Металлизирующая предварительная обработка цинковых поверхностей - RU2482220C2
Код документа: RU2482220C2
Чертежи


Описание
Настоящее изобретение касается способа металлизирующей предварительной обработки оцинкованных и/или покрытых цинковым сплавом стальных поверхностей или соединенных вместе металлических деталей, которые, по меньшей мере, частично имеют цинковые поверхности, в процессе обработки поверхности, включающей несколько этапов. При реализации способа согласно изобретению на обработанных цинковых поверхностях формируют наложенные металлические слои из молибдена, вольфрама, кобальта, никеля, свинца, олова и/или предпочтительно железа, причем плотность наложения, в частности, не превышает 100 мг/м2. Металлизированные таким образом цинковые поверхности замечательно удобно применять в качестве исходного материала для последующих этапов пассивирования и покрытия (иллюстрация 1, способ II-V), они также обеспечивают значительно большую эффективность антикоррозионного покрытия, в особенности, после предварительной обработки оцинкованных металлических поверхностей согласно изобретению. Применение этого способа на оцинкованной полосовой стали препятствует проникновению коррозии под лак, в особенности на краях среза. Поэтому еще в одном варианте изобретение включает в себя не несущую покрытия или покрытую впоследствии деталь, которую подвергли металлизирующей предварительной обработке согласно изобретению, а также применение такой детали при изготовлении кузовов в автомобилестроении, кораблестроении, в строительной отрасли, а также для изготовления светлых нефтепродуктов.
В настоящее время в сталелитейной промышленности (и металлообработке) изготавливают множество материалов на основе стали с улучшенной поверхностью, а примерно 80% тонколистовой стальной продукции в Германии теперь поставляют с улучшенной поверхностью. Для изготовления изделий эту тонколистовую стальную продукцию подвергают дальнейшей обработке, так, что в одной детали могут присутствовать - а согласно некоторым предъявляемым к продукции требованиям и должны присутствовать - самые разнообразные металлические материалы или сочетания основного и покровного материала. При дальнейшей обработке, в особенности, обработке полосовой стали с улучшенной поверхностью, материал режут, подвергают формовке и соединяют посредством сварки или склейки. Эти процессы обработки чрезвычайно характерны для изготовления кузовов в автомобилестроении. В этой отрасли оцинкованную полосовую сталь, прошедшую промышленный процесс рулонного покрытия, подвергают дальнейшей обработке и соединяют, например, с не оцинкованной полосовой сталью и/или полосовым алюминием. Автомобильные кузова, таким образом, состоят из множества листовых деталей, соединяемых между собой точечной сваркой.
Из этого разнообразия сочетаний листовых металлических материалов в одном изделии и из применения, прежде всего, полосовой стали с улучшенной поверхностью вытекают особые требования к защите от коррозии, причем защита должна быть в состоянии снизить последствия как биметаллической коррозии, так и коррозии кромок среза. Хотя цинковые покрытия, наносимые на стальную полосу электролитическим способом или в процессе погружения в расплав, и обеспечивают катодный защитный эффект, препятствующий активному растворению более ценного основного материала на кромках среза, а также механическим повреждениям цинкового покрытия, для поддержания свойств основного материала, однако, столь же важное значение имеет снижение скорости коррозии как таковое. Соответственным образом, планка требований к антикоррозионному покрытию, состоящему, в основном, из неорганического конверсионного слоя и органического барьерного слоя.
На кромках срезов и в тех местах, где оцинковка повреждена ввиду обработки или иных воздействий, гальваническое сопряжение между основным материалом и металлической оболочкой вызывает активное и беспрепятственное локальное разрушение материала покрытия, которое, в свою очередь, представляет собой точку активации для проникновения коррозии через органический барьерный слой. Феномен отслойки лака или "пузыреобразования" наблюдают, в частности, именно на кромках среза, где имеет место беспрепятственная коррозия менее ценного материала оболочки (покрытия). В принципе, то же самое справедливо для тех точек изделия, где различные металлические материалы непосредственно соединены друг с другом посредством различных технологий соединения. Локальная активация такого "дефекта" (кромки среза, повреждения металлической оболочки, точки сварки) и, таким образом, коррозионное отделение лака, начинающееся от этих "дефектов", тем более выражены, чем выше разность электрических потенциалов между металлами, находящимися в непосредственном контакте. Поэтому хорошие результаты сцепления лака с субстратом на кромках среза имеют место на полосовой стали с цинковым покрытием, имеющим добавки более благородных металлов, например, с железоцинковым покрытием (Galvannealed Steel).
Поскольку изготовители полосовой стали все более переходят к тому, чтобы, помимо улучшения поверхности металлическими оболочками, интегрировать в установки полосового проката другое антикоррозионное покрытие, в особенности, покрытие на основе лака, в изготовлении полосовой стали и в обрабатывающей промышленности, в особенности, в автомобилестроении имеется возрастающая потребность в способах антикоррозионной обработки, которые эффективно препятствуют возникновению проблем адгезии лака, связанных с коррозией краев (кромок) срезов и с контактной коррозией.
На нынешнем уровне техники описаны различные способы предварительной обработки, направленные на решение проблемы защиты от коррозии. При этом важной стратегической целью является улучшение адгезии органического барьерного слоя лака на полосовой стали с улучшенной поверхностью.
В качестве наиболее близкого решения нынешнего уровня техники следует рассматривать немецкую публикацию DE 19733972, содержащую описание процесса щелочной пассивационной предварительной обработки оцинкованных и покрытых цинковым сплавом стальных поверхностей в установках для производства полосовой стали (полосового проката). В этом процессе обеспечивают контакт стальной полосы, имеющей улучшенную поверхность, со щелочным агентом обработки, содержащим ионы магния, ионы железа (III), а также комплексообразователь. При этом в условиях заданного значения рН выше 9,5 происходит пассивирование цинковой поверхности с образованием антикоррозионного слоя. Согласно теоретическому изложению немецкой заявки DE 19733972 пассивированная таким образом поверхность уже обеспечивает адгезию лака, сравнимую с таковой, получаемой в процессах с использованием никеля и кобальта. В качестве опции после этой предварительной обработки для улучшения защиты от коррозии можно до нанесения системы лака провести дополнительные этапы обработки, как, например, вторичное пассивирование без хрома. Тем не менее, видно, что эта система предварительной обработки не в состоянии удовлетворительным образом воспрепятствовать отслоению лака, вызванному коррозией на кромках среза.
Таким образом, перед настоящим изобретением встает задача предложить способ предварительной обработки оцинкованных и покрытых цинковым сплавом стальных поверхностей, который по сравнению с нынешним уровнем техники существенно улучшает ситуацию с отслоением лака, вызванным дефектами в цинковой оболочке полосовой стали.
Эту задачу решают посредством способа металлизирующей предварительной обработки оцинкованных и покрытых цинковым сплавом стальных поверхностей, при котором обеспечивают контакт цинковой поверхности со средством (1) на водной основе, значение рН которого не превышает 9, отличающегося тем, что средство (1) содержит катионы и/или соединения металла (А), окислительно-восстановительный потенциал ERedox которого, будучи измерен на металлическом электроде металла (А) при заданных температуре процесса и концентрации катионов и/или соединений (А) в средстве (1) на водной основе, оказывается более анодным, чем электродный потенциал EZn оцинкованной или покрытой сплавом цинка стальной поверхности, находящейся в контакте со средством (2) на водной основе, причем последнее средство отличается от средства (1) лишь тем, что не содержит катионов и/или соединений металла (А).
Способ согласно изобретению можно применять для обработки всех металлических поверхностей, например, полосовой стали и/или соединенных металлических деталей, которые, по меньшей мере, частично состоят из цинковых поверхностей, например, автомобильных кузовов. Предпочтительно сочетание поверхностей, содержащих железо, и цинковых поверхностей.
В смысле настоящего изобретения под "предварительной обработкой" подразумевают этап кондиционирования очищенной металлической поверхности, предшествующий пассивированию с помощью неорганических барьерных слоев (например, фосфатированию, хромированию) или покрытию лаком. Для всей системы слоев, получающейся по итогам многоэтапного процесса, направленного на обработку поверхности в целях защиты от коррозии, такое кондиционирование поверхности означает улучшение защиты от коррозии и улучшение сцепления с лаком. На иллюстрации 1 приведен обзор типичных рабочих последовательностей в смысле настоящего изобретения, для которых особо выгодна предварительная обработка согласно изобретению.
Под конкретизированным обозначением предварительной обработки в качестве "металлизирующей" подразумевают процесс предварительной обработки, который непосредственно вызывает осаждение катионов металла (А) на цинковую поверхность, причем по завершении металлизирующей предварительной обработки цинковой поверхности имеются, по меньшей мере, 50 ат.% элемента (А) в металлическом состоянии, в соответствии с методикой анализа, определенной в разделе примеров настоящей заявки. Согласно изобретению окислительно-восстановительный потенциал ERedox измеряют прямо в средстве (1) на металлическом электроде металла (А) против коммерческого стандартного электрода сравнения, например хлорсеребряного электрода. В качестве примера можно привести электрохимическую измерительную цепь следующего рода:
ERedox в вольтах: Ag/AgCl/1М KCl // металл (А) / М(1),
где Ag/AgCl/1М KCl = 0,2368 V против стандартного водородного электрода (SHE);
М(1) означает средство (1) согласно изобретению, содержащее катионы и/или соединения металла (А)
То же самое справедливо для электродного потенциала EZn, определяемого на цинковом электроде в средстве (2), которое отличается от средства (1) лишь отсутствием катионов и/или соединений металла (А), против коммерческого стандартного электрода сравнения:
ERedox в вольтах: Ag/AgCl/1М KCl // Zn/М(2)
В этих условиях способ согласно изобретению отличается тем, что металлизирующей предварительная обработка цинковой поверхности имеет место тогда, когда окислительно-восстановительный потенциал ERedox больше сдвинут к аноду, чем электродный потенциал EZn.
Это справедливо тогда, когда выполняется неравенство ERedox-EZn>0.
В качестве электродвижущей силы (ЭДС), то есть термодинамической движущей силы металлизирующей предварительной обработки и без тока, следует рассматривать разность потенциалов между окислительно-восстановительным потенциалом ERedox и электродным потенциалом EZn в соответствии с определениями, приведенными выше. При этом электродвижущая сила (ЭДС) соответствует электрохимической цепи следующего рода:
Zn/М(2) // металл (А)/М(1),
где М(1) означает средство (1), содержащее катионы и/или соединения металла (А), а
М(2) означает средство (2), отличается от средства М (1) лишь тем, что не содержит катионов и/или соединений металла (А).
При этом в смысле способа согласно изобретению целесообразно, чтобы окислительно-восстановительный потенциал ERedox катионов и/или соединений металла (А) в средстве (1) на водной основе был смещен к аноду, по меньшей мере, на +50 мВ, предпочтительно - по меньшей мере, на +100 мВ, а особо предпочтительно - по меньшей мере, на +300 мВ, но не более чем на +800 мВ, сравнительно с электродным потенциалом EZn цинковой поверхности, находящейся в контакте со средством (2) на водной основе. Если ЭДС меньше, чем +50 мВ, то за время контакта, имеющее смысл с технической точки зрения, нельзя добиться достаточной металлизации оцинкованной поверхности, так что при последующей пассивационной конверсионной обработке происходит полное удаление слоя металла (А) с оцинкованной поверхности, и, таким образом, эффект предварительной обработки оказывается полностью утрачен. Напротив, слишком высокая ЭДС, превышающая +800 мВ, может за короткое время привести к полному покрытию оцинкованной поверхности сплошным слоем металла (А), так что при последующей конверсионной обработке желательное формирование неорганического слоя, защищающего от коррозии и обеспечивающего сцепление, не произойдет или, по меньшей мере, будет затруднено.
Можно наблюдать, что металлизация особенно эффективна, когда концентрация катионов и/или соединений металла (А) составляет, по меньшей мере, 0,001 М, а предпочтительно, по меньшей мере, 0,01 М, но не превышает 0,2 М, предпочтительно - 0,1 М.
Катионы и/или соединения металла (А), который в процессе предварительной обработки осаждается в металлическом состоянии на цинковой поверхности, предпочтительно выбирают из катионов и/или соединений металлов группы, которую образуют железо, молибден, вольфрам, кобальт, никель, свинец и/или олово, причем особо предпочтительно железо в форме ионов железа (II) и/или соединений железа (II), например сульфат железа (II). Ввиду меньшей коррозионной активности анионов в сравнении с сульфатом в качестве источника катионов железа (II) предпочтительны, в частности, органические соли - лактат железа (II) и/или глюконат железа (II).
Если в средстве (1) одновременно присутствуют - соответственно вышеупомянутым предпочтениям в выборе металла (А) - различные металлы (А), то окислительно-восстановительный потенциал ERedox металлов (А) следует определять в водном средстве по отдельности, в каждом случае - в отсутствие других металлов (А). Тогда средство (1), пригодное для способа согласно изобретению, содержит, по меньшей мере, один вид металла (А), для которого справедливо условие по окислительно-восстановительному потенциалу ERedox, определенное выше.
Особо предпочтительны, однако, такие средства (1), в которых катионы и/или соединения металла (А) образованы исключительно одним из вышеупомянутых элементов.
Помимо этого, предпочтительны такие катионы и/или соединения металла (А), которые как удовлетворяют описанным выше условиям по электродвижущей силе (ЭДС), так и обладают стандартным потенциалом E0Me металла (А), который превышает нормальный потенциал E0H2 стандартного водородного электрода (СВЭ) ("сдвинут к катоду" относительно потенциала СВЭ), предпочтительно, более чем на 100 мВ, особо предпочтительно - превышает нормальный потенциал E0H2 более чем на 200 мВ, причем стандартный потенциал E0Me металла (А) рассчитан по обратимой окислительно-восстановительной реакции Me0→Men+ + n е- в водном растворе катиона металла Men+ с активностью 1 при 25°С.
Если это второе условие не выполнено, то при конверсионной обработке, следующей за способом согласно изобретению, ввиду сниженной скорости травления поверхности субстрата, образуются пассивационные слои, отличающиеся меньшей гомогенностью и повышенным количеством дефектов. В самом неблагоприятном случае получается, что на следующем этапе процесса пассивирующее преобразование поверхности субстрата, прошедшей предварительную обработку по способу согласно изобретению, не происходит. То же самое справедливо для покрытия органическим материалом, непосредственно следующего за предварительной обработкой согласно изобретению и основанного на процессе самоосаждения, запускаемом при травлении субстрата (автофоретическое лакирование с погружением, сокращение АС означает „Autodepositable Coating" - "самонаносящееся покрытие").
Для повышения скорости осаждения катионов и/или соединений металла (А), то есть металлизации оцинкованной или покрытой цинковым сплавом поверхности, при реализации способа согласно изобретению предпочтительно добавлять к средству (1) на водной основе ускоряющие агенты, обладающие восстановительным действием. В качестве ускорителей можно применять оксокислоты фосфора или азота, а также их соли, причем должен присутствовать, по меньшей мере, один атом фосфора или азота со средней степенью окисления. Подобные ускоряющие агенты - это, например, азотноватистая кислота, азотноватая кислота, азотистая кислота, гипофосфорная кислота, гиподифосфорная кислота, дифосфорная (III, V) кислота, фосфоновая кислота, дифосфоновая кислота, особо предпочтительно - фосфиновая кислота, а также их соли.
Кроме того, можно применять агенты ускорения, известные специалисту и применяемые в фосфатировании на нынешнем техническом уровне. Помимо свойств восстановителей, они также обладают способностью к деполяризации, т.е. играют роль "ловушек" водорода и, таким образом, дополнительно способствуют металлизации оцинкованной стальной поверхности. К ним относятся гидразин, гидроксиламин, нитрогуанидин N-метилморфолин-N-оксид, глюкогептонат, аскорбиновая кислота и восстанавливающие сахара.
Предпочтительно, чтобы молярное соотношение концентраций агентов ускорения и катионов и/или соединений металла (А) в средстве (1) на водной основе не превышало 2:1, особо предпочтительно - не превышало бы 1:1, а также целесообразно, чтобы оно не было меньше 1:5.
В качестве опции при реализации способа согласно изобретению в средстве (1) на водной основе дополнительно могут присутствовать небольшие количества катионов меди (II), которые также осаждаются в металлическом виде на оцинкованной поверхности одновременно с катионами и/или соединениями металла (А). При этом, однако, необходимо следить, чтобы не происходила сплошная цементация меди, практически с полным покрытием поверхности, поскольку в случае цементации последующая конверсионная обработка становится совершенно невозможна, и/или существенно ухудшается сцепление лака. Поэтому средство (1) на водной основе должно содержать не более 50 м.д., предпочтительно - не более 10 м.д., но по меньшей мере 0,1 м.д. катионов меди (II).
Помимо этого, средство (1) на водной основе для металлизирующей предварительной обработки может также содержать поверхностно-активные вещества, способные очищать металлическую поверхность от загрязнений, не ингибируя металлизацию поверхности посредством образования компактных слоев адсорбата. Для этого можно предпочтительно применять неионные ПАВ, среднее значение показателя гидрофильно-липофильного баланса (HLB) которых составляет от 8 до 14.
В том случае, когда для способа предварительной обработки согласно изобретению применяют катионы и/или соединения железа (II), значение рН средства на водной основе должно быть не ниже 2 и не более 6, предпочтительно - не более 4, чтобы, с одной стороны, воспрепятствовать избыточному травлению оцинкованной стальной поверхности при низких значениях рН, поскольку это ингибирует металлизацию поверхности, а с другой стороны - обеспечить стабильность ионов железа (II) в растворе для обработки.
В целях стабилизации в состав раствора для обработки, содержащий железо(II), могут также входить хелатизирующие комплексообразователи с кислородными и/или азотными лигандами. Такой раствор для обработки, кроме того, можно применять для повышения ЭДС металлизации, поскольку такие лиганды вовлекают в комплексообразование ионы железа (II) в меньшей степени, чем ионы цинка (II). Повышение ЭДС путем добавления комплексообразователей значимо для сокращения длительности обработки и для задания оптимального покрытия оцинкованной поверхности железом.
В качестве хелатизирующих комплексообразователей при этом можно использовать, в частности, таковые, выбранные из группы, которую образуют триэтаноламин, диэтаноламин, моноэтаноламин, моноизопропаноламин, аминоэтилэтаноламин, 1-амино-2,3,4,5,6-пентагидроксигексан, N-(гидроксиэтил)-этилендиаминтриуксусная кислота, этилендиаминтетрауксусная кислота, диэтилентриаминпентауксусная кислота, 1,2-диаминопропантетрауксусная кислота, 1,3-диаминопропантетрауксусная кислота, винная кислота, молочная кислота, слизевая кислота, галловая кислота, глюконовая и/или глюкогептоновая кислота, их соли и стереоизомеры, а также сорбит, глюкоза и глюкамин и их стереоизомеры.
Особо эффективна рецептура средства (1) на водной основе с вышеупомянутыми комплексообразователями, в которой молярное соотношение хелатизирующих комплексообразователей и катионов и/или соединений двухвалентного железа составляет не более 5:1, предпочтительно не более 2:1, но, по меньшей мере, 1:5. Показатели молярного соотношения менее 1:5 лишь незначительно изменяют ЭДС для металлизации. Подобное же справедливо для показателей молярного соотношения, превышающих 5:1, при которых высока доля свободных комплексообразователей, так что влияние на ЭДС для металлизации практически отсутствует, а в результате получается неэкономичный способ работы.
Сверх того, применяют водорастворимые и/или диспергируемые в воде полимерные комплексообразователи с кислородными и/или азотными лигандами на основе аддуктов Манниха, образованных при реакции поливинилфенолов с формальдегидом и алифатическими аминоспиртами. Такие полимеры подробно описаны в тексте патента США US 5298289, и настоящим они включены в качестве комплексообразующих полимерных соединений согласно изобретению. В частности, можно применять водорастворимые и/или диспергируемые в воде полимерные комплексообразователи, составленные из мономеров x-(N-R1-N-R2-аминометил)4-гидроксистирола, причем положение замещения x в ароматическом кольце представляет собой 2,3,5 или 6, R1 означает алкильную группу, имеющую не более 4 атомов углерода, a R2 - заместитель с общей суммарной формулой Н(СНОН)mCH2-, в которой количество гидроксиметиленовых групп m составляет не более 5 и не менее 3. Особо предпочтительно применять поли(5-винил-2-гидрокси-N-бензил-N-глюкамин) ввиду его выраженной эффективности при комплексообразовании.
Аналогично комплексированию ионов железа (II) с помощью низкомолекулярных комплексообразователей для полимерных соединений особенно эффективно молярное соотношение хелатизирующих комплексообразователей, определенное как концентрация мономерных единиц водорастворимого и/или диспергируемого в воде полимерного соединения к концентрации катионов и/или соединений металла (А), составляющее не более 5:1, предпочтительно - не более 2:1, но равное, по меньшей мере, 1:5.
В случае применения для способа предварительной обработки согласно изобретению катионов и/или соединений олова в степенях окисления +II и/или +IV, то предпочтительно, чтобы значение рН средства (1) на водной основе было не менее 4 и предпочтительно не более 8, особо предпочтительно - не более 6.
При реализации способа предварительной обработки согласно изобретению, представляющего собой часть последовательности процессов обработки оцинкованных и/или покрытых цинковым сплавом стальных поверхностей, применимы методы нанесения, обычные в изготовлении и улучшении полосовой стали. К ним, в частности, относятся способы с погружением и напылением. Длительность контакта или продолжительность предварительной обработки средством (1) на водной основе должны, однако, составлять, по меньшей мере, 1 секунду, но не более 30 секунд, предпочтительно - не более 10 секунд. В рамках контакта такой продолжительности, при реализации способа в соответствии с изобретением, образуются оболочки из металла (А), имеющие плотность наложения, предпочтительно, по меньшей мере 1 мг/м2, но предпочтительно не более 100 мг/м2, и особо предпочтительно не более 50 мг/м2. В смысле настоящего изобретения плотность металлического наложения определяют как массовую долю элемента (А) на единицу площади оцинкованной или покрытой цинковым сплавом стальной поверхности непосредственно после предварительной обработки согласно изобретению.
Как предпочтительные значения длительности контакта и плотности наложения, так и предпочтительные методы нанесения в той же самой мере касаются и предварительной обработки согласно изобретению деталей, образованных соединением нескольких различных материалов, если у этих деталей, по меньшей мере, частично, имеются цинковые поверхности.
Предметом настоящего изобретения являются также такие сочетания покрытых цинковым сплавом стальных поверхностей и средств (1) на водной основе, в которых легирующая добавка в оцинковке стальной поверхности представляет собой тот же самый элемент (А), что и металл (А) в форме своих катионов и/или соединений в средстве (1) на водной основе. Так, тонкий лист, подвергнутый горячей оцинковке (Galvannealed®), также можно согласно изобретению предварительно обработать средством (1), содержащим ионы железа, с тем следствием, что при последующем нанесении слоев защиты от коррозии получают небольшое улучшение показателей защиты от коррозии и проникновения.
Способ предварительной обработки согласно изобретению сочетается с последующими этапами процесса обработки оцинкованных и/или покрытых цинковым сплавом стальных поверхностей в расчете на оптимизированную защиту от коррозии и превосходную адгезию лака, в особенности на кромках среза, дефектах поверхности и в местах контакта двух металлов. Следовательно, настоящее изобретение охватывает различные способы последующей обработки, то есть конверсионное и лаковое покрытие, которые в сочетании с описанной выше предварительной обработкой дают желательные результаты с точки зрения защиты от коррозии. На иллюстрации 1 представлены предпочтительные в смысле настоящего изобретения различные рабочие последовательности для покрытия металлических поверхностей в целях защиты от коррозии, исполнение которых начинается уже при изготовлении стали („Coil Industry", изготовление рулонов), а продолжается при покрытии лаком („Paint Shop", окрасочная мастерская) в автомобилестроении.
Поэтому в еще одном варианте изобретение касается изготовления пассивирующего конверсионного слоя на прошедшей предварительную обработку оцинкованной и/или покрытой цинковым сплавом стальной поверхности, с наличием промежуточного этапа промывки и/или сушки или же без него (иллюстрация 1, способ IIa).
Для этого можно применять содержащий хром или, предпочтительно, не содержащий хрома конверсионный раствор. Предпочтительные конверсионные растворы, которыми перед нанесением органического покрытия, постоянно защищающего от коррозии, можно обрабатывать металлические поверхности, прошедшие предварительную обработку согласно настоящему изобретению, приведены в немецкой заявке DE-A-19923084 и в цитируемой там литературе. В соответствии с этим техническим решением не содержащее хрома средство конверсионной обработки может, помимо гексафторид-анионов Ti, Si и/или Zr, содержать в качестве прочих действующих веществ: фосфорную кислоту, одно или несколько соединений Со, Ni, V, Fe, Mn, Мо или W, водорастворимый или диспергируемый в воде образующий пленку органический полимер или сополимер и органофосфоновые кислоты, обладающие свойствами комплексообразователей. На странице 4 этого документа в строках 17-39 приведен полный список органических полимеров, образующих пленку, которые могут содержаться в указанных конверсионных растворах.
Затем в этом документе приведен очень обширный список органических фосфоновых кислот-комплексообразователей, также являющихся возможными компонентами конверсионных растворов. Конкретные примеры этих компонентов можно извлечь из указанной немецкой заявки DE-A-19923084.
Сверх того, могут присутствовать водорастворимые и/или диспергируемые в воде полимерные комплексообразователи с кислородными и/или азотными лигандами на основе аддуктов Манниха, образованных в результате реакции поливинилфенолов с формальдегидом и алифатическими аминоспиртами. Подобные примеры описаны в публикации патента США US 5298289.
Параметры процесса конверсионной обработки в смысле настоящего изобретения, как то, например: температуру обработки, продолжительность ее и длительность контакта следует выбирать так, чтобы образовывался конверсионный слой, содержащий на м2 поверхности, по меньшей мере, 0,05, предпочтительно - по меньшей мере, 0,2, но не более 3,5, предпочтительно не более чем 2,0 и особо предпочтительно не более чем 1,0 ммоль металла М, представляющего собой существенный компонент конверсионного раствора. Примеры металлов М - это Cr(III), В, Si, Ti, Zr, Hf. Плотность размещения металла М на цинковой поверхности можно определить, например, с помощью метода рентгенофлуоресцентного анализа.
В особом варианте способа согласно изобретению (IIa), включающем конверсионную обработку, следующую за металлизирующей предварительной обработкой, не содержащее хрома средство конверсионной обработки дополнительно включает в себя ионы меди. При этом в таком средстве конверсионной обработки молярное соотношение атомов металла М, представляющего собой цирконий и/или титан, к атомам меди предпочтительно выбирать таким образом, чтобы средство конверсионной обработки создавало конверсионный слой, в котором дополнительно содержится, по меньшей мере, 0,1, предпочтительно, по меньшей мере, 0,3, но не более 2 ммоль меди.
Стало быть, настоящее изобретение касается также способа (IIa), охватывающего следующие этапы процесса, включая металлизирующую предварительную обработку и конверсионную обработку оцинкованной и/или покрытой цинковым сплавом стальной поверхности:
i) при необходимости - очистка / обезжиривание поверхности материала;
ii) металлизирующая предварительная обработка средством (1) на водной основе согласно настоящему изобретению;
iii) при необходимости этап промывки и/или сушки;
iv) конверсионная обработка без применения хрома (VI), при которой создают конверсионный слой, содержащий на один м2 поверхности 0,05-3,5 ммоль металла М, представляющего собой существенный компонент конверсионного раствора, причем металлы М выбирают из Cr(III), В, Si, Ti, Zr, Hf.
В качестве альтернативы способу (IIa), в котором после металлизирующей предварительной обработки проводят конверсионную обработку с формированием тонкого аморфного неорганического покрытия, можно применять также способ (иллюстрация 1, IIb), в котором за металлизацией согласно изобретению следует цинковое фосфатирование с образованием кристаллического слоя фосфата с предпочтительной массой слоя не менее 3 г/м2.
Согласно настоящему изобретению, однако, ввиду значительно меньших затрат на процесс и существенного улучшения защиты от коррозии конверсионных слоев на оцинкованных поверхностях, ранее прошедших металлизирующую обработку, предпочтителен способ (IIa).
Кроме того, после металлизирующей предварительной обработки и последующей конверсионной обработки обычно реализуют другие этапы способа, направленные на нанесение дополнительных слоев, в особенности, органических лаков или систем лаков (иллюстрация 1, способы III-V).
Поэтому еще в одном варианте настоящее изобретение касается способа (III), дополняющего рабочую последовательность (i-iv) способа (II), при котором наносят органическое покрытие (1), содержащее растворенные или диспергированные в органическом растворителе или смеси растворителей органические смолистые компоненты, отличающегося тем, что средство покрытия (1) содержит, по меньшей мере, следующие органические смолистые компоненты:
a) эпоксидную смолу на основе продукта поликонденсации бисфенола и эпихлоргидрина, имеющую вид простого полиэфира, содержащего гидроксильные группы,
b) блокированный алифатический полиизоцианат,
c) не блокированный алифатический полиизоцианат,
d) по меньшей мере один реакционный компонент, выбранный из содержащих гидроксильные группы сложных полиэфиров и содержащих гидроксильные группы поли(мет)акрилатов.
Компонент а) представляет собой полностью прошедший реакцию продукт поликонденсации эпихлоргидрина и бисфенола. Он в основном более не содержит реакционно-способных эпоксидных групп. В этом случае полимер имеет вид содержащего гидроксильные группы простого полиэфира, который через эти гидроксильные группы может вступать в реакции поперечной сшивки, например, с полиизоцианатами.
Бисфенольный компонент этого полимера можно выбирать, например, из бисфенола А и бисфенола F. Средняя молярная масса (по данным производителя, определение возможно, например, методом гель-пермеационной хроматографии) предпочтительно находится в пределах 20000-60000, в особенности - в пределах 30000-50000. Гидроксильное число предпочтительно находится в пределах 170-210, а в особенности - в пределах 180-200. В особенности предпочтительны полимеры, содержание гидроксильных групп которых относительно эфирной смолы находится в пределах 5-7% масс.
Алифатические полиизоцианаты b) и с) предпочтительно имеют в своей основе ГДИ, в особенности - ГДИ-тример. В качестве средства блокировки в блокированном алифатическом полиизоцианате b) можно применять обычные средства блокировки полиизоцианатов. В качестве примеров следует назвать: бутаноноксим, диметилпиразол, малоновый эфир, диизопропиламин/малоновый эфир, диизопропиламин/триазол, а также ε-капролактам. Предпочтительно в качестве средства блокировки применяют сочетание малонового эфира и диизопропиламина.
Содержание блокированных групп NCO в компоненте b) предпочтительно находится в пределах 8-10% масс., в особенности - в пределах 8,5-9,5% масс. Эквивалентная масса предпочтительно находится в пределах 350-600, в особенности - в пределах 450-500 г/моль.
Неблокированный алифатический полиизоцианат с), предпочтительно, обладает эквивалентной массой в пределах 200-250 г/моль и содержанием групп NCO в пределах 15-23% масс. Например, можно выбрать алифатический полиизоцианат, имеющий эквивалентную массу в пределах 200-230 г/моль, в особенности - в пределах 210-220 г/моль, и содержание групп NCO в пределах 18-22% масс., предпочтительно в пределах 19-21% масс. Еще один пригодный к применению алифатический полиизоцианат имеет, например, эквивалентную массу в пределах 220-250 г/моль, в особенности - в пределах 230-240 г/моль, и содержание групп NCO в пределах 15-20% масс., предпочтительно в пределах 16,5-19% масс. При этом каждый из этих указанных алифатических полиизоцианатов может представлять собой компонент с). Компонентом с), однако, может быть и смесью двух этих полиизоцианатов. Если применяют смесь двух полииизоцианатов, то предпочтительное для компонента с) количественное соотношение полиизоцианата, упомянутого первым, к полиизоцианату, упомянутому последним, находится в пределах 1:1-1:3.
Компонент d) выбирают из содержащих гидроксильные группы сложных полиэфиров и содержащих гидроксильные группы поли(мет)акрилатов. В качестве примера можно использовать содержащий гидроксильные группы поли(мет)акрилат с кислотным числом в пределах 3-12, в особенности, в пределах 4-9 мг КОН/г. Предпочтительное содержание гидроксильных групп находится в пределах 1-5, а в особенности в пределах 2-4% масс. Эквивалентная масса, предпочтительно, находится в пределах 500-700, в особенности - в пределах 550-600 г/моль.
Если в качестве компонента d) применяют содержащий гидроксильные группы сложный полиэфир, то для этого можно выбрать разветвленный сложный полиэфир с эквивалентной массой в пределах 200-300, в особенности, в пределах 240-280 г/моль. Помимо того, можно применить слаборазветвленный сложный полиэфир с эквивалентной массой в пределах 300-500, в особенности, в пределах 350-450 г/моль. Образовывать компонент d) эти различные типы сложных полиэфиров могут каждый сам по себе, либо же в смеси. Разумеется, роль компонента d) может также играть смесь содержащих гидроксильные группы сложных полиэфиров и содержащих гидроксильные группы поли(мет)акрилатов.
Средство покрытия (1) в способе согласно изобретению (III) содержит, таким образом, как блокированный алифатический полиизоцианат b), так и не блокированный алифатический полиизоцианат с). Компонентами для вступления в реакцию с этими обоими типами полиизоцианатов являются содержащие гидроксильные группы компоненты а) и d). Благодаря возможным реакциям каждого из компонентов а) и d) с каждым из компонентов b) и с) при затвердевании (2) образуется сложная полимерная сетевая структура из полиуретанов. Кроме того, в том случае, когда в качестве компонента d) применяют содержащие гидроксильные группы поли(мет)акрилаты, возможно формирование дальнейших поперечных сшивок благодаря двойным связям этих компонентов. Если при затвердевании в поперечной сшивке заняты не все двойные связи поли(мет)акрилатов, то имеющиеся двойные связи, особенно поверхностные, могут обеспечить улучшение связывания с наносимым впоследствии лаком, если таковой также содержит компоненты с поддающимися полимеризации двойными связями. В связи с этим предпочтительно, чтобы компонент d), по меньшей мере, частично состоял из содержащих гидроксильные группы поли(мет)акрилатов.
При реализации способа (III) согласно изобретению следует ожидать, что в процессе затвердевания агента покрытия (1) сначала имеет место реакция не блокированного алифатического полиизоцианата с) с одним из компонентов а) и d) или с обоими. Поскольку гидроксильные группы компонента d) обладают большей реакционной способностью, чем таковые компонента а), при затвердевании сначала происходит реакция компонента с) с компонентом d).
Напротив, блокированный алифатический полиизоцианат b) реагирует с одним из компонентов а) и d) или с ними обоими только тогда, когда достигается температура деблокирования. Тогда для формирования полиуретана доступен только тот из участников реакции а) и d), у которого меньшей готовых к реакции гидроксильных групп. Для образующейся сетевой структуры полиуретана это означает, например, что в тех случаях, когда гидроксильные группы компонента а) медленнее вступают в реакцию, чем таковые компонента d), образуются две сетчатые структуры полиуретана - из реакции компонентов с) и d), с одной стороны, и компонентов а) и b), с другой.
При реализации способа (III) согласно изобретению средство для покрытия (1) содержит, с одной стороны, компоненты а) и b), а с другой - компоненты с) и d), предпочтительно, в следующих массовых соотношениях:
а):b)=1:0,8-1:1,3
c):d)=1:1,4-1:2,3
Массовые соотношения между компонентами а) и d), с одной стороны, а также b) и с) - с другой стороны, имеют следующие предпочтительные значения:
a):d)=1:2-1:6 (предпочтительно 1:3-1:5) и
b):с)=1:0,5-1:5 (предпочтительно 1:1-1:3).
Предпочтительные пределы абсолютных количеству указанных четырех компонентов а) - d) приведены ниже, поскольку они зависят от плотности, возможно, присутствующих пигментов, обеспечивающих электропроводность (иллюстрация 1, способ IIIb). Целесообразно, чтобы агент покрытия (1), в дополнение к компонентам а) - d), содержал электропроводящий пигмент или смесь электропроводящих пигментов. Последние могут иметь относительно низкую плотность, как, например, сажа или графит, или относительно высокую плотность, как, например, металлическое железо. Абсолютное содержание электропроводящих пигментов в средстве для покрытия (1) зависит от их плотности, поскольку для эффективности электропроводящего пигмента массовая его доля гораздо менее важна, чем объемная доля электропроводящего пигмента в затвердевшем покрытии.
В общем случае агент покрытия (1), относительно общей массы агента, содержит (0,8-8)·ρ % масс. электропроводящего пигмента, причем ρ означает плотность электропроводящего пигмента или среднюю плотность смеси электропроводящих пигментов в г/см3. Предпочтительно, чтобы агент покрытия (1), относительно своей общей массы, содержал (2-6)·ρ % масс. электропроводящего пигмента.
Это означает, например, следующее: если агент покрытия (1) содержит в качестве электропроводящего пигмента только графит, плотность которого составляет 2,2 г/см2, то содержание составляет предпочтительно, по меньшей мере, 1,76, в особенности, по меньшей мере 4,4% масс. и предпочтительно не более чем 17,6, в особенности, не более чем 13,2% масс. графита. Если в качестве электропроводящего пигмента применяют только железный порошок, плотность которого составляет 7,9 г/см3, то в состав агента покрытия (1), относительно его общей массы, входят, предпочтительно, по меньшей мере, 6,32, в особенности, по меньшей мере, 15,8% масс. и не более чем 63,2, в особенности, не более чем 47,4% масс. Соответствующим образом рассчитывают массовые доли, если в качестве электропроводящего пигмента используют, например, исключительно MoS2, плотность которого составляет 4,8 г/см3, алюминий, имеющий плотность 2,7 г/см3, или цинк, плотность которого составляет 7,1 г/см3.
Однако, если агент покрытия (1) содержит не один единственный электропроводящий пигмент, а смесь, по меньшей мере, двух электропроводящих пигментов, в этом случае предпочтительно сильно различающихся по плотности, то возможно благоприятное сочетание свойств. Можно, например, применять смесь, в которой один из компонентов представляет собой легкий электропроводящий пигмент, как, например, сажу, графит или алюминий, а вторая составная часть смеси - это тяжелый электропроводящий пигмент, как, например, цинк или железо. В этих случаях на место плотности ρ в вышеприведенной формуле подставляют среднюю плотность смеси, которую можно рассчитать из массовых долей компонентов в смеси и плотностей каждого из компонентов.
Этому соответствует особая форма исполнения средства для покрытия (1) при реализации способа (IIIb), отличающаяся тем, что средство содержит как электропроводящий пигмент, плотность которого составляет менее 3 г/см3, так и электропроводящий пигмент, плотность которого составляет более 4 г/см3, причем общее количество электропроводящего пигмента составляет относительно общей массы средства (2) (0,8-8)·ρ % масс., и причем ρ - это средняя плотность смеси электропроводящих пигментов в г/см.
Например, средство для нанесения покрытия (1) может содержать в качестве электропроводящего пигмента смесь графита или сажи, с одной стороны, и железного порошка, с другой стороны. При этом массовое соотношение сажи и/или графита, с одной стороны, и железа, с другой стороны, может находиться в пределах 1:0,1-1:10, в особенности, в пределах 1:0,5-1:2.
Таким образом, в качестве легкого электропроводящего пигмента средство для нанесения покрытия (1) может содержать алюминиевые хлопья, графит и/или сажу. При этом применение графита и/или сажи предпочтительно. Сажа, а в особенности графит обеспечивают не только электропроводность полученного покрытия, но также способствуют тому, чтобы этот слой обладал желательной малой твердостью по Моосу, составляющей не более 4, а также хорошо подвергался формовке. В частности, смазывающее действие графита способствует снижению износа оборудования для формовки. Это действие можно дополнительно усилить, добавляя пигменты, обладающие смазывающим действием, как, например, сульфид молибдена. В качестве прочих агентов, способствующих скольжению или формовке, средство для покрытия (1) может содержать воски и/или тефлон.
Электропроводящий пигмент с удельным весом максимум 3 г/см3 может иметь форму мелких шариков или агрегатов таких шариков. При этом предпочтительно, чтобы шарики или агрегаты этих шариков имели диаметр менее 2 мкм. Предпочтительно, однако, чтобы эти электропроводящие пигменты имели форму пластинок, толщина которых, предпочтительно, менее 2 мкм.
При реализации способа (III) согласно изобретению средство для покрытия (1) содержит, по меньшей мере, описанные выше смолистые компоненты, а также растворители. В представленном в торговле виде смолистые компоненты а) - d), как правило, имеют вид раствора или дисперсии в органическом растворителе. Изготовленное из них средство для покрытия (1) в этом случае также содержит эти растворители.
Их наличие желательно, чтобы, несмотря на присутствие электропроводящего пигмента, как, например, графита, и при необходимости прочих пигментов, как то, в частности, антикоррозионных пигментов, задать вязкость, позволяющую нанести средство для покрытия (1) на субстрат с использованием процесса рулонного покрытия. В случае потребности можно ввести растворитель дополнительно. Химическая природа растворителя, как правило, задана выбором сырьевых материалов, содержащих соответствующий растворитель. Например, в качестве растворителя могут присутствовать: циклогексанон, диацетоновый спирт, ацетат диэтиленгликольмонобутилэфира, диэтиленгликоль, пропиленгликоль-метиловый эфир, пропиленгликоль-n-бутиловый эфир, метоксипропилацетат, n-бутилацетат, ксилол, диметиловый эфир глутаровой кислоты, диметиловый эфир адипиновой кислоты и/или диметиловый эфир янтарной кислоты.
Предпочтительные значения долей в средстве для покрытия (1) растворителя, с одной стороны, и органических смолистых компонентов, с другой стороны, будучи выражены в % масс., зависят от доли электропроводящего пигмента в % масс. в средстве для покрытия (1). Чем выше плотность электропроводящего пигмента, тем выше его предпочтительная массовая доля во всем средстве для покрытия (1) и тем ниже массовые доли растворителей и смолистых компонентов. Поэтому предпочтительные массовые доли растворителя и смолистых компонентов зависят от плотности ρ использованного электропроводящего пигмента или же от средней плотности ρ смеси электропроводящих пигментов.
В общем случае содержание органического растворителя в средстве для покрытия (1) при реализации способа согласно изобретению (III) относительно общей массы покрытия (1) составляет [(25-60)· коэффициент пропорциональности] % масс., предпочтительно [(35-55)· коэффициент пропорциональности] % масс., а органического смолистого компонента - [(20-45)·коэффициент пропорциональности] % масс., предпочтительно [(25-40)·коэффициент пропорциональности] % масс., причем сумма процентных массовых долей органического смолистого компонента и растворителя оказывается не больше, чем [93·коэффициент пропорциональности] % масс., предпочтительно не более [87· коэффициент пропорциональности] % масс., а коэффициент пропорциональности составляет [100-2,8ρ]:93,85, и ρ означает плотность электропроводящего пигмента или среднюю плотность смеси электропроводящих пигментов в г/см3.
Что касается отдельного смолистого компонента а), то целесообразно, чтобы средство для покрытия (1) содержало - относительно общей массы покрытия (1)-[(2-8)·коэффициент пропорциональности] % масс., предпочтительно [(3-5)·коэффициент пропорциональности] % масс. смолистого компонента а), причем коэффициент пропорциональности составляет [100-2,8ρ]:93,85, а ρ означает плотность электропроводящего пигмента или среднюю плотность смеси электропроводящих пигментов в г/см3. Из количественной доли смолистого компонента можно, применяя приведенные выше предпочтительные количественные соотношения отдельных смолистых компонентов, рассчитать предпочтительные количественные доли смолистых компонентов b) - а) в агенте покрытия (1). Например, доля компонента b) в общей массе покрытия может составлять [(2-9)· коэффициент пропорциональности] % масс., предпочтительно [(3-6)·коэффициент пропорциональности] % масс., доля смолистых компонентов с) [(4-18)·коэффициент пропорциональности] % масс., предпочтительно [(6-12)·коэффициент пропорциональности] % масс., а доля смолистого компонента d) [(7-30)·коэффициент пропорциональности] % масс., предпочтительно [(10-20)·коэффициент пропорциональности] % масс. При этом "коэффициент пропорциональности" имеет приведенное выше значение.
Кроме того, предпочтительно, чтобы слой b) дополнительно содержал ингибиторы коррозии или защищающие от коррозии пигменты. При этом можно применять те ингибиторы коррозии или защищающие от коррозии пигменты, использование которых для этих целей известно на нынешнем уровне техники. В качестве примеров следует назвать: пигменты на основе оксида магния, в особенности, состоящие из частиц нанометрового масштаба, тонкодисперсный или особотонкодисперсный сульфат бария или же защищающие от коррозии пигменты на основе силиката кальция. Предпочтительная массовая доля пигментов, защищающих от коррозии, относительно общей массы средства для покрытия (2) опять же зависит от плотности применяемых пигментов, защищающих от коррозии. Целесообразно, чтобы средство для покрытия (1) при реализации способа согласно изобретению (III) содержало - относительно общей массы покрытия - [(5-25)·коэффициент пропорциональности] % масс., в особенности [(10-20)·коэффициент пропорциональности] % масс. защищающего от коррозии пигмента, причем коэффициент пропорциональности составляет [100-2,8ρ]:93,85, а ρ означает плотность электропроводящего пигмента или среднюю плотность смеси электропроводящих пигментов в г/см3.
Кроме того, механические и химические свойства покрытия, получаемого после отжига средства для покрытия (1) при реализации способа согласно изобретению (III), можно улучшить благодаря присутствию наполнителей. Последние можно выбирать из группы, которую составляют кремниевые кислоты или оксиды кремния (при необходимости гидрофобизированные), оксиды алюминия (включая основной оксид алюминия), диоксид титана и сульфат бария. Что касается их предпочтительных количеств, то целесообразно, чтобы средство для покрытия (1) содержало [(0,1-3)·коэффициент пропорциональности] % масс., предпочтительно [(0,4-2)·коэффициент пропорциональности] % масс. наполнителя, выбранного из кремниевых кислот или оксидов кремния, оксидов алюминия, диоксида титана и сульфата бария, причем коэффициент пропорциональности составляет [100-2,8ρ]:93,85, а ρ означает плотность электропроводящего пигмента или среднюю плотность смеси электропроводящих пигментов в г/см3.
Если дополнительно применяют средства, способствующие скольжению или формовке, то средство для покрытия (1) содержит - относительно своей общей массы - средства, способствующие скольжению или формовке и выбранные из группы, которую образуют воски, сульфид молибдена и тефлон, предпочтительно в количестве [(0,5-20)·коэффициент пропорциональности], в особенности, в количестве [(1-10)·коэффициент пропорциональности] % масс., причем коэффициент пропорциональности составляет [100-2,8ρ]:93,85, а ρ означает плотность электропроводящего пигмента или среднюю плотность смеси электропроводящих пигментов в г/см3.
Соответственно, способ согласно изобретению (III), включающий в себя также нанесение органических лаков, состоит из следующей последовательности:
i) при необходимости - очистка / обезжиривание поверхности материала
ii) металлизирующая предварительная обработка средством (1) на водной основе согласно настоящему изобретению
iii) при необходимости этап промывки и/или сушки
iv) конверсионная обработка без применения хрома (VI), при которой создают конверсионный слой, содержащий на один м2 поверхности 0,01-0,7 ммоль металла М, представляющего собой существенный компонент конверсионного раствора, причем металлы М выбирают из Cr(III), В, Si, Ti, Zr, Hf.
v) при необходимости этап промывки и/или сушки
vi) покрытие средством для покрытия (1) согласно приведенному выше описанию и затвердевание при температуре субстрата в пределах 120-260°С, предпочтительно в пределах 150-170°С.
При этом целесообразно осуществлять все этапы (i-vi) как процесс обработки металлических полос, причем на этапе (vi) жидкое средство для покрытия (1) наносят в таком количестве, чтобы получить после затвердевания желательную толщину слоя в пределах 0,5-10 мкм. Таким образом, целесообразно наносить средство для покрытия (1) в процессе так называемого рулонного покрытия ("Coil Coating"). При этом покрытие непрерывно наносят на движущиеся металлические ленты. При этом средство для покрытия (1) можно наносить различными способами, которые приняты на нынешнем техническом уровне. Например, можно применять накатные валики, позволяющие непосредственно регулировать желательную толщину мокрой пленки. В качестве альтернативы можно погружать металлическую ленту в средство для покрытия (1) или опрыскивать ее средством для покрытия (1), после чего с помощью выдавливающих валиков задают желательную толщину мокрой пленки.
Если покрывают металлические ленты, на которые непосредственно перед этим нанесли металлическую оболочку, например, из цинка или цинкового сплава, электролитическим методом или методом погружения в расплав, то в очистке металлической поверхности перед проведением металлизирующей предварительной обработки (ii) не требуется. Если же металлические ленты уже складировали и, в частности, наносили на них антикоррозионные масла, то перед проведением этапа (ii) необходим этап очистки (i).
После нанесения средства для покрытия (1) на этапе (vi) покрытый металлический лист нагревают до потребной температуры сушки либо же поперечной сшивки органического покрытия. Нагрев покрытого субстрата до необходимой температуры (пиковая температура металла, „Peak metal temperature", TMP) можно осуществлять в разогретой проходной печи. Можно, однако, доводить средство, которым проводят обработку, до соответствующей температуры сушки или поперечной сшивки посредством инфракрасного излучения, в особенности - инфракрасного излучения ближнего диапазона.
Для изготовления кузовных деталей в автомобилестроении металлические листы, прошедшие предварительное покрытие подобным образом, подвергают необходимой резке и придают им форму. Собранная деталь или собранная кузовная заготовка, следовательно, имеет незащищенные кромки среза, которые необходимо подвергнуть дополнительной антикоррозионной обработке. Поэтому в так называемом окрасочном цеху („Paint Shop") проводят еще одну антикоррозионную обработку, а затем наносят типичный для автомобилестроения лак.
Поэтому еще в одном варианте настоящее изобретение касается способа (IV), дополняющего последовательность процессов (i-vi) способа (III), причем сначала на свободные металлические поверхности, в особенности, на кромки срезов, наносят кристаллический фосфатный слой, чтобы затем с помощью лака для лакировки окунанием обеспечить итоговую защиту от коррозии, в особенности, защиту от проникновения под систему лаков на кромках срезов. В случае, когда первичное покрытие органическим средством для покрытия (1) при реализации способа (III) приводит к формированию электропроводящего покрытия, всю металлическую деталь, включая фосфатированные кромки срезов и поверхности, на которые нанесено первичное покрытие в процессе (III), можно лакировать электрофоретическим способом (иллюстрация 1, способ IVb). Если электропроводности первичного покрытия недостаточно, то электрофоретическому лакированию подвергают только фосфатированные кромки срезов, не наращивая лак на поверхностях с первичным покрытием. То же самое справедливо, если кромки срезов не фосфатируют, но покрывают самостоятельно адсорбирующимся лаком для окунания (иллюстрация 1, способ IVc). Настоящее изобретение отличается, однако, тем, что цинковые поверхности, подвергнутые металлизирующей предварительной обработке согласно изобретению, замечательно препятствуют коррозии кромок. Поэтому в последовательности процессов согласно изобретению, включающей в себя электрофоретическую лакировку (катодную или анодную) по способу (IV) и нанесение дальнейших слоев лака в способе (V), можно существенно снизить количество осаждаемого лака на м2 детали, состоящей из цинковых поверхностей, прошедших предварительную обработку согласно изобретению (иллюстрация 1, способ I) и/или количество подлежащего нанесению при вторичном покрытии наполнителя, задача которого состоит, прежде всего, в защите кузовных панелей от повреждения камнями и гравием и выравнивании имеющихся неровностей металлических поверхностей (иллюстрация 1, способ V), причем это снижение не ведет к потере качества в отношении защиты от коррозии или адгезии лака.
Еще в одном варианте настоящее изобретение касается оцинкованной и/или покрытой цинковым сплавом стальной поверхности, а также металлической детали, которая, по меньшей мере, частично состоит из цинковой поверхности, прошедшей предварительную обработку с металлизацией средством (1) на водной основе по способу согласно изобретению, или после этой предварительной обработки покрытую дальнейшими антикоррозионными слоями и/или лаками, например, в соответствии со способами (II-IV) согласно изобретению.
Обработанную таким образом стальную поверхность или деталь применяют при изготовлении кузовов в автомобилестроении, кораблестроении, в строительной отрасли, а также для изготовления крупной бытовой техники.
Примеры исполнения:
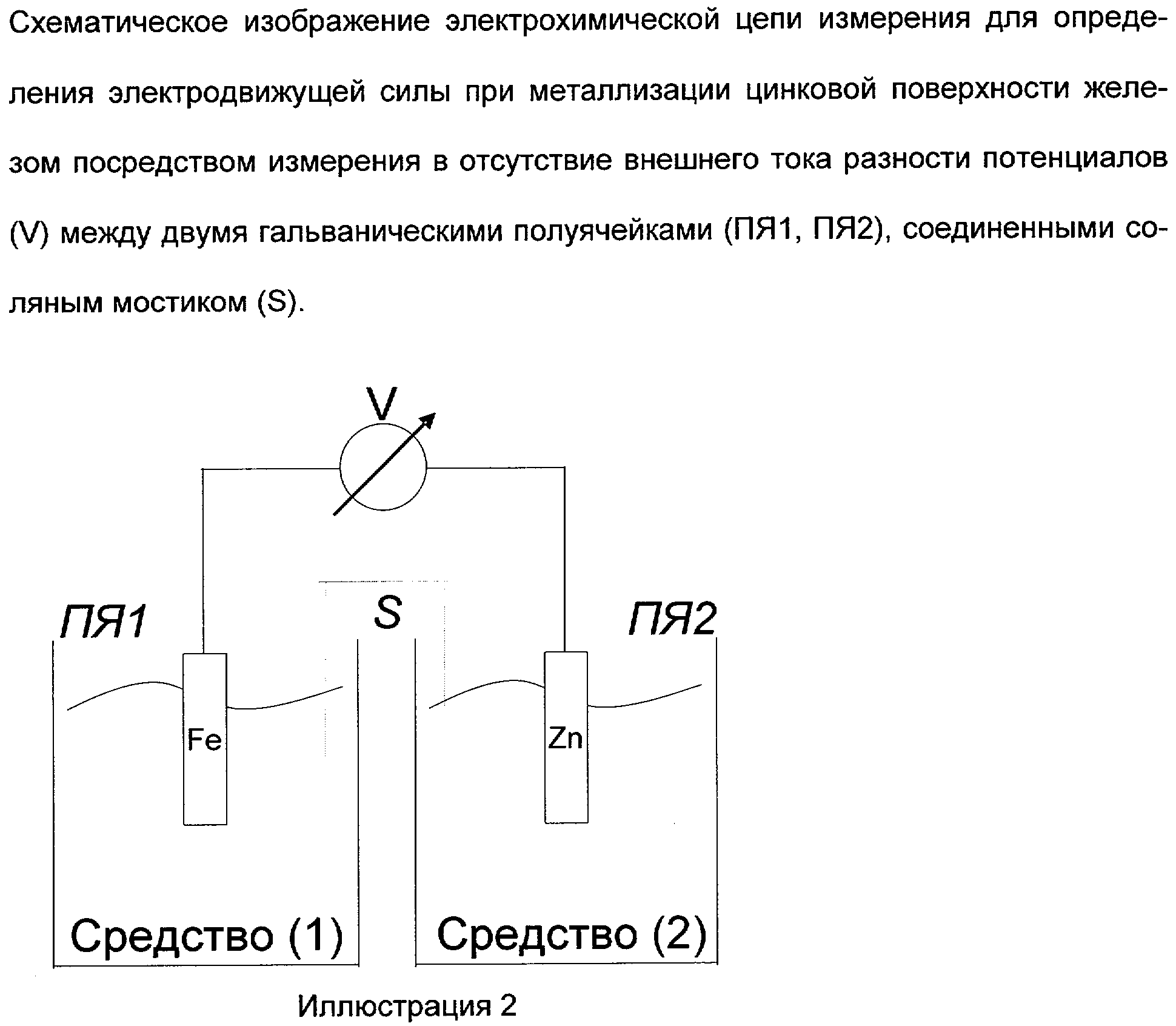
Электрохимическая цепь измерения для определения электродвижущей силы (ЭДС) при металлизирующей предварительной обработке согласно изобретению представлена на иллюстрации 2. Измерительная цепь состоит из двух гальванических полуячеек, причем одна полуячейка содержит средство (1), включающее в себя катионы и/или соединения металла (А), в то время как другая полуячейка содержит средство (2), отличающееся от средства (1) тем, что оно не содержит катионов и/или соединений металла (А). Обе ячейки соединены соляным мостиком, в отсутствие тока измеряют разность потенциалов между электродом из металла (А) в средстве (1) и цинковым электродом в средстве (2). Положительная ЭДС означает, что окислительно-восстановительный потенциал ERedox катионов и/или соединений металла (А) в средстве (1) ближе к аноду, чем электродный потенциал EZn. В нижеследующей таблице 1 приведена ЭДС, измеренная в цепи, аналогичной иллюстрации 2, для средства (1), содержащего катионы железа (II), которое можно применять для предварительной обработки с металлизацией согласно изобретению.
В качестве примера улучшения защиты кромок срезов после металлизирующей предварительной обработки согласно изобретению ("железнения") оцинкованной полосовой стали ниже осуществляют последовательность процессов способа (III) согласно изобретению на оцинкованных электролитическим способом стальных листах (DC04, ZE 75/75, качество для автомобилестроения). Кромки срезов обработанных и покрытых таким способом оцинкованных стальных листов зажали в буковой древесине и поместили на 10 недель на хранение при высокой влажности в рамках испытания с переменой климата согласно VDA (621-415).
Примеры согласно изобретению В1-В3:
Ниже подробно описан способ (III) согласно изобретению, включая использованные рецептуры:
(i) Оцинкованный электролитическим способом стальной лист (ZE) обезжиривают щелочными чистящими средствами (например, Ridoline® С 72, Ridoline® 1340; чистящие средства фирмы-заявителя, применяемые методами окунания и разбрызгивания),
(ii) Металлизирующую предварительную обработку ("железнение") проводят при температуре средства (1) на водной основе, составляющей 50°С, при рН 2,5 методом погружения, причем продолжительность контакта составляет t=2 с (В1) либо же t=5 с (В2), причем состав средства (1) следующий:
В1: 27,8 г/л FeSO4·7H2O
В2: 13,9 г/л FeSO4·7H2O
9,9 г/л H3PO2
3,0 г/л молочной кислоты
(iii) Этап промывки путем погружения предварительно обработанного листа в водопроводную воду;
(iv) С помощью устройства Chemcoater (нанесение валиками) на поверхность металла наносят коммерческий раствор для предварительной обработки на основе фосфорной кислоты, фосфата марганца, H2TiF6 и аминометил-замещенного поливинилфенола (Granodine® 1455T фирмы-заявителя). Проводят сушку при 80°С, полученная плотность наложения титана, определенная с помощью рентгенофлуоресцентного анализа, находится в пределах 10-15 мг/м2;
(v) Этап промывки путем погружения предварительно обработанного листа в водопроводную воду;
(vi) С помощью Chemcoater на предварительно обработанные листы наносят коммерческое средство для покрытия (1), содержащее графит в качестве электропроводящего пигмента, на основе состава, приведенного в примерах (пример 1) немецкой заявки (DE 102007001654.0), и отверждают путем нагрева в сушильном шкафу при температуре субстрата 160°С. Нанесение средства для покрытия обеспечивает толщину сухой пленки в 1,8 мкм.
Непосредственно после этапа процесса (ii) можно поместить оцинкованную электролитическим способом стальную поверхность в 10% масс. раствор соляной кислоты, вывести железо методом "мокрой химии" в раствор и определить плотность наложения методом атомно-абсорбционной спектроскопии (AAS), либо же в качестве альтернативы в контрольных опытах на чистых цинковых субстратах (99,9% Zn) - методом рентгенофлуоресцентного анализа (RFA). В случае металлизирующей предварительной обработки согласно В1 на этапе процесса (ii) она составляет ок. 20 мг/м2 Fe.
Контрольный пример V1:
Способ (III) согласно изобретению изменяют так, что отсутствует этап (ii), то есть металлизирующая предварительная обработка.
Контрольный пример V2:
Способ (III) согласно изобретению изменяют так, что вместо этапа (ii) осуществляют щелочную пассивационную предварительную обработку с использованием коммерческого продукта фирмы-заявителя (Granodine® 1303) в соответствии с рецептурой на основе нитрата железа (III), приведенной в публикации немецкого патента DE 19733972 (см. таблицу 1, пример 1 этой публикации).
Контрольный пример V3:
После обезжиривания с помощью системы щелочных чистящих средств фирмы-заявителя (Ridoline® 1565 / Ridosol® 1237) стальной лист активируют в коммерческом растворе для активации (Fixodine® 9112) и пассивируют в ванне для трехкатионного фосфатирования фирмы-заявителя (Granodine® 958A), после чего покрывают его системой лаков аналогично этапу процесса (vi).
После осуществления последовательности согласно способу (III) все листы режут для создания кромки среза и снова подвергают фосфатированию, как это указано в примере V3.
Затем на все обработанные и покрытые таким образом листы наносят катодный лак для обработки методом окунания (EV 2005, PPG Industries) толщиной 18-20 мкм и обжигают его в печи с циркуляцией воздуха в течение 20 минут при 175°С. Таким образом, в экспериментальных условиях воспроизводят всю последовательность процесса, начиная с антикоррозионной предварительной обработки цинкового субстрата на заводе-изготовителе стали (иллюстрация 1, способы II и IIIb) и завершая осаждением лака для окраски методом погружения в окрасочной камере („Paint Shop") кузовного производства (иллюстрация 1, способ IVb).
В таблице 2 приведены результаты проникновения коррозии под лак на кромках среза по прошествии 10 недель испытания с переменным климатом. Поскольку проникновение коррозии под лак в различных точках кромки выражено в различной степени, в таблице 2 для каждой конкретной системы покрытия приведены максимальные значения проникновения в мм.
Результаты теста с переменой климата согласно VDA с очевидностью свидетельствуют о превосходстве антикоррозионной защиты на кромках срезов, обеспечиваемой металлизирующей предварительной обработкой согласно изобретению ("железнением"), над таковой, обеспечиваемой обычными методами обработки. Хотя описанное на нынешнем уровне техники щелочное пассивирование с использованием растворов, содержащих железо (III), и демонстрирует улучшенную защиту кромок срезов по сравнению с фосфатированными листами (V3) и листами, которые не прошли никакой пассивационной обработки (V1), но этот способ значительно менее эффективен, чем металлизирующая предварительная обработка согласно изобретению (В1).
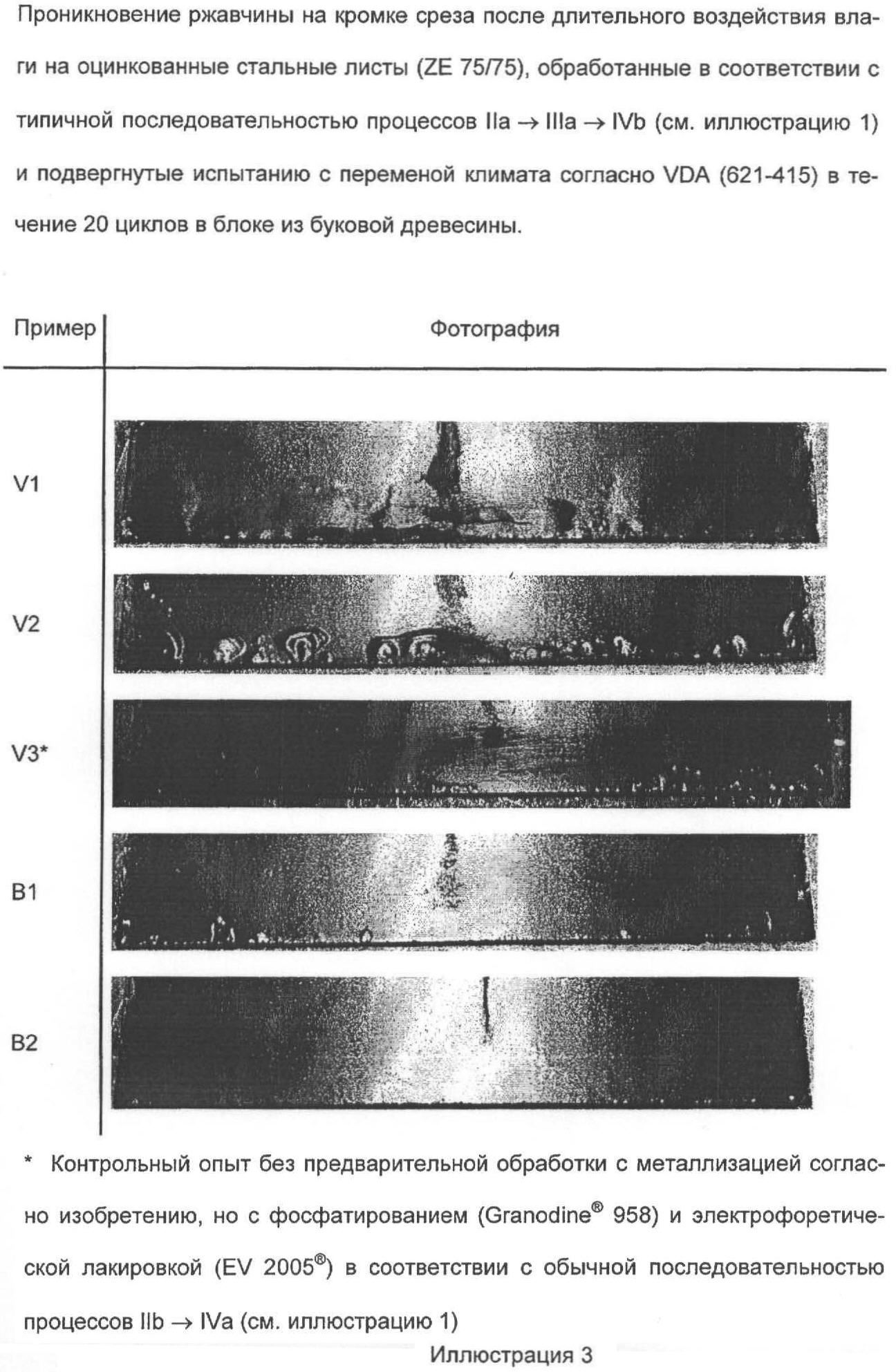
Отличный результат предварительной обработки согласно изобретению (В1, В2) с точки зрения минимизации коррозии кромок и проникновения ее под систему лака на кромках срезов по сравнению с цинковой поверхностью, прошедшей щелочную предварительную обработку (V2), продемонстрирован на иллюстрации 3 для системы покрытия согласно последовательности процесса IIa→IIIa→IVb (см. иллюстрацию 1). Кроме того, видно, что и при снижении концентрации железа (II) (В2) в предварительной обработке согласно изобретению можно в значительной степени подавить проникновение коррозии под лак на кромке среза, если увеличить продолжительность контакта со средством (1), как это показано в примерах согласно изобретению, с 2 с (В1) до 5 с (В2). Равным образом, на иллюстрации 3 виден отрицательный эффект исключения предварительной обработки согласно изобретению (V1) из такой же последовательности процесса, что и в примерах согласно изобретению (В1, В2). На оцинкованных поверхностях, которые прошли фосфатирование и последующую электрофоретическую лакировку без предварительной обработки согласно изобретению (V3), также наблюдается значительное образование пузырей и проникновение коррозии на кромке среза.
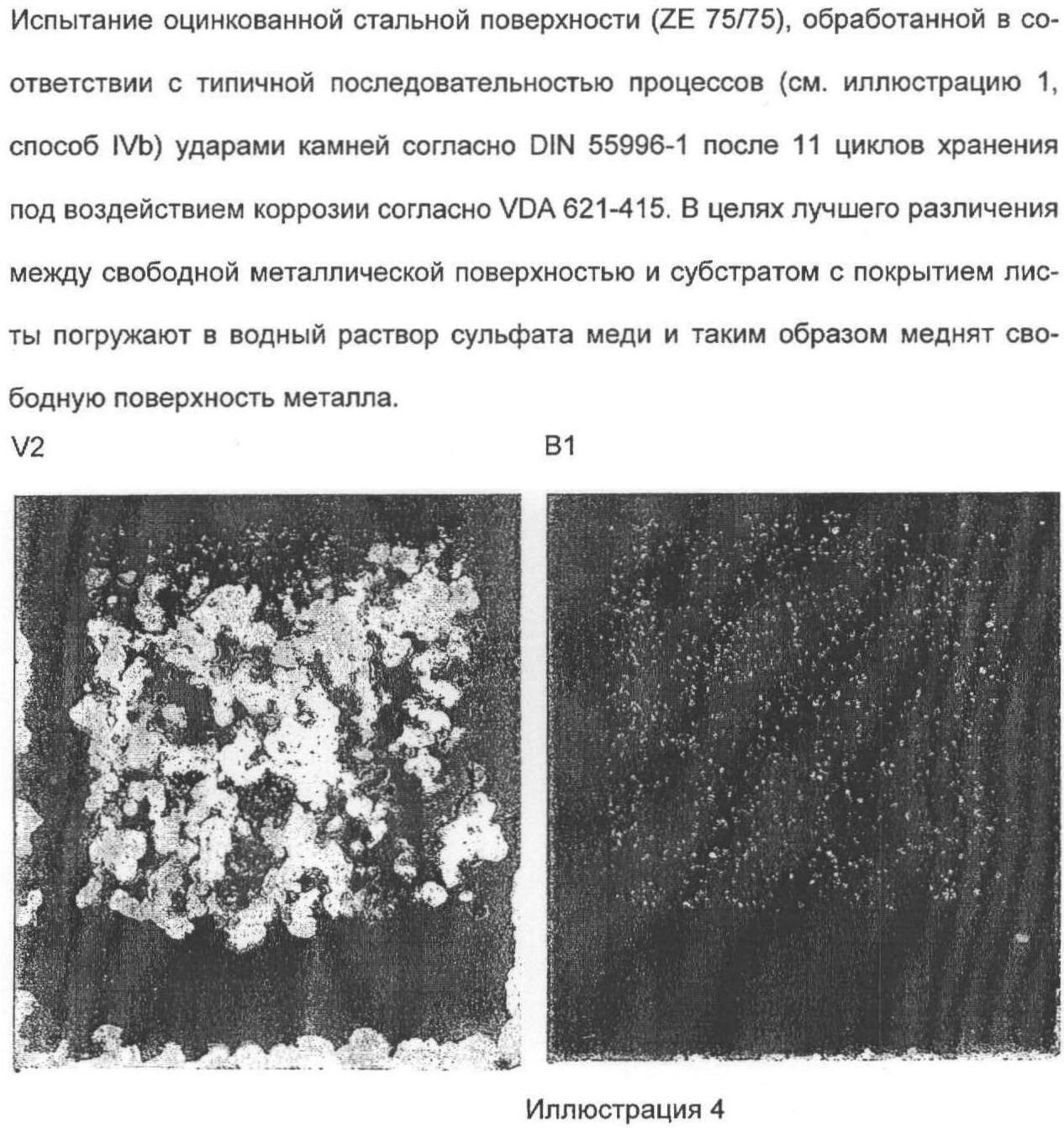
Равным же образом очевидно достигнутое с помощью металлизирующей предварительной обработки ("железнения") улучшение результатов, полученных в испытании с ударами камней. Фотографии, приведенные на иллюстрации 4, свидетельствуют, что благодаря предварительной обработке согласно изобретению, во-первых, очевидно усилена адгезия лака, а во-вторых, практически незаметно проникновение коррозии.
Испытание на проникновение коррозии с процарапыванием также доказывает преимущества предварительной обработки согласно изобретению ("железнения" цинковой поверхности), как видно на иллюстрации 5. Так, в сравнении с оцинкованными стальными поверхностями, прошедшими только фосфатирование и лакированными методом окунания (V3), на предварительно обработанных согласно изобретению и прошедших конверсионную обработку согласно последовательности IIa→IIIa→IVb (см. иллюстрацию 1) цинковых поверхностях (В1) получают меньший уровень проникновения коррозии. При этом исключение предварительной обработки согласно изобретению в соответствии с этапом процесса I (см. иллюстрацию 1) в способе обработки по примеру V1 дает особо неблагоприятные результаты проникновения коррозии под все покрытие в области царапины.
В альтернативной рабочей последовательности, когда за предварительной обработкой согласно изобретению (иллюстрация 1, способ I) следует конверсионная обработка на основе циркония (иллюстрация 1, способ IIa), и сразу же, то есть без нанесения и отверждения органического средства для покрытия (иллюстрация 1, способ IIIa или IIIb), осаждение электрофоретического лака (иллюстрация 1, способ IVa), также, как показано, можно значительно снизить проникновение коррозии в области царапины.
Для этого оцинкованные стальные листы (ZE, Z) сначала очищают и обезжиривают в соответствии с описанным выше методом, чтобы затем, после промежуточной промывки деионизированной водой (к < 1 мкСмсм-1), провести в течение 2 с при определенном значении рН и температуре 50°С их металлизирующую предварительную обработку согласно изобретению средством, имеющим состав по пункту В1 (иллюстрация 1, способ I). Конверсионную обработку после промежуточной промывки деионизированной водой осуществляют в кислом водном растворе следующего состава
750 м.д. Zr в виде H2ZrFe6
20 м.д. Cu в виде Cu(NO3)2
10 м.д. Si в виде SiO2
200 м.д. Zn в виде Zn(NO3)2
при рН 4, температуре 20°С и длительности контакта 90 с (иллюстрация 1, способ IIа). После еще одного этапа промывки деионизированной водой нанесли слой катодного электрофоретического лака (CathoGuard 500) толщиной 20 мкм и провели его отверждение при 180°С в течение 30 мин, после чего в середине листа сделали штихелем по Clemen царапину длиной несколько сантиметров и глубиной до стального субстрата. В таблице 3 представлены значения проникновения коррозии в области царапины после теста с переменой климата согласно VDA по итогам этого эксперимента.
Проникновение коррозии в области царапины на стальных листах (пробные листы Gardobond®, фирма Chemetall), покрытых согласно последовательности I→IIa→IVa (см. иллюстрацию 1), после 10 циклов испытания с переменным климатом согласно VDA (621-415).
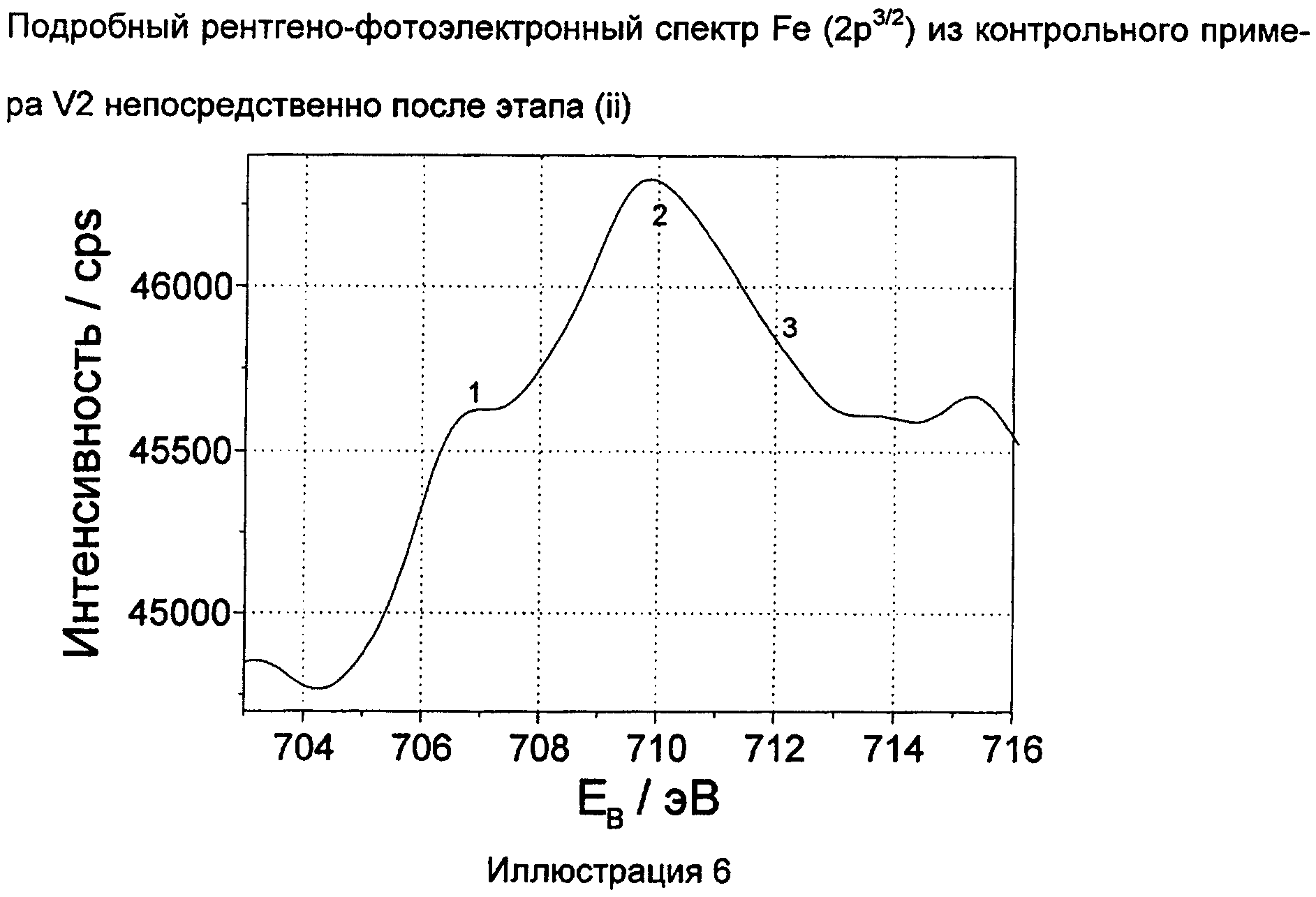
Подробные рентгенофотоэлектронные (XPS) спектры Fe(2p3/2), представленные на иллюстрациях 6 и 7, дают еще одно доказательство того, что тонкий слой железа, нанесенный при реализации способа согласно изобретению, имеет металлический характер, и что существенно более 50 ат.% атомов железа находятся в состоянии, свойственном металлу. Качественно это можно определить по заметному сдвигу совокупной интенсивности пиков в пользу пика 1 (иллюстрация 7) при низких значениях энергии связи по сравнению с интенсивностью этого одиночного пика при щелочном пассивировании (V2). Количественное определение проводят стандартным образом, с помощью численной аппроксимации подробного ХР-спектра через единичный в форме гауссианы, что позволяет определить площадь отдельного пика. В таблице 4 приведены количественные данные о состоянии связей в нанесенном железе непосредственно после предварительной обработки в примере (V2) или согласно изобретению (В1).
Процентные доли железа в различном состоянии связывания на оцинкованных стальных поверхностях, определенные методом рентгеновской фотоэлектронной спектроскопии (XPS)
Реферат
Изобретение относится к металлизирующей предварительной обработке оцинкованных и/или покрытых цинковым сплавом стальных поверхностей для улучшения адгезии поверхности и исключения отслаивания лака, вызванного дефектами в цинковой оболочке полосовой стали. В способе обеспечивают контакт упомянутой поверхности со средством (1) на водной основе, имеющим значение рН, не превышающее 9, и содержащим катионы и/или соединения металла (А), выбранные из катионов и/или соединений металлов группы, включающей железо, молибден, вольфрам, кобальт, никель, свинец и/или олово в концентрации, по меньшей мере, 0,001 М, и агент ускорения, выбранный из группы, включающей оксокислоты фосфора или азота, и их соли, причем присутствует, по меньшей мере, один атом фосфора или азота со средней степенью окисления. Молярное соотношение агента ускорения и катионов и/или соединений металла (А) в упомянутом средстве составляет не менее 1:5, а окислительно-восстановительный потенциал Eкатионов и/или соединений металла (А), будучи измерен на металлическом электроде металла (А) при заданных температуре процесса и концентрации катионов и/или соединений металла (А) в средстве (1) на водной основе, оказывается более анодным, чем электродный потенциал Eоцинкованной или покрытой сплавом цинка стальной поверхности, находящейся в контакте со средством (2) на водной основе, причем последнее средство отличается от средства (1) лишь тем, что не содержит катионов и/или соединений металла (А). 2 н. и 18 з.п. ф-лы, 7 ил., 4 табл.
Формула
(a) катионы и/или соединения металла (А), выбранные из катионов и/или соединений металлов группы, которую образуют железо, молибден, вольфрам, кобальт, никель, свинец и/или олово в концентрации, по меньшей мере, 0,001 М, и
(b) агент ускорения, выбранный из группы, которую образуют оксокислоты фосфора или азота, а также их соли, причем присутствует, по меньшей мере, один атом фосфора или азота со средней степенью окисления,
причем молярное соотношение агента ускорения и катионов и/или соединений металла (А) составляет не менее 1:5, а окислительно-восстановительный потенциал ERedox катионов и/или соединений металла (А), будучи измерен на металлическом электроде металла (А) при заданных температуре процесса и концентрации катионов и/или соединений металла (А) в средстве (1) на водной основе, оказывается более анодным, чем электродный потенциал EZn оцинкованной или покрытой сплавом цинка стальной поверхности, находящейся в контакте со средством (2) на водной основе, причем последнее средство отличается от средства (1) лишь тем, что не содержит катионов и/или соединений металла (А).
Документы, цитированные в отчёте о поиске
Способ защиты от коррозии для металлических поверхностей
Комментарии