Способ получения заготовок монет - RU2383657C2
Код документа: RU2383657C2
Чертежи



Описание
Данное изобретение относится к способу получения заготовок монет и, в частности, к получению хромированных заготовок монет.
В ряде стран мира для производства металлических денег используют нержавеющую сталь. Использование этого материала имеет ряд недостатков, хотя это и обеспечивает заготовки монет с коррозионной стойкостью, приемлемой для данного применения. Во-первых, это относительно дорогой материал. Во-вторых, трудно проводить чеканку без избыточного износа штампа. Штампы дороги и составляют существенную долю от общей стоимости производства монет чеканкой. В-третьих, трудно достичь хорошей четкости изображения на отчеканенной монете, и, следовательно, изображение на заготовке для монеты из нержавеющей стали имеет тенденцию утрачивать детали.
Одной из альтернатив заготовок монет из нержавеющей стали является применение заготовок монет из мягкой стали, на которые нанесено никелевое гальваническое покрытие. Однако при использовании этого металла возникают как коммерческие затруднения, так и экологические проблемы, связанные с размещением отработанных растворов для нанесения покрытия.
Ранее было установлено, что хромированная сталь является удачной альтернативой нержавеющей стали. Имеется несколько преимуществ изготовления монет из хромированной стали. Обеспечивается экономическая выгода, поскольку хром находится только на поверхности (обычно 20-50 мкм), а не по всему сечению заготовки монеты, как это было бы в случае нержавеющей стали. Процесс хромирования полностью отпускает стальную подложку, следовательно, заготовку можно чеканить без большого износа штампа, как это обычно бывает при чеканке нержавеющей стали. Хромированный слой легко можно обработать механическими способами до удовлетворительного внешнего вида, когда монета находится в виде заготовки. Мягкость материала основы позволяет также нанести на заготовку монеты сложные изображения. Это невозможно при чеканке нержавеющей стали, где изображения должны быть простыми.
Обычный способ хромирования стали заключается в загрузке подлежащих хромированию деталей в сосуд с хромирующей композицией. В подходящий сосуд загружают хромирующую композицию, которая содержит следующие ингредиенты: порошок металлического хрома, разбавитель, например оксид титана, алюминия или магния, и активатор, который обычно представляет собой галогенид аммония. Подлежащие хромированию детали загружают в эту композицию послойно. Чтобы на эти детали было нанесено удовлетворительное покрытие, детали должны быть окружены достаточным количеством хромирующей композиции и отдельные детали не должны касаться друг друга или стенки емкости. В емкости создают подходящую атмосферу, чтобы обеспечить протекание химических реакций желательным образом. Затем емкость вносят в печь и доводят до повышенной температуры, обычно 1100°С, но не обязательно до этой температуры. Это создает за счет реакции галогенида аммония и материала - источника хрома, атмосферу галогенида хрома, который затем контактирует с деталью, на которую следует нанести покрытие. Если материал основы представляет собой низкоуглеродистую сталь, то хром осаждается на поверхности с образованием сплава - твердого раствора железа и хрома. Обычно этот слой содержит на своей поверхности 20-45 мас.% хрома и имеет толщину около 25-125 мкм. Это будет так только в том случае, если в стали практически нет углерода. Присутствие более чем 0,05 мас.% углерода может привести к образованию слоя карбида железа-хрома на поверхности покрытия из твердого раствора. Детали выдерживают при вышеупомянутой температуре обычно в течение 6-18 часов в зависимости от размера емкости. После выдержки в течение этого времени при этой температуре сосуды удаляют из печи и дают им охладиться до температуры окружающей среды.
Однако этот стандартный способ имеет несколько недостатков в случае хромирования заготовок монет. В частности, хромирование заготовок монет в больших количествах непрактично, так как ручная укладка заготовок монет в хромирующий порошок требует больших затрат труда и невыгодна экономически. Одним из предложенных решений является использование укладки с помощью роботов, хотя это также является проблематичным, поскольку необходим тщательный контроль, чтобы избежать контакта заготовок монет в сосуде друг с другом. Также и деформации, которые возникают у сосудов при продолжительном обжиге, делают трудным применение робототехники, поскольку робот должен быть способен зафиксировать различные формы отдельных сосудов. На практике это практически невозможно без сложного и дорогого оборудования для контроля.
Таким образом, существует потребность в другом, менее затратном способе получения монет такого типа.
Соответственно данное изобретение обеспечивает способ нанесения диффузионного покрытия на стальные заготовки монет, включающий следующие стадии: (i) загрузку в реактор металлизации множества заготовок монет и хромирующей композиции, включающей гранулы феррохрома и активатор, (ii) нагревание хромирующей композиции, чтобы получить хромирующий пар для осаждения его на заготовки монет, и (iii) удаление заготовок монет из реактора, причем реактор вращается со скоростью 0,5-50 об/мин.
Этот способ позволяет эффективно нанести диффузионное покрытие на металлические заготовки монет с помощью хромсодержащего пара без недостатков, связанных с предшествующими способами.
Теперь данное изобретение будет описано со ссылкой на сопровождающие чертежи.
На Фиг.1 изображен реактор для использования в данном изобретении: (а) вид сбоку, (b) вид с торца, и (с) вид сверху.
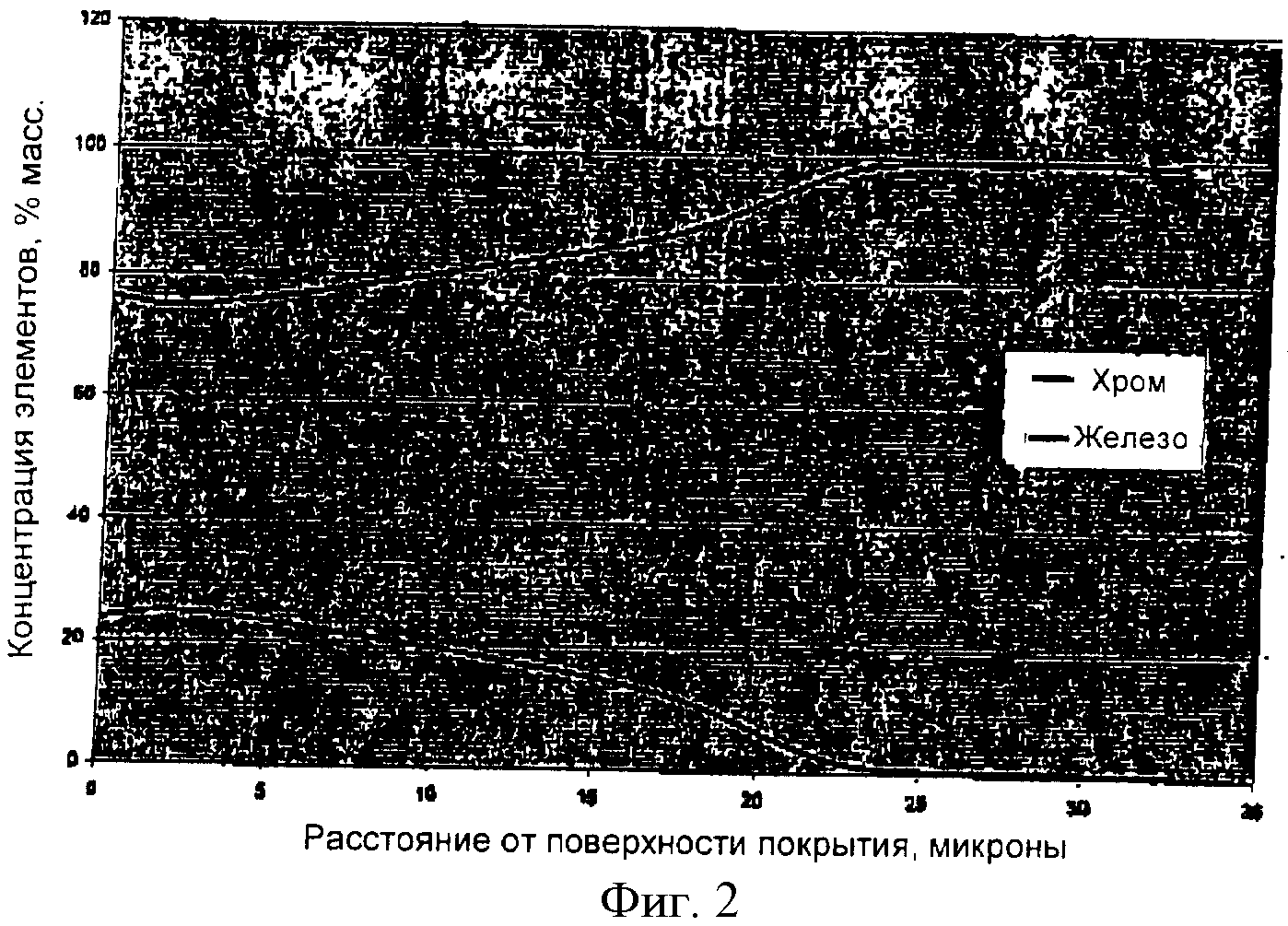
На Фиг.2 представлена зависимость концентрации хрома и железа в стальной заготовке монеты, покрытой с использованием способа по данному изобретению.
На Фиг.3 изображен шлиф стальной заготовки для монеты, покрытой с использованием способа по данному изобретению, и
На Фиг.4 изображено распределение хромированного слоя по стальной заготовке монеты, покрытой с использованием способа по данному изобретению.
Данное изобретение относится к успешному способу преодоления недостатков использования обычного способа хромирования партии для данного конкретного продукта. Используют вращающуюся печь, в которую можно ввести заготовки монет. На Фиг.1 изображена вращающаяся печь, подходящая для использования в данном изобретении, где (а) - вид сбоку; (b) - вид с торца и (с) - вид сверху. На Фиг.1 показан реактор 1, находящийся внутри печи 2. Печь 2 обычно использует газовую горелку, но также можно использовать электрический нагреватель сопротивления или индукционный нагреватель. Для вращения печи к реактору присоединен двигатель 3. Обычно печь вращается со скоростью 2 об/мин (оборота в минуту), но можно использовать и другие скорости вращения. Вращение не должно быть слишком медленным, чтобы предотвратить слипание заготовок монет. Минимальная скорость вращения составляет 0,5 об\мин, предпочтительно 1 об/мин и наиболее предпочтительно 2 об/мин. Кроме того, вращение не должно быть слишком быстрым, чтобы избежать повреждения заготовок монет и не допустить, чтобы вращающаяся печь представляла опасность. Максимальная скорость вращения предпочтительно составляет 10 об/мин, более предпочтительно 20 об/мин, более предпочтительно 25 об/мин и наиболее предпочтительно 50 об/мин.
В процессе хромирования при нагревании хромирующей композиции, включающей гранулы феррохрома, в присутствии активатора и огнеупорного порошка in situ образуется летучее соединение хрома, обычно галогенид хрома. Оказалось, что использование в качестве исходного материала порошкообразного хрома или феррохрома является неудовлетворительным, поскольку при хромировании происходит слипание частиц, которого, как было показано, почти невозможно избежать. Применение хрома в форме гранул также не было успешным, поскольку при хромировании хром образует хрупкие частицы, которые затем сильно прилипают к заготовкам монет. Использование гранул феррохрома, как было показано, является успешным, поскольку в этой форме металл является более пластичным и не так легко расщепляется при обработке. Гранулы феррохрома могут быть любого размера, но они должны быть достаточно большими, чтобы предотвратить адгезию частиц к заготовкам монет. Предпочтительно они имеют диаметр 2-8 мм, наиболее предпочтительно 4-6 мм.
Гранулы феррохрома обычно содержат 40-80 мас.% хрома, 0,05-2,5 мас.% кремния и 0,025-0,25 мас.% углерода, остаток составляют железо и незначительные примеси.
Активатор, применяемый для процесса хромирования, обычно содержит галогенид, например, бромид, хлорид или фторид. Предпочтительными галогенидами являются галогениды натрия, калия и аммония, особенно предпочтительным является хлорид аммония.
В некоторых случаях было отмечено, что после хромирования заготовки монет слипались вместе преимущественно из-за диффузионного связывания. Для того, чтобы устранить это явление, добавляют огнеупорный порошок. Огнеупорным порошком предпочтительно является Al2O3 (оксид алюминия), TiO2 (оксид титана), MgO или Cr2O3. Наиболее предпочтительным огнеупорным порошком является оксид алюминия.
Хромирующая композиция предпочтительно включает 15-90 мас.%, более предпочтительно 50-80 мас.%, гранул феррохрома и 0,1-10 мас.%, более предпочтительно 1-5 мас.%, активатора, при этом остальное составляет огнеупорный порошок, который должен присутствовать в количестве по меньшей мере 1 мас.%, предпочтительно по меньшей мере 5 мас.%, более предпочтительно по меньшей мере 10 мас.%, и наиболее предпочтительно по меньшей мере 15 мас.%.
Заготовки для монет состоят из стали, обычно низкоуглеродистой стали (обычно менее 0,25 мас.% углерода). Сталь предпочтительно по существу не содержит углерода, то есть содержит достаточно малое количество углерода, чтобы избежать образования карбида хрома на поверхности заготовок монет. В альтернативном случае, или кроме того, можно использовать сталь, не содержащую фаз внедрения, то есть низкоуглеродистую сталь, которая содержит другие металлы, способные связываться с углеродом, присутствующим в стали, с образованием карбидов. Такие металлы, интенсивно образующие карбиды, известны и включают титан, ниобий, вольфрам, ванадий, тантал, хром и молибден. Эти металлы могут образовывать в стали химическую связь с углеродом из фазы внедрения, тем самым уменьшая любое взаимодействие между углеродом и диффундирующим хромом, что позволяет избежать образования карбидов хрома.
Образования карбидов хрома в покрытии следует избегать по двум важным причинам. Во-первых, это твердый и износостойкий материал, и, следовательно, если он присутствует в покрытии (или на поверхности, или внутри покрытия), это вызывает избыточный износ штампа при чеканке заготовок монет. Во-вторых, карбид хрома имеет тускло-серый вид, что снижает эстетические качества хромированных заготовок после обработки. Применение хромированных заготовок из стабилизированной титаном стали (или из стали, стабилизированной любым другим карбидообразующим элементом) имеет также коммерческие преимущества, поскольку их можно производить более дешево, чем нержавеющую сталь, и процесс получения не имеет экологических проблем, которые возникают при получении заготовок, покрытых никелем электролитическим способом. Все материалы, применяемые для нанесения хромированного слоя, можно использовать повторно, в то время как отработанные растворы электролитов следует соответственным образом обработать перед их сбросом.
Пример подходящей стали для использования в качестве заготовок монет состоит из:
Ясно, что размер и форма заготовок монет будут зависеть от размера и формы монеты, которую следует получить. Обычно заготовка монеты бывает круглой и имеет диаметр приблизительно 15-30 мм и толщину 1-4 мм.
Общая масса присутствующих заготовок монет предпочтительно составляет 5-75 мас.%, более предпочтительно 5-50 мас.%, и наиболее предпочтительно 40-50 мас.%, в расчете на общую массу заготовок монет и хромирующей композиции.
Заготовки монет и хромирующую композицию (гранулы феррохрома, активатор и, возможно, огнеупорный порошок) вводят в реактор. Температуру печи повышают, и содержимое реактора нагревается достаточно для того, чтобы образовать хромирующий пар, который покрывает заготовки монет. Температура предпочтительно составляет 800-1150°С, предпочтительно 950-1100°С и наиболее предпочтительно 1000°С. Предпочтительно печь достигает этой температуры в течение от 10 мин до 3 часов, более предпочтительно за 1-1,5 часов. Температуру поддерживают на этом значении в течение достаточного времени, чтобы покрыть практически все заготовки монет, например, от 10 мин до 12 часов, более предпочтительно от 30 мин до 2 часов. После этого, если процесс проводят периодически, печь можно отключить, и оставить заготовки монет остывать, например, до температуры окружающей среды, чтобы вынуть их. Можно легко отделить покрытые заготовки монет от хромирующей среды, используя сита подходящего размера.
В ходе процесса хромирования хромирующую композицию предпочтительно следует защищать от воздействия атмосферного кислорода. Защита может включать инертную атмосферу, которую можно получить с помощью аммонийных солей, присутствующих в композиции, которые разлагаются при повышенных температурах. В альтернативном случае можно обеспечить защиту с помощью восстановительной атмосферы, например водорода или содержащих водород газовых смесей, например смеси водорода и аргона, имеющей 10% водорода или менее, предпочтительно 5% водорода или менее, более предпочтительно 1-5%, например смеси «Hygon» (5% водорода в аргоне).
В качестве альтернативы периодическому процессу установку можно автоматизировать, чтобы дать возможность заготовкам монет и хромирующей среде непрерывно протекать через печь. Если процесс проводят как непрерывный процесс, реактор приспособлен для перемещения заготовок монет от первого положения, где заготовки монет загружают в реактор, ко второму положению, где заготовки монет удаляют из реактора. Этого можно достичь с помощью винта Архимеда, расположенного внутри реактора, или с помощью каких-либо других устройств для перемещения монет и порошка по горячей зоне. В этом случае печь не отключают, но заготовки монет, которые уже покрыты, перемещаются в более холодную часть реактора перед выгрузкой.
Непрерывный процесс особенно предпочтительно сочетать с инертной атмосферой, описанной выше.
Данное изобретение включает также способ получения монет, включающий стадии получения заготовок монет с использованием вышеописанного способа, чистовой обработки и полировки заготовок монет и затем чеканки заготовок монет для обеспечения рельефного изображения на одной или обеих сторонах монеты. Чистовую обработку заготовок монет проводят с использованием физических или химических методов для удаления любых неровностей с их поверхностей, например с использованием высоко мощной центрифуги, содержащей абразивное соединение. После этого следует полировка или шлифовка поверхности заготовки монеты опять с использованием физических или химических методов, например проведение промывки или ополаскивания в присутствии шарикоподшипников. Чеканку заготовок монет для получения рельефного изображения на одной или более, обычно на обеих сторонах заготовок; в последнем случае чеканку осуществляют путем одновременного воздействия на обе стороны заготовки монеты штампами из инструментальной стали, которые изготовлены таким образом, что выдавливают на заготовке монеты конкретный рисунок или требуемое изображение. При этой операции заготовка монеты удерживается в кольцеобразном держателе, который можно использовать для получения рифленой кромки, если это необходимо.
Примеры
Пример 1
В сосуд для нанесения покрытия загружали следующие компоненты:
- 70 мас.% гранул феррохрома с низким содержанием углерода, причем гранулы имели размер 4-6 мм и следующий состав:
65 мас.% хрома
1 мас.% кремния
0,05 мас.% углерода
остальное составляли железо и неизбежные примеси;
-15 мас.% оксида алюминия;
- 3 мас.% хлорида аммония;
- 12 мас.% заготовок монет диаметром примерно 19 мм и толщиной 2,3 мм.
Состав стали, из которой сделаны заготовки монет, был следующим:
Защитную атмосферу из 5% водорода в аргоне пропускали в сосуд со скоростью 2 л/мин, в то время как сосуд вращался со скоростью 8 об/мин. Температуру печи увеличивали до 1000°С в течение 1-1,5 часов. Температуру поддерживали на этом уровне в течение 1 часа. После этого времени печь отключили, и поток газовой смеси аргон/водород увеличили до 10 л/мин. Когда заготовки монет достигли температуры окружающей среды, их удалили из сосуда. Отделить их от хромирующей среды было легко путем использования сит подходящего размера. Заготовки монет были блестящими и металлическими на вид; они были гладкими, и на них не было каких-либо прилипших частиц хромирующей среды. Также не было обнаружено, чтобы монеты слипались вместе. При металлургическом исследовании было обнаружено, что заготовки монет имеют диффузионное хромовое покрытие толщиной 20-26 микрон. Концентрация хрома, обнаруженная в диффузионном покрытии, показана на Фиг.2.
На шлиф, показанном на Фиг.3, видно, что в пределах слоя хромового покрытия не наблюдается присутствия карбидов. Удаление материала основы путем травления в 20% азотной кислоте оставляет отдельное хромовое диффузионное покрытие. Это покрытие является эластичным и подтверждает отсутствие сколько-нибудь заметного карбида. Распределение хромированного слоя по заготовке монеты показано на Фиг.4. Можно видеть, что этот слой является однородным и не изменяется на конце или кромках заготовки. Это выгодно отличает полученные заготовки от заготовок монет, которые были покрыты электролитическим никелем; где покрытие имеет толщину на кромках заготовки монеты в два или три раза больше, чем в центре плоскостей заготовки монеты.
Обработанные вышеупомянутым образом заготовки монет можно подвергнуть чистовой обработке до высокой степени блеска, и, следовательно, они удовлетворяют условиям получения монет путем чеканки обработанной заготовки.
Пример 2
В сосуд для нанесения покрытия были загружены следующие компоненты:
- 39,8 мас.% гранул феррохрома с низким содержанием углерода, где гранулы имели размер 4-6 мм и следующий состав:
65 мас.% хрома
1 мас.% кремния
0,05 мас.% углерода;
остальное составляли железо и неизбежные примеси,
- 8,5 мас.% оксида алюминия;
- 1,7 мас.% хлорида аммония.
- 50 мас.% заготовок монет, имеющих такой же диаметр, толщину и состав стали, как и в примере 1.
Была повторена процедура, описанная в примере 1. Полученные заготовки монет были блестящими и металлическими на вид; они были гладкими и не имели каких-либо прилипших частиц хромирующей среды. Также не наблюдали, чтобы монеты слипались друг с другом. При металлургическом исследовании было обнаружено, что заготовки монет имеют хромовое диффузионное покрытие толщиной 20-25 микрон. Концентрация хрома, обнаруженного в диффузионном покрытии, составляла 25,4-25,7 мас.%.
Заготовки для монет, обработанные указанным выше способом, можно подвергнуть чистовой обработке до высокой степени блеска, и, таким образом, они удовлетворяют условиям получения монет путем чеканки и заготовок после чистовой обработки.
Пример 3
Заготовки монет по данному изобретению можно также получить непрерывным способом. В непрерывном процессе в реактор через бункер загружают следующие компоненты:
- 70 мас.% гранул феррохрома с низким содержанием углерода, где гранулы имеют размер 4-6 мм и следующий состав:
65 мас.% хрома
1 мас.% кремния
0,05 мас.% углерода
остальное составляют железо и неизбежные примеси,
-15 мас.% оксида алюминия;
- 3% мас.% хлорида аммония;
- 12 мас.% заготовок монет, имеющих такой же диаметр, толщину и состав стали, как в примере 1.
Защитную атмосферу, состоящую из 5% водорода в аргоне, пропускают в реактор со скоростью 2 л/мин, в то время как реактор вращается со скоростью 2 об/мин и поддерживается при температуре 1000°С. Заготовки монет и хромирующую композицию вводят в один конец реактора через бункер. Реактор имеет внутреннее спиральное ребро, имеющее шаг 50,8 мм (2 дюйма) и отгиб 25,4 мм (1 дюйм); заготовки монет вынуждают двигаться через горячую зону реактора посредством этого спирального ребра в течение периода свыше 30 мин. Заготовки монет несложно отделить от хромирующей среды путем использования сита подходящего размера по мере того, как заготовки монет выходят из другого конца реактора.
Заготовки монет, обработанные вышеупомянутым способом, можно подвергнуть чистовой обработке до высокой степени блеска, и, следовательно, они удовлетворяют условиям получения монет путем чеканки обработанных заготовок.
Реферат
Изобретение относится к получению заготовок монет, в частности к получению хромированных заготовок монет. Способ нанесения диффузионного покрытия на стальные заготовки монет с содержанием углерода менее 0,25 мас.% включает загрузку в реактор для металлизации заготовок монет и хромирующей композиции, содержащей гранулы феррохрома, активатор и огнеупорный разбавитель, нагревание хромирующей композиции для получения хромирующего пара для осаждения его на заготовках монет и удаление заготовок монет из реактора. Реактор вращается со скоростью 0,5-50 об/мин. Способ получения монет дополнительно включает чеканку хромированных заготовок для обеспечения рельефного изображения на одной или на обеих сторонах монеты. Получаются эластичные, однородные и не изменяющиеся по толщине хромовые покрытия. 2 н.з. и 12 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Коррозионно- и износостойкая заготовка и способ ее изготовления и коррозионно- и износостойкие монеты и способ их изготовления
Комментарии