Способ изготовления рамы велосипедной штампованной - RU2697364C1
Код документа: RU2697364C1
Чертежи







Описание
Изобретение относится к области велосипедной промышленности и касается способа изготовления и конструктивного исполнения рам для велосипедов или самокатов.
[B62K 3/02]
Из уровня техники известна РАМА ВЕЛОСИПЕДА [RU 114023 U1, опубл. 10.03.2012 г.], содержащая рулевой стакан, соединенные между собой верхнюю, нижнюю и подседельную трубы, кареточный узел и перья крепления заднего колеса, отличающаяся тем, что подседельная труба выполнена раздвоенной в месте крепления к кареточному узлу с возможностью захода в проем подседельной трубы заднего колеса велосипеда, при этом кареточный узел максимально смещен к центру заднего колеса.
Также из уровня техники известна РАМА ВЕЛОСИПЕДА (ВАРИАНТЫ) [RU 140945 U1, опубл. 20.05.2014 г.], содержащая втулку каретки, с которой соединены направленные в разные стороны нижняя передняя труба, связанная с рулевой трубой, и нижнее заднее перо, связанное с кронштейнами крепления втулки заднего колеса, подседельную трубу, расположенную наклонно в сторону кронштейнов крепления втулки заднего колеса и с которой в верхней ее части соединены направленные в разные стороны выполненная дугообразно изогнутой вверх верхняя передняя труба, связанная с рулевой трубой на участке выше присоединения нижней передней трубы, и верхнее заднее перо, связанное с указанными кронштейнами, при этом один конец подседельной трубы расположен выше участка присоединения к ней верхней передней трубы, отличающаяся тем, что подседельная труба выполнена изогнутой и состоящей из двух участков, первый из которых выполнен прямолинейным, и его продольная ось расположена на линии, пересекающей нижнее заднее перо на участке между втулкой каретки и кронштейнами крепления втулки заднего колеса, под углом от 64° до 71°, а второй участок расположен под тупым углом к первому и его продольная ось расположена на линии, пересекающей втулку каретки, при этом другой конец подседельной трубы соединен с втулкой каретки, а нижняя передняя труба по крайней мере на части своей длины выполнена дугообразно изогнутой в направлении, противоположном дугообразной изогнутости верхней передней трубы.
Недостатком данных аналогов является то, что технология их производства базируются на сборке трубчатой пространственной рамы из труб различных диаметров и сплавов посредством электро-газо-сварки, недостатком которой является низкая производительность изготовления велосипедных рам из-за сложности процесса изготовления, а также недостаточная надежность использования трубчатых конструкций.
Наиболее близкой по технической сущности является РАМА ВЕЛОСИПЕДА [RU 2452649 C1, опубл. 10.06.2012 г.], содержащая: основную часть конструкции рамы, переднюю стойку, являющуюся продолжением основной части конструкции рамы и приспособленную для установки рулевой вилки велосипеда с рулем и передним колесом, подседельную стойку, приспособленную для установки седла велосипеда, пару задних перьев, являющихся продолжением основной части конструкции рамы и приспособленных для установки заднего колеса велосипеда и для установки педалей велосипеда, цепной передачи и тормозов, отличающаяся тем, что основная часть конструкции рамы совместно с передней стойкой и задними перьями выполнена из углепластика в виде моноблока, имеющего криволинейный участок с образующей в форме дуги окружности в области между передней стойкой и местом крепления заднего колеса в задних перьях и имеющего горизонтально расположенные участки задних перьев между местом крепления заднего колеса и местом крепления педалей, при этом указанный криволинейный участок моноблока в области основной части, передняя стойка, задние перья и подседельная стойка имеют уплощенные по бокам поперечные сечения, передняя стойка расположена по касательной к указанной образующей, подседельная стойка выполнена на указанном криволинейном участке моноблока и имеет выступающий к низу карман для установки седла с возможностью регулирования глубины посадки седла.
Основной технической проблемой прототипа является необходимость изготовления рамы в виде углепластикового моноблока, мокрым способом, при котором волокна углепластика укладывают в форму, пропитывают эпоксидной смолой, излишки смолы удаляют в вакууме или под давлением, а оставшуюся смолу полимеризуют или сухим способом, при котором из углепластиковых заготовок под давлением и нагревании формируют изделия. При этом изготовление велосипедной рамы осуществляется с использованием закладных деталей: алюминиевых чашечек рулевой колонки, втулок с внутренней резьбой под каретку. Данная технология изготовления велосипедной рамы характеризуется значительной трудоемкостью и длительность, а также крайне низкой производительностью.
Задачей изобретения является устранение недостатков прототипа.
Техническим результатом изобретения является сокращение времени и повышение производительности изготовления велосипедной рамы.
Указанный технический результат изобретения достигается за счет того, что заявлен способ изготовления рамы велосипедной штампованной, характеризующийся тем, что в пресс-штамп устанавливают пресс-форму, после чего заготовку из листового материала устанавливают между ответными частями пресс-формы, затем активируют пресс-штамп и производят операцию штампования, при которой одновременно вырубают и деформируют заготовку листового материала в соответствии с пресс-формой, затем сгибают боковые части заготовки рамы таким образом, чтобы отверстия для каретки и кронштейны для крепления оси заднего колеса располагались соосно друг относительно друга, а также закругления на окончаниях лепестков образовывали рулевой стакан.
В частности, пресс-штамп изготавливают в соответствии с моделью рамы велосипеда.
В частности, производят сварку ответных поверхностей полуцилиндрических загибов.
В частности, сгибают боковые части заготовки рамы по центральному ребру жесткости.
В частности, в качестве пресс-штампа используют гидравлический или электро-механический пресс-штамп.
В частности, на завершающем этапе изготовления красят или полируют раму.
Краткое описание чертежей.
На фиг.1 показан общий вид велосипедной рамы по первому варианту реализации.
На фиг.2 показан вид А велосипедной рамы по первому варианту реализации.
На фиг.3 показан вид Б велосипедной рамы по первому варианту реализации.
На фиг.4 показан вид В (сбоку) велосипедной рамы по первому варианту реализации.
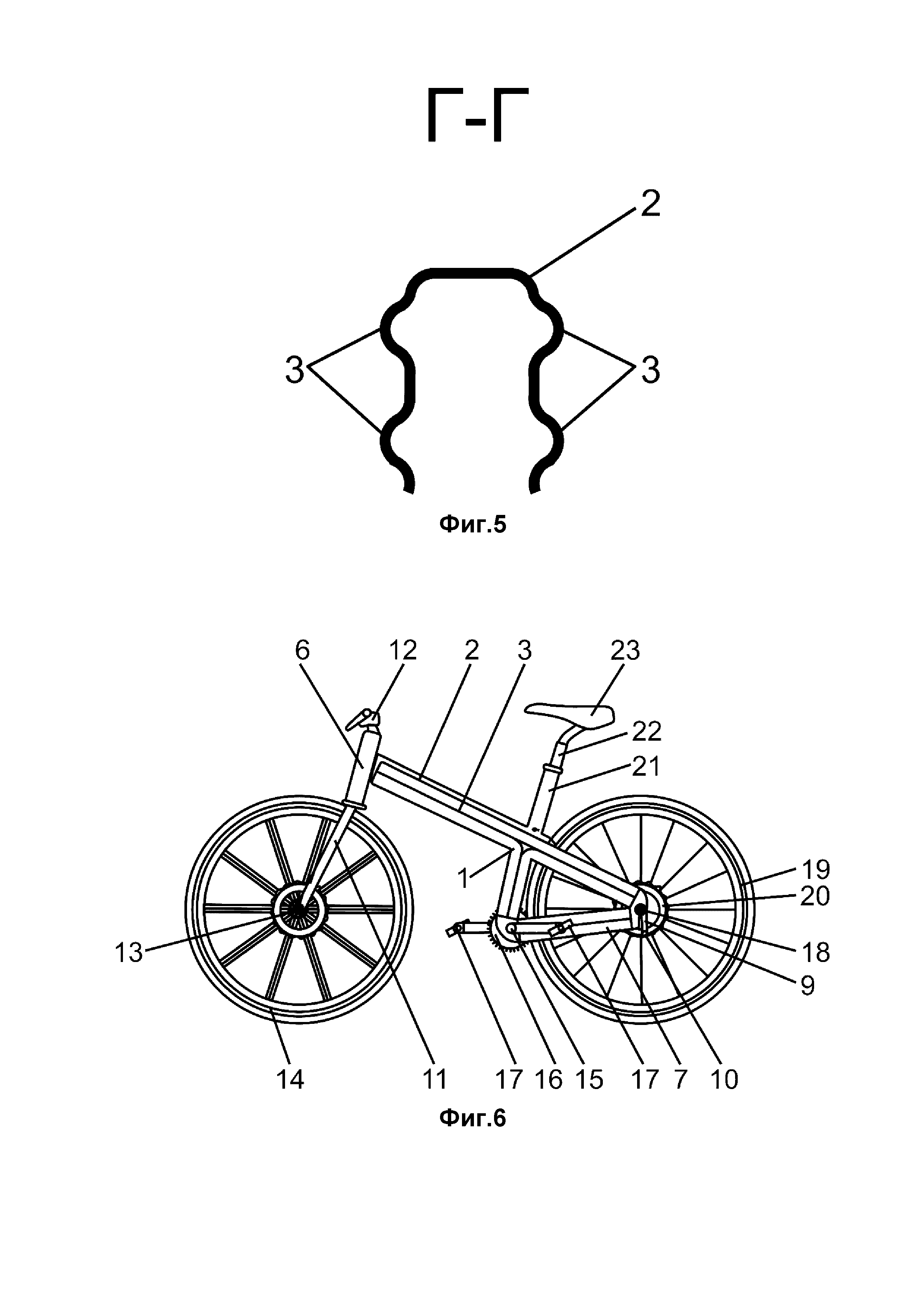
На фиг.5 показан разрез Г-Г велосипедной рамы по первому варианту реализации.
На фиг.6 показан вариант велосипеда с велосипедной рамы по первому варианту реализации.
На фиг.7 показан вид сбоку велосипедной рамы по второму варианту реализации.
На фиг.8 показан разрез А-А велосипедной рамы по второму варианту реализации.
На фиг.9 показан вид сбоку велосипеда с велосипедной рамой по второму варианту реализации.
На фиг.10 показан листовой материал с разметкой для штампования заготовок велосипедных рам по второму варианта реализации.
На фиг.11 показана заготовка велосипедной рамы по первому варианту реализации.
На фигурах обозначено: 1 – велосипедная рама по первому варианту реализации, 2 – продольный П-образный профиль, 3 – ребра жесткости, 4 – лепестки, 5 – полуцилиндрические загибы, 6 – рулевой стакан, 7 – боковые рамы по первому варианту реализации, 8 – соосные отверстия для каретки, 9 – кронштейны для крепления оси заднего колеса, 10 – отверстия для крепления багажника и/или крыльев, 11 – рулевая вилка, 12 – руль, 13 – ось переднего колеса, 14 – переднее колесо, 15 – каретка, 16 – передняя звездочка, 17 – педали, 18 – задняя ось, 19 – заднее колесо, 20 – дисковый тормоз, 21 – подседельная труба, 22 – подседельный штырь, 23 – седло, 24 – велосипедная рама по второму варианту реализации, 25 – продольный П-образный профиль с выпуклыми боковыми частями, 26 – боковые рамы по второму варианту реализации, 27 – выступы в нижней части боковых рам, 28 – листовой материал, 29 – разметки для штампования заготовок велосипедных рам по второму варианта реализации, 30 – линии сгиба заготовки велосипедной рамы.
Осуществление изобретения
Заявленным способом могут изготавливаться различные варианты штампованных велосипедных рам, каждый из которых соответствует способу.
Велосипедная рама по первому варианту реализации 1 (см. Фиг.1-5) может быть выполнена в виде изделия из листового материала и содержит продольный П-образный профиль 2, на боковых частях которого выполнены продольные ребра жесткости 3. Спереди боковые части профиля 1 выполнены большей длины, чем верхняя и образуют лепестки 4, которые загнуты друг к другу, при этом на окончаниях лепестков 4 выполнены вертикальные полуцилиндрические загибы 5, соединение которых образует рулевой стакан 6.
Сзади боковые части профиля 2 сочленены с верхними углами боковых рам 7, выполненных по форме треугольников, таким образом, что верхние части боковых рам 7 являются продолжениями боковых частей П-образного профиля 2. Вдоль сторон боковых рам 7 выполнены ребра жесткости 3, при этом спереди в основании углов боковых рам 7 выполнены соосные отверстия 8 для каретки 15, а сзади в основании углов боковых рам 7 выполнены кронштейны 9 для крепления оси 18 заднего колеса 19 и соосные отверстия 10 для крепления багажника и/или крыла.
Велосипед (см. Фиг.6) с велосипедной рамой по первому варианту реализации 1 в соответствии с заявленным техническим решением содержит велосипедную раму 1, в рулевом стакане 6 которой размещена рулевая вилка 11, сверху к которой присоединен руль 12, а снизу ось 13 с передним колесом 14.
В отверстиях 8 размещена каретка 15 с передней звездочкой 16 и педалями 17.
В кронштейнах 9 закреплена задняя ось 18 колеса 19, к которому также прикреплён дисковый тормоз 20.
В месте сочленения боковых частей П-образного профиля 2 и боковых рам 7 расположена подседельная труба 21 для установки подседельного штыря 22 седла 23.
Велосипедная рама по второму варианту реализации 24 (см. Фиг.7) выполнена в виде изделия из листового материала и содержит продольный П-образный профиль 25 с выгнутыми сторонами, сечение которого выполнено по форме выпуклого многогранника (см. Фиг.8), грани которого являются ребрами жесткости 3.
Спереди боковые части профиля 25 выполнены большей длины, чем верхняя и образуют лепестки 4, которые загнуты друг к другу, при этом на окончаниях лепестков 4 выполнены вертикальные полуцилиндрические загибы 5, соединение которых образует рулевой стакан 6.
Боковые рамы 26 по второму варианту реализации выполнены по форме двух сочленённых параллелограммов, в передних нижних углах которых расположены выступы 27. В выступах 27 выполнены соосные отверстия 8 для каретки 15. Вдоль сторон боковых рам 26 выполнены ребра жесткости 3.
В основании задних нижних углов боковых рам 26 выполнены кронштейны 9 для крепления оси 18 заднего колеса 19 и соосные отверстия 10 для крепления багажника и/или крыла.
Велосипед (см. Фиг.9) с велосипедной рамой 24 по второму варианту реализации в соответствии с заявленным техническим решением содержит велосипедную раму 24, в рулевом стакане 6 которой размещена рулевая вилка 11, сверху к которой присоединен руль 12, а ось 13 с передним колесом 14.
В отверстиях 8 размещена каретка 15 с передней звездочкой 16 и педалями 17.
В кронштейнах 9 закреплена задняя ось 18 колеса 19, к которому также прикреплён дисковый тормоз 20.
В месте сочленения боковых частей П-образного профиля 25 и боковых рам 26 расположена подседельная труба 21 для установки подседельного штыря 22 седла 23.
Велосипедные рамы в соответствии с заявленным техническим решением изготавливают из листового материала методом штампования металлического листа, например, из сплава титана и алюминия или конструкционных сталей. Данная технология производства велосипедной рамы из листового проката основана на процессах пластического деформирования металла без его нагрева с помощью специальных пресс-штампов. Такой способ пластической деформации деталей широко применяется для изготовления сложных форм с большой точностью, что позволяет при помощи единой технологической операции штамповки сразу получить велосипедную раму полностью готовую для сборки велосипеда.
Перед изготовлением штампованных велосипедных рам проектируют и изготавливают пресс-форму в соответствии с моделью велосипедной рамы, при этом пресс-форма должна обеспечивать (на примере первого варианта реализации) вырубку заготовки (см. Фиг.11), формирование боковых рам 7, отверстий 8, кронштейнов 9 с отверстиями 10, ребер жесткости 3, а также лепестков 4 с полуцилиндрическими загибами 5.
Применение пресс-формы позволяет обеспечивать использование разных листовых материалов для производства велосипедных рам без замены оснастки.
Пример расположения заготовок для велосипедных рам по второму варианту реализации показан на фиг.10.
Для штампования заготовки велосипедной рамы устанавливают пресс-форму в пресс-штамп и между ответными частями пресс-формы располагают листовой материал, затем активируют пресс-штамп и производят описанную выше операцию штампования.
После формирования заготовки велосипедной рамы, по линиям 28 (см. Фиг.11) сгибают лепестки 4 таким образом, чтобы из полуцилиндрических загибов 5 был образован рулевой стакан 6.
После чего по линиям 28 сгибают боковые части профиля П-образного профиля 2 с боковыми рамами 7 таким образом, чтобы отверстия 8 для каретки 15 и кронштейны 9 для крепления оси 18 заднего колеса 19 располагались соосно друг относительно друга.
Для увеличения прочности рулевого стакана 6 могут производить сварку ответных поверхностей полуцилиндрических загибов 5.
После изготовления заготовки велосипедной рамы 24 по второму варианту реализации производят ее сгиб по центральному и боковым ребрам жесткости 3 (см. Фиг.8).
После формирования велосипедной рамы 1 производят ее покраску или полировку, если велосипедная рама изготовлена из титанового сплава.
Затем в рулевом стакане устанавливают рулевую вилку 11, к которой прикрепляют руль 12, и переднюю ось 13 с колесом 14. В отверстии 8 монтируют каретку 15 с передней звездочкой 16, при этом к каретке 15 прикрепляют педали 17. В кронштейне 9 устанавливают заднюю ось 18 с колесом 19, дисковым тормозом 20 и задней звездочкой (на чертежах не указана). В месте сочленения боковых частей П-образного профиля 2 и боковых рам 7 монтируют подседельную трубу 21, в которой устанавливают подседельный штырь 22 с седлом 23.
Подседельную трубу 21 могут монтировать с использованием сварного соединения.
Заявленный технический результат изобретения достигается за счет того, что велосипедную раму изготавливают методом штампования с использованием специализированной пресс-формы, при этом:
- обеспечивается возможность изготовления велосипедных рам с использованием одной оснастки из различных материалов (сплавы титана и алюминия, конструкционные стали);
- конструкция штампованной велосипедной рамы позволяет снизить вес, увеличить жесткость и прочность рамы;
- снижаются производственные издержки и себестоимость производства штампованной велосипедной рамы;
- повышается экологичность производства и снижается пагубное влияние на окружающую среду, за счет уменьшения энергетических затрат.
В 2018 году заявитель изготовил штампованную велосипедную раму в соответствии с заявленным техническим решением, опытная эксплуатация которой подтвердила достижение заявленного технического результата.
Реферат
Изобретение относится к области машиностроения, в частности к способам изготовления рам велосипедных штампованных. Способ изготовления рамы велосипедной штампованной характеризуется тем, что в пресс-штамп устанавливают пресс-форму. Заготовку из листового материала устанавливают между ответными частями пресс-формы. Активируют пресс-штамп и производят операцию штампования, при которой одновременно вырубают и деформируют заготовку листового материала в соответствии с пресс-формой. Сгибают боковые части заготовки рамы таким образом, чтобы отверстия для каретки и кронштейны для крепления оси заднего колеса располагались соосно друг относительно друга, а закругления на окончаниях лепестков образовывали рулевой стакан. Достигается повышение производительности изготовления велосипедной рамы. 5 з.п. ф-лы, 11 ил.
Комментарии