Способ изготовления холоднокатаного оцинкованного листа - SU1311622A3
Код документа: SU1311622A3
Чертежи
Описание
Изобретение относится к черной металлургии, в частности к изготовлению холоднокатаного листа с антикоррозионным покрытием.
Целью изобретения является повышение прочности листа при сохранении пластичности.
Сущность изобретения заключается в использовании для изготовления холоднокатаного листа малоуглеродистых низколегированных сталей, приобретающих после соответствующей термической обработки двухфазную структуру , состоящую из мартенсита или нижнего бейнита и феррита о Такая структура получается после нагрева стали до температуры в интервале Ас,-Ас5, выдержки при этрй температуре для образования необходимого соотношения аустенита и феррита и посл дующего быстрого охлажден1; я для превращения аустенита в мартенсит или нижний бейнит.
Сталь с двухфазной структурой обладает повышенной прочностью при сохранении достаточной пластичности
После очистки стальной полосы 13 от прокатного масла полосу нагревают в печи 2 с защитной атмосферой до температурного интервала Ас,-АСз и выдерживают в печи 3 для вьщержки в течение 1-2 мин. Защитный газ содержит 10-25% водорода и 90-75% азота. В последней зоне 4 печи 3 для выдерж ки, температуру стали регулируют надлежащим образом выше температуры Ас перед ее охлаждением в цинкоалюмини- |евой ванне. Ванна 5 изготовлена из керамики и снабжена охлаждающим устройством 6 и.аи теплообменником для предупреждения повышения температуры 25 цинкоалюминиевой ванны вследствие влияния энергии, вносимой стальной полосой. Экран 7 охлаждают водой. Циркуляция жидкого металла обеспечивается с помощью насоса 8, снабженИспользование в качестве охлажда- ницей среды при охлаждении полосы с температуры отжига до 420-460 С цин- jO керамическим турбинным колесом, коаллюминиевого расплава, служащего Жидкий металл равномерно течет по
для нанесения антикоррозионного динко- алюминиевого покрытия, а также последующее ускоренное охлаждение полосы до температуры ниже 300°С позволяют получить оцинкованный лист с двухфазной структурой при хорошем сцеплении цинкового покрытия со сталью.
Введение в цинкоалюминиевый сплав 4-6% алюминия обеспечивает снижение температуры ванны цинкования до 400- 440 С вместо 440-460 с по прототипу, что позволяет получить хорощее сцепление покрытия несмотря на более высокую температуру цинкования стальной полосы.
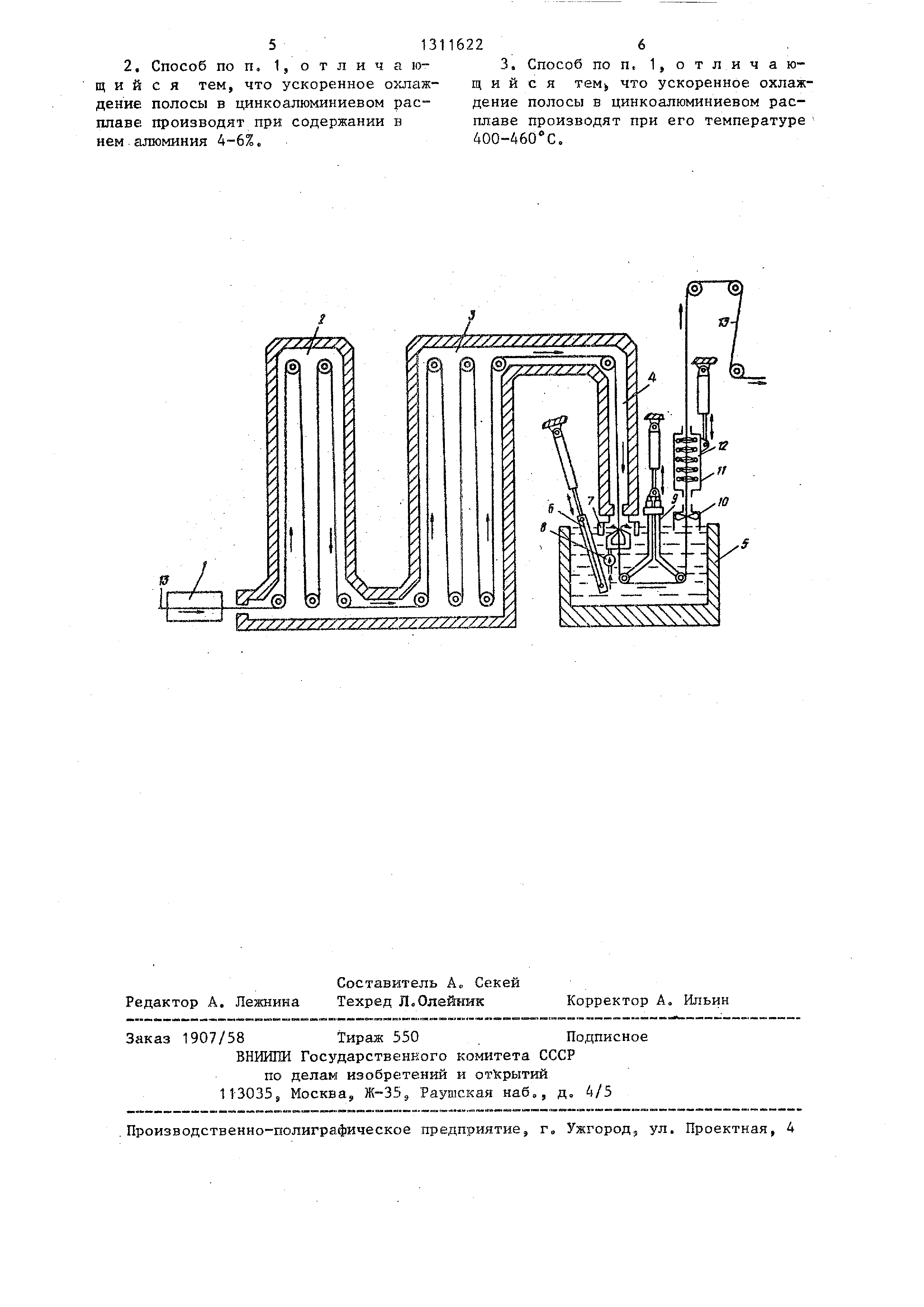
На чертеже приведена схема агрегата для изготовления оцинкованного листа предлагаемым способом.
Агрегат содержит установку 1 для очистки стальной поло,сы от прокатного масла, печь 2 для нагрева стальной полосы до температурного интервала , печь 3 для вьщержки, последняя зона 4 которой выходит в цинкоалюминиевую ванну 5, в которой размещено, охлаждающее устройство 6, охлаждаемый экран 7, насосное устройство 8 для обеспечения циркуляции
и
13116222
расплава и -направляющие ролики 9 для направления стальной полосы через цинкоалюминиевую ванну, сопла 10 и 11 для охлаждения газом и воздухом и сопла 12 для подачи водовоздушной смеси.
5
Способ осу1цествляют следующим об- разом.
После очистки стальной полосы 13 от прокатного масла полосу нагревают в печи 2 с защитной атмосферой до температурного интервала Ас,-АСз и выдерживают в печи 3 для вьщержки в течение 1-2 мин. Защитный газ содержит 10-25% водорода и 90-75% азота. В последней зоне 4 печи 3 для выдержки , температуру стали регулируют надлежащим образом выше температуры Ас перед ее охлаждением в цинкоалюмини- |евой ванне. Ванна 5 изготовлена из керамики и снабжена охлаждающим устройством 6 и.аи теплообменником для предупреждения повышения температуры 25 цинкоалюминиевой ванны вследствие влияния энергии, вносимой стальной полосой. Экран 7 охлаждают водой. Циркуляция жидкого металла обеспечивается с помощью насоса 8, снабженjO керамическим турбинным колесом, Жидкий металл равномерно течет по
.35
40
поверхности полосы через сопла, размещенные по обеим сторонам полосы, и разливается по всей ее ширине. Благодаря этому, температура металла в зтой. точке ванны остается постоянной несмотря на большое количество тепловой энергии,, содержащейся в стальной полосе, и в то же время эффект резкого охлаждения жидкого цинка может
регулироваться посредством расхода жидкого цинка. При изменении скорости стальной полосы время оцинкования может сохраняться постоянным за счет
2 регулирования высоты расположения направляющих, роликов 9 известными способами (например, они будут устанавливаться в нужном положении автоматически в зависимости от скорости
50 полосы). После цинковой ванны толщина покрытия регулируется с помощью сопел 10 газовых струй. После этого расплавленное покрытие быстро отверж- дают с помощью струй холодного воз52 духа, после чего стальную полосу быстро охлаждают до температуры ниже с помощью сопел 12 для воздуш- но-вс1дяных струй о, Сопла 11 и 12 можно регулировать на различную высоту
fO
соответственно скорости стальной полосы .
Согласно предлагаемому способу сталь резко охлаждают от температуры в интервале , где сталь имеет ферритно-аустенитную структуру, в цинкоалюминиевой ванне в течение такого времени, которое необходимо для образования цинкового покрытия, после чего сталь еще раз быстро охлаждают с помощью воздушных и водяных струй до температуры ниже . Общее время ускоренного охлаждения полосы составляет 5-10 с.
Быстрое охлаждение стали обеспечи-jf вает нужное осаждение атомов углерода , захваченных ферритной матрицей при образовании минимального излишка , и изготовление покрытой, отпущенной и двухфазной - (феррит и бей- кит (мартенсит) - качественной сталь ной полосы, что невозможно осуществить известным способом из-за меньшей скорости охлаждения стальной полосы в отжигательной печи перед нанесением покрытия в цинковой ванне.
Эвтектическая цинкоалюминиевая ванна, содержащая 4-6% алюминия, при низкой рабочей температуре 400-440°С обеспечивает хорошее формирование и сцепление покрытия несмотря на использование высокой температуры полосы , входящей в цинковую ванну В известном способе это неосуществимо из-за малого содержания алюминия в цинковом расплаве (менее 0,2%) и высокой температуры ванны (свьппе 450 С) обусловленной тем, что температура плавления такого сплава равна 420 С.
4 Т а
блица 2
Свойства
Сталь 1 I
Сталь 2
20
Предел прочности
на разрыв, МПа 643 485
Предел текучести,
МПа270 203
Предел текучести/
предел прочности
на разрыв 0,42 0,43
Относительное удлинение , % 32 36
Относительная де-. - формация на пределе текучести, % О О
25
30
Полученные механические свойства являются типичными для двухфазных сталей, характерной особенностью которых является низкое отношение предела текучести к пределу прочности и нулевая деформация на пределе текучести .
Формула изобретения
35
1 .Способ изготовления холоднокатаного оцинкованного листа, преимущественно из малоуглеродистых низколегированных сталей, включаю1ций обезхи я„ «п Ап ривание холоднокатаной полосы, нагрев Согласно предлагаемому способу из-40 защитной .атмосфере до температуры
готавливали оцинкованный лист из ста лей, составы которых представлены в табл.1.
Таблица 1
, выдержку, ускоренное охлаждение до температуры цинкования в цинкоалюминиевом расплаве, цинкование для нанесения на сталь покрытия из цинкоалюминиевого сплава и последующее ускоренное охлаждение воздухом и водой, о тличающийся тем, что, с целью повьппения прочносМеханические свойства изготовленного листа представлены в табл. 2.
4 Т а
блица 2
Свойства
Сталь 1 I
Сталь 2
Предел прочности
на разрыв, МПа 643 485
Предел текучести,
МПа270 203
Предел текучести/
предел прочности
на разрыв 0,42 0,43
Относительное удлинение , % 32 36
Относительная де-. - формация на пределе текучести, % О О
Полученные механические свойства являются типичными для двухфазных сталей, характерной особенностью которых является низкое отношение предела текучести к пределу прочности и нулевая деформация на пределе текучести .
Формула изобретения
, выдержку, ускоренное охлаждение до температуры цинкования в цинкоалюминиевом расплаве, цинкование для нанесения на сталь покрытия из цинкоалюминиевого сплава и последующее ускоренное охлаждение воздухом и водой, о тличающийся тем, что, с целью повьппения прочности при сохранении пластичности, ускоренное охлаждение полосы после ее нагрева .и вьщерхзси при температуре Ас производят до 420-490 С в цинкоалюминиевом расплаве, а после цинкования полосу ускоренно охлаждают до температуры ниже ЗОО С сначала воздухом , а затем водовоздушной смесью цпя получения двухфазной структуры, стали.
2. Способ по п. 1, отличающийся тем, что ускоренное охлаждение полосы в цинкоалюминиевом расплаве производят при содержании в нем ашоминия 4-6%.
3, Способ по п, 1, о т л и ч а ю- щ и и с я тем что ускоренное охлаждение полосы в цинкоалюминиевом рас- Ш1:аве производят при его температуре 400-460 С,

Реферат
Изобретение относится к области прокатного производства и наиболее эффективно может быть использовано, например, при горячей прокатке алюминия и его сплавов на широкополосовых станах. Цель изобретения - улучшение качества проката, уменьшение расхода эмульсии и повьшение долговечности рабочих валков. Способ заключается в том, что при прокатке в очаг дефор- .мации подают охлаждаязщую эмульсию, при этом подачу производят дифференцированно , а именно при толщине полосы более 100 мм - только на полосу, а при толщине полосы до 100 мм до конечного размера - только на валки. 2 з.п. ф-лы, 1 ил, 2 табл. i О) ю to см
Формула
Комментарии