Способ упрочнения поверхностей термообработанных стальных деталей - RU2603932C1
Код документа: RU2603932C1
Чертежи
Описание
Техническое решение относится к электрофизическим и электрохимическим способам обработки деталей, в частности к электроэрозионному легированию графитовым электродом и ионному азотированию поверхностей стальных деталей.
Одним из основных показателей качества машин является их надежность. Наиболее распространенной причиной отказов машин признана не поломка, а износ и повреждение рабочих поверхностей их деталей и рабочих органов. Как правило, все разрушения деталей начинаются с разрушения их поверхностей.
Применение упрочняющих и защитных покрытий существенно повышает качество продукции в машиностроении, обеспечивает надежную работу узлов и деталей в тяжелых условиях эксплуатации оборудования, позволяет снизить материальные и энергетические затраты на эксплуатацию машин, уменьшить расход дорогостоящих конструкционных материалов. Поэтому исследования, направленные на создание новых и повышение качества уже существующих защитных покрытий, актуальны и своевременны.
Одним из наиболее простых с технологической точки зрения методов создания защитных покрытий является поверхностное электроэрозионное легирование (ЭЭЛ). Его достоинствами являются: локальность воздействия, малый расход энергии, отсутствие объемного нагрева материала, простота автоматизации и «встраиваемости» в технологический процесс изготовления деталей, а также возможность совмещения операций.
Применяя ЭЭЛ, можно или повысить твердость металлической поверхности нанесением на нее материала более высокой твердости или диффузионным введением в поверхностный слой необходимых химических элементов из окружающей среды или из материала анода, или понизить твердость поверхности, нанося на нее более мягкие материалы [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976. - 45 с].
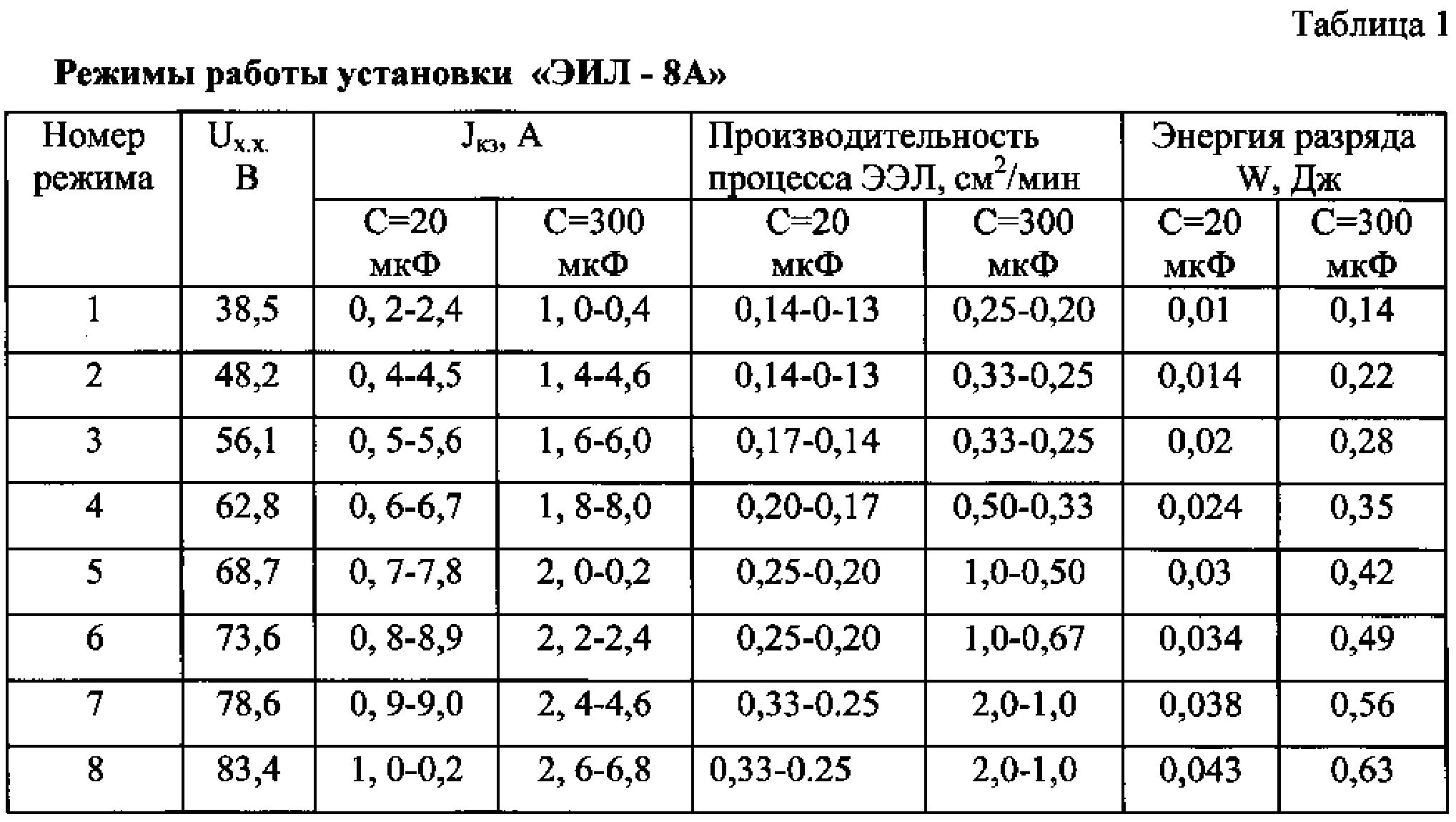
В табл.1 приведены основные режимы работы установки с ручным вибратором модели «ЭИЛ-8А», а также рекомендуемое время легирования 1 см2 поверхности (производительность процесса ЭЭЛ). Для емкостей накопительного конденсатора C=20 мкФ и C=300 мкФ установка имеет по 8 режимов работы.
Однако ЭЭЛ термообработанных деталей, подвергаемых в условиях эксплуатации высоким удельным нагрузкам, например деталей штампов, валов прокатных станов и других подобных деталей, не всегда приводит к желаемому результату. Причиной выхода из строя некоторых из них является то, что под слоем повышенной твердости после ЭЭЛ появляется зона отпуска, то есть зона сниженной твердости. Это приводит к так называемому продавливанию упрочненного слоя и, как следствие, к быстрому износу детали. ЭЭЛ в данном случае принесет вред, особенно, если допустимый износ легированной поверхности превышает толщину слоя повышенной твердости [Лазаренко Н.И. Электроискровое легирование металлических поверхностей.- М.: Машиностроение, 1976. - 45 с.].
Согласно источнику из уровня техники [Андреев В.И. Повышение эксплуатационных характеристик рабочих поверхностей деталей // Вестник машиностроения. - 1978. - №7. - С. 71-72] «провал» твердости в зоне термического влияния можно устранить путем применения после ЭЭЛ дополнительной обработки для создания наклепа методом поверхностного пластического деформирования. Однако в данном случае общего повышения твердости в переходной зоне не наблюдается.
В соответствии со способом, известным из уровня техники [Патент

Недостатком такого способа является низкая производительность процесса, поскольку уже при повышении производительности до 0,4 см2/мин нежелательная шероховатость и сплошность поверхности при ЭЭЛ хромом, вольфрамом и твердым сплавом Т15К6 соответственно составляют 4, 6; 7,8 и 5,4 мкм и 90, 55 и 80%, что значительно сужает область применения способа для упрочнения деталей машин.
Известен способ цементации стальных деталей электроэрозионным легированием (ЦЭЭЛ) [Способ цементации стальных деталей электроэрозионным легированием. Пат. 2337796. Российская Федерация. МПК B23H 9/00 / Марцинковский B.C., Тарельник В.Б., Белоус А.В.; Заявл. 05.10.2006; Опубл. 10.04. 2008, Бюл. №31. - 3 с.], который имеет ряд достоинств, основными из которых являются:
- достижение 100% сплошности упрочнения поверхностного слоя;
- повышение твердости поверхностного слоя детали за счет диффузионно-закалочных процессов;
- легирование можно осуществлять в строго указанных местах, не защищая при этом остальную поверхность детали;
- отсутствие объемного нагрева детали и связанных с этим поводок и короблений;
- простота применения технологии;
- гибкая привязка к имеющемуся оборудованию;
- процесс упрочнения не требует специальной подготовки и высокой квалификации рабочего. В данном способе используется энергия разряда 0,036-6,8 Дж и производительность 1,0-0,2 см2/мин.
При цементации стальных деталей электроэрозионным легированием толщина упрочненного слоя зависит от энергии разряда и времени легирования (производительности процесса). С увеличением энергии разряда и времени легирования толщина упрочненного слоя увеличивается. При этом возрастает и шероховатость поверхности. Так, при ЭЭЛ углеродом среднеуглеродистой легированной стали 40Х (Ra=0,5 мкм) с производительностью 5 мин/см2 при энергии разряда 6,8 Дж толщина слоя повышенной твердости составляет более 1,15 мм. Шероховатость поверхности при этом соответствует Ra=11,7-14,0 мкм.
В табл. 2 приведены зависимости производительности, шероховатости и сплошности поверхностного слоя стали 40Х от энергии разряда при ЭЭЛ стали 40Х графитом и твердыми износостойкими металлами.

Известен также способ ЦЭЭЛ, который используют для снижения шероховатости поверхности деталей машин и, следовательно, для расширения области их применения. Данный способ состоит в том, что ЦЭЭЛ проводят поэтапно, снижая на каждом этапе энергию разряда [Патент

В известном способе используется энергия разряда 0,036-6,8 Дж и производительность 14,0-2,0 см2/мин.
Несмотря на очевидные достоинства, основным из которых является снижение шероховатости поверхности деталей машин с сохранением качества поверхностного слоя (отсутствие микротрещин, наличие слоя повышенной твердости, 100% сплошность и др.), данный способ имеет ряд недостатков. Прежде всего, это - снижение микротвердости поверхностного слоя в результате отпуска при повторной (поэтапной) обработке поверхности графитовым электродом, но с меньшей энергией разряда. Кроме того, наряду со снижением микротвердости поверхности снижается глубина слоя повышенной твердости.
Для устранения указанных выше недостатков создан способ упрочнения поверхностей термообработанных стальных деталей, который, как и способы, известные из уровня техники, включает операцию электроэрозионного легирования и операцию ионного азотирования, причем операцию ионного азотирования осуществляют до или после операции электроэрозионного легирования в течение времени, достаточного для насыщения поверхностного слоя детали азотом на глубину зоны термического влияния для предотвращения снижения в ней твердости, но при котором в соответствии с заявляемым техническим решением операцию электроэрозионного легирования выполняют графитовым электродом с энергией разряда 0,1-6,8 Дж и производительностью 0,2-4,0 см2/мин. При этом операцию электроэрозионного легирования графитовым электродом по меньшей мере в два этапа со снижением энергии разряда на каждом последующем этапе, причем первый этап легирования графитовым электродом выполняют с энергией разряда 0,1-6,4 Дж и производительностью 0,2-4,0 см2/мин, а второй этап легирования графитовым электродом проводят с энергией разряда 0,1-2,83 Дж и производительностью 0,2-2,0 см2/мин.
В данном случае поэтапное электроэрозионное легирование графитовым электродом (ЦЭЭЛ) до ионного азотирования (ИА) приводит к снижению микротвердости в зоне термического влияния (т.е. под слоем повышенной твердости может образоваться зона пониженной твердости), при этом после ИА в течение времени, достаточного для насыщения поверхностного слоя детали азотом на глубину зоны термического влияния, провал твердости устраняется.
Аналогичные результаты можно получить, если ионное азотирование в течение времени, достаточного для насыщения поверхностного слоя детали азотом на глубину зоны термического влияния проводить до ЦЭЭЛ. Причем с целью снижения шероховатости поверхности ЦЭЭЛ следует проводить поэтапно, снижая на каждом этапе энергию разряда. В данном случае твердость в зоне термического влияния снижаться не будет, так как свойства азотированной поверхности практически не изменяются при повторных нагревах вплоть до 500-600°C, в то время как при нагревах цементированной и закаленной поверхности до 225-275°C ее твердость снижается.
Следует отметить, что в отдельных случаях, хотя и крайне редко, когда после первого этапа ЦЭЭЛ величина шероховатости поверхности детали находится в необходимых пределах технического задания, т.е. удовлетворяет требованиям чертежа, можно ограничиться одним этапом ЦЭЭЛ.
По сравнению с процессом цементации с закалкой процесс ЦЭЭЛ с азотированием, протекает при более низкой температуре. Азотированная поверхность имеет более высокую твердость, износостойкость и коррозионную стойкость, а также улучшенную полируемость. Свойства азотированной поверхности практически не изменяются при повторных нагревах вплоть до 500-600°C, в то время как при нагревах цементированной и закаленной поверхности до 225-275°C твердость последней снижается.
Учитывая это свойство, в предварительно азотированной поверхности не следует ожидать снижения твердости в зоне термического влияния после ЦЭЭЛ.
При ЦЭЭЛ стальной азотированной поверхности происходит процесс, аналогичный нитроцементации, только в данном случае насыщение поверхности азотом и углеродом протекает поочередно, а во время традиционной нитроцементации - одновременно.
Таким образом, техническая задача данного решения, заключающаяся в повышении качества поверхности термообработанных стальных деталей, по сути, решается методом нитроцементации.
Учитывая вышесказанное, а также то, что при ЭЭЛ графитовым электродом величина шероховатости ниже, чем при легировании металлическим электродом, но с такой же энергией разряда, проведение металлографических и дюрометрических исследований стальных поверхностей после ЦЭЭЛ и ИА, выполняемых в различных последовательностях, представляет научный и практический интерес. Ниже приведен пример конкретного применения заявляемого технического решения со ссылками на иллюстративный материал, где
- на фиг. 1 представлен образец для ИА и ЦЭЭЛ в соответствии с заявляемым техническим решением;
- на фиг. 2 представлена фотография, иллюстрирующая процесс обработки образцов на токарном станке;
- на фиг. 3 представлены шлифы, изготовленные из образцов, упрочненных в соответствии с заявляемым способом.
Для ИА и ЦЭЭЛ использовали специальные образцы из стали 40Х, термообработанные аналогично способу, описанному в документе из уровня техники [Патент
Процесс ЦЭЭЛ осуществляли в автоматическом режиме с помощью установки модели «ЭИЛ-8А». Образцы закрепляли в патроне токарного станка, после чего производили поэтапное ЦЭЭЛ путем последующего легирования графитовым электродом марки ЭГ-4 (ОСТ 229-83) с энергией разряда 0,42 Дж (1-й этап) и 0,1 Дж (2-й этап) и с производительностью соответственно 0,4 и 0,2 см2/мин. Ионное азотирование образцов проводили при температуре 520°C в течение 12 ч на установке НГВ-6,6/6-И1. Упрочнение образцов выполняли в различной последовательности: ИА; ЦЭЭЛ; ЦЭЭЛ+ИА; ИА+ЦЭЭЛ.
Из упрочненных образцов вырезали сегменты, из которых изготовляли шлифы, фиг. 3, которые исследовали на оптическом микроскопе «Неофот-2», где проводили оценку качества слоя, его сплошности, толщины и строения зон подслоя - диффузионной зоны и зоны термического влияния. Одновременно проводили дюрометрический анализ на распределение микротвердости в поверхностном слое и по глубине шлифа от поверхности.
Замер микротвердости выполняли на микротвердомере ПМТ-3 вдавливанием алмазной пирамиды под нагрузкой 0,05 Н.
На всех этапах обработки измеряли шероховатость поверхности на приборе профилографе-профилометре мод. 201 завода «Калибр».
В табл. 3 представлено распределение микротвердости в поверхностном слое образцов стали 40Х, термообработанных на твердость 3900-4000 МПа и упрочненных различными способами, а также приведены результаты влияния этих способов упрочнения на шероховатость формируемого упрочненного поверхностного слоя.

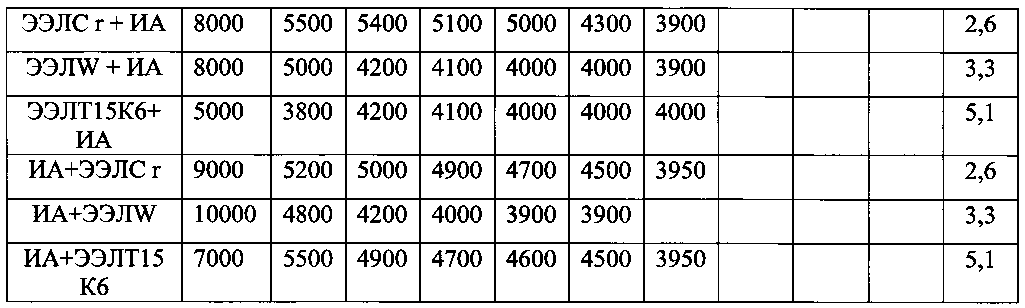
Анализ таблицы 1 показывает, что как при ЦЭЭЛ, так и при ЭЭЛ хромом, вольфрамом и твердым сплавом Т15К6 образцов стали 40Х, термообработанных на твердость 3900-4000 МПа, под слоем повышенной твердости располагается зона отпуска («провал твердости»). В данном случае эта зона располагается на глубине ≈60 мкм и составляет 3800 МПа. ИА, проводимое на указанных режимах, как до ЦЭЭЛ, так и после устраняет характерный «провал твердости», при этом в обоих случаях отмечается плавное снижение твердости.
Таким образом, при упрочнении термообработанных деталей методом ЭЭЛ необходимо или до, или после легирования подвергать их ИА в течение времени, достаточного для насыщения металла азотом на глубину зоны термического влияния, причем, с целью снижения шероховатости поверхности проводить ЦЭЭЛ поэтапно, снижая на каждом этапе энергию разряда.
При этом в качестве электрода-инструмента целесообразно применять графитовый электрод, что обеспечивает при всех прочих равных условиях наибольшую твердость и наименьшую шероховатость поверхностного слоя.
В результате происходит процесс поочередного насыщения поверхностного слоя азотом и углеродом, то есть процесс нитроцементации.
Следует отметить, что наибольшая твердость (12000 МПа) и глубина зоны повышенной твердости (≈220 мкм) отмечается при ЦЭЭЛ, проводимом после ИА.
Реферат
Изобретение относится к электрофизическим и электрохимическим способам обработки деталей, в частности к электроэрозионному легированию графитовым электродом и ионному азотированию поверхностей стальных деталей. Способ упрочнения поверхности термообработанной стальной детали включает операцию электроэрозионного легирования и операцию ионного азотирования, причем операцию ионного азотирования осуществляют до или после операции электроэрозионного легирования в течение времени, достаточного для насыщения поверхностного слоя детали азотом на глубину зоны термического влияния для предотвращения снижения в ней твердости. Операцию электроэрозионного легирования выполняют графитовым электродом по меньшей мере в два этапа со снижением энергии разряда на каждом последующем этапе. Первый этап легирования графитовым электродом проводят с энергией разряда 0,1-6,4 Дж и производительностью 0,2-4,0 см/мин, а второй этап легирования графитовым электродом проводят с энергией разряда 0,1-2,83 Дж и производительностью 0,2-2,0 см/мин. Обеспечивается повышение производительности без увеличения шероховатости. 3 ил., 3 табл.
Комментарии