каждую из шести выдвижных рукояток 126 и поддерживает орбитальные элементы в форме купола 80. Описанная структура расположена внутри вакуумной камеры 12 ниже, но все же рядом с куполообразным верхом 22 конического корпуса 20. Каждый из центральных и орбитальных элементов в форме купола 60, 80 имеет преимущественно один и тот же размер и позиционированы таким образом, что между любым из шести орбитальных элементов в форме купола 80 не используется маска для улучшения равномерности осаждения. Маска для улучшения равномерности осаждения 100 (не показано), которая относительно мешьше, чем маска, используемая в системе с одним куполом, используется между поверхностным слоем центрального куполообразного элемента 60 и источником напыления 40. Маска для улучшения равномерности осаждения 100, требуемая для центрального куполообразного элемента 60, меньше, чем маска в типовой системе с одним куполом, не только потому, что первая значительно меньше, чем последняя, но также потому, что маска для улучшения равномерности осаждения 100 для центрального куполообразного элемента 60 должна только усреднять толщину покрытия купола, чтобы соответствовать толщине орбитального элемента в форме купола 80 в центральной точке 80а и в центральных точках или центральных линиях пластин в орбитальных или сателлитных элементах в форме купола 80.
[0058] С целью сравнения, ФИГУРЫ 5-7 иллюстрируют предшествующие купольные системы, где везде используются коробчатые вакуумные камеры. Фиг.5 иллюстрирует систему с одним куполом в коробчатой вакуумной камере. Фиг.6 иллюстрирует сателлитную систему с тремя куполами в коробчатой вакуумной камере. Важно отметить, что затененные (заштрихованные) положения пластин, если используются, потребуют нескольких масок для улучшения равномерности осаждения, чтобы создавать более равномерный стойкий слой покрытия по каждому куполу. Фиг.7 иллюстрирует сателлитную систему с пятью куполами в коробчатой вакуумной камере, где не требуется маска для улучшения равномерности осаждения.
[0059] Сейчас будут представлены примеры эффективности покрытия. Первый пример иллюстрирует эффективность покрытия системы с одним куполом.
[0060] Пример 1
[0061] Система включает традиционную сегментную купольную систему на основе обратной литографии, предоставляемую Ferrotec-Temescal Ливерморской лаборатории им. Лоуренса, Калиформия, в качестве модели FC4400, с использованием единственного купола шириной в 42 дюйма. Размер пластины был 5.825 дюйма в диаметре. В процессе покрытия используется сегментный ТР8 купол на 30 пластин с углом испарения 30°1/2.
[0062]
[0063] Как можно увидеть из Таблицы 1, система с одним куполом имеет незначительное 19.08 процентное накопление на пластине. Это означает, что 80.92 процента материала испаряемого вещества растрачивается понапрасну и накапливается на единственном куполе, щитках и стенах коробчатой вакуумной камеры.
[0064] Пример 2
[0065] Эта система включает традиционную, несегментную купольную систему с одной осью на основе обратной литографии, которая однако сделана как можно большей, чтобы собрать максимальное количество материала от осаждения. Фиг.5 представляет собой иллюстрацию такого единственного купола. Это конструируется с использованием купола шириной 53 дюйма. Размер пластины был 5.825 дюйма в диаметре. Процесс нанесения покрытия использует 60 пластин с углом испарения 39°1/2. Размер купола с одной осью, однако, не практичен с точки зрения эргономичного производства, поскольку купол в типовом варианте состоял бы из множества секций, чтобы облегчить удаление пластин из вакуумной камеры. Чтобы завершить это, будет необходимо провести сопутствующее сокращение итогового числа пластин с 60 до 50 с пропорциональным сокращением процента, собранного на пластине.
[0066]
[0067] Как можно увидеть в Таблице 2, самый крупный и наиболее эффективный стандартный купол с одной осью имеет 27.32 процента накопления на пластине. Это означает, что 72.68 процента материала испаряемого вещества растрачивается понапрасну и собирается на непластинных секциях купола, на щитках и стенках коробчатой вакуумной камеры. Это выполняется с маской для улучшения равномерности осаждения и показывает улучшение эффективности собирания по сравнению с системой обычного размера с одним куполом.
[0068] Пример 3
[0069] Фиг.7 - это иллюстрирование системы высокоинтенсивной установки обратной литографии (HULA) с 5 куполами, относящейся к известному уровню техники. Пример одной такой системы можно получить в Ferrotec-Temescal в качестве Модели No. HUHY-54, используя купол шириной 49 дюймов с 5 орбитальными элементами в форме купола 80. Размер пластины был 5.825 дюймов в диаметре. В процессе нанесения покрытия задействованы 30 пластин на 5 орбитальных куполах с углом испарения 36°1/2.
[0070]
[0071] В Таблице 3 указаны накопления на пластине в размере 21%, а также показано преимущество системы высокоинтенсивной установки обратной литографии HULA) предшествующего уровня техники над системой с одним куполом, имеющей общее число пластин - 30. Это означает, что 79 процентов материала испаряемого вещества растрачивается понапрасну и накапливается на сателлитных куполах, щитках и стенках корбчатой вакуумной камеры. Это представляет собой 16.18% повышение эффективности собирания по отношению к Таблице 1, куполу с одной осью и 30 пластинами, где используется маска. Как отмечалось ранее, маска обходится примерно от 11% до 12% с точки зрения эффективности. Удаляя маску и осуществляя конфигурацию, как это указано выше, удается получить дополнительную экономию не только за счет устранения расходов на маску, а также получить дополнительное усовершенствование в виде дополнительных 3%-4%.
[0072] Пример 4
[0073] Одно воплощение системы данного изобретения включает купольную систему традиционной высокоинтенсивной установки обратной литографии (HULA), имеющейся в наличии у Ferrotec-Temescal в качестве Модели No. HUHY-54, используя купол шириной 54 дюйма с 6 орбитальными элементами в форме купола 80 и центральным куполообразным элементом 60. Фиг.4 - это иллюстративный пример такой системы. Размер пластины был 5.825 дюйма в диаметре. В процессе нанесения покрытия были использованы 42 пластины, 6 орбитальных куполов плюс один центральный купол с углом испарения 36°1/2.
[0074]
[0075] Как можно увидеть из Таблицы 4, система данного изобретения демонстрирует 29.95 процентов накопления на пластинах. Это означает, что только 70.05 процентов материала испаряемого вещества растрачивается понапрасну и собирается на центральных и сателлитных куполах, щитках и стенках конусообразной вакуумной камеры. Также отмечается, что эффективность собирания достигается с общей загрузкой пластин только в 42 пластины по сравнению с большей, используемой в качестве примера, традиционной системой с одной осью и 60 пластинами, из Таблицы 2. Это осуществляется без маски для улучшения равномерности осаждения для сателлитных куполов и относительно небольшой маски для улучшения равномерности осаждения, предназначенной для центрального купола. Это указывает на дальнейшее повышение эффективности собирания по сравнению с системой с одним куполом и системами высокоинтенсивной установки обратной литографии (HULA) известного уровня техники, без использования традиционного центрального купола. Поскольку более высокий процент потока золота осаждается на пластинах, продолжительность каждого периода осаждения сокращается, так что пропускная способность улучшается. Меньшие и равномерно конфигурированные орбитальные и центральные пластинные купола действуют также в качестве естественных носителей для кластерной пластинной загрузки и разгрузки в процессе быстрого обмена. Эргономический фактор ускоряет цикл загрузки/разгрузки, делая ее автономной или создавая возможность за счет использования свободного набора носителей осуществлять погрузку и разгрузку куполов вне этапа вакуумной откачки.
Более того, время откачки становится меньше, что улучшает пропускную способность. Пропускная способность означает число пластин, покрытых за определенный период времени.
[0076] В дополнение к эффективности собирания и совокупным расходам на материал, хранение и уход, уменьшенный объем конического корпуса обеспечивает дополнительные преимущества, не реализованные в рамках систем существующего уровня техники. Эти выгоды включают и другие преимущества. Эти преимущества заключаются в том, что конические камеры могут быть изготовлены на основе процесса гидроформинга так, чтобы их общие производственные затраты были значительно меньше, чем стоимость производства толстых, сильно армированных и сварных кубов. По сравнению с коробчатыми камерами, конические камеры используют меньше материала, а также они легче и проще в транспортировке. Стоимость очистки, технического обслуживания и замены щитков осаждения значительно сокращается. Форма конусообразной камеры делает возможным интегрирование дополнительных насосов, пневматики и электроники внутрь компактного цилиндра, чей диаметр определяется верхним диаметром конуса. Крионасосы могут быть установлены так, чтобы их фронтальная сторона была отвернута от прожектора (распылителя), источника тепла в камере для осаждения, а также направлены вверх, чтобы они находились ниже основного объема камеры. Такое положение благоприятно сказалось бы на накачивании высокой проходимости. Повышение эффективности накачивания (нагнетания) может сделать возможным значительное уменьшение размера насосов, сокращая первоначальные системные затраты, а также сокращая энергию, требуемую для обеспечения работы насосов на протяжении всего процесса. Дополнительное улучшение пропускной способности также является результатом сокращения времени, затрачиваемого на замену щитков, которые значительно меньше при коническом дизайне, чем в случае коробчатых напылительных машин.
[0077] Хотя предпочтительные воплощения данного изобретения были здесь описаны, вышеприведенное описание является просто иллюстративным. Дальнейшая модификация раскрываемого здесь изобретения придет в голову специалистам в данной области, и все такие модификации, как полагается, находятся в пределах объема данного изобретения, как это описано в прилагаемой формуле изобретения.
Реферат
Изобретение относится к аппарату для осаждения из паровой фазы материала на подложку с использованием процесса обратной литографии. Устройство включает корпус конической формы с купольным верхом, источник напыления, центральный куполообразный элемент, расположенный выше источника напыления рядом с купольным верхом корпуса. Центральный куполообразный элемент расположен на первой оси соосно с купольным верхом с возможностью вращения относительно центральной точки. Один или несколько орбитальных элементов в форме купола расположены выше источника напыления рядом с купольным верхом и на одинаковом расстоянии в направлении радиуса от центральной точки купольного верха и с возможностью вращения относительно первой оси и с возможностью одновременного вращения относительно второй оси, которая проходит через центральную точку орбитального куполообразного элемента. Упомянутые орбитальные элементы одинаковы по диаметру и вогнутости с центральным элементом в форме купола. Маска расположена между источником напыления и центральным куполообразным элементом и выполнена с возможностью зацепления с центральным элементом в форме купола. Центральный куполообразный элемент и каждый орбитальный куполообразный элемент включает одно или несколько средств для приема подложек, расположенных внутри одного или каждого из нескольких орбитальных элементов в форме купола и центрального куполообразного элемента для приема подложек вовнутрь. В результате повышается качество покрытия. 2 н. и 17 з.п. ф-лы, 7 ил., 4 табл., 2 пр.
Формула
- корпус конической формы с купольным верхом, имеющий нижнее отверстие и боковую стену, которая простирается от купольного верха по направлению к нижнему отверстию;
- источник напыления, расположенный рядом с нижним отверстием на первой оси, которая проходит через центральную точку купольного верха;
- центральный куполообразный элемент, расположенный выше источника напыления рядом с купольным верхом корпуса, причем центральный куполообразный элемент расположен на первой оси соосно с купольным верхом с возможностью вращения относительно центральной точки;
- один или несколько орбитальных элементов в форме купола, расположенных выше источника напыления рядом с купольным верхом и на одинаковом расстоянии в направлении радиуса от центральной точки купольного верха, при этом один или несколько орбитальных элементов в форме купола выполнены с возможностью вращения относительно первой оси, и каждый орбитальный куполообразный элемент - с возможностью одновременного вращения относительно второй оси, которая проходит через центральную точку орбитального куполообразного элемента, причем один или несколько орбитальных элементов в форме купола преимущественно одинаковы по диаметру и вогнутости с центральным элементом в форме купола;
- маску для улучшения равномерности осаждения, расположенную между источником напыления и центральным куполообразным элементом, причем маска для улучшения равномерности осаждения выполнена с возможностью зацепления с центральным элементом в форме купола; и
- центральный куполообразный элемент и каждый орбитальный куполообразный элемент включают одно или несколько средств для приема подложек, расположенных внутри одного или каждого из нескольких орбитальных элементов в форме купола и центрального куполообразного элемента для приема подложек вовнутрь.
- источник напыления;
- каркас, установленный для вращения относительно первой оси, которая проходит через источник напыления;
- центральный куполообразный держатель подложек, прикрепленный к каркасу, с центральная точкой , проходящей через первую ось;
- орбитальный куполообразный держатель подложек, прикрепленный к каркасу со смещением от первой оси, и с возможностью вращения относительно второй оси, которая проходит через центральную точку орбитального куполообразного держателя и источник напыления; и
- множество средств для приема подложек на центральном куполообразном держателе подложек и на орбитальном куполообразном держателе подложек, при этом каждое средство для приема подложек смещено от первой оси и второй оси, причем каждое из множества упомянутых средств установлено так, чтобы сориентировать поверхность подложки, установленной внутри, преимущественно ортогонально по отношению к радиальной оси, проходящей через положение подложки к источнику напыления во время ротации относительно первой оси и второй оси.
- источник напыления;
- центральное устройство для позиционирования одной или нескольких подложек на равном расстоянии от источника напыления, при этом упомянутое устройство для позиционирования выполнено с возможностью вращения одной или нескольких подложек относительно первой оси, проходящей через источник напыления;
- орбитальное устройство для позиционирования одной или нескольких подложек, которое смещено от центрального устройства для позиционирования и в котором центр каждой или нескольких подложек орбитального устройства для позиционирования находится на равном расстоянии от источника напыления, причем орбитальное устройство для позиционирования выполнено с возможностью вращения одной или нескольких подложек относительно второй оси, проходящей через источник напыления; и
- устройство для вращения центрального устройства для позиционирования и орбитального устройства для позиционирования относительно первой оси и для вращения орбитального устройства для позиционирования относительно второй оси.
- выпаривание материала из источника напыления;
- вращение центрального куполообразного элемента, который расположен на расстоянии от упомянутого источника относительно первой оси, которая проходит через центр центрального куполообразного элемента и источник напыления;
- затем вращение центрального куполообразного элемента, имеющего установленную на нем подложку, который расположен под углом от первой оси и имеет поверхность, которая расположена преимущественно ортогонально к источнику напыления ; и
- вращение орбитального куполообразного элемента, который расположен под углом от центрального куполообразного элемента относительно первой оси и вращение орбитального куполообразного элемента относительно второй оси, которая проходит через центр орбитального куполообразного элемента и источник напыления;
- вращение орбитального куполообразного элемента, имеющего установленную на нем подложку, который расположен под углом от второй оси и имеющего поверхность, которая расположена преимущественно ортогонально к источнику напыления, при этом центральный куполообразный элемент и орбитальный куполообразный элемент совпадают с окружностью сферы, имеющей центр на первой оси и расположенной у источника напыления.
Комментарии