Устройство для изготовления ленты из горячей оцинкованной стали - SU1389685A3
Код документа: SU1389685A3
Чертежи

Описание
гг
to
00 а 00
ел
см
Изобретение относится к изготовлению листа или ленты из оциь кованной стали, .в частности, предназначенных для штамповки.
Цель изобретения - повышение качества покрытия.
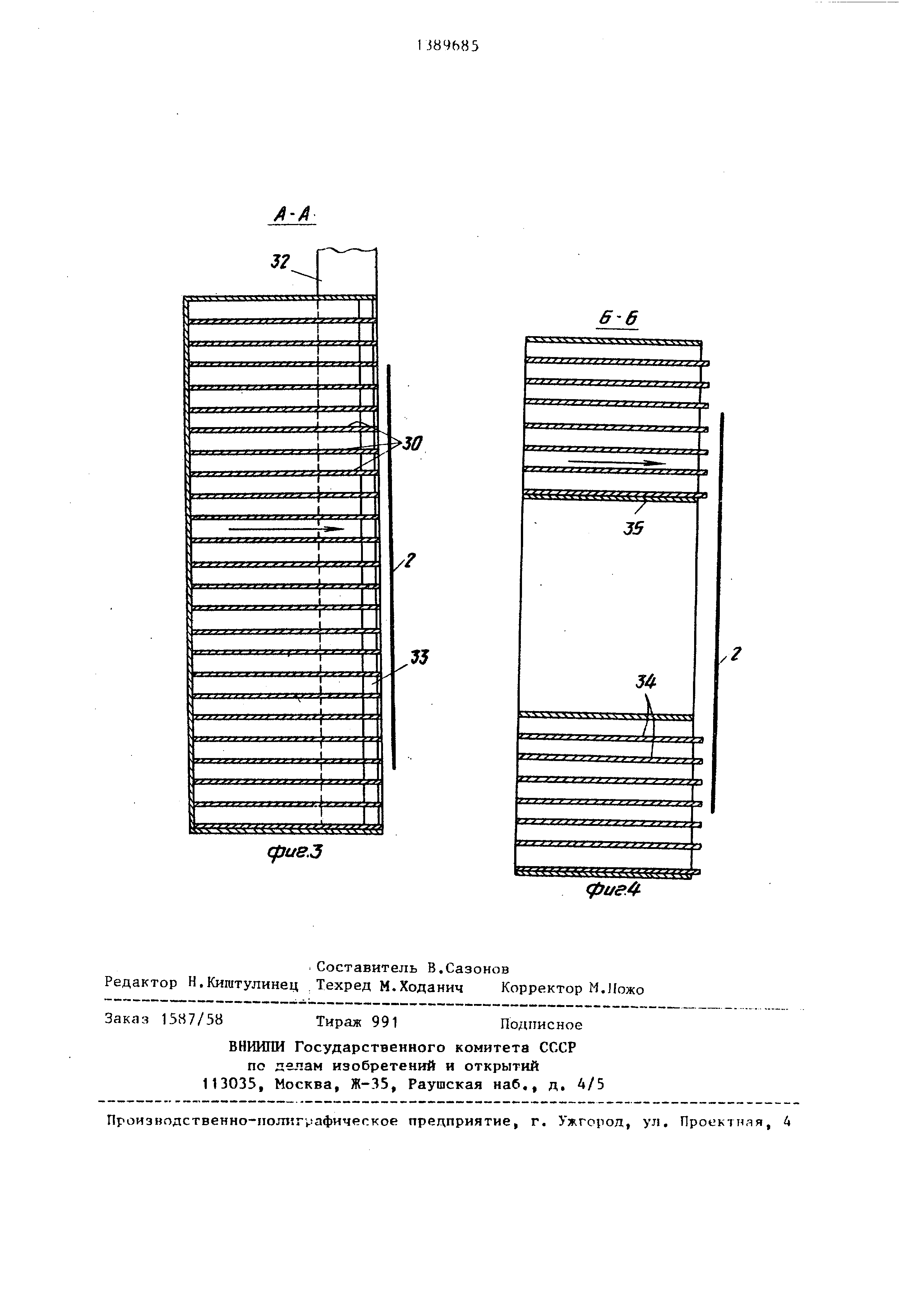
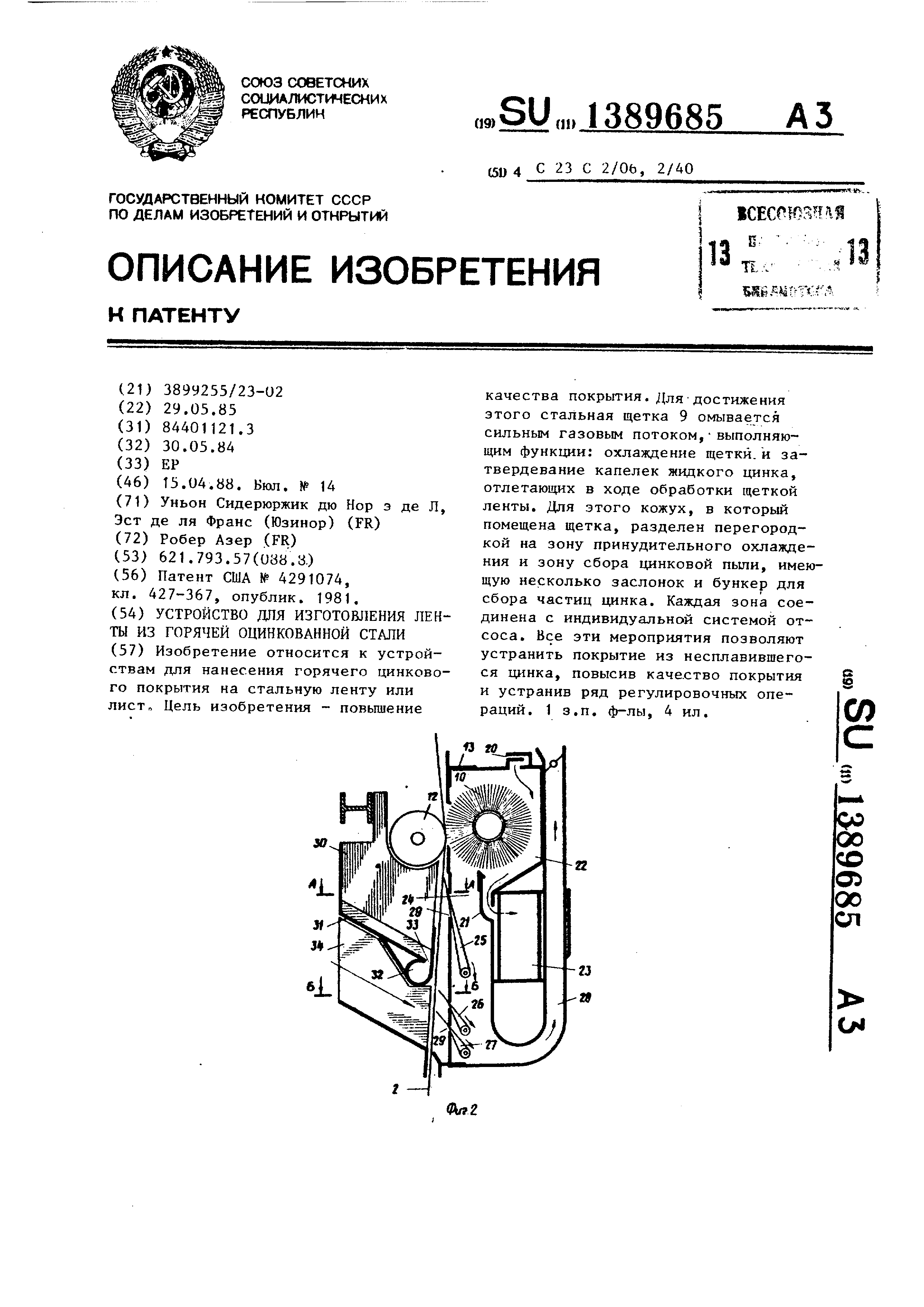
На фиг. 1 изображена установка,, частичный вид; на фиг, 2 - то же, вид сбоку, разрез; на фиг, 3 - разрез А-А на фиг. 2; на фиг, 4 - разрез Б-Б на фиг . 2,
На фиг. 1 представлена классическая установка для цинкования, содержащая ванну 1 расплавленного цинка, через которую проходит стальная лента 2, выходящая из печи (не показана) и перемещающаяся в канале 3 с защитной атмосферой. Эта лента проходит по ролику 4, установленному у дна ванны, выходит вертикально из ванны с цинком и сушится при помощи пневматического устройства 5, установленного по соседству с поверхностью ванны с цинком,Лента продолжает свой путь вертикально,
как показано стрелкой 6.
Устройство включает в себя также подвижный суппорт 7, способньй продольно перемещаться в горизонтальной плоскости, параллельной плоскости ленты, на рельсах 8.
Щетка 9 смонтирована на этом суппорте и приводится во вращение в направлении , указанном стрелкой 10, пр помощи средств (не показаны) от дни- гателя 11, установленного на суппорте 7, Ось этой щетки 9 полая и через нее пропускается охлаждающее веще- . ство
Контрролик 12, установленный напро ТИБ стороны ленты, противоположной стороне обрабатываемой щеткой, служи опорой для ленты, которую он отжимае в направлении к щетке таким образом, чтобы плоскость ленты была слегка секущей к поверхности рабочей части щетки 9. Щетка 9 помещена в кожух 13 который соединен с одной стороны с системой 14 принудительной циркуляции охлаждающего воздуха; выходящей в бункер 15. Система работает от воздуходувки 16. С другой стороны кожух 13 соединен с системой 17 отсасывания пыли, выходящей в бункер 18 и приводимой в действие другой воздухо дувкой 19.
Обе системы 14 и 17 предназначены для максимального уменьшения ВЕПделе- ния и циркуляц i пыли.
5
0
5
О
5
О 5 0 з
0
На фиг. 2 кожух, охватывающий щетку 9, включает в себя перег ородку 20 входа принудительно засасываемого потока охлаждающего газа. Кроме того, кожух разделен на две зоны при помощи перегородки 21, верхний край которой расположен вблизи от нижней образующей щетки 9.
В первой зоне 22 циркулирует поток газа, охлаждающего щетку,. Эта зона принудительной циркуляции охватывает большую часть наружной поверхности цилиндрической щетки с тем, чтобь; обеспечить наиболее эффективное ее охлаждение, и расположена напротив ленты 2 относительно щетки 9. Эта зона принудительной циркуляции охлаждающего газа связана с камерой 23, соединенной с системой всасывания охлаждающего газа.
Вторая зона 24, почти герметично отделенная от зоны 22 перегородкой 21 по меньшей мере в том, что касается частиц цинка, образуюш 1хся в ходе обработки щеткой, расположена напротив стороны ленты с покрытием из жидкого цинка, которая подвергнута обработке щеткой 9,
В этой зоне 24 установлены отражатели 25 - 27 в виде наклонньЕХ плоскостей , которые направляют отброшенные частицы затвердевшего цинка к основанию кожуха 13, где они засасываются каналом 28, соединенным с системой 17 отсасывания цинковой пыли. Предпочтительно, чтобы отражатели могли поворачиваться вокруг горизонтальных осей и выходили наружу через прорези 29 кожуха 13 о
Отражатели 30 расположены на равных расстояниях5 окружают опорный ролик 12 на значительной части его периферии и установлены вертикально, как это показано на фиг, 3, с тем чтобы вертикально направлять газовый поток, существующий на стороне ленты, противоположной стороне, подвергающейся обработке щеткой. Эти вертикальные отражатели 30 образуют вертикальные перегородки, препятствующие возможному повторному осаждению цинковой пыли, образующейся в ходе обработки щеткой противоположной стороны листаJ пьшь может отрицательно влиять на качество стороны с классическим покрытием цинком.
Вертикальные отражатели 30 раз71;е- лены в срединной зоне перегородкой 3 1 в форме наклонной плоско(ти, направленной к ленте 2 н перпендикулярной отражателям. Эта наклонная плоскость своим нижним краем выходит в желоб 32 вместе с KOTOPMIM она образует уклон 33 относительно небольшой ширины, связанньй с системой 14 циркуляции газа, охлаждающего щетку (фиг.2нЗ),
Отражатели 34, установленные под перегородкой 31, расположены двумя группами, находящимися по-соседству с краями листа и разделенными центральной зоной 35.
Поскольку кожух 13 и отражатели 30 и 34 имеют равную ширину и выходят далеко за края ленты 2, как это показано на фиг, 3 и 4, поток газа идущий вокруг ленты 2 на сторону, расположенную напротив опорного
портировар1ия ленть, выполиснньп п виде держателя и опорного ролиг д, установленный над ванной сугиюрт, несущий колсух с установленной в нем с возможностью вращения цилиндрической охлаждаемой щеткор, при этом кожух соединен с системой принудительного отсоса воздуха, отличающееся тем, что, с целью повышения качества покрытия, кожух разделен перегородкой на камеру принудительной 1.;иркуляции охлаждающей среды и камеру сбора цинковой пыли, при этом перегородка смещена от оси вращения щетки в сторону обрабатываемой ленты, а ее верхняя кромка находится на уровне нижней образующей щетки, причем камера сбора цинковой пьши снаб

Реферат
Изобретение относится к устройствам для нанесения горячего цинкового покрытия на стальную ленту или лист„ Цель изобретения - повьпиение качества покрытия. Для достижения зтого стальная щетка 9 омывается сильным газовым потоком, выполняющим функции: охлаждение щетки, и затвердевание капелек жидкого цинка, отлетающих в ходе обработки щеткой ленты. Для этого кожух, в который помещена щетка, разделен перегородкой на зону принудительного охлаждения и зону сбора цинковой пьши, имеющую несколько заслонок и бункер для сбора частиц цинка. Каждая зона соединена с индивидуальной системой отсоса . Все эти мероприятия позволяют устранить покрытие из несплавившегося цинка, повысив каче.ство покрытия и устранив ряд регулировочных операций . 1 з.п. ф-лы, 4 ил. СУ)
Формула
Комментарии