Система для нанесения покрытия на стальную ленту путем погружения в расплав - RU2208657C2
Код документа: RU2208657C2
Чертежи













Описание
Данная заявка является частичным продолжением заявки 08/964428 "Hot Dip Coating Employing A Plug of Chilled Coating Metal" (Нанесение расплавленного покрытия с использованием уплотнения из охлажденного металла покрытия), публикация которой включена сюда путем ссылки.
Настоящее изобретение касается в общем случае способов нанесения расплавленного покрытия на металлическую ленту, например на стальную ленту, с металлом покрытия, таким как цинк или алюминий, более конкретно, изобретение относится к процессу нанесения покрытия путем погружения в расплавленный материал без необходимости использования одного или нескольких валков (роликов), находящихся под зеркалом (поверхностью) ванны расплавленного металла покрытия.
Материал (металл) покрытия, такой как цинк или алюминий, наносится на стальную ленту для повышения стойкости к коррозии или окислению. Один из способов нанесения покрытия на стальную ленту заключается в том, что эта стальная лента погружается в ванну расплавленного металла покрытия. Существующие процессы нанесения покрытия путем погружения в ванну расплава являются непрерывными, и для них обычно требуется, в качестве подготовительного этапа, предварительная обработка стальной ленты перед нанесением покрытия. Предварительная обработка улучшает сцепление поверхности стальной ленты с покрытием, и на этапе предварительной обработки может выполняться либо (а) операция предварительного нагрева в контролируемой среде, либо (b) операция флюсования, в которой поверхность ленты предварительно обрабатывается неорганическим флюсом.
Независимо от способа предварительной обработки в традиционном процессе покрытия путем погружения в расплавленный материал используется этап нанесения покрытия, выполняемый в ванне расплавленного материала (металлом) покрытия, в котором находятся один или несколько направляющих валков (роликов), изменяющих направление движения стальной ленты или направляющих иным способом стальную ленту на этапе нанесения расплавленного покрытия. Более конкретно, стальная лента обычно поступает в ванну расплавленного материала покрытия сверху и движется в нисходящем направлении, затем проходит через один или несколько погруженных в расплав направляющих валков, которые изменяют направление движения стальной ленты с нисходящего на восходящее, после чего лента выводится из ванны расплавленного металла покрытия.
При использовании направляющих валков, погруженных в ванну с расплавленным металлом покрытия, возникает целый ряд проблем. Эти проблемы подробно описаны в заявке 08/822782 "Hot Dip Coating Method And Apparatus" (Способ и устройство для нанесения покрытия путем погружения в расплав), и это описание включено сюда путем ссылки.
Предлагались определенные способы для отказа от использования погруженных в расплав валков в процессе нанесения расплавленного покрытия. В этих способах стальная лента вводится в расплавленный металл покрытия через удлиненное проходное отверстие (проходной канал) в контейнере, содержащем ванну; это отверстие обычно находится под зеркалом (поверхностью) ванны, и лента направляется через это отверстие и через ванну вверх по прямой линии. Протягивание стальной ленты через ванну по прямой линии вверх позволяет отказаться от использования погруженных в расплав направляющих валков, которые требуются при необходимости изменения направления ленты по мере ее прохождения через ванну.
Удлиненное проходное отверстие для ленты (отверстие для прохода ленты) обычно находится внизу контейнера, содержащего ванну, и чтобы предотвратить выход расплавленного металла ванны из этого проходного отверстия, используются различные методы.
В некоторых случаях используются герметизирующие уплотнения проходного отверстия. Эти герметизирующие уплотнения контактируют с боковыми поверхностями и краями ленты, когда лента проходит вверх через отверстие, что приводит к износу или нарушению уплотнения, а это, в свою очередь, приводит к утечке расплавленного металла через отверстие. К другим проблемами, связанным с герметизирующими уплотнениями, относятся застывание и большие градиенты температуры в ванне расплавленного металла покрытия, а также проблемы качества покрытия ленты, включая неравномерность толщины покрытия ленты.
В других случаях используются электромагнитные устройства, которые располагаются рядом с проходным отверстием и создают магнитные силы, позволяющие удерживать расплавленный металл ванны на некотором расстоянии от проходного отверстия. Эти устройства могут предотвращать выход из ванны основной массы расплавленного металла (удержание массы), но они все же допускают некоторую утечку или просачивание расплавленного металла ванны через проходное отверстие для ленты, особенно на боковых поверхностях и торцах удлиненного отверстия контейнера. Утечка подобного рода может оказаться серьезной проблемой.
Настоящее изобретение предназначено для системы для нанесения покрытия путем погружения в расплав, где обеспечиваются все преимущества, связанные с отказом от использования погруженных в расплав валков (роликов); кроме того, это изобретение не только обеспечивает удержание массы расплавленного металла покрытия, но также существенно снижает утечку или просачивание расплавленного металла покрытия через отверстие для прохода ленты. Под утечкой, снижаемой системой настоящего изобретения, понимается утечка, которая допускается электромагнитными устройствами, описанными в предыдущем абзаце. Система согласно настоящему изобретению включает одно или несколько дополнительных средств, которые описываются ниже.
Контейнер, содержащий ванну расплавленного металла покрытия, имеет форму желоба с боковыми стенками, которые сходятся вниз к отверстию для прохода ленты, находящемуся в основании (дне) этого контейнера. Соответствующий электромагнит имеет две обращенные друг к другу поверхности полюсов, каждая из которых находится рядом с соответствующей смежной боковой стенкой контейнера и имеет практически такие же контуры (профиль), как и смежная стенка. Это увеличивает плотность электромагнитного потока, создаваемого электромагнитом внизу контейнера, что в свою очередь увеличивает направленную вверх магнитную силу, которая "отталкивает" нижнюю часть ванны расплавленного металла покрытия от проходного отверстия дна контейнера.
Действие электромагнита приводит в движение (возбуждает) материал ванны, и это создает проблему утечки. Согласно настоящему изобретению представлено устройство для механического демпфирования ("успокоения") движения материала ванны, вызываемого действием электромагнита. Это демпфирующее устройство выполнено в форме нескольких горизонтально расположенных и вертикально разнесенных пар плоских элементов, между которыми находится щель, через которую проходит стальная лента.
Плоские элементы, определенные в предыдущем абзаце, выполнены из ферромагнитного материала, и они определяют путь (контур) с низким магнитным сопротивлением для движения магнитного потока в зазоре между обращенными друг к другу поверхностями полюсов. Указанные плоские элементы уменьшают величину эффективного зазора между обращенными друг к другу поверхностями полюсов электромагнита, увеличивая тем самым плотность магнитного потока в зазоре, что, в свою очередь, увеличивает направленную вверх магнитную силу в проходном отверстии дна контейнера. Уменьшающие эффективный зазор плоские ферромагнитные элементы могут использоваться независимо от демпфирующего устройства, описанного в предыдущем абзаце.
Имеются направляющие элементы, которые удерживают стальную ленту по центру внутри контейнера. Эти направляющие элементы противодействуют тому, чтобы лента притягивалась к одной из обращенных друг к другу поверхностей полюсов электромагнита, и препятствуют нежелательным колебаниям из стороны в сторону (боковым смещениям) стальной ленты, которым подвергалась бы иначе эта лента.
Имеется проводник электрического тока, имеющий два конца (вывода), каждый из которых находится в непосредственном контакте с ванной расплава внизу этой ванны, и каждый вывод находится в сборнике (углублении) на соответствующей торцевой стороне канала для прохода ленты. Через проводник проходит либо (а) постоянный ток от внешнего источника (когда питание на электромагнит подается от источника постоянного тока), либо (b) вихревые токи, которые индуцируются магнитным потоком от электромагнита (когда питание на электромагнит подается от источника изменяющегося во времени тока). Описанный выше электрический ток проходит между концами проводника тока внизу ванны расплавленного металла покрытия. Этот электрический ток взаимодействует с магнитным потоком от электромагнита внизу ванны, создавая магнитную силу, которая отталкивает нижнюю часть расплава ванны от отверстия внизу контейнера. Использование электрического проводника концентрирует прохождение электрического тока в нужных местах внизу ванны и существенно повышает эффективность направленной верх магнитной силы по сравнению с магнитной силой, возникающей при отсутствии электрического проводника.
В одном из примеров осуществления изобретения обмотки для электромагнита являются частью так называемой последовательной электрической цепи типа LCR (L - индуктивность, С - емкость, R -сопротивление). Управление этой цепью осуществляется таким образом, что при опускании уровня нижней части ванны расплава металла, находящегося над проходным отверстием дна контейнера, происходит автоматическое увеличение тока. Тем самым увеличивается значение магнитной силы, действующей в вертикальном направлении на нижнюю часть ванны расплава.
Другие возможности и преимущества определяются заявленными и описанными способом и устройством или становятся очевидными для специалистов в данной области из следующего подробного описания в сочетании с прилагаемыми схематическими чертежами.
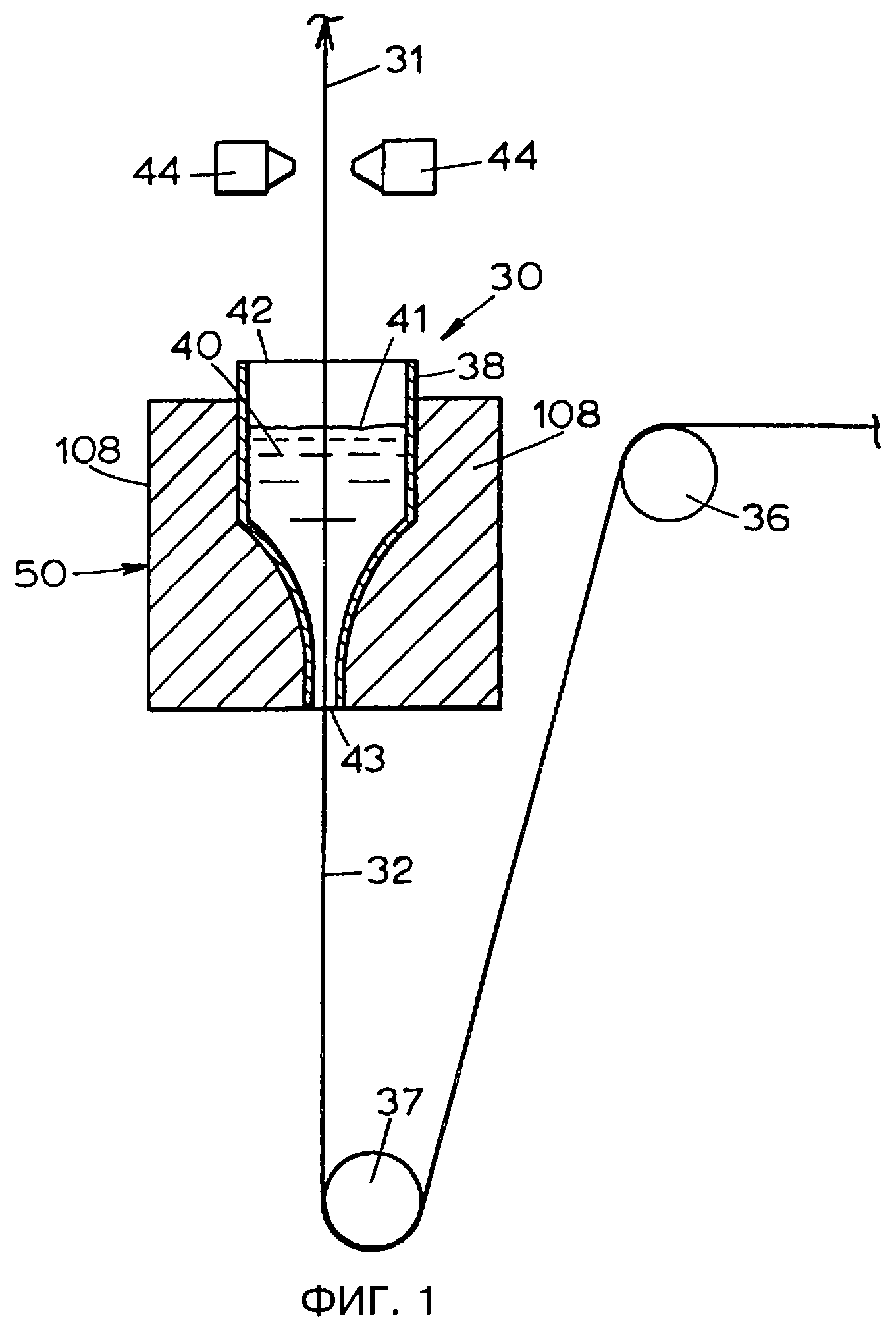
На фиг. 1 показана схематически (частично в поперечном сечении) система для нанесения покрытия путем погружения в расплав согласно одному из примеров осуществления настоящего изобретения.
На фиг.2 показан вид в перспективе контейнера и электромагнита, используемых в данной системе.
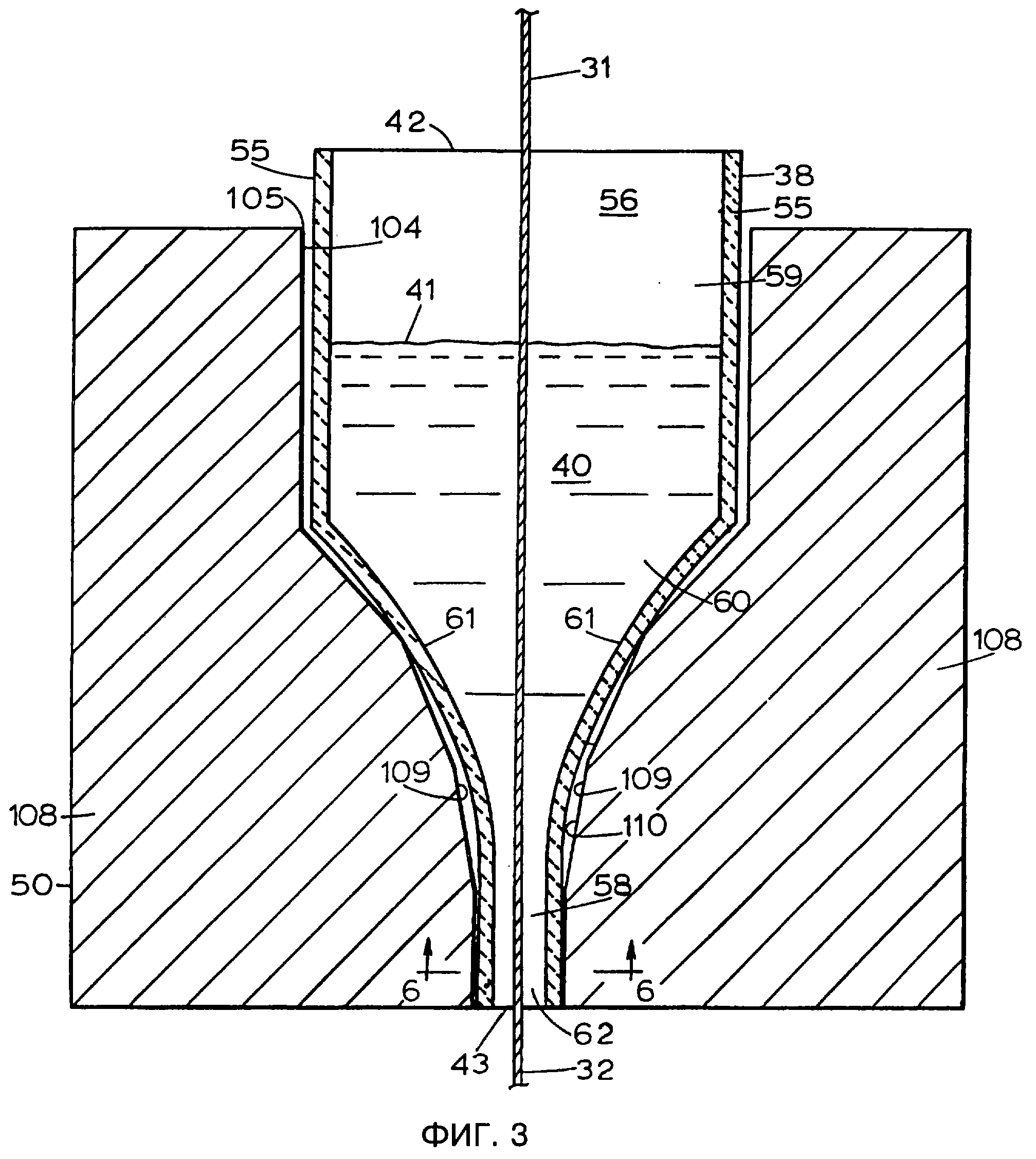
На фиг.3 показан увеличенный вид вертикального сечения части данной системы.
На фиг. 4 показан в перспективе один из примеров осуществления контейнера, используемого в данной системе.
На фиг. 5 показан в перспективе контейнер, представленный на фиг.4, в перевернутом положении.
На фиг. 6 показан вид сбоку в вертикальном сечении отделяемой половины контейнера, представленного на фиг.4 и 5, если смотреть изнутри контейнера.
На фиг.7 показан вид в вертикальном сечении части контейнера вдоль линии 7- -7 фиг. 6, но при этом показаны соединенные вместе обе половины контейнера.
На фиг. 8 показан вид в вертикальном сечении, аналогичный фиг.7, вдоль линии 8- -8 фиг.6.
На фиг. 9 показан вид в вертикальном сечении, аналогичный фиг.8, вдоль линии 9- -9 фиг.6.
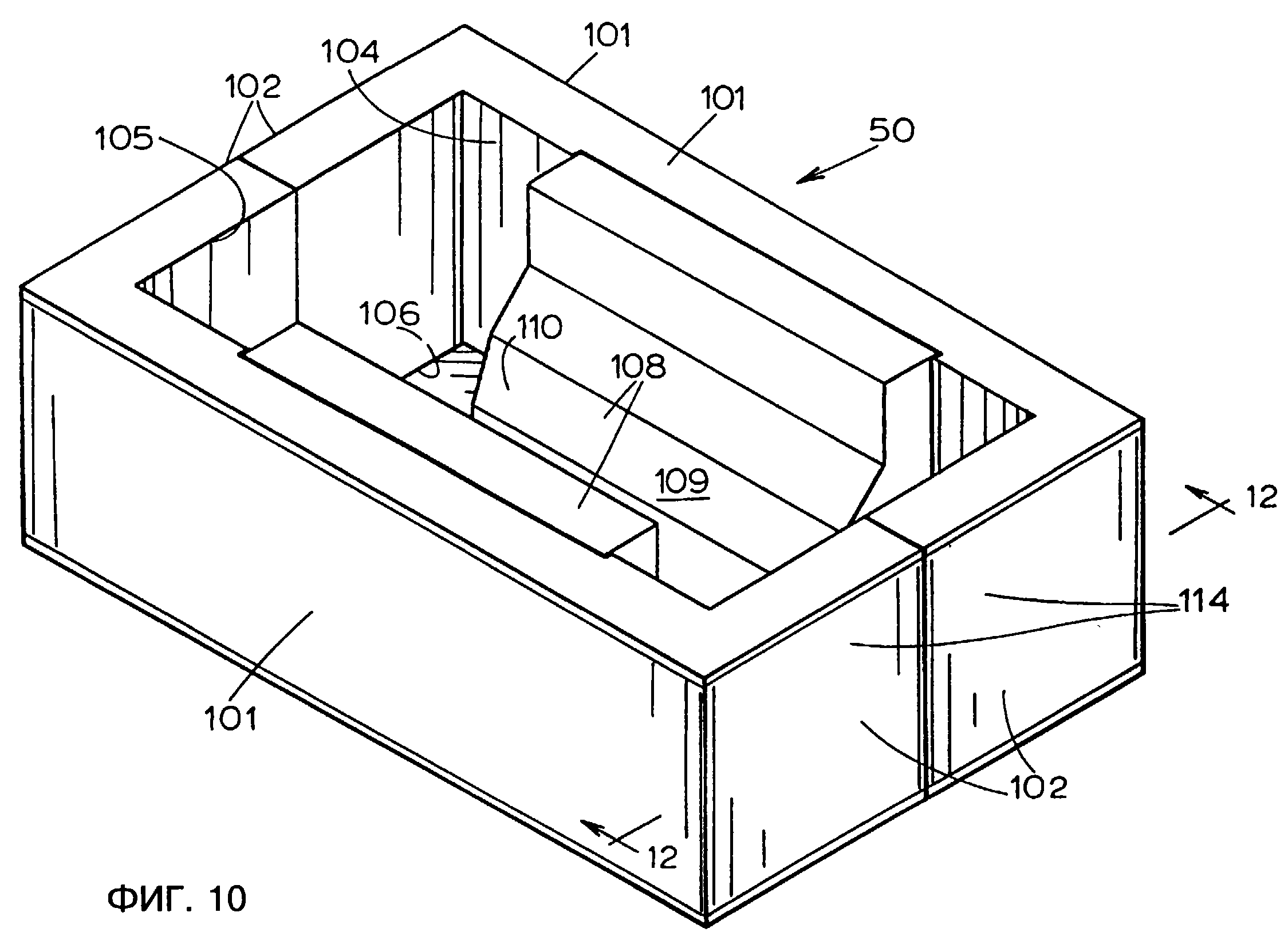
На фиг. 10 показан вид в перспективе одного из примеров осуществления электромагнита, используемого в данной системе.
На фиг.11 показан вид с торца, частично в сечении, части электромагнита, показанного на фиг.10.
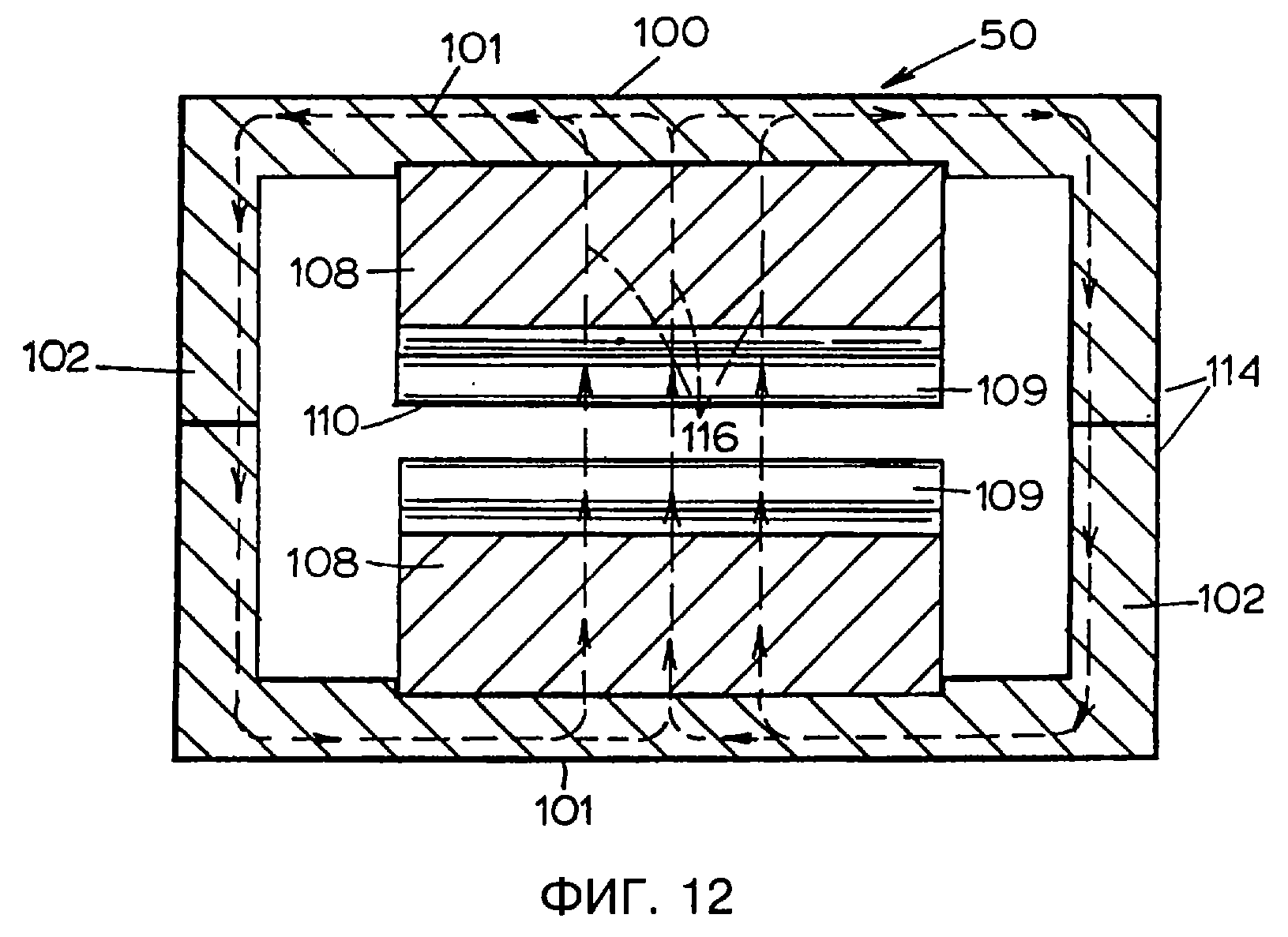
На фиг.12 показан вид в горизонтальном сечении вдоль линии 12- -12 фиг. 10.
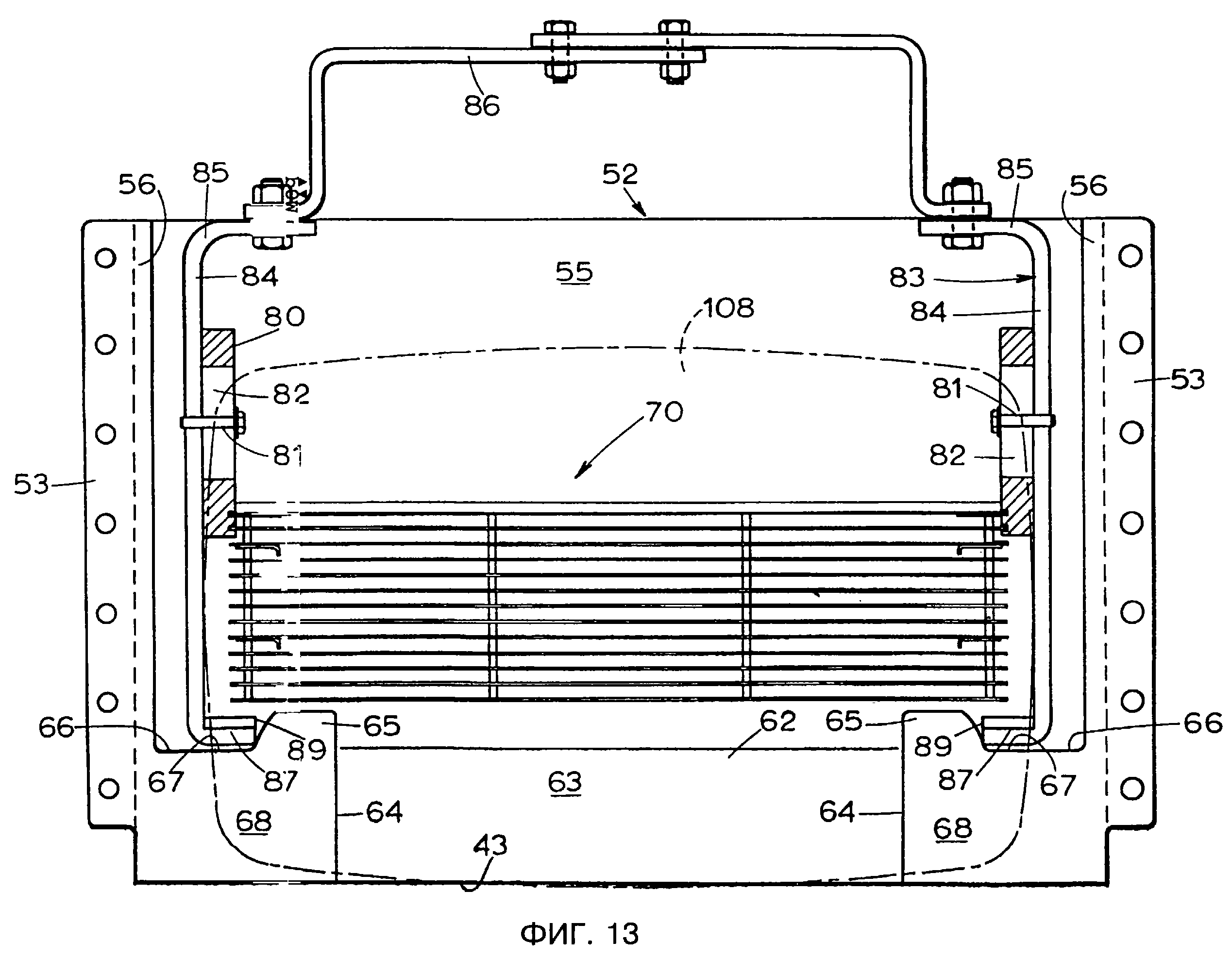
На фиг.13 показан вид изнутри половины контейнера, где представлены примеры осуществления определенных внутренних компонентов, используемых в данной системе для снижения утечки.
На фиг. 14 показаны в увеличенном виде вертикальное сечение внутренней части контейнера и пример осуществления устройства, предназначенного для демпфирования движений расплавленного металла в контейнере.
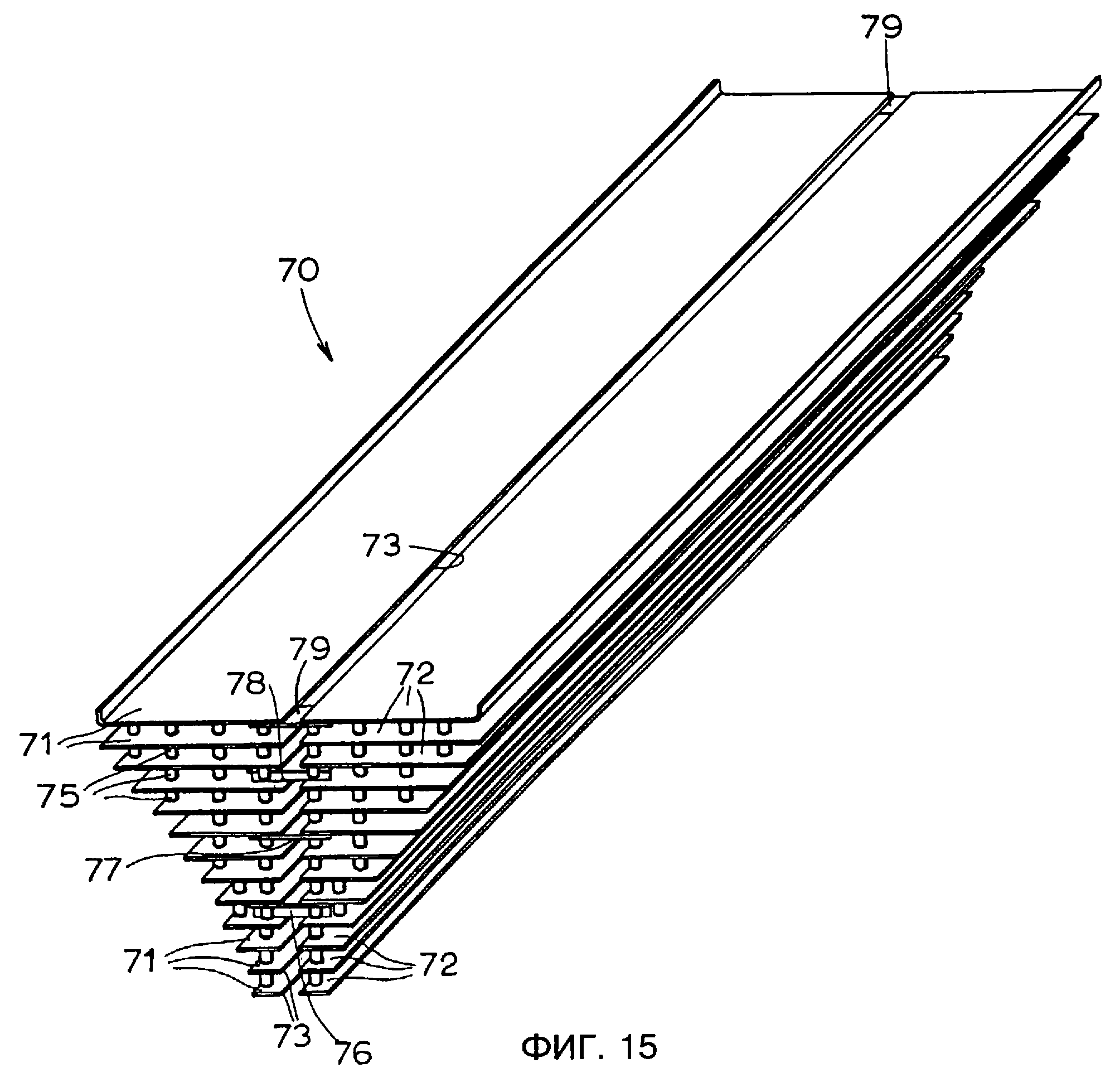
На фиг.15 показан вид в перспективе данного устройства демпфирования.
На фиг.16 показан вид в перспективе контейнера и одного из примеров осуществления электрического проводника, используемого в системе.
На фиг. 17 показано в увеличенном виде сечение фрагмента концевой части электрического проводника.
На фиг. 18 показано в увеличенном виде сечение в поперечном направлении относительно сечения, показанного на фиг.17, где представлены другие части электрического проводника.
На фиг. 19 показан частичный внутренний вид половины контейнера, где представлен другой пример осуществления электрического проводника.
На фиг. 20 показана принципиальная электрическая схема с проводником тока, через который проходит постоянный ток.
На фиг. 21 показано вертикальное сечение с компонентами внутри контейнера, предназначенными для уменьшения эффективного зазора между обращенными друг к другу поверхностями полюсов электромагнита, находящегося снаружи контейнера.
На фиг.22 показан вид снизу одного из двух направляющих ленту элементов (пазов), находящихся на противоположных торцевых сторонах внизу контейнера.
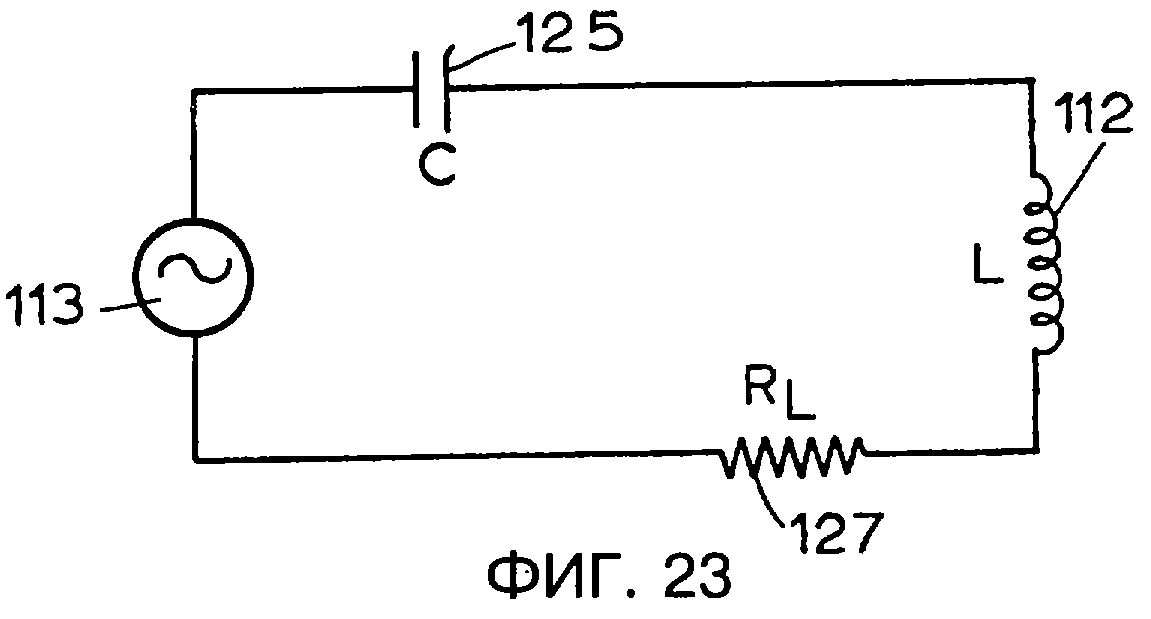
На фиг. 23 показана принципиальная схема последовательной электрической цепи для электромагнита.
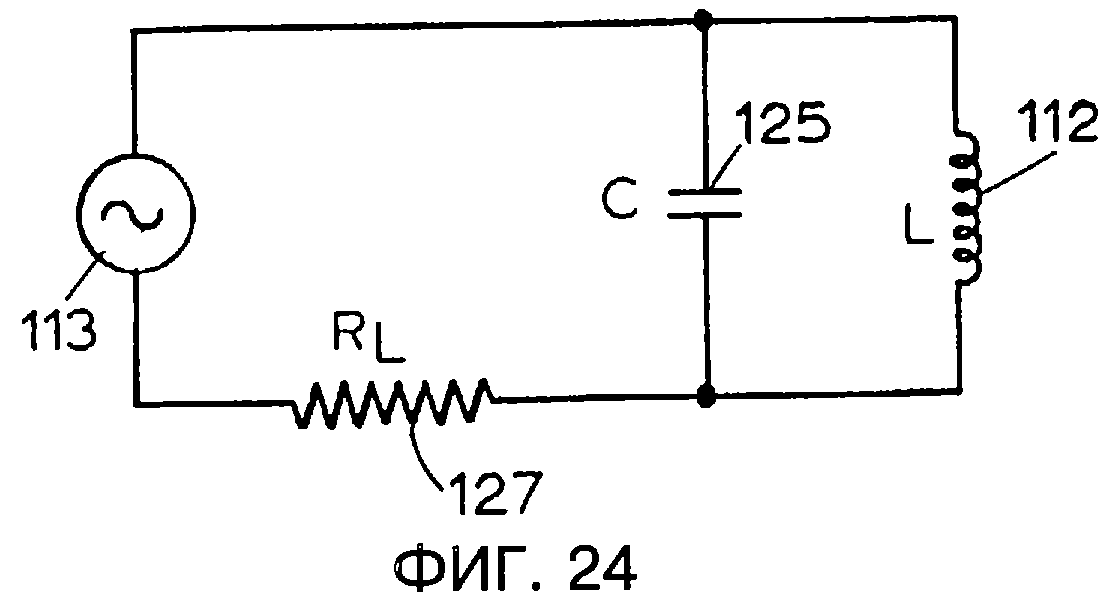
На фиг.24 показана принципиальная схема параллельной электрической цепи для электромагнита.
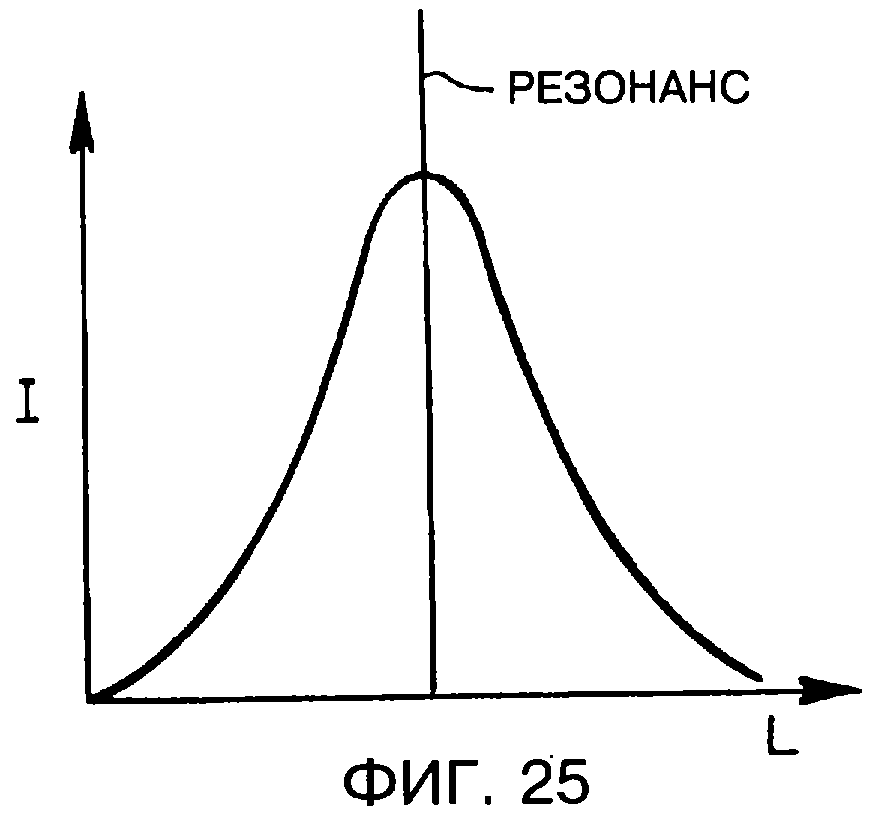
На фиг.25 показан график тока (I) в зависимости от индуктивности (L) для последовательной цепи фиг.23.
На фиг.1 под общим обозначением 30 представлен один из примеров осуществления системы согласно настоящему изобретению для нанесения покрытия путем погружения в расплав. Система 30 на фиг.1 предназначена для нанесения покрытия на непрерывно поступающую металлическую ленту, например на стальную ленту, с использованием металлического покрытия, содержащего цинк или сплав цинка. В других примерах осуществления систем нанесения покрытия путем погружения в расплав согласно настоящему изобретению для покрытия непрерывной металлической ленты могут использоваться другие металлы, такие как алюминий, сплавы алюминия и т.п. Олово, свинец и сплавы этих металлов являются примерами других металлов покрытия, которые можно использовать в системах нанесения покрытия путем погружения в расплав согласно другим примерам осуществления настоящего изобретения.
Рассмотрим фиг. 1 и 3. Непрерывная стальная лента 32 разматывается из рулона (не показан) и подвергается традиционной предварительной обработке (также не показана). После предварительной обработки лента 32 проходит через валки 36, 37 и поступает через удлиненное щелевое отверстие 43 в нижнюю часть удлиненного контейнера 38 в форме желоба, содержащего ванну 40 расплавленного металла покрытия, в данном случае цинка. Ванна 40 имеет зеркало (верхнюю поверхность) 41, и отверстие 43 внизу контейнера находится ниже зеркала 41 ванны 40. Отверстие 43 способствует вводу ленты 32 в ванну 40, после чего лента перемещается по прямой линии, проходящей через ванну 40. Во время перемещения ленты 32 через ванну 40 на ленту 32 наносится слой металла покрытия, который содержит ванна 40, после чего лента с нанесенным покрытием выходит из ванны 40.
Контейнер 38 имеет открытый верхний край 42, через который металлическая лента 31 с покрытием выходит вверх после прохождения ванны 40. Над контейнером 38 находятся пара так называемых воздушных шаберов 44, 44 (фиг.1), которые обычно используются для контроля толщины покрытия на ленте 31, например, путем направления струи подогретого или неподогретого воздуха или азота на ленту 31. После воздушных шаберов 44, 44 находится приемная бобина (не показана), на которую наматывается лента 31 в виде рулона, который можно затем снять с приемной бобины.
Теперь дадим более подробное описание контейнера 38 со ссылкой на фиг. 3-8.
Как показано на фиг.3, контейнер 38 имеет в вертикальном поперечном сечении форму раструба (воронки) в вертикальной плоскости, перпендикулярной плоскости ленты 32. Кроме того, как показано на фиг. 3, контейнер 38 имеет (i) относительно узкую нижнюю часть 58, начинающуюся от отверстия 43, и (ii) относительно широкую часть 59, находящуюся над узкой частью.
На фиг. 4-8 показано, что контейнер 38 состоит из двух половин 52, 52, соединенных вместе на противоположных краях вдоль вертикальных фланцев 53, 53. Соединенные вместе половины контейнера образуют удлиненный контейнер 38 в форме желоба.
Контейнер 38 имеет пару продольных боковых стенок 55, 55 и пару торцевых стенок 56, 56, расположенных между краями боковых стенок 55, 55. Боковые стенки 55, 55 образуют вертикальное поперечное сечение в форме воронки, показанное на фиг. 3 и 8-9. Контейнер 38 и его воронкообразное поперечное сечение содержат вышеупомянутую относительно узкую нижнюю часть 58 и относительно широкую верхнюю часть 59. Промежуточная часть 60 контейнера находится между широкой верхней частью 59 и узкой нижней частью 58 и содержит две боковые стенки 61, 61, сходящиеся (сближающиеся) в направлении от широкой верхней части 59 к узкой нижней части 58.
К материалам, из которых можно выполнить контейнер 38, относятся немагнитная нержавеющая сталь и жаропрочные (тугоплавкие) материалы.
На фиг. 6 показан вид изнутри контейнера 38, где узкая часть контейнера 58 содержит проходной канал 62, начинающийся с отверстия 43 дна контейнера. Канал 62 образован двумя противоположными продольными сторонами 63, 63 (только одна из которых показана на фиг.6) и двумя противоположными торцевыми сторонами 64, 64, каждая из которых расположена между стенками канала 63, 63.
Теперь дадим более подробное описание электромагнита 50 со ссылками на фиг.2 и 10-12.
Электромагнит 50 состоит из прямоугольной внешней части 100, выполненной из немагнитного материала и состоящей из двух продольных боковых стенок 101, 101 и двух торцевых стенок 102, 102, каждая из которых расположена между соответствующими краями боковых стенок 101, 101. Боковые стенки 101, 101 вместе с торцевыми стенками 102, 102 образуют внутреннее пространство 104, имеющее соответствующие открытые верхний и нижний концы 105 и 106.
Электромагнит 50 также содержит два полюса 108, 108, каждый из которых выполнен из магнитного материала и установлен на соответствующей боковой стенке 101 внешней части 100 внутри вертикально расположенного пространства 104. Каждый полюс 108 расширяется внутри пространства 104 по направлению к другому полюсу и заканчивается поверхностью полюса 109, которая обращена к поверхности 109 другого полюса 108 (см. фиг.10 и 12). Поверхности полюсов 109, 109 определяют зазор (просвет) между ними, в который помещается контейнер 38.
Как показано на фиг. 11, каждый полюс 108 окружен обмоткой 112, через которую проходит электрический ток. Согласно одному из примеров осуществления настоящего изобретения изменяющийся во времени ток от источника тока 113 проходит через каждую обмотку 112, индуцируя магнитное поле внутри полюса 108, окруженного обмоткой 112. Источник тока 113 обычно является регулируемым для изменения величины изменяющегося во времени тока, поступающего в обмотку 112, что позволяет контролировать напряженность магнитного поля, которое создается электромагнитом 50.
В другом примере осуществления изобретения для создания магнитного поля через обмотку 112 пропускается постоянный электрический ток. В этом примере осуществления изобретения также может использоваться регулируемый источник тока.
Обмотка 112 состоит из витков 115 обмотки, каждый из которых проходит вокруг полюса 108, причем витки выполнены из соответствующего проводящего материала, такого как медь. Витки 115 обмотки изолированы друг от друга, а также от полюса электрической изоляцией (не показана). В примере осуществления изобретения, показанном на фиг.11, обмотка 112 состоит из сплошного провода (проводника); в других примерах обмотка может состоять, например, из медных трубок, в которых может циркулировать охлаждающая жидкость.
Полюсы 108, 108 и внешняя часть 100 образуют контур 116 движения магнитного потока (контур магнитного поля), который создается в результате прохождения тока через обмотку 112. Контур 116 показан на фиг.12 штриховыми линиями со стрелками. Более конкретно, магнитный поток выходит из поверхности 109 одного из полюсов 108 и проходит через зазор 110 на поверхность 109 второго полюса 108. Этот магнитный поток затем проходит последовательно через второй полюс 108, затем - в противоположных направлениях через продольную боковую стенку 101, на которой установлен этот полюс, затем через обе торцевые стенки 102, 102 на внешней части 100, затем через продольную боковую стенку 101, на которой установлен первый полюс, и затем через первый полюс 108 снова на поверхность 109 этого полюса.
Направление тока через каждую из обмоток 112 на каждом из полюсов 108 определяется таким образом, чтобы магнитный поток, создаваемый каждой из обмоток, проходил через зазор 110 в одном и том же направлении. Электромагнит 50 выполнен из какого-либо традиционного магнитного материала, такого как феррит или пластины электротехнической стали.
Как показано на фиг.10 и 12, электромагнит 50 состоит из двух "полумагнитов" 114, 114, каждый из которых имеет Е-образную форму в горизонтальном поперечном сечении.
В соответствии с фиг.3 каждая поверхность 109 полюса 108 расположена рядом с соответствующей боковой стенкой 55 контейнера 38, практически примыкая к этой боковой стенке в нижней узкой части 58 и в области сужающейся части 61. Поверхность 109 каждого полюса имеет очертания (профиль), повторяющие в данном примере осуществления изобретения очертания смежной боковой стенки 55, в частности, вдоль боковых стенок сужающейся части 61 и вдоль нижней части контейнера 58.
Расстояние между обращенными друг к другу поверхностями полюсов 109, 109 (зазор 110) является минимальным в узкой части контейнера 58 рядом с проходным отверстием 43 дна контейнера. Поскольку ширина зазора 110 между поверхностями полюсов является в этом месте минимальной, напряженность магнитного поля (плотность магнитного потока) является максимальной в этой области по сравнению с расположенными выше областями узкой части 58 контейнера, где зазор 110 становится шире. Кроме того, поскольку сопротивление прохождению магнитного потока (т.е. магнитное сопротивление) меньше в свободном пространстве, чем в расплавленном металле ванны 40, магнитный поток, проходящий между полюсами 109, 109, концентрируется непосредственно внизу под ванной 40 в проходном канале 62 - рядом с проходным отверстием 43 дна контейнера. В соответствии с этим при заданном изменяющемся во времени токе, проходящем через обмотки 112, 112, магнитная сила, которая прилагается к ванне 40 электромагнитом 50, оказывается больше в нижней части 58 контейнера рядом с проходным отверстием дна контейнера, чем в любом другом месте ванны 40 расплавленного металла. Обычно магнитная мощность (и магнитный поток) может регулироваться путем изменения величины изменяющегося во времени тока, который используется для питания магнита. Магнитный поток, создаваемый изменяющимся во времени током, проходит через зазор 110 (см. фиг.3) и индуцирует вихревые токи внутри ванны 40. Согласно фиг.6 контур 45 вихревых токов содержит часть 46, которая проходит вдоль низа ванны 40 по горизонтали в продольном направлении контейнера 38 рядом с проходным отверстием 43. Направление вихревых токов в этой области перпендикулярно направлению магнитного потока в этом месте. В результате этот поток и вихревые токи пересекаются в горизонтальной плоскости, создавая направленные вверх магнитные силы, как это показано на фиг.3 и 6. Эти магнитные силы "отталкивают вверх" ту часть ванны 40, которая находится рядом с проходным отверстием 43 дна контейнера (т.е. нижнюю часть ванны 40), - эффект, известный под названием магнитной левитации.
Магнитная левитация, возникающая в результате действия вертикальной магнитной силы, отталкивающей часть ванны расплавленного металла, которая находится рядом с проходным отверстием 43 низа контейнера, является важным фактором в удержании основной массы ванны расплавленного металла. Описанная выше магнитная левитация может способствовать удержанию до 98% или более массы материала ванны 40, если действие магнита 50 усиливается другими средствами, которые описываются ниже. Удержание массы за счет магнитной левитации подобного типа может оказаться успешным в предотвращении выхода большей части расплавленного металла ванны 40 через отверстие 43 для прохода ленты, и это может в некоторой степени снизить возможное просачивание или утечку вдоль боковых сторон 63, 63 и торцов 64, 64 проходного канала 62 (фиг.6).
Действие электромагнита 50 приводит в движение (возбуждает) материал ванны 40, создавая потоки в форме циркуляции (завихрений) или в колебательной форме, имеющие вертикальную составляющую; это движение способствует просачиванию или утечке через проходное отверстие 43 контейнера 38. Устройство демпфирования движений материала ванны показано под общим обозначением 70 на фиг.13-15. Устройство 70 состоит из нескольких пар параллельных плоских элементов 71, 72. Предпочтительно каждый плоский элемент 71, 72 изготавливается из материала, такого как нержавеющая сталь, который устойчив к температурным условиям расплавленного металла ванны 40. В альтернативном варианте плоские элементы 71, 72 могут покрываться теплоизоляционным материалом (не показан).
Пары плоских элементов 71, 72 разнесены по вертикали относительно других пар вдоль линии движения ленты 32, и каждая пара плоских элементов 71, 72 располагается поперек ванны 40 в направлении, перпендикулярном линии движения ленты. Между каждой парой плоских элементов 71, 72 находится щель (зазор) 73. Каждая щель 73 выровнена со щелями других пар плоских элементов 71, 72, чтобы лента 32 могла проходить по мере движения через эти щели. Плоские элементы 71, 72 пересекают потоки в материале ванны, создаваемые электромагнитом 50, и тем самым способствуют демпфированию этих потоков.
Как показано на фиг.14, некоторые из плоских элементов 71, 72 находятся в контейнере 38 между сходящимися книзу частями 61, 61 боковых стенок. Эти плоские элементы имеют соответствующие поперечные размеры в направлении между частями 61, 61 боковых стенок, и эти размеры постепенно уменьшаются книзу. Выровненные по вертикали плоские элементы 71, 71 и выровненные по вертикали плоские элементы 72, 72 поддерживаются на определенных расстояниях по вертикали с помощью распорок 75, 75, каждая из которых находится между смежными плоскими элементами 71, 71 и смежными плоскими элементами 72, 72.
В одном из примеров осуществления изобретения все плоские элементы 71, 71 демпфирующего устройства 70 удерживаются вместе в виде блока своими распорками 75, каждая из которых жестко соединена с плоскими элементами, находящими над ней и под ней; все плоские элементы 72, 72 демпфирующего устройства 70 также удерживаются вместе в виде блока своими распорками 75. В другом примере осуществления изобретения все плоские элементы блока удерживаются вместе вертикальными стержнями (не показаны), которые проходят через выровненные отверстия в плоских элементах и распорках. Группа горизонтально расположенных и вертикально разнесенных поперечных элементов 76, 77, 78, 79, находящихся на каждом из концов демпфирующего устройства 70, соединяет блок вертикально разнесенных плоских элементов 71, 71 с блоком вертикально разнесенных плоских элементов 72, 72, образуя пары выровненных по горизонтали элементов 71, 72.
Демпфирующее устройство 70 имеет вертикальный размер, предпочтительно соответствующий глубине ванны 40 расплавленного металла покрытия, которая находится в контейнере 38.
В примере осуществления изобретения, представленном на фиг.13-15, демпфирующее устройство 70 подвешивается сверху на концевых кронштейнах 80, 80, расположенных на противоположных концах демпфирующего устройства 70 и проходящих вертикально вверх от этого устройства. Каждый концевой кронштейн 80 имеет отверстие 82 для резьбового элемента 81, используемого для крепления кронштейна 80 к звену 84 устройства 83, которое среди прочих функций используется как рама для крепления демпфирующего устройства 70 в примере осуществления изобретения, показанном на фиг.13. Устройство 83 также выполняет другие функции, которые будут подробно описаны ниже.
Описанные выше средства, используемые для соединения плоских элементов демпфирующего устройства 70 и для установки демпфирующего устройства 70 внутри контейнера 38, показаны только для иллюстрации; для тех же целей могут использоваться и другие средства. В некоторых примерах осуществления вместо каждой пары плоских элементов 71, 72 может использоваться один плоский элемент, имеющий поперечный размер, соответствующий сумме поперечных размеров плоских элементов 71, 72, и содержащий единую расположенную посередине удлиненную щель вместо щели 73.
Как отмечалось ранее со ссылкой на фиг.3, имеется зазор 110 между обращенными друг к другу поверхностями полюсов 109, 109 магнита 50. Как можно видеть из фиг. 3 и 14, пары плоских элементов 71, 72 расположены по горизонтали между обращенными друг к другу поверхностями полюсов 109, 109 в той части зазора 110, которая находится над узкой нижней частью 58 контейнера 38. Эта часть зазора 110 шире той части зазора, которая находится в узкой нижней части 58. Чем больше ширина зазора между поверхностями полюсов 109, 109, тем меньше плотность магнитного потока, проходящего через эту часть зазора. Но поскольку требуется высокая плотность магнитного потока, его можно увеличить путем уменьшения эффективного зазора между поверхностями полюсов 109, 109. В следующем абзаце описаны средства, предназначенные для этой цели.
В предпочтительном варианте реализации изобретения плоские элементы 71, 72 выполняются из ферромагнитного материала, например из углеродистой стали или магнитной нержавеющей стали. По сравнению с металлом расплавленной ванны 40 (например, с цинком) оба описанных в предыдущем предложении материала имеют более высокую магнитную проницаемость и относительно более низкое магнитное сопротивление для прохождения магнитного потока между поверхностями полюсов 109, 109. При использовании этих материалов для плоских элементов 71, 72 происходит снижение величины эффективного зазора между поверхностями полюсов 109, 109. Более точно, величина эффективного зазора снижается до (а) ширины щели 73 плюс (b) расстояние между внешним краем 74а плоского элемента 71 и смежной поверхностью полюса 109 плюс (с) расстояние между внешним краем 74b плоского элемента 72 и смежной поверхностью полюса 109.
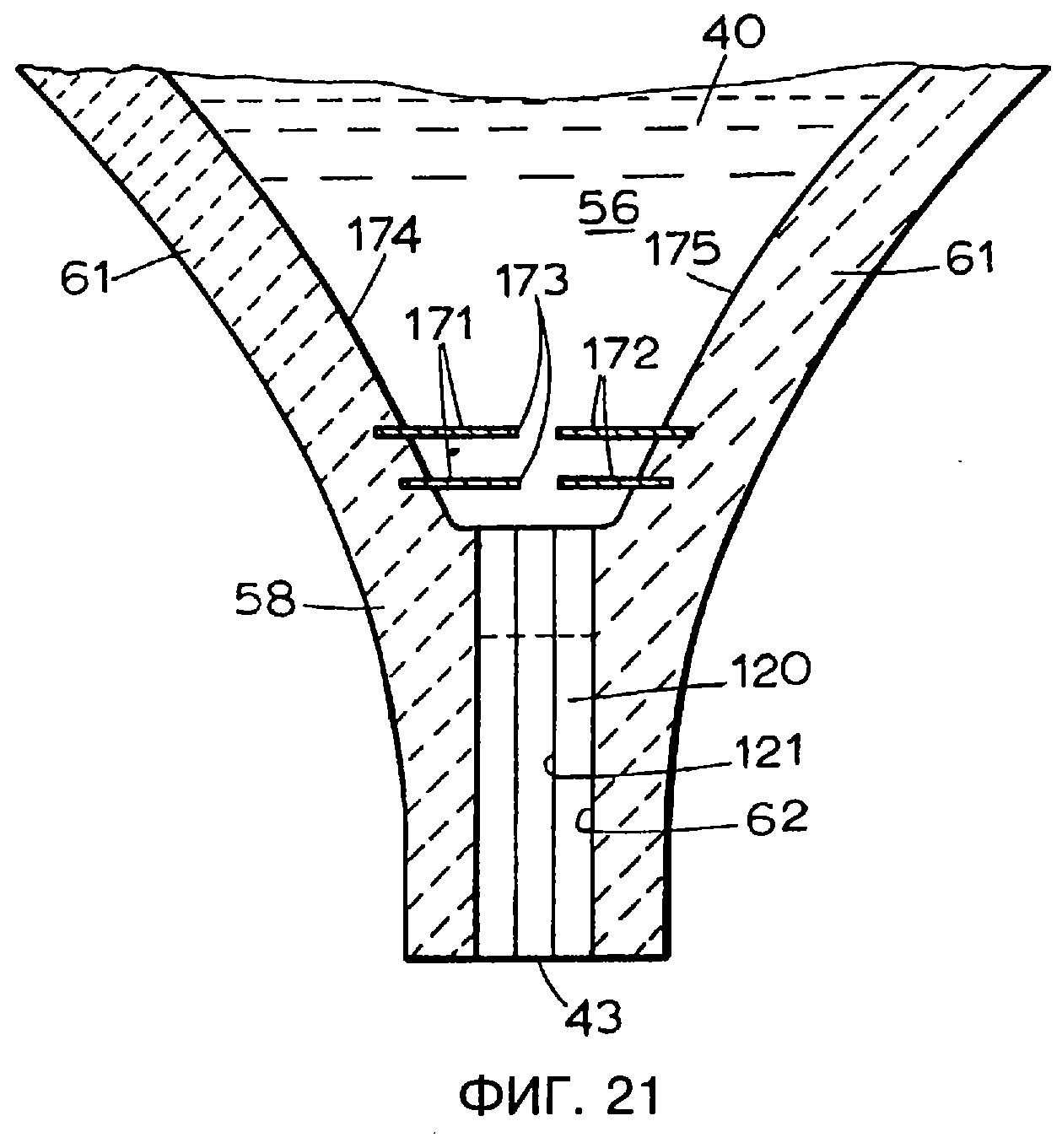
На фиг. 21 показана альтернативный пример осуществления средства, предназначенного для снижения величины эффективного зазора между поверхностями полюсов 109, 109. В этом примере осуществления изобретения между выровненными по вертикали парами горизонтально расположенных плоских элементов 171, 172 образуется пространство 173, через которое проходит траектория ленты 32. Каждая пара плоских элементов 171, 172 находится в зазоре 110 между поверхностями полюсов 109, 109 в той части зазора 110, которая находится над узкой нижней частью 58 контейнера 38 (сравните фиг.3 и 21). Оба плоских элемента пары лежат в одной горизонтальной плоскости. Каждый плоский элемент начинается от поверхности 174, 175 соответствующей сходящейся книзу части 61, 61 внутренней боковой стенки и проходит через ванну 40 по направлению к парному плоскому элементу, т.е. в направлении, перпендикулярном линии движения ленты. Плоские элементы 171, 172 выполняются из ферромагнитного материала, например из магнитной нержавеющей стали, что позволяет снизить величину эффективного зазора между обращенными друг к другу поверхностями полюсов 109, 109 таким же образом, как и в случае плоских элементов 71, 72 (см. предыдущий абзац).
В примере, показанном на фиг. 21, плоские элементы 171, 172 частично встроены в боковые стенки 61, 61 контейнера 38. Могут использоваться и другие способы крепления плоских элементов 171, 172 к боковым стенкам.
Обратимся теперь к фиг.6-8 и 13. Как отмечалось выше, канал 62 имеет два противоположных торца 64, 64, и каждый из них отделен от смежной торцевой стенки 56 контейнера 38. Имеется торцевой зазор 67 между торцевой стенкой 56 контейнера и торцом 64 канала. Перемычка 65 находится вверху каждого торца 64 канала и располагается поперек внутренней части контейнера между противоположными сходящимися частями 61, 61 боковых стенок промежуточной части 60 контейнера (фиг.7-8). Каждая перемычка 65 занимает часть пространства между торцевой стенкой 56 контейнера и торцом 64 канала. На каждом торце контейнера 38 между торцевой стенкой 56 контейнера и перемычкой 65 находится сборник (углубление) 66. Каждый сборник 66 образует структуру для ограничения ванны расплавленного металла. Сборник 66 располагается над нижней частью 68 стенки контейнера между торцом 64 проходного канала 62 и смежной торцевой стенкой 56 контейнера 38.
В примере изобретения, показанном на фиг.3 и 13, каждый полюс 108 (и его поверхность 109) располагается (а) по направлению к низу проходного канала 62 (соответствующего отверстию 43 дна контейнера) и (b) в продольном направлении до позиции, смежной с каждым торцевым зазором 67 контейнера 38. Соответственно, когда магнитный поток проходит между поверхностями полюсов 109, 109, часть этого потока проходит внизу канала 62 и торцевых зазоров 67, 67.
На фиг.13 и 16-18 показан другой компонент, предназначенный для снижения утечки или просачивания расплавленного металла через проходное отверстие 43 дна контейнера. Этот компонент выполнен в форме электрического проводника, один из примеров осуществления которого представлен общим обозначением 83 на фиг.13.
Ранее отмечалось, что когда электромагнит 50 действует в сочетании с изменяющимся во времени электрическим током (переменный ток или пульсации постоянного тока), магнитный поток, создаваемый этим электромагнитом, индуцирует вихревые токи в ванне 40 расплавленного металла. Эти вихревые токи обычно циркулируют по контуру, который представлен штриховой линией 45 на фиг.6 и который содержит часть 46, проходящую вдоль нижней части ванны 40.
В соответствии с фиг.13 электрический проводник 83 обычно представлен U-образным элементом, выполненным из электропроводящего материала, такого как медь. Проводник 83 содержит (i) два вертикальных звена 84, 84, каждое из которых находится рядом с соответствующей торцевой стенкой 56 контейнера 38, и (ii) поперечного элемента 86. Каждое звено 84 имеет верхнюю концевую часть 85, соединенную поперечным элементом 86 с верхней концевой частью 85 второго звена. Электрический проводник 83 также имеет нижние концевые части 87, 87, каждая из которых соединена с соответствующим звеном 84, располагается внутри соответствующего торцевого зазора 56 контейнера 38 над нижней частью 68 стенки контейнера и находится в электрическом контакте с частью ванны 40, находящейся в сборнике 66. Хотя это не показано на фиг.13, проводник 83 электрически изолирован от контакта с демпфирующим устройством 70 и ванной 40 (за исключением части ванны 40 в сборнике 66).
В примере, представленном на фиг. 13, вихревые токи проходят через электрический проводник 83, а не циркулируют через ванну 40 вдоль контура 45 (фиг.6), и они направляются электрическим проводником 83 в торцевой зазор 67 контейнера 38, т. е. в ту часть ванны 40 расплавленного металла, которая находится в сборнике 66.
Как уже отмечалось выше, магнитная сила, создаваемая в результате взаимодействия электромагнита 50 и вихревых токов, которые индуцируются в ванне 40, "отталкивает" расплавленный металл ванны 40 от проходного отверстия 43 дна контейнера и способствует удержанию нижней части ванны 40 над проходным отверстием 43 дна контейнера.
Направленная вверх магнитная сила, воздействующая на нижнюю часть ванны 40 в любой точке по длине контейнера 38, зависит от (а) величины магнитного потока в этой точке и (b) величины вихревого тока в этой точке. Поверхности полюсов 109, 109 обращены друг к другу через торцевые зазоры 67, 67, создавая тем самым в этих областях магнитный поток. Как отмечалось выше, электрический проводник 83 направляет вихревой ток, индуцируемый электромагнитом 50, в торцевые зазоры 67, 67, находящиеся рядом с дном контейнера 38. В отсутствие электрического проводника 83, по крайней мере, некоторая часть вихревых токов может проходить по контуру 45, который проходит мимо торцевых зазоров 67, 67 (см. фиг.6). При использовании электрического проводника 83, имеющего неизолированные концевые части 87, 87, находящиеся в области торцевых зазоров 67, 67 внутри сборников 66, 66, вихревой ток в большей степени сконцентрирован в торцевых зазорах 67, 67, чем в случае отсутствия электрического проводника 83. Это способствует увеличению направленной вверх магнитной силы в торцевых зазорах 67, 67, что, в свою очередь, способствует снижению утечки или просачивания через проходное отверстие 43 дна контейнера, особенно вдоль торцов 64, 64 проходного канала 63.
Электрический проводник 83 также используется для существенного снижения плотности потока циркулирующих вихревых токов вдоль верхней части ванны 40. Это предпочтительно делать, поскольку вихревые токи, циркулирующие вдоль верхней части ванны 40, взаимодействуют с магнитным полем, которое образуется электромагнитом 50, создавая магнитную силу, которая действует на ванну 40 в этой области по направлению вниз. Поскольку электрический проводник 83 существенно уменьшает плотность вихревого тока, циркулирующего вдоль верхней части ванны, это способствует также существенному снижению величины магнитной силы, воздействующей на ванну в этой области по направлению вниз. Это, в свою очередь, увеличивает эффективность магнитной силы, действующей на ванну по направлению вверх в нижней части ванны, что, в свою очередь, способствует уменьшению утечки или просачивания из ванны через проходное отверстие 43 низа контейнера.
Как уже отмечалось выше, плотность магнитного потока, вырабатываемого электромагнитом 50, является максимальной в тех местах, где зазор 110 между обращенными друг к другу поверхностями полюсов 109, 109 электромагнита 50 является минимальным. Аналогичным образом, вихревые токи, которые индуцируются в ванне 40, являются относительно высокими в областях относительно небольших зазоров, т.е. примыкающих к нижней части ванны 40. Кроме того, электрический проводник 83 концентрирует вихревой ток вдоль нижней части ванны 40, примыкающей к верху проходного отверстия 63.
Как уже отмечалось выше, электрический проводник 83 имеет вертикально расположенные звенья 84, 84, значительная часть которых находится в пределах ванны 40. В альтернативном варианте осуществления изобретения, показанном на фиг. 16, используется U-образный электрический проводник под общим обозначением 183, содержащий вертикально расположенные звенья 184, 184, находящиеся целиком вне ванны 40, и поперечный элемент 186, соединяющий звенья 184, 184. Только концевые части 187, 187 электрического проводника 183 находятся в пределах ванны 40 (в торцевых зазорах 67, 67 внутри сборников 66, 66). Между каждой концевой частью 187 и соответствующим звеном 184 находится соединительный элемент 188, проходящий через продольную боковую стенку 55 контейнера 38.
Все предшествующее обсуждение касалось электромагнита 50, на который поступает изменяющийся во времени ток, т.е. переменный ток или пульсирующий постоянный ток. В подобных случаях результирующий магнитный поток индуцирует в ванне 40 вихревые токи, проходящие через контур с низким сопротивлением, образованный электрическим проводником 83 или 183.
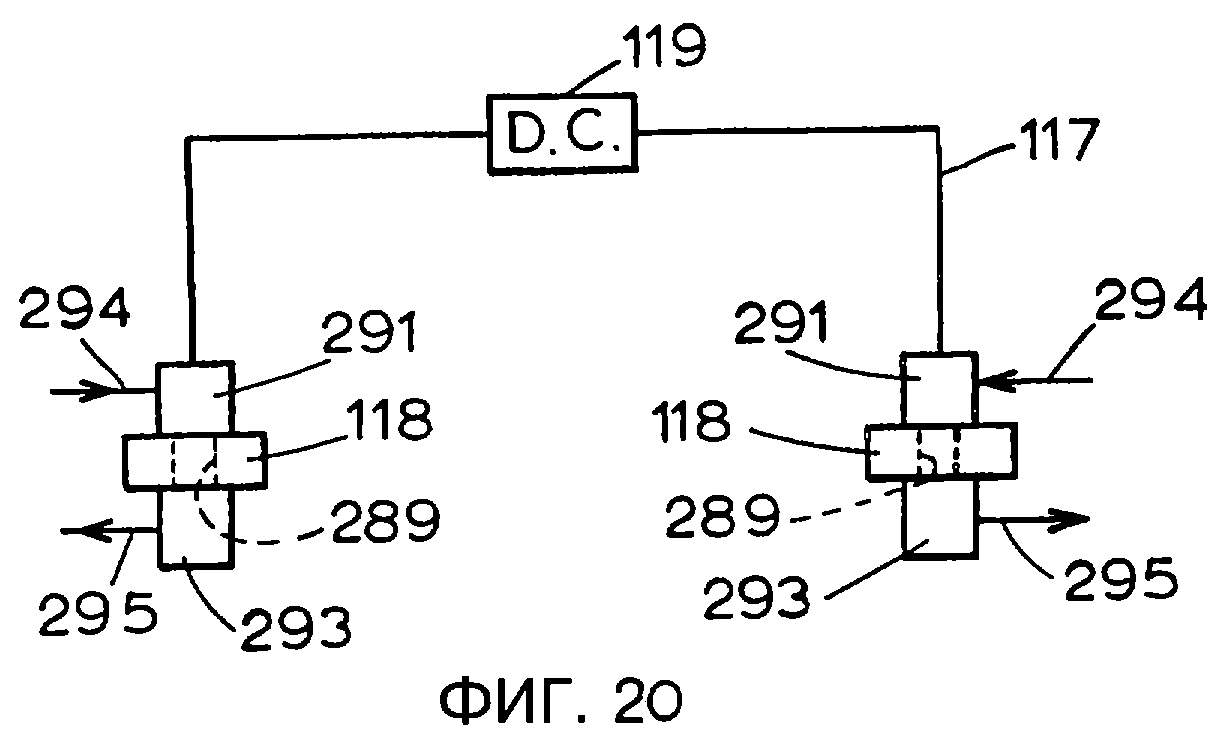
В другом варианте осуществления настоящего изобретения электромагнит 50 может работать с током, который не изменяется во времени, например с непульсирующим постоянным током. В этом случае каждая обмотка 112 полюса 108 магнита 50 (фиг. 11) подсоединяется к источнику постоянного тока, который проходит без прерываний через обмотку 112, в результате чего создается магнитное поле с потоком, проходящим через ванну 40 между обращенными друг к другу поверхностями полюсов 109, 109 (фиг.3). Магнитное поле, созданное таким образом, не индуцирует вихревых токов в ванне 40. Вместо этого используется внешний источник для подачи постоянного тока в ванну 40 в области между поверхностями полюсов 109, 109. Один из примеров осуществления подобного рода показан на фиг.20 (последний лист чертежей).
В примере, показанном на фиг.20, источник постоянного тока 119 подсоединен через линию 117 на концевые части 118, 118, каждая из которых располагается в соответствующем торцевом зазоре 67 контейнера 38 над нижней частью стенок 68 и находится в электрическом контакте с ванной в сборнике 66 (см. фиг.6). Постоянный ток поступает с концевой части 118 и проходит вдоль нижней части ванны 40 в продольном направлении контейнера 38. Этот постоянный ток взаимодействует с магнитным полем, которое создается в результате прохождения постоянного тока через обмотки 112 на полюсах электромагнита 50 (фиг. 11). В результате этого взаимодействия создается магнитная сила, которая "отталкивает" расплавленный металл ванны 40 вверх от проходного отверстия 43 низа контейнера 38.
Во всех вариантах осуществления настоящего изобретения концевые части проводника (87, 187 или 118) изготавливаются из материала, имеющего меньшее электрическое сопротивление, чем расплавленный металл ванны 40. Обычно концевые части изготавливаются из меди, в то время как ванна расплавленного металла покрытия содержит цинк. Медь концевой части металлургически объединяется с цинком в ванне, образуя сплав меди и цинка (латунь), который абсорбируется в ванне. Конечным результатом является эрозия концевой части проводника. В свете настоящего изобретения описанное выше явление нежелательно; в соответствии с этим в изобретении представлены средства предупреждения эрозии медных концевых частей, находящихся в расплавленном цинке ванны 40.
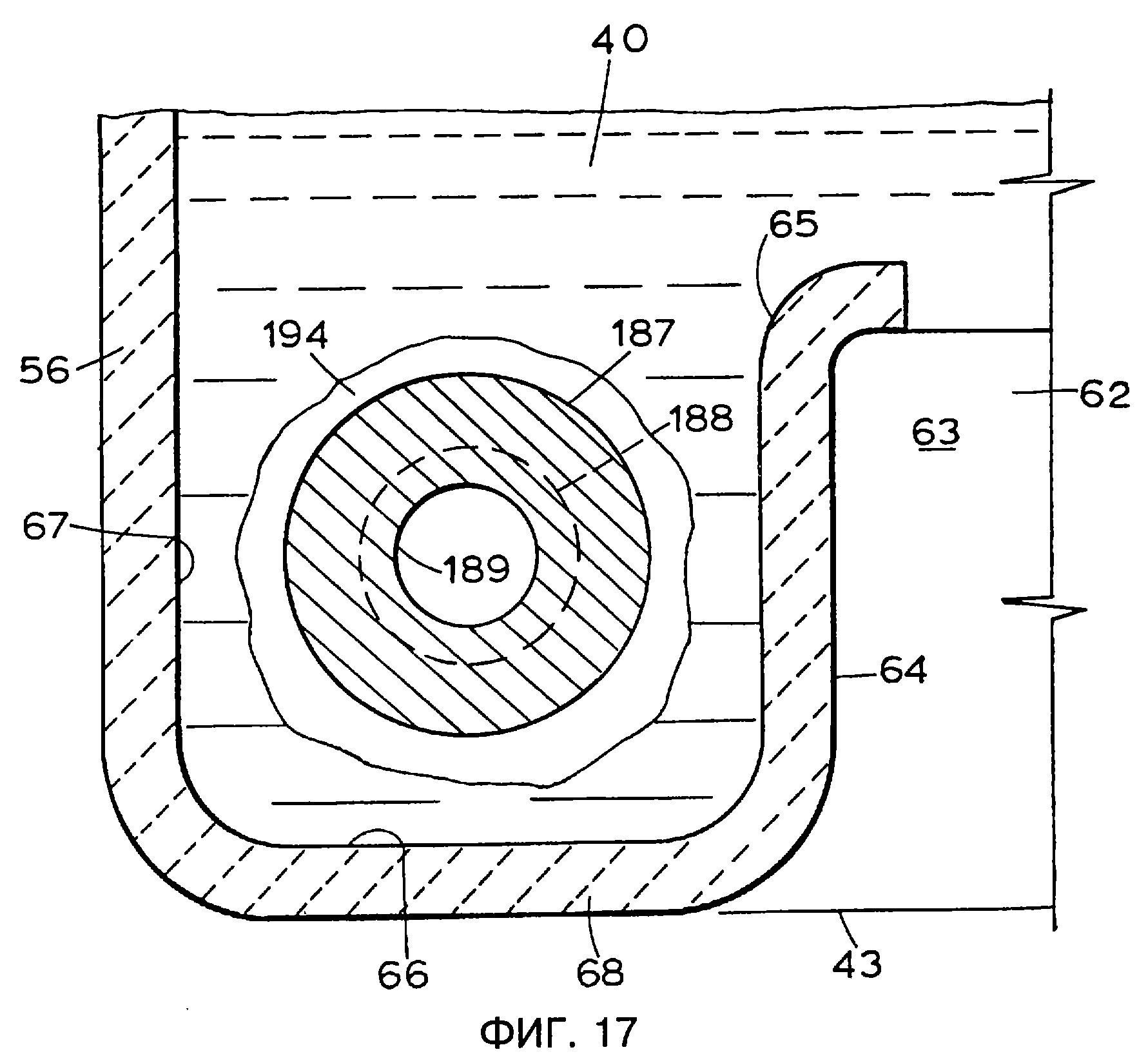
Как показано на фиг.17 и 18, каждая концевая часть 187 снабжена внутренним каналом 189, соединенным с внутренним каналом 190 в соединительной части 188. Внутренний канал 190 подсоединен к трубке впускного отверстия 191, соединенной с источником охлаждающей жидкости 192, например охлажденной воды. Охлаждающая жидкость поступает из источника 192 через трубку впускного отверстия 191 и канал 190 в канал 189 для охлаждения нижней концевой части 187, способствуя застыванию некоторой части металла покрытия (цинка) в сборнике 66 в виде "корки" или слоя 194 вокруг концевой части 187 (фиг.17). Слой 194 защищает медную концевую часть 187 от эрозии в расплавленном цинке ванны 40. Использованная охлаждающая жидкость сливается из канала 189 через выпускную трубку 193 (фиг.18).
(На фиг.17 перемычка 65 и нижняя
часть 68 стенок контейнера имеют толщину, которая меньше толщины соответствующих элементов на фиг.6 и 13. Могут использоваться любые отклонения.)
В примере осуществления изобретения,
показанном на фиг.20, используется непульсирующий постоянный ток, концевая часть 118 имеет внутренний канал 289, подсоединенный к трубке впускного отверстия 291, и выпускную трубку 293. Трубка
впускного отверстия 291 подсоединена через канал 294 к источнику охлаждающей жидкости (не показан). Выпускная трубка 293 подсоединена через канал 295 к сливу для использованной охлажденной жидкости.
Циркуляция охлажденной жидкости через канал 289 способствует созданию защитного слоя ("корки") застывшего цинка вокруг медной концевой части 118 для предупреждения эрозии в расплавленном цинке ванны
40.
Как уже отмечалось выше, электрический проводник 183 имеет звенья 184, 184 и поперечный элемент 186, которые находятся вне ванны 40 расплавленного металла покрытия (фиг.16). Разновидность описанного выше примера осуществления изобретения показана на фиг.19, где, по крайней мере, часть каждого звена 184 помещена в расплавленный металл покрытия ванны 40. Для защиты части звена 184, помещенной в ванну 40, используется изолирующий слой 196 для создания электрической и тепловой изоляции этой части звена от расплавленного металла покрытия ванны 40. Часть звена 184, смежная с местом соединения звена 184 с нижней концевой частью 187, защищена от ванны расплавленного покрытия застывшей коркой 194 металла покрытия (описано выше в связи с фиг.17).
Слой электрической и тепловой изоляции, аналогичный слою 196 фиг.19, используется в примере, показанном на фиг.13, для защиты этой части каждого звена 84, погруженного в ванну 40. Концевая часть 87 электрического проводника 83 не охлаждается в примере изобретения, показанном на фиг.13, и подвергается воздействию ванны расплавленного металла покрытия. Незащищенная концевая часть 87 может использоваться в ситуациях, где расплавленный металл покрытия не образует сплава с металлом, из которого изготовлена концевая часть 87 (например, медь). В качестве менее предпочтительной альтернативы концевая часть 87 может быть защищена слоем изоляции (например, слоем 196, показанным на фиг.19), за исключением штыря 89 концевой части 87.
Как показано на фиг.21-22, имеется направляющий элемент 120, находящийся на каждом торце 64 проходного канала 62, который, как отмечено выше, располагается в узкой нижней части 58 контейнера 38 (см. фиг.6 и 13). Каждый направляющий элемент 120 имеет горизонтально расположенную выемку (паз) 121, имеющую открытый конец 123, находящийся напротив соответствующего открытого конца соответствующей выемки направляющего элемента 120 на другом торце 64 проходного канала 62. Каждая выемка 121 имеет соответствующую структуру для зацепления соответствующей краевой части стальной ленты 32, когда лента протягивается через проходной канал 62. Выемки 121, 121 обеспечивают прохождение ленты практически посередине между обращенными друг к другу поверхностями полюсов 109, 109 магнита 50 и ограничивают движения стальной ленты 32 из стороны в сторону, когда она проходит через контейнер 38. Это позволяет противодействовать свойству электромагнита 50 притягивать ленту 32 к одной из обращенных друг к другу поверхностей полюсов электромагнита, которые, в свою очередь, могут вызывать нежелательные смещения ленты из стороны в сторону по мере ее прохождения через контейнер.
Рассмотрим фиг.23-24. На фиг.23 показана последовательная электрическая цепь типа LCR (L - индуктивность, С - емкость, R - сопротивление) для электромагнита 50, и на фиг.24 показана параллельная электрическая цепь типа LCR для электромагнита 50. Каждая LCR-цепь содержит источник изменяющегося во времени тока 113, конденсатор 125, обмотку 112 для каждого полюса 108 магнита 50 и сопротивление 127. На обеих схемах обозначением С представлена электрическая емкость цепи, L -индуктивность цепи (которая включает одну обмотку 112 для каждого полюса 108) и RL - сопротивление этих обмоток. Индуктивность пропорциональна магнитному потоку, создаваемому обмоткой, и количеству витков обмотки и обратно пропорциональна уровню тока (силе тока в амперах). Индуктивность дает отставание по частоте (фазе) сравнительно с частотой источника питания; емкость дает опережение по частоте (фазе).
Управление в последовательной цепи типа LCR, показанной на фиг.23, осуществляется таким образом, что при опускании уровня расплавленного металла нижней части ванны 40 происходит автоматическое увеличение тока; тем самым увеличивается значение магнитной силы, действующей в вертикальном направлении вверх на нижнюю часть ванны. Это свойство рассматривается в следующих четырех абзацах.
На фиг. 25 показан график тока как функции индуктивности для системы, использующей последовательную цепь типа LCR, представленную на фиг.23. Надпись на вертикальной линии "Resonance" (Резонанс) фиг.25 означает состояние последовательной цепи типа LCR, при котором опережение по частоте за счет емкости цепи совпадает (уравнивает) отставание по частоте за счет индуктивности цепи, то есть собственная частота цепи равна частоте источника питания. При заданном источнике питания состояние резонанса обеспечивает больше энергии для магнита, на который подается ток через эту цепь, чем в нерезонансном состоянии. Когда последовательная цепь типа LCR, показанная на фиг.25, находится в состоянии, близком к резонансу, уровень тока в этой цепи зависит от того, насколько близко к состоянию резонанса работает данная цепь. При фиксированных емкости (С) и сопротивлении (R) ток (I) является функцией индуктивности (L) (см. фиг.25); этот график показывает, как изменения индуктивности (L) влияют на ток (I).
Система 30 и магнит 50 обычно работают таким образом, что нижняя часть ванны 40 удерживается выше проходного отверстия 43 контейнера 38 (см. фиг. 3). В любом месте между поверхностями полюсов 109, 109 плотность магнитного потока, проходящего через свободное пространство (воздух), больше плотности магнитного потока, который проходил бы в том же месте через расплавленный металл ванны 40. При увеличении массы ванны 40, например, за счет добавления в ванну расплавленного металла покрытия, увеличенная масса первоначально приводит к опусканию нижней части ванны в направлении к проходному отверстию 43. Если это происходит, часть зазора 110, ранее занятая воздухом (свободное пространство), заполняется расплавленным металлом покрытия; тем самым снижается индуктивность системы (L), поскольку опустившийся расплавленный металл действует как магнитный экран, который снижает плотность магнитного потока в той части зазора 110, где опустился нижний уровень ванны. Магнитный экран снижает плотность магнитного потока в этой области, а снижение общей плотности магнитного потока приводит к снижению индуктивности.
Последовательная цепь типа LCR, представленная на фиг.23, работает таким образом, что значение индуктивности (L) на графике фиг.25 находится справа от вертикальной линии, помеченной как "Resonance" (Резонанс), а снижение индуктивности (L) приводит к увеличению тока (I). Это, в свою очередь, вызывает увеличение суммарной плотности магнитного потока, проходящего через зазор 110, увеличивая тем самым магнитную силу, отталкивающую нижнюю часть ванны 40. В результате система, использующая последовательную цепь типа LCR, показанную на фиг.23, и действующая описанным выше образом, является саморегулирующейся в том смысле, что она компенсирует падение нижнего уровня ванны 40.
Непрерывная лента 32 обычно является
плоским тонким элементом, например, в форме стального листа (полосы). Однако лента, имеющая конфигурацию, описанную в предыдущем предложении, просто
иллюстрирует один из типов непрерывной ленты, для
которой можно использовать настоящее изобретение,
Можно использовать и другие формы ленты, такие как пруток, полосы, проволока, трубы или
профилированные изделия, при условии, что имеется
возможность свести к минимуму утечку расплавленного метода покрытия из ванны расплавленного металла согласно настоящему изобретению.
Настоящее изобретение иллюстрировано в контексте проходного отверстия для ленты, находящегося под контейнером, содержащим ванну расплавленного металла покрытия. Однако настоящее изобретение можно также использовать в системе, где (i) проходное отверстие для ленты находится в боковой стенке контейнера, и (ii) контейнер содержит ванну расплавленного металла покрытия, имеющую верхнюю поверхность (зеркало), находящуюся над уровнем проходного отверстия для ленты.
Вышеприведенное подробное описание приводится только для ясности понимания сути изобретения, и из этого описания не следует никаких ограничений, поскольку любые модификации является очевидными для специалистов в данной области.
Реферат
Изобретение относится к процессу нанесения расплавленного покрытия на стальную ленту путем погружения в расплав материала покрытия, например цинка или алюминия. Система нанесения покрытия путем погружения в расплав содержит ванну расплавленного металла покрытия в контейнере, имеющем проходное отверстие для ленты, находящееся под верхней поверхностью (зеркалом) ванны. Металлическая лента направляется вдоль линии, проходящей через проходное отверстие для ленты и через ванну расплавленного металла покрытия для нанесения покрытия на ленту. В системе используется электромагнит для предотвращения выхода массы расплавленного металла покрытия через проходное отверстие для ленты с одновременным продвижением ленты через ванну. В систему включаются средства, снижающие утечку расплавленного металла покрытия через проходное отверстие для ленты. Изобретение обеспечивает удержание массы расплава металла покрытия и снижение утечки или просачивания расплавленного металла покрытия через отверстие для прохода ленты. 31 з.п.ф-лы, 25 ил.
Комментарии