Способ нанесения покрытия посредством погружения в расплавленный электролит ленты из высокопрочной стали - RU2367714C2
Код документа: RU2367714C2
Чертежи
Описание
При производстве кузовов для автомобилей в целях защиты от коррозии используются горячекатаные и холоднокатаные поверхностно облагороженные стальные листы. Требования, предъявляемые к таким листам, разнообразны. Они должны быть, с одной стороны, хорошо деформируемы, а с другой стороны, иметь высокую прочность. Высокой прочности достигают посредством добавления к железу определенных легирующих компонентов, таких как Mn, Si, Al и Сr. Для оптимизации свойств таких сталей листы обычно непосредственно перед покрытием цинком и/или алюминием прокаливают в расплавленном электролите. В то время как нанесение покрытия посредством погружения в расплавленный электролит стальных лент, содержащих лишь незначительное количество вышеуказанных легирующих компонентов, осуществляется без проблем, то при нанесении покрытия посредством погружения в расплавленный электролит стальных листов с повышенным содержанием легирующих компонентов возникают определенные трудности. На поверхности стального листа происходит недостаточная адгезия покрытия и даже образуются непокрытые места.
Из уровня техники известно большое количество экспериментов по устранению данных затруднений. Оптимальное решение проблемы, правда, кажется еще не найдено.
При известном способе нанесения покрытия из цинка посредством погружения в расплавленный электролит стальной ленты предназначенная для обработки лента проходит непосредственно подогреваемый предварительный нагреватель (DFF=Direct Fired Furnace). На используемых газовых горелках посредством изменения газовоздушной смеси может быть вызвано повышение окислительного потенциала в окружающей ленту атмосфере. Повышенный потенциал выделения кислорода приводит к окислению железа на поверхности ленты. На последующем участке печи образованный таким образом слой оксида железа восстанавливается. Целенаправленное регулирование толщины оксидного слоя на поверхности ленты является очень сложным мероприятием. При большой скорости движения ленты она тоньше, чем при малой скорости движения ленты. Поэтому в восстановительной атмосфере нельзя достичь однозначно определенного состояния структуры поверхности ленты. Это снова может приводить к проблемам адгезии покрытия на поверхности ленты.
На современных линиях для нанесения покрытия методом погружения в расплавленный электролит с RTF-нагревателем (RTF=Radiant Tube Furnace) в противоположность описанным ранее известным установкам не используются горелки с газовым обогревом. Поэтому не может происходить предварительное окисление железа посредством изменения газовоздушной смеси. В этих установках происходит, скорее, комплексная обработка ленты прокаливанием в атмосфере защитного газа. При такой обработке прокаливанием стальной ленты с повышенным содержанием легирующих компонентов эти легирующие компоненты могут, однако, диффундировать на поверхность ленты и образовывать там невосстанавливающиеся оксиды. Эти оксиды препятствуют безупречному нанесению покрытия из цинка и/или алюминия в ванне с расплавленным электролитом.
Из патентной литературы известны различные способы для нанесения покрытия из различных материалов посредством погружения в расплавленный электролит стальной ленты.
Из DE 68912243 Т2 известен способ для непрерывного нанесения покрытия из алюминия посредством погружения стальной ленты в горячий расплав, при котором лента нагревается в проходной печи. В первой зоне удаляются поверхностные загрязнения. Для этого атмосфера печи имеет очень высокую температуру. Так как лента проходит, однако, эту зону с большой скоростью, то она нагревается только примерно на температуру, равную половине температуры атмосферы. В последующей второй зоне, которая находится под действием защитного газа, лента разогревается до температуры материала покрытия - алюминия.
Из DE 69507977 Т2 известен двухступенчатый способ нанесения покрытия посредством погружения в горячий расплав хрома стальной легированной ленты, здесь лента на первом этапе прокаливается для получения на поверхности ленты обогащенного железа. Затем лента нагревается в неокислительной атмосфере до температуры материала покрытия.
Из JP 02285057 А известно о возможности цинкования стальной ленты многоступенчатым способом. Для этого предварительно очищенная лента обрабатывается в неокислительной атмосфере при температуре примерно 820°С. Затем лента обрабатывается при температуре примерно от 400 до 700°С в слабоокислительной атмосфере, пока ее поверхность не восстановится в восстановительной атмосфере. В заключении охлажденная примерно до 450 - 500°С лента покрывается цинком обычным образом.
В основе изобретения лежит задача разработать способ для покрытия цинком и/или алюминием ленты из высокопрочной стали посредством погружения в расплавленный электролит, при котором в RTF-установке получается стальная лента с оптимально облагороженной поверхностью.
Решение данной задачи состоит из следующих этапов способа:
a) лента в восстановительной атмосфере с содержанием Н2, по меньшей мере, от 2 до 8% нагревается до температуры от 650 до 750°С, при которой легирующие компоненты еще не диффундируют или лишь в незначительных количествах диффундируют на поверхность;
b) состоящая преобладающим образом из чистого железа поверхность посредством термообработки ленты продолжительностью от 1 до 10 сек при температуре от 650 до 750°С во встроенной в проходную печь реакционной камере с окислительной атмосферой с содержанием O2 от 0,01 до 1% преобразуется в слой оксида железа;
c) затем лента в восстановительной атмосфере с содержанием Н2, по меньшей мере, от 2 до 8% посредством дальнейшего нагрева максимально до 900°С прокаливается, а затем охлаждается до температуры расплавленного электролита, причем слой окиси железа, по меньшей мере на поверхности, восстанавливается в чистое железо.
При способе в соответствии с изобретением на первом этапе предотвращается то обстоятельство, что при нагреве важные легирующие компоненты диффундируют на поверхность ленты. Оптимальным было бы, если бы диффузию легирующих компонентов на поверхность ленты можно было бы полностью предотвратить, что, конечно же, практически невозможно на практике. Решающим является то обстоятельство, что диффузия легирующих компонентов на поверхность так обширно подавляется, что на последующем этапе может быть образован эффективный слой оксида железа, который при повышенной температуре прокаливания предотвращает диффузию других легирующих компонентов на поверхность. Так, при обработке прокаливанием в восстановительной атмосфере может появиться слой чистого железа, который очень хорошо подходит для покрытия из цинка и/или алюминия по всей поверхности и с прочной адгезией.
Оптимальным является тогда обстоятельство, когда полученный в окислительной атмосфере слой оксида железа полностью восстанавливается в чистое железо, так как тогда покрытие является оптимальным и касательно своих формовочных и прочностных свойств.
В соответствии с вариантом осуществления изобретения при обработке ленты на участке с окислительной атмосферой измеряется толщина образующегося оксидного слоя и в зависимости от этой толщины и от зависимого от скорости прохождения ленты времени обработки содержание O2 регулируется таким образом, что оксидный слой затем полностью может восстановиться. Изменение скорости прохождения ленты, к примеру, вследствие помех можно таким способом учитывать без отрицательного влияния на качество поверхности, покрытой методом погружения в расплавленный электролит ленты.
Хорошие результаты при осуществлении способа получаются тогда, когда образуется оксидный слой с толщиной максимально 300 нанометров, а также, когда предваряющее нагревание ленты до 650 - 750°С оксидирование длится максимум 250 сек. Продолжительность следующей за оксидированием термообработки с последующим охлаждением ленты должна составлять более 50 сек.
В качестве легирующих компонентов высокопрочная сталь должна содержать, по меньшей мере, следующие компоненты: Мn>0,5%, Аl>0,2%, Si>0,1%, Cr>0,3%. Могут быть добавлены и другие компоненты, такие, к примеру, как Мо, Ni, V, Ti, Nb и Р.
Существенной характеристикой изобретения является то, что термообработка ленты в восстановительной атмосфере как при нагревании, так и при последующем прокаливании по сравнению с термообработкой в окислительной атмосфере длится во много раз дольше. Это приводит к тому, что объем окислительной атмосферы в сравнении с обычным объемом восстановительной атмосферы очень небольшой. Это имеет то преимущество, что на изменения процесса обработки, в частности скорости прохождения и образования оксидного слоя, можно быстро реагировать. В этом смысле термообработка ленты происходит в восстановительной атмосфере в проходной печи со встроенной камерой с окислительной атмосферой, причем объем камеры по сравнению с обычным объемом проходной печи во много раз меньше.
Способ в соответствии с изобретением особенно хорошо подходит для горячего цинкования. Расплав может, однако, состоять также из цинка-алюминия или алюминия с добавками кремния. В любом случае, если используются цинк или алюминий по отдельности или совместно, их доля в расплаве в сумме должна составлять, по меньшей мере, 85%. Известными характерными покрытиями являются:
Z: 99% Zn
ZA: 95% Zn+5%Al
AZ: 55%Al+43,4%Zn+1,6%Si
AS: 89-92% Al+8-11%Si
В случае цинкового покрытия (Z) оно может быть посредством термообработки (диффузионного прокаливания) преобразовано в деформируемый слой цинка-железа (гальваническое покрытие).
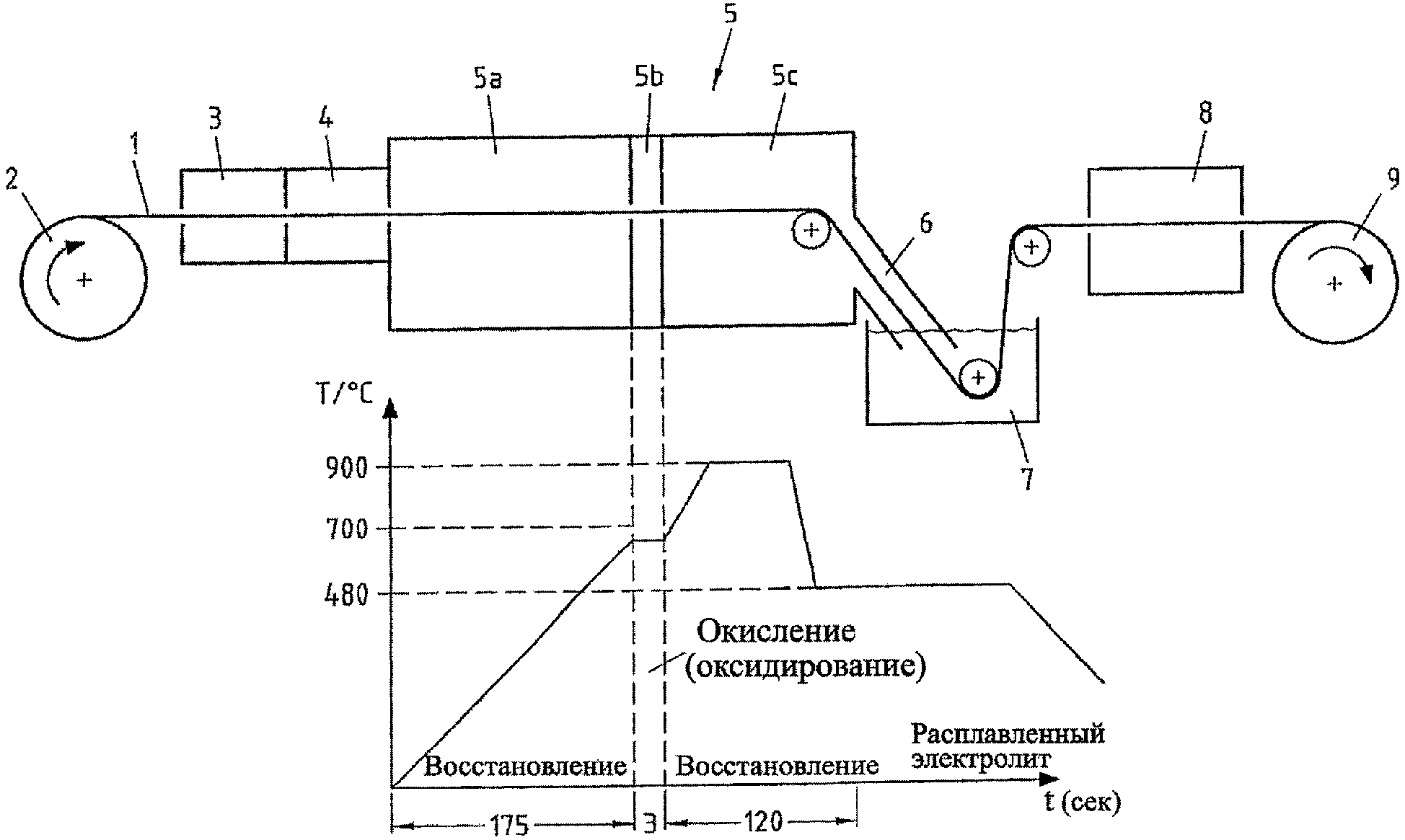
Далее изобретение разъясняется более подробно на основании чертежа, который схематично представляет установку для цинкования с проходной печью, причем на проходную печь в течение времени прохождения подается температура.
Горячекатаная или холоднокатаная лента 1 из высокопрочной стали с содержанием Mn, Al, Si и Сr или некоторых из этих легирующих компонентов, при необходимости, однако, и с содержанием других легирующих компонентов, в частности TRIP-сталь, снимается с катушки 2 и проводится через травильную установку 3 и/или другую установку 4 для очистки поверхности. Очищенная лента 1 попадает затем в проходную печь 5. Из проходной печи 5 лента 1 попадает через изолированный от атмосферы шлюз 6 в ванну с расплавом 7 цинка. Оттуда через охлаждающий участок 8 или через устройство для термообработки лента попадает к намоточному устройству 9 в форме катушки. Иначе, чем представлено на чертеже, лента 1, в действительности, проходит проходную печь 5 не по прямой, а по изогнутому пути, чтобы при практикуемой длине проходной печи 5 иметь возможность добиваться достаточно долгого времени обработки.
Проходная печь 5 разделена на три зоны 5а, 5b, 5с. Средняя зона 5b образует реакционную камеру и по сравнению с первой и последней зонами 5а, 5с изолирована от атмосферы. Ее длина составляет примерно 1/100 от общей длины проходной печи 5. В целях лучшего изображения чертеж выполнен не точно в соответствии с масштабом. В соответствии с различной протяженностью зон и время обработки проходящей через них ленты 1 различно в отдельных зонах 5а, 5b, 5с.
В первой зоне 5а доминирует восстановительная атмосфера. Типичный состав данной атмосферы представляет собой 2-8% Н2 и остаточную часть N2. В этой зоне 5а проходной печи 1 происходит нагревание ленты до температуры 650 - 750°С. При такой температуре указанные легирующие компоненты диффундируют на поверхность ленты 1 лишь в незначительных количествах.
В средней зоне 5b в основном лишь поддерживается температура первой зоны 5а. Ее атмосфера, однако, является кислородосодержащей. Процент содержания O2 находится в пределах от 0,01 до 1%. Он может регулироваться и зависит от продолжительности обработки. Если время обработки небольшое, то содержание O2 высоко, в то время как при длительной обработке оно небольшое. При такой обработке на поверхности ленты образуется слой оксида железа. Толщина данного слоя оксида железа может быть измерена с помощью оптических средств. В зависимости от измеренной толщины и скорости прохождения регулируется содержание O2 в атмосфере. Так как средняя зона 5b по сравнению с общей длиной печи очень мала, то и объем камеры соответственно мал. Поэтому время реакции для изменения состава атмосферы мало.
В следующей последней зоне 5с происходит дальнейшее нагревание до температуры примерно 900°С, при которой лента 1 прокаливается. Эта термообработка происходит в восстановительной атмосфере с содержанием Н2 от 2 до 8% и остаточной частью N2. Во время данной обработки прокаливанием слой оксида железа препятствует диффузии легирующих компонентов на поверхность ленты. Так как обработка прокаливанием производится в восстановительной атмосфере, слой оксида железа преобразуется в слой чистого железа. Лента 1 при этом по ходу своего пути в направлении ванны с расплавленным электролитом 7 далее охлаждается, так что при выходе из проходной печи 5 имеет примерно температуру расплавленного электролита 7 - примерно 480°С. Так как лента 1 после покидания проходной печи 5 на своей поверхности состоит из чистого железа, то это создает для цинка в расплавленном электролите 7 оптимальную основу для прочного соединения.
Реферат
Изобретение относится к нанесению покрытия из цинка и/или алюминия посредством погружения в расплавленный электролит ленты из высокопрочной стали с различными легирующими компонентами, в частности Mn, Al, Si и/или Сr, для получения ленты с облагороженной поверхностью. Способ, включающий следующие этапы: а) ленту в восстановительной атмосфере с содержанием Н2, по меньшей мере, от 2 до 8% нагревают до температуры от 650 до 750°С, при которой легирующие компоненты еще не диффундируют или лишь в незначительных количествах диффундируют на поверхность, b) состоящую, преобладающим образом, из чистого железа поверхность посредством термообработки ленты продолжительностью от 1 до 10 сек при температуре от 650 до 750°С во встроенной в проходную печь реакционной камере с окислительной атмосферой с содержанием О2 от 0,01 до 1% преобразуют в слой оксида железа, с) затем ленту в восстановительной атмосфере с содержанием Н2 от 2 до 8% посредством дальнейшего нагревания до температуры максимум 900°С прокаливают, а затем охлаждают до температуры расплавленного электролита, причем слой оксида железа, по меньшей мере на ее поверхности, восстанавливают в чистое железо. 8 з.п. ф-лы, 1 ил.
Формула
a) ленту в восстановительной атмосфере с содержанием Н2, по меньшей мере, от 2 до 8% нагревают до температуры от 650 до 750°С, при которой легирующие компоненты еще не диффундируют или лишь в незначительных количествах диффундируют на поверхность,
b) состоящую, преобладающим образом, из чистого железа поверхность посредством термообработки ленты продолжительностью от 1 до 10 с при температуре от 650 до 750°С во встроенной в проходную печь реакционной камере с окислительной атмосферой с содержанием О2 от 0,01 до 1% преобразуют в слой оксида железа,
c) затем ленту в восстановительной атмосфере с содержанием Н2 от 2 до 8% посредством дальнейшего нагревания до температуры максимум 900°С прокаливают, а затем охлаждают до температуры расплавленного электролита, причем слой оксида железа, по меньшей мере, на ее поверхности восстанавливают в чистое железо.
Комментарии