Способ изготовления металлической полосы с покрытием с улучшенным внешним видом - RU2509822C2
Код документа: RU2509822C2
Чертежи




Описание
Область техники, к которой относится изобретение
Изобретение относится к изготовлению металлической полосы с улучшенным внешним видом, более точно к способу изготовления деталей корпуса наземных автотранспортных средств, однако не ограниченному ими.
Уровень техники
Стальной лист, предназначенный для изготовления деталей наземных автотранспортных средств, обычно покрыт металлическим слоем на основе цинка для защиты от коррозии, нанесением или горячим покрытием, нанесением погружением в расплав в ванне на основе жидкого цинка, или электроосаждением в электролитической ванне, содержащей ионы цинка.
Оцинкованный лист, предназначенный для изготовления деталей корпуса, затем подвергается операции формирования и сборки для формирования кузова без покраски и грунтовки, который затем покрывают, по меньшей мере, одним слоем краски, обеспечивая таким образом лучшую защиту от коррозии и привлекательный внешний вид.
С этой целью, традиционно, производители автомобилей сначала наносят катафоретическое покрытие на кузов без покраски и грунтовки, последующий слой грунтовки, основной слой краски и необязательно лакокрасочное покрытие. Для получения удовлетворительного внешнего вида окрашенной поверхности общей практикой является нанесение краски общей толщиной 90-120 мкм, состоящей, например, из 20-30 мкм катафоретического покрытия, 40-50 мкм грунтовки и 30-40 мкм основного слоя краски.
Для снижения толщины системы окраски до менее 90 мкм, некоторые производители автомобилей предложили или обойтись без стадии катафореза или сократить количество слоев краски, чтобы увеличить производительность. Однако в настоящее время это снижение толщины системы окраски всегда идет в ущерб конечному внешнему виду окрашенной поверхности детали и не внедрено в промышленное производство.
Причина в том, что поверхность покрытий на основе цинка, служащих основной подложкой, имеет так называемую "волнистость" которая в настоящее время может быть компенсирована только толстыми слоями краски с угрозой получения так называемой "апельсиновой корки" во внешнем виде, что недопустимо для деталей корпуса.
Волнистость поверхности W является небольшой псевдопериодической геометрической неоднородностью с довольно большой длиной волны (0,8-10 мм), которая отличается от шероховатости R, которая соответствует геометрическим неоднородностям с более короткими длинами волн (<0,8 мм).
В настоящем изобретении среднеарифметическое Wa вертикального сечения волнистости, выраженное в мкм, используют для характеристики волнистости поверхности листа, и волнистость измеряют с порогом шага отсечки 0,8 мм, обозначаемым Wa0,8.
Раскрытие изобретения
Задача изобретения состоит в создании способа изготовления металлической полосы с антикоррозийным покрытием, волнистостью Wa0,8 менее волнистости полосы известного уровня техники, позволяя таким образом изготавливать окрашенные металлические детали, требующие меньшей общей толщины краски по сравнению с деталями известного уровня техники. Другая цель изобретения состоит в создании установки для осуществления такого способа.
Способ изготовления металлической полосы с металлическим антикоррозийным покрытием включает стадии, состоящие из:
- пропускания металлической полосы через ванну расплавленного металла; затем
- обдувом покрытой металлической полосы посредством насадок, которые распыляют газ с каждой стороны полосы, окислительная способность указанного газа ниже, чем атмосферы, состоящей из 4% об. кислорода и 96% об. азота; и затем
- пропускания полосы через изолирующую зону ограниченную:
- в основании линией обдува и верхней поверхностью указанных насадок обдува,
- сверху, верхней частью двух изолирующих камер, размещенных с каждой стороны полосы непосредственно выше указанных насадок и высотой, по меньшей мере, 10 см относительно линии обдува и
- по сторонам боковыми частями указанных изолирующих камер,
окислительная способность атмосферы в указанной изолирующей зоне ниже, чем атмосферы, состоящей из 4% об. кислорода и 96% об. азота, и выше, чем атмосферы, состоящей из 0,15% об. кислорода и 99,85% об. азота.
В предпочтительных способах осуществления способ изобретения может дополнительно включать следующие признаки, отдельно или в комбинации:
- высота изолирующих камер составляет, по меньшей мере, 15 см, предпочтительно 20 см, даже 30 см, относительно линии обдува;
- изолирующие камеры заполнены газом с окислительной способностью ниже, чем атмосферы, состоящей из 4% об. кислорода и 96% об. азота, и выше, чем атмосферы, состоящей из 0,15% об. кислорода и 99,85% об. азота,
- газ для обдува состоит из азота;
- металлическая полоса является стальной полосой.
Предметом изобретения также является устройство для непрерывного горячего покрытия, погружением в расплав, металлической полосы, включающее:
- средства для обеспечения движения металлической полосы;
- резервуар, содержащий ванну расплавленного металла; и
- изолированное устройство обдува, состоящее, по меньшей мере, из двух насадок обдува, размещенных с каждой стороны по ходу полосы после выхода из ванны расплавленного металла, каждая насадка, снабжена, по меньшей мере, одним отверстием для выхода газа и включает верхнюю поверхность, на которой находится изолирующая камера с поверхностью, выходящей на полосу, каждая камера включает, по меньшей мере, одну верхнюю часть и две боковые части.
В предпочтительных осуществлениях устройство согласно изобретению может дополнительно включать следующие признаки, отдельно или в комбинации:
- верхние части изолирующих камер состоят из торцевой пластины и верхней пластины;
- каждая из изолирующих камер разделена рядом вертикальных пластин, проходящих от верхней поверхности насадки до верхней части изолирующих камер;
- расстояние D между концом боковых частей изолирующей камеры и полосой составляет 10-100 мм;
- высота Н изолирующих камер относительно линии обдува больше или равна 10 см;
- изолированные устройства обдува дополнительно включают противошумовые пластины с каждой стороны напротив части выходных отверстий насадок обдува;
- каждая изолирующая камера дополнительно включает изолирующие края детали, размещенные между изолирующими камерами выше противошумовых пластин напротив края полосы;
- изолирующие края детали могут передвигаться горизонтально и вертикально;
- каждая из изолирующих края деталей состоит из двух прямоугольных пластин, параллельных полосе, и связана боковой пластиной, размещенной напротив края полосы;
- каждая из изолирующих края деталей состоит из двух прямоугольных пластин, отклоняющихся от плоскости, в которой движется полоса, и связана по их вертикальным краям, размещенным напротив краев полосы;
- изолирующие края детали дополнительно включают средства возврата, соединяющие прямоугольные пластины, прямоугольные пластины достаточно отклоняются от плоскости, в которой движется полоса, чтобы контактировать с боковыми частями изолирующих камер;
- устройство включает изолирующие края детали, размещенные между изолирующими камерами напротив краев полосы и проходящие так, чтобы быть напротив части выходного отверстия насадок обдува; и
- в насадках обдува имеется единственное выходное отверстие в форме продольной щели шириной, по меньшей мере, равной ширине покрываемой полосы.
Дальнейшим предметом изобретения является изолированное устройство обдува как определено выше.
Признаки и преимущества настоящего изобретения станут более очевидными в последующем описании, представленного посредством не ограничивающего примера.
Обращаясь к фиг.1, первая стадия способа согласно изобретению состоит в изготовлении металлической полосы В, такой как стальная полоса, непрерывно проходящей через ванну покрытия 1 с расплавленным металлом, содержащимся в резервуаре 2. До погружения в эту ванну 1, полосу В обычно подвергают операции отжига в печи, в частности, для подготовки поверхности.
В промышленных линиях полоса обычно движется со скоростью, например, 40-200 м/мин, предпочтительно более 120 м/мин или даже более 150 м/мин.
Состав ванны покрытия, используемой в способе согласно изобретению, может быть, в частности, на основе цинка или цинкового сплава, но также на основе алюминия или алюминиевого сплава. Оба этих элемента защищают полосу от коррозии.
Композиция ванны также может содержать до 0,3% масс. необязательных дополнительных элементов, таких как Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni, Zr или Bi. Эти различные элементы, среди прочего, могут, например, улучшить коррозионную стойкость покрытия или его хрупкость или его адгезию. Специалисты в данной области техники, знающие их воздействие на характеристики покрытия, будут применять их в соответствии с намеченной дополнительной целью. Также было подтверждено, что эти элементы не влияют на волнистость, полученную способом согласно изобретению. При определенных обстоятельствах, однако, будет предпочтительно ограничить содержание титана менее 0,01%, или даже менее 0,005%, так как этот элемент может вызвать проблемы загрязнения при обезжиривании и в ваннах фосфатирования, используемых производителями автомобилей.
Наконец, ванна может содержать неизбежные примеси, поступающие со слитками, подаваемыми в резервуар, или дополнительно из полосы, проходящей через ванну. Таким образом, она может включать, в частности, железо и т.д.
Температуру ванны поддерживают между ликвидус +10°С и 750°С, температура ликвидуса меняется в зависимости от ее состава. Поэтому для ряда покрытий, используемых в настоящем изобретении, эта температура будет составлять 350-750°С. Можно напомнить, что ликвидус является температурой, выше которой сплав находится полностью в расплавленном состоянии.
После прохождения через резервуар 2 металлическая полоса В, покрытая с двух сторон, затем подвергается операции обдува посредством насадок 3, размещенных с каждой стороны полосы В, насадки распыляют газ обдува на поверхность полосы В. Эта обычная операция, известная специалистам в данной области техники, позволяет точно регулировать толщину покрытия, хотя оно еще не отверждено.
Один из существенных признаков способа согласно изобретению состоит в выборе газа обдува с окислительной способностью ниже, чем атмосферы, состоящей из 4% об. кислорода и 96% об. азота. В частности, можно использовать чистый азот или чистый аргон, или дополнительно смеси азота или аргона с окислительными газами, такими как, например, кислород, смеси СО/СO2 или смеси Н2/Н2O, также можно использовать смеси СО/СО2 или смеси Н2/Н2O без добавления инертного газа.
После стадии обдува другим существенным признаком способа согласно изобретению является проход через изолирующую зону, ограниченную:
- в основании линией обдува L и верхней поверхностью указанных насадок обдува 3,
- сверху, верхней частью двух изолирующих камер С, размещенных с каждой стороны полосы непосредственно выше указанных насадок 3 и высотой, по меньшей мере, 10 см относительно линии обдува L; и
- по сторонам боковыми частями указанных изолирующих камер С, окислительная способность атмосферы в изолирующей зоне ниже, чем атмосферы, состоящей из 4% об. кислорода и 96% об. азота, и выше, чем атмосферы, состоящей из 0,15% об. кислорода и 99,85% об. азота.
Для определения окислительной способности атмосферы, окружающей полосу, оценивают ее эквивалентное равновесное парциальное давление кислорода.
Когда единственным присутствующим газом окислителем является О2, смешанный с инертным газом (азот или аргон), тогда это давление равно объемному содержанию О2, которое может быть измерено в режиме реального времени посредством подходящего датчика.
Когда присутствуют другие газы окислители, такие как H2O или СО2, смешанные с газом восстановителем, таким как, например Н2 или СО, эквивалентное парциальное давление кислорода вычисляют по закону действующих масс при заданной температуре газа.
Например, для пары Н2/Н2O, реакция выражена следующим образом:
Н2+1/2 O2↔Н2O.
При термодинамическом равновесии парциальные давления газов выражаются следующим уравнением:
где R является постоянной идеального газа, Т является температурой газа в Кельвинах и ΔG является изменением свободной энергии реакции, которое может быть найдено в термодинамических таблицах в калориях на моль или в джоулях на моль в зависимости от выбранной величины постоянной R.
Значение рO2, эквивалентное парциальному равновесному давлению кислорода для рассматриваемой газовой смеси, получают из вышеуказанного уравнения.
В контексте изобретения необходимо, чтобы pO2, составлял 0,0015-0,04 в изолирующей атмосфере.
Авторы настоящего изобретения фактически установили, что при использовании газа обдува согласно изобретению и пропускании полосы через такую изолирующую зону неожиданно получается покрытие с меньшей волнистостью, чем полосы с покрытием известного уровня техники.
В контексте настоящей заявки термин "линия обдува" означает самый короткий сегмент, соединяющий насадку и полосу, соответствующий минимальному пути, проходимому газом обдува, как обозначено буквой L на фиг.1.
В изолирующие камеры, используемые в способе согласно изобретению, может подаваться газ с низкой окислительной способностью, или же инертный газ, или в них может просто подаваться поток газа обдува, выходящий из насадок.
Окислительная способность газа обдува ограничена такой как у смеси, состоящей из 4% об. кислорода и 96% об. азота, так как выше этой степени окисления, волнистость покрытия не улучшена по сравнению с волнистостью известного уровня техники.
Напротив, более низкий предел окислительной способности изолирующей атмосферы задают равным окислительной способности смеси, состоящей из 0,15% об. кислорода и 99,85% об. азота, поскольку если эта изолирующая атмосфера не достаточно окислительная, то ее использование будет способствовать испарению цинка из еще неотвержденного покрытия, пары которого могут затем загрязнить изолирующие камеры и/или могут повторно осаждаться на полосе, создавая таким образом недопустимые видимые дефекты.
Хотя могут быть использованы все виды насадок обдува для осуществления способа согласно изобретению, более предпочтительно выбрать насадки с выходным отверстием плоской формы, ширина которого превышает ширину покрываемой полосы, так как этот тип насадки позволяет соответствующим образом изолировать нижнюю часть зоны обдува. В частности, преимущественно могут быть использованы насадки треугольного поперечного сечения, как специально схематично показано на фиг.1. Эти насадки обычно расположены на 30 или даже на 40 см выше поверхности ванны.
При соблюдении этих параметров, наблюдается неожиданное и существенное сокращение волнистости рассматриваемых покрытий, как показывают представленные ниже испытания.
После полного охлаждения покрытой полосы, она может быть подвергнута операции дрессировки, позволяющей придать текстуру, облегчающую процесс ее последующего формования. Это вызвано тем, что операция дрессировки придает поверхности полосы достаточную шероховатость для проведения последующего процесса формования соответствующим образом, способствуя хорошему удержанию масла, нанесенного до ее формования.
Эту операцию дрессировки обычно выполняют с металлическим листом, предназначенным для изготовления деталей корпуса наземных автотранспортных средств. Когда металлический лист согласно изобретению предназначен для изготовления, например, домашних электрических приборов эту дополнительную операцию не выполняют.
Лист, прошедший или нет дрессировку, затем формуют, например, протяжкой, гибкой или профилированием, предпочтительно протяжкой для формирования деталей, которые затем могут быть окрашены. В случае деталей для домашних электрических приборов этот слой краски необязательно также может быть отвержден физическими и/или химическими известными средствами. С этой целью окрашенную деталь можно провести через канальную сушильную или индукционную печь, или иначе провести под УФ лампой или под электронно-лучевым устройством.
Для изготовления автомобильных деталей лист погружают в ванну для катафореза и наносят по очереди грунтовку, основной слой краски и необязательно лакокрасочное покрытие.
До нанесения катафоретического покрытия детали заранее обезжиривают и затем фосфатируют так, чтобы обеспечить адгезию указанного покрытия. Катафоретическое покрытие придает детали дополнительную защиту от коррозии. Грунтовка, обычно наносимая распылением, подготавливает конечный внешний вид детали и защищает ее от каменной щебенки и от УФ радиации. Основной слой краски придает детали ее цвет и конечный внешний вид. Лакокрасочное покрытие придает поверхности детали хорошую механическую прочность, хорошую стойкость к агрессивным химикатам и привлекательный внешний вид.
Слой краски (или система окраски), используемый для защиты оцинкованных деталей и обеспечения оптимального внешнего вида поверхности, имеет, например, Катафоретическое покрытие 10-20 мкм толщиной, слой грунтовки менее 30 мкм толщиной и основной слой краски менее 40 мкм толщиной.
В случаях, в которых система окраски дополнительно включает лакокрасочное покрытие, толщина различных слоев краски обычно следующая:
Катафоретическое покрытие: менее 10-20 мкм;
слой грунтовки: менее 20 мкм;
основной слой краски: менее 20 мкм и преимущественно менее 10 мкм; и
лакокрасочного покрытия: предпочтительно менее 30 мкм.
Система окраски также может не включать Катафоретическое покрытие и может включать только слой грунтовки и основной слой краски, и необязательно лакокрасочное покрытие.
Испытания
Испытания проводят с использованием холоднокатаной металлической полосы, выполненной из IF-Ti стали, которую пропускают через резервуар, содержащий ванну переменного состава. Температуру ванны поддерживают на 70°С выше ликвидуса композиции.
После выхода из ванны полученное покрытие обдувают азотом посредством двух обычных насадок для получения толщины покрытия около 7 мкм.
Путь стальной полосы между выходом из ванны покрытия и зоной после обдува разделен на четыре зоны:
зона 1 от выхода из ванны на расстояние 10 см ниже линии обдува;
зона 2 от конца зоны 1 до линии обдува;
зона 3 от конца зоны 2 на расстояние на 10 см выше линии обдува; и
зона 4 от конца зоны 3 до точки отверждения металлического покрытия.
В каждую из этих зон помещены изолирующие камеры с различной атмосферой на основе азота, содержащей объемную долю кислорода, как указано в следующей таблице, или иначе состоящей из воздуха. Специфические датчики используют для проверки содержания кислорода в камерах.
Три серии образцов листа отбирают после их покрытия. Первую серию не подвергают никакой дополнительной модификации, вторую серию растягивают на 3,5% методом с равномерной двухосной деформацией (Марциньяк (Marciniak)), в то время как третью серию сначала дрессируют с удлинением на 1,5% и затем растягивают, как во второй серии.
В ходе проведения испытаний измеряют волнистость Wa0,8. Это измерение состоит в использовании механического зонда без проскальзывания для определения профиля листа на длине 50 мм, измеряемого под 45° относительно направления прокатки. Из полученного сигнала аппроксимацией определяют его общую форму полиномом 5-го порядка. Затем волнистость Wa выделяют из шероховатости Ra фильтром Гаусса с 0,8 мм порогом отсечки. Полученные результаты приведены в следующей таблице:
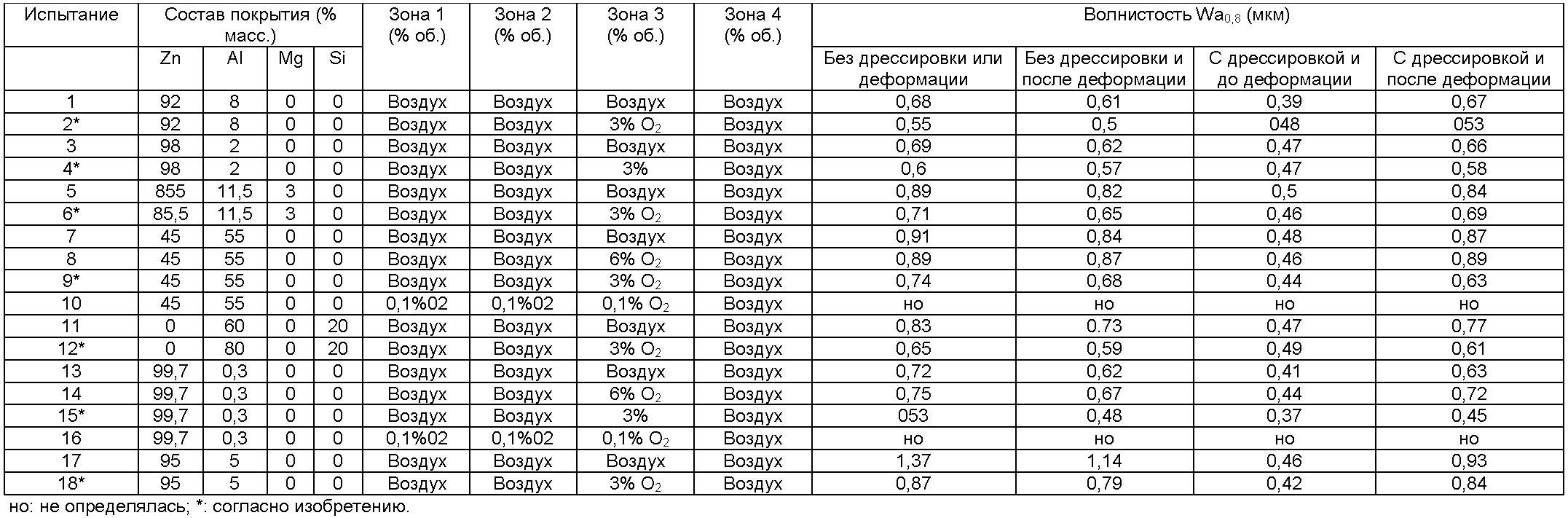
При рассмотрении результатов испытаний можно ясно видеть, что способ применим ко многим типам покрытий.
Кроме того, также можно видеть влияние способа на уровень волнистости полученных покрытий. В частности испытания 1, 3, 5, 7, 11, 13 и 17 показывают, что, когда атмосфера обдува не контролируется, волнистость не находится на удовлетворительном уровне.
Испытания 8 и 14 показывают, что атмосфера обдува с чрезмерно высоким содержанием кислорода и поэтому с чрезмерно высокой окислительной способностью не позволяет достичь удовлетворительного уровня, хотя, даже при этом он несколько лучше, чем в известном уровне техники.
Испытания 10 и 16, кроме того, показывают необходимость поддержания минимальной окислительной способности изолирующей атмосферы и необходимость в отсутствии изоляции полосы над ванной покрытия для предотвращения испарения цинка, которое вызвало бы недопустимые видимые дефекты.
Краткое описание чертежей
Для осуществления способа согласно изобретению, авторы настоящего изобретения разработали различные устройства изолирующего обдува, которые будут описаны посредством не ограничивающих указаний со ссылкой на прилагаемые фиг.2-10, которые представляют:
- фиг.2: вид в перспективе осуществления устройства изолирующего обдува согласно изобретению;
- фиг.3: вид в перспективе осуществления устройства изолирующего обдува согласно изобретению;
- фиг.4: вид в разрезе устройства фиг.3;
- фиг.5: вид в перспективе осуществления устройства изолирующего обдува согласно изобретению;
- фиг.6: вид в перспективе осуществления устройства изолирующего обдува согласно изобретению;
- фиг.7: вид в разрезе устройства фиг.6;
- фиг.8: вид сверху устройства фиг.6;
- фиг.9: вид снизу осуществления устройства изолирующего обдува согласно изобретению; и
- фиг.10: вид сверху осуществления устройства изолирующего обдува согласно изобретению.
Осуществление изобретения
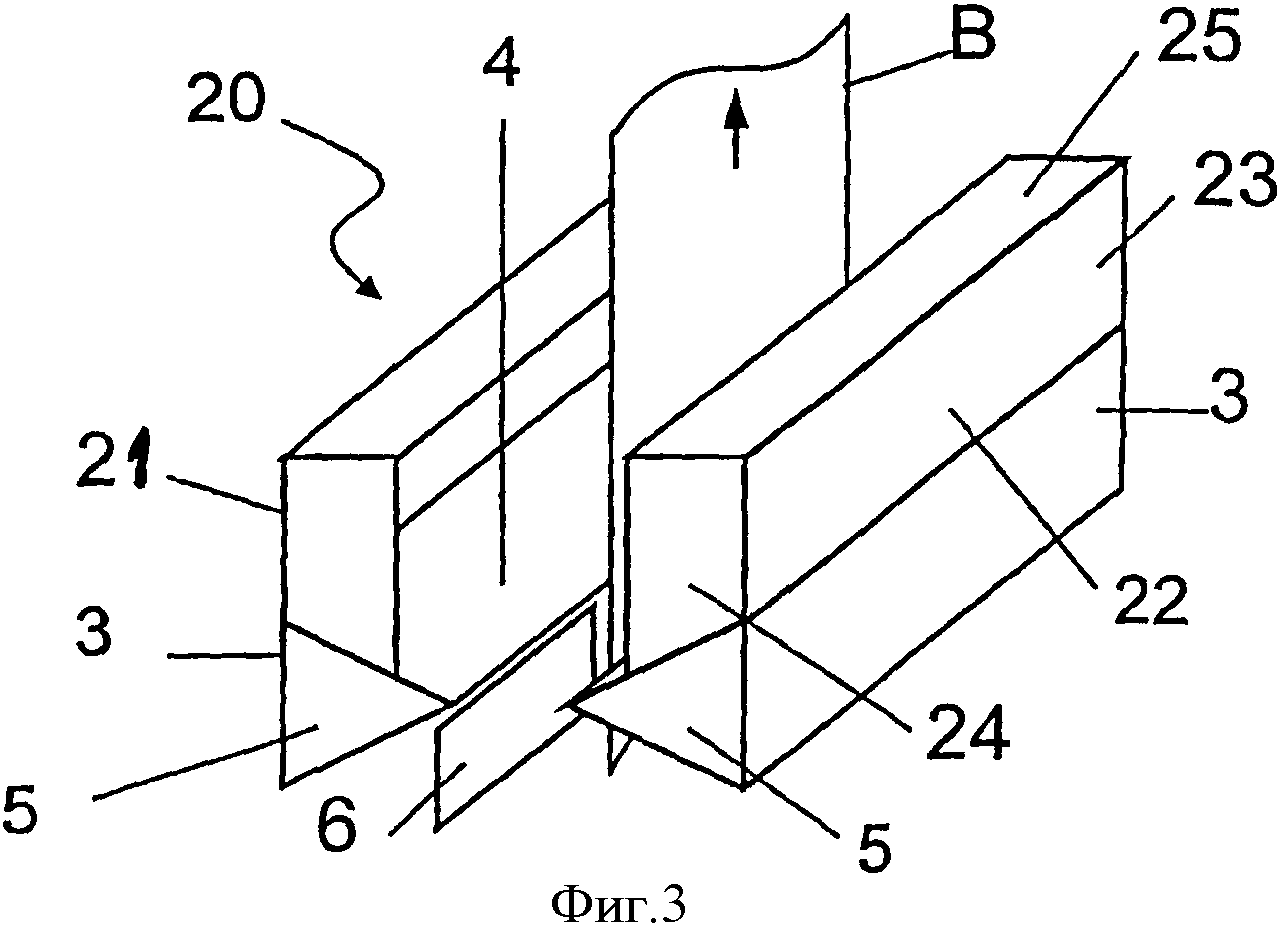
Обращаясь сначала к фиг.3, она представляет первое осуществление устройства изолирующего обдува 20 согласно изобретению, которое включает две идентичные насадки обдува 3, размещенные на одном уровне с каждой стороны полосы В. Эти насадки обдува 3 имеют треугольную общую конфигурацию и каждая состоит из двух продольных металлических пластин 4 и 4' (невидимые), которые связаны вместе посредством двух боковых треугольных пластин 5 и 51 (не изображены). Продольные металлические пластины 4 и 4' объединены так, что между ними остаются тонкие щели, чтобы позволить сжатому газу обдува, подаваемому средствами, которые не показаны, проходить через них.
Устройство изолирующего обдува 20 также включает две изолирующие камеры 21 и 22, каждая из которых размещена на верхней внешней поверхности каждой насадки 3, указанные емкости сформированы из верхних металлических пластин 4 и приварены к указанным пластинам. Камера 22 состоит из сборки двух боковых пластин 24 и верхней части, состоящей из горизонтальной пластины 25 и вертикальной пластины 23. Ширина пластин 24 и 25 предпочтительно является такой, что может быть равной или меньше ширины насадки 3.
Камера 21 полностью идентична камере 22.
Наконец, устройство изолирующего обдува 20 включает две металлических пластины 6, называемые "противошумовые перегородки", функция которых состоит в предотвращении сталкивания газовых потоков, выходящих из каждой насадки 3 друг с другом в боковых зонах, где отсутствует полоса В. Таким образом, полосы переменной ширины могут проходить через одно и то же устройство покрытия и введение таких пластин 6 особенно полезно для предотвращения генерации звуковых колебаний очень большой амплитуды.
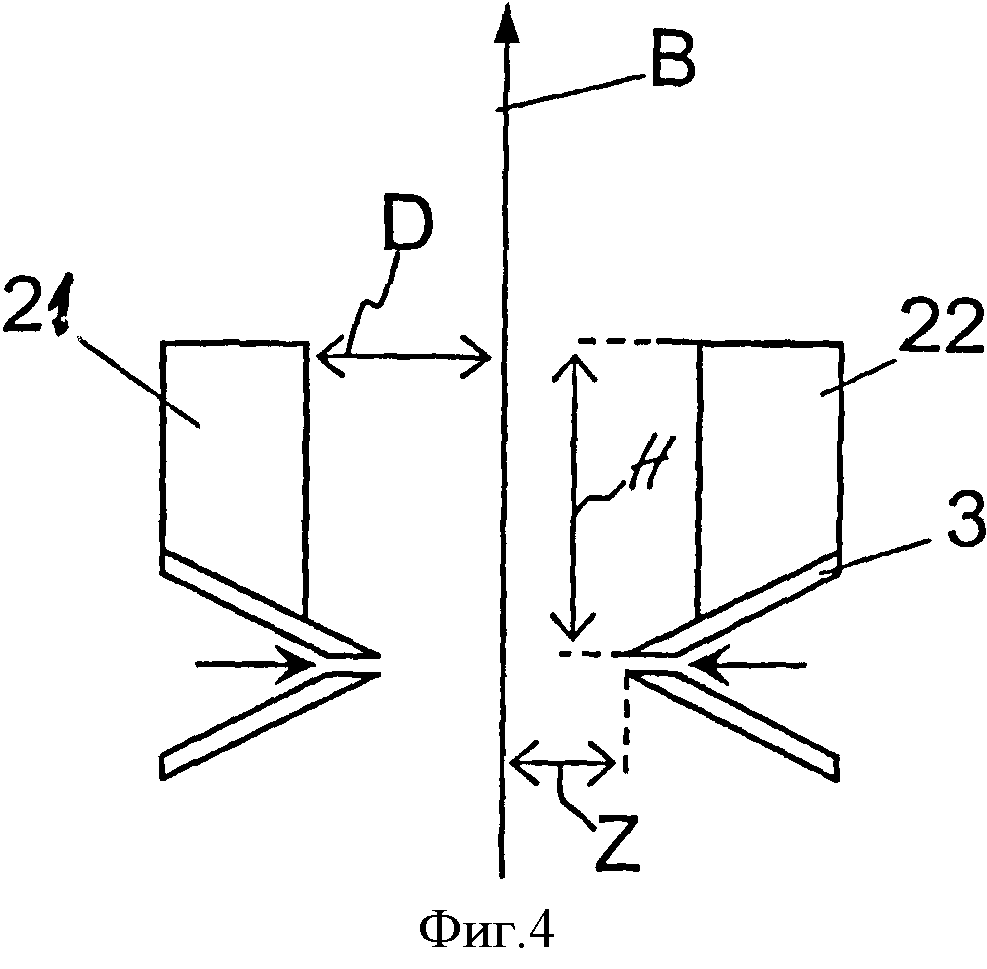
Возвращаясь теперь к фиг.4, она представляет вид в разрезе устройства фиг.3, на которой изображены две насадки обдува 3, стрелка указывает поток газа обдува с каждой стороны полосы. Высота изолирующих камер 21 и 22, обозначенная буквой Н, измерена между линией обдува и верхней частью камер. В способе согласно изобретению эта высота должна составлять, по меньшей мере, 10 см, чтобы получить удовлетворительные результаты по волнистости.
Расстояние D, отделяющее камеры 21 и 22 от полосы В, изменяется в соответствии с шириной боковых и верхних пластин 24 и 25. По завершению различных испытаний авторы настоящего изобретения продемонстрировали, что расстояние D, равное 10-100 мм, позволяет удовлетворительно удалять газ обдува, оставаясь при этом достаточно далеко от полосы В, чтобы избежать любого контакта между ними.
Расстояние Z между концом насадок 3 и полосой В предпочтительно составляет 3-25 мм, как обычно применяется.
Возвращаясь к фиг.2, она представляет другое осуществление устройства изолирующего обдува 10 согласно изобретению. Как ранее, это устройство включает насадки обдува 3, идентичные описанным в случае фиг.3, и противошумовые пластины 6.
Оно дополнительно включает две изолирующие камеры 11 и 12, размещенные и закрепленные на верхней поверхности 4 насадок обдува 3. Камера 12 включает в этом месте наклонную верхнюю пластину 13, соединенную с двумя треугольными боковыми пластинами 14. Камера 11 идентична камере 12.
Как и в случае камер фиг.3, ширина камер 11 и 12 может быть в максимальном случае равной ширине насадок 3.
В этом осуществлении высоту Н изолирующих камер 11 и 12 измеряют между линией обдува и верхним краем пластин 13.
Это осуществление обладает особенным преимуществом в ограничении меньшего объема, чем на фиг.3, облегчая таким образом контроль изолирующей атмосферы и обеспечивая меньший расход инертного газа при необходимости подачи такого газа.
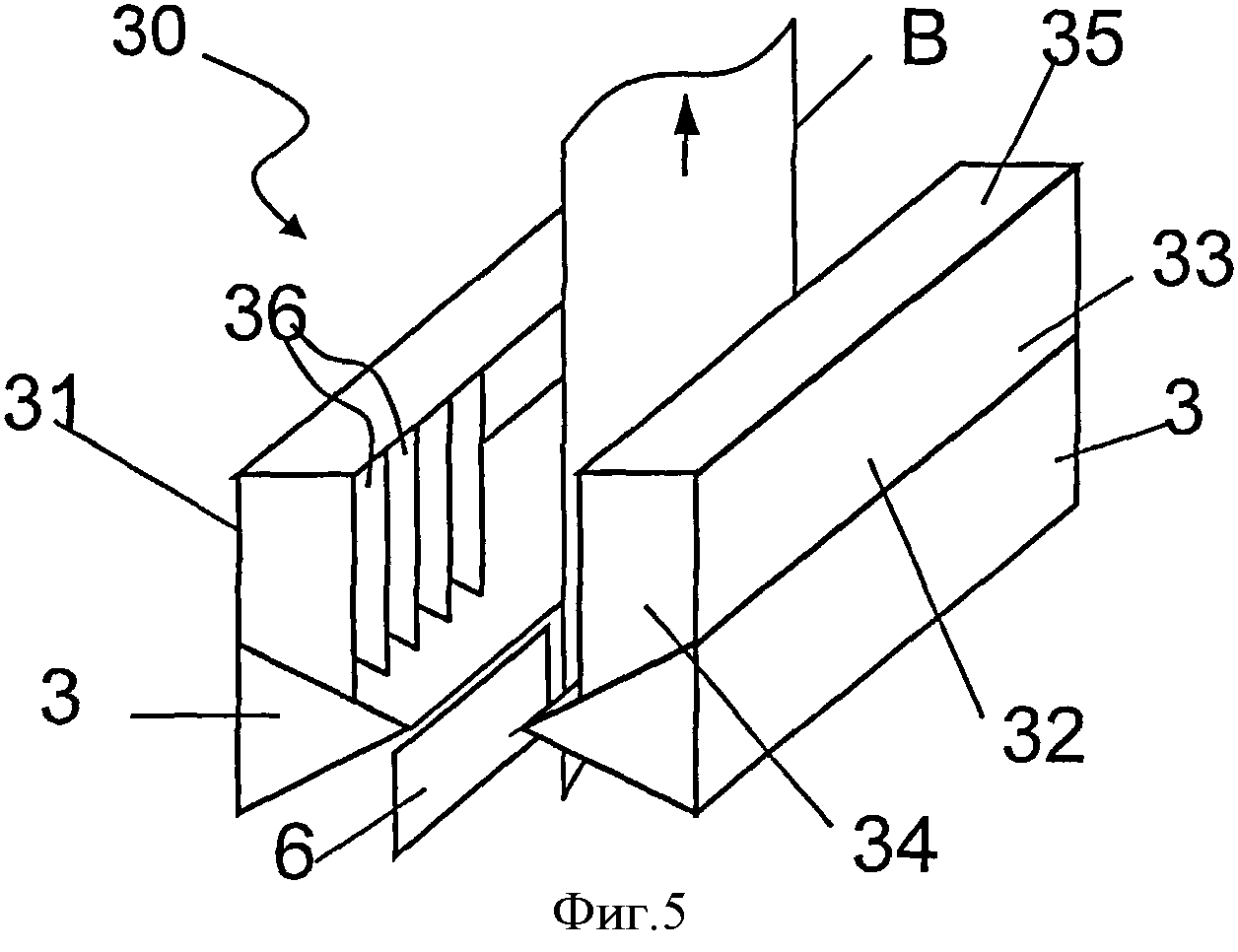
Обращаясь теперь к фиг.5, она представляет другое осуществление устройства изолирующего обдува 30 согласно изобретению. Оно в основном идентично устройству 20 фиг.3 и, в частности, включает две изолирующие камеры 31 и 32, включающие верхнюю часть, состоящую из вертикальных пластин 33, соединенных с горизонтальными пластинами 35, и боковых частей 34. Каждая из камер 31 и 32 также разделена рядом вертикальных пластин 36, проходящих от верхней поверхности, насадки обдува 3 до верхней части 35 изолирующих камер 31 и 32.
Эта специфическая компоновка обладает преимуществом в ограничении проникновения кислорода в изолирующие камеры 31 и 32.
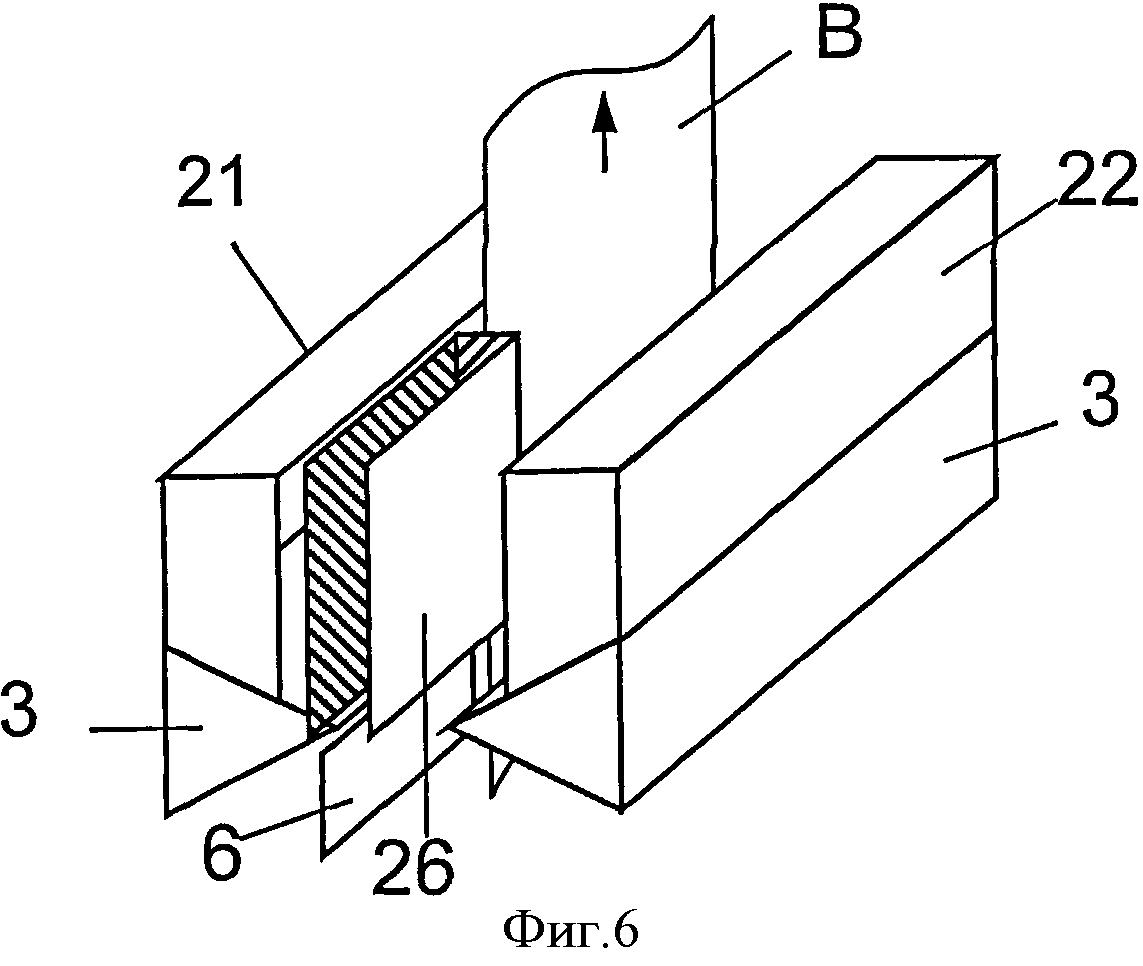
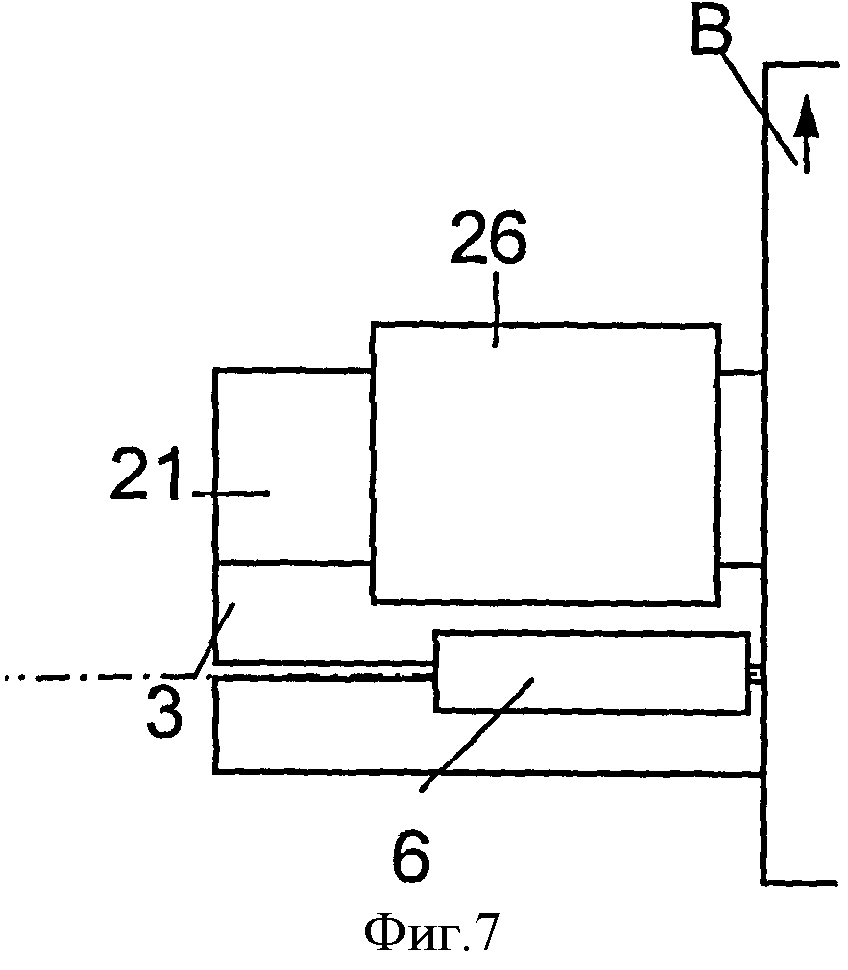
Фиг.6 представляет другое осуществление изолирующего устройства согласно изобретению, подобно представленному на фиг.3, но дополнительно включающее изолирующие края детали 26, размещенные между изолирующими камерами 21 и 22, выше противошумовых пластин 6 и напротив краев полосы В. Как указывает их название, функция этих деталей состоит в дополнительной изоляции атмосферы, окружающей полосу В вдоль ее краев.
В предпочтительном осуществлении эти изолирующие края детали могут передвигаться горизонтально и вертикально для применения с покрываемыми полосами различного формата.
В осуществлении, представленном на фиг.6, изолирующая края деталь 26 состоит из двух прямоугольных пластин, параллельных полосе В и соединенных боковой пластиной, размещенной напротив краев полосы В.
Фиг.7 представляет относительное положение изолирующей детали 26 над противошумовой пластиной 6.
Как показано на фиг.8, ширина С боковой пластины может меняться в зависимости от желательной степени изолирования края.
Фиг.9 представляет другое осуществление изолирующих деталей согласно изобретению. Деталь 27 состоит из двух прямоугольных пластин, расположенных под углом к плоскости, в которой движется полоса В, и соединенных вдоль их вертикального края, напротив краев полосы В.
Это осуществление имеет преимущество в ограничения проникновения кислорода даже больше, чем конструкция, представленная на фиг.6. Наклонное расположение двух прямоугольных пластин способствует прохождению газа из внутренней части камеры наружу и препятствует натеканию газа внутрь камеры из окружающего пространства.
Фиг.10 представляет другое осуществление изолирующих деталей согласно изобретению, в котором изолирующая деталь 28 дополнительно включает средства возврата 29, здесь - в форме пружины, соединяющей наклонные прямоугольные пластины вместе. Эти пластины расположены под углом к плоскости, в которой проходит полоса В, чтобы быть в контакте с боковыми частями изолирующих камер 21 и 22.
Изолирующие края детали, описанные выше, размещены на верхней части противошумовых пластин 6. Однако их можно продлить до выходных отверстий насадок обдува, чтобы придать им противошумовую функцию пластины, делая бесполезным использование таких пластин.
Реферат
Изобретение относится к изготовлению металлической полосы с антикоррозионным металлическим покрытием. Металлическую полосу пропускают через ванну расплавленного металла, затем осуществляют обдув покрытой полосы с помощью насадок, которые распыляют газ с каждой стороны полосы, при этом окислительная способность указанного газа ниже, чем атмосферы, состоящей из 4 об.% кислорода и 96 об.% азота. Затем полосу пропускают через изолирующую зону, которая в основании ограничена линией обдува и верхней поверхностью указанных насадок обдува, сверху - верхней частью двух изолирующих камер, размещенных с каждой стороны полосы непосредственно выше указанных насадок и высотой, по меньшей мере, 10 см относительно линии обдува, а по сторонам - боковыми частями указанных изолирующих камер, причем окислительная способность атмосферы в указанной изолирующей зоне ниже, чем атмосферы, состоящей из 4 об.% кислорода и 96 об.% азота, и выше, чем атмосферы, состоящей из 0,15 об.% кислорода и 99,85 об.% азота. Изобретение позволяет изготовить металлическую полосу с антикоррозийным металлическим покрытием, имеющую улучшенный внешний вид и минимальную волнистость Wa. 2 н. и 37 з.п. ф-лы, 10 ил.
Формула
- пропускание металлической полосы через ванну расплавленного металла; затем
- обдув покрытой металлической полосы посредством насадок, которые распыляют газ с каждой стороны полосы, окислительная способность которого ниже, чем атмосферы, состоящей из 4 об.% кислорода и 96 об.% азота; и затем
- пропускание полосы через изолирующую зону, ограниченную в основании - линией обдува и верхней поверхностью указанных насадок обдува, сверху - верхней частью двух изолирующих камер, размещенных с каждой стороны полосы непосредственно выше указанных насадок и высотой, по меньшей мере, 10 см относительно линии обдува и по сторонам - боковыми частями указанных изолирующих камер, при этом окислительная способность атмосферы в указанной изолирующей зоне ниже, чем атмосферы, состоящей из 4 об.% кислорода и 96 об.% азота, и выше, чем атмосферы, состоящей из 0,15 об.% кислорода и 99,85 об.% азота.
- средства для обеспечения движения металлической полосы;
- резервуар (2), содержащий ванну расплавленного металла (1); и
- изолированное устройство обдува (10; 20; 30), состоящее, по меньшей мере, из двух насадок обдува (3), размещенных с каждой стороны по ходу полосы после выхода из ванны расплавленного металла (1), при этом каждая насадка (3) снабжена, по меньшей мере, одним отверстием для выхода газа и включает верхнюю поверхность (4), на которой находится изолирующая камера (11, 12; 21, 22; 31, 32) с поверхностью, выходящей на полосу, причем каждая камера (11, 12; 21, 22; 31, 32) включает, по меньшей мере, одну верхнюю часть (13; 23, 25; 33, 35) и две боковые части (14; 24; 34).
Комментарии