Устройство для нанесения покрытий на поверхность изделий полученных прокаткой - RU2093602C1
Код документа: RU2093602C1
Чертежи
Описание
Изобретение касается способа нанесения покрытия на поверхность изделий, получаемых прессованием, в частности нанесения металлического покрытия на стальную полосу с металлическим покрытием, при котором изделие пропускается через резервуар, содержащий расплавленный материал покрытия, без изменения направления перемещения, который имеет пропускной канал, окруженный электрическим полем и расположенный ниже уровня расплава, в зоне отверстия которого в расплаве возникает электромагнитная сила, которая по своему значению равна или больше силы, воздействующей на продукт с площади поперечного сечения входного отверстия, пропорциональна металлостатическому давлению и имеет направление, противоположное векторному направлению металлостатического давления, при котором продолжительность пребывания полосы в расплаве регулируется независимо от скорости прохождения полосы.
Известны установки для нанесения покрытий на поверхность полосового материала в качестве так называемых установок горячего оцинкования или установок для нанесения покрытий методом погружения, в которых полоса, на которую наносится покрытие, в атмосфере защитного газа вводится под углом сверху в резервуар, принимающий среду для нанесения покрытия, и внутри ванны с расплавом направляется вокруг направляющего ролика. Изменивший направление материал покидает резервуар с расплавом обычно в вертикальном направлении через соответствующие устройства, где материал для покрытий, прилипающий к поверхности полосы, например цинк, регулируется по толщине и уравнивается. Такие устройства, например в форме устройств для измерения сопел, задерживают излишки материала, предназначенного для нанесения покрытий, так что получается гладкая поверхность, имеющая равномерную толщину.
Известные установки обладают недостатками. Изменение направления движения полосы в расплавленном материале, предназначенном для нанесения покрытия, может привести к неспокойному движению полосы и ее проскальзыванию на ролике и ухудшить качество полосы с нанесенным покрытием. Роликовые цапфы, установленные в ванне, и подшипники быстро изнашиваются и должны часто заменяться, что постоянно ведет к простою всей установки. Износ цапф и подшипников может привести к вибрации полосы, а также к изменению расстояния между полосой и счищающими соплами, в результате чего ухудшается равномерность нанесения покрытия по длине и ширине полосы. Изменение направления движения полосы внутри резервуара требует наличия большого в частности резервуара с соответствующим большим количеством материала, используемого для нанесения покрытия. Это, с одной стороны, делает затрудненным управление времени замедления движения полосы в ванне и, с другой стороны, очень замедляет наполнение и опорожнение резервуара для замены материала для нанесения покрытий.
Известны также установки для нанесения покрытий на материал, изготавливаемый прессованием, в которых материал проводится через расплавленный материал, предназначенный для нанесения покрытий, в горизонтальном или вертикальном направлении [1] Такие установки, на которых материал, получаемый прессованием, на который наносится покрытие, направляется через или в материал для нанесения покрытий, существующий в форме расплава, в зоны, находящиеся ниже уровня расплава, требуют наличия соответствующих уплотнений, которые бы предотвращали вытекание материала, предназначенного для нанесения покрытий, из резервуара для нанесения покрытий.
Предложение по уплотнению резервуара для проведения обработки материала в случае, когда материал, получаемый прессованием, проходит в вертикальном направлении снизу вверх через резервуар, можно взять из авт. св.N 960311. Описанное там устройство состоит из резервуара, заполненного расплавом материала, предназначенного для покрытия, с проходными отверстием, расположенным в днище и предназначенным для материала, подвергаемого покрытию, причем отверстие уплотняется с помощью электромагнитного насоса. С помощью погружного элемента, погружаемого в расплав материала, предназначенного для покрытий, который одновременно взаимодействует с электромагнитным насосом, регулируется работающая высота расплавленного материала и таким образом устанавливается время контактирования проходящего прессованного материала с расплавом материала, предназначенного для покрытий. Электромагнитный насос, погружаемый в расплав с помощью погружного элемента, должен предотвращать контактирование поверхности покрываемого прессованного материала с засоренными окислами. Даже при кратковременном контакте с расплавом было достигнуто в качественном отношении безукоризненное покрытие.
Длительность контакта, его интенсивность и температура покрываемого материала и расплава материала, который наносится в качестве покрытия, определяют образование и толщину возникающего внутриметаллического промежуточного слоя. Он имеет большое значение для прилипания слоя и качества слоя, особенно для деформируемости. Известные устройства не учитывают эти моменты. Так, например, невозможно, используя установки уровня техники, влиять на образование промежуточного слоя температурами расплава и материала, на который наносится покрытие, в течение короткого времени, а также на краткосрочные изменения времени контакта материала, на который наносится покрытие, с материалом, который используется для нанесения покрытия, в виде расплава. Кроме того, известные установки очень дорогостоящи, причем расплав может иметь относительно высокую степень загрязнения окислами, железом или в случае цинка легким и тяжелым гартцинком, которые отрицательно влияют на качество покрытия.
Исходя из описанных недостатков и проблем уровня техники, в основе настоящего изобретения лежит задача улучшения существующего общепринятого способа нанесения покрытий на полосу с целью достижения качественных промежуточных слоев для хорошего прилипания и хорошей деформируемости покрытия. Одновременно должны быть улучшены качество поверхности, допуски по толщине слоев и механические свойства покрываемого материала, а также должны быть сведены к минимуму загрязнение расплава окислами, железом и гартцинком. При этом наносимый покрывной материал должен прочно прилипать также и при неоптимальных поверхностях стальной полосы. Значительное уменьшение энергозатрат, производственных расходов, расходов по ремонту и инвестиционных расходов также возможно, как возможна быстрая смена покрывного материала.
Для решения задачи в соответствии с изобретением предлагается способ вышеописанного типа, который отличается тем, что во время прохождения материала, полученного прессованием, расплав покрывного материала удерживается в движении, направленном против поверхности прессованного материала, и при отсутствии кислорода воздуха подвергается циркуляции. Оказалось, что можно получить особенно хорошие результаты при нанесении покрытия, если в соответствии с предложением, содержащимся в изобретении, покрывной материал, содержащийся в форме расплава, удерживается в зоне контактирования с поверхностью покрываемого материала в движении, причем посредством циркуляции покрывного материала в замкнутой системе без контакта расплава с кислородом воздуха к полосе постоянно подается свежий покрывной материал. Кроме того, в результате движения расплава сводится к минимуму размер частиц гартцинка.
Преимущество способа, согласно изобретению, вытекает из того, что температура расплавленного покрывного материала и/или материала, полученного прессованием, может устанавливаться на короткий промежуток. Таким образом, можно установить оптимальные условия для образования промежуточного слоя и для прилипания покрывного материала в соответствии с потребностью.
Преимущественное исполнение изобретения предусматривает, что расплавленный покрывной материал очищается от загрязнений в процессе циркуляции. Таким образом обеспечивается состояние, когда загрязнения, ухудшающие качество покрытия, совершенно не контактирует с материалом, на который наносится покрытие.
Устройство для осуществления способа отличается тем, что резервуар, в котором осуществляется нанесение материала и который принимает расплавленный покрывный материал, имеет резервуар для осуществления предварительного плавления, между этим резервуаром и между резервуаром для нанесения покрытий расплав может циркулировать при отсутствии кислорода воздуха. В следующей форме исполнения резервуар для нанесения покрытий по своему объему в несколько раз меньше, чем резервуар для осуществления предварительного плавления, содержащий расплав, преимущественно в соотношении 1:10.
Такая система, состоящая из отдельного резервуара для нанесения покрытия и резервуара для осуществления предварительного плавления, позволяет подводить постоянно свежий, свободный от загрязнений, таких как, например, гартцинк, расплав непосредственно к поверхности материала, подвергаемого обработке, с помощью соответствующей системы распределения, причем это становится возможно при использовании подводных путей и относительно небольшого резервуара для осуществления обработки, а температура расплава регулируется в течение короткого времени в пределах очень узкой зоны допуска. Резервуар для предварительного плавления предназначен для расплавления покрывного материала, существующего в форме слитков; в этом очень небольшом в части объема резервуаре для обработки уровень расплава материала для нанесения покрытий можно очень быстро повышать и понижать с помощью насосов.
В другой преимущественной форме исполнения изобретения предусмотрено размещение резервуара для предварительного плавления сбоку резервуаром для обработки.
Если по другому признаку изобретения предусмотрено использование известных электромагнитных насосов для осуществления циркуляции расплава покрывного материала, а также отвод расплава покрывного материала от резервуара для обработки в резервуар для осуществления предварительного плавления с помощью центробежной силы, то создана установка, обладающая особыми преимуществами, состоящими в том, что она позволяет очень быстро наполнять и опорожнять резервуар для обработки, если в этом возникает необходимость.
В преимущественной форме исполнения устройства, согласно изобретению, предлагается разделить резервуар для нанесения покрытия на две части на внутренний резервуар с расположенным со стороны днища проходным отверстием для прессованного материала и на наружный резервуар, который будет окружать внутренний резервуар, по меньшей мере, частично и стенки которого выше, чем стенки внутреннего резервуара, причем наружный резервуар и внутренний резервуар каждый в отдельности связаны посредством подводящих и отводящих каналов для расплавленного покрывного материала с резервуаром для предварительного плавления. Выполненная таким образом установка позволяет осуществлять хорошее соединение резервуара для осуществления предварительного плавления и резервуара для нанесения покрытия с одной стороны, а также точное регулирование процесса нанесения покрытия в резервуаре для нанесения покрытия с другой стороны, у которого объем жидкого покрывного материала ограничивается необходимым минимумом. Так как вся система работает в отсутствии кислорода воздуха, то следует ожидать особенно хорошие результаты нанесения покрытия.
Можно легко осуществить регулировку жидкостного столбика расплава покрывного материала за счет того, что погружной элемент, известный сам по себе, который охватывает прессованный материал электромагнитным уплотнением, установлен во внутреннем резервуаре с возможностью поднятия и опускания. С помощью этого погружного элемента расплав покрывного материала вытесняется до желаемого уровня, причем электромагнитное уплотнение оставляет свободным от нанесенного покрытия участок покрываемого прессованного материала, который проходит через погружной элемент. Покрывной материал, вытесненный погружным элементом, проходит через стенки внутреннего резервуара в наружный резервуар и оттуда назад в резервуар для осуществления предварительного плавления.
Резервуар для осуществления предварительной обработки сам по себе в соответствии с другим признаком изобретения разделен на открытую и закрытую части, причем подводящий канал, ведущий к внутреннему резервуару резервуара для нанесения покрытия, соединен с закрытой частью резервуара, а отводящий канал наружного резервуара с открытой частью резервуара предварительного плавления. Таким образом обеспечивается состояние, когда с подачей свежего расплавленного покрывного материала в замкнутую систему не попадает кислород воздуха, который мог бы загрязнить расплав. Устье отводящего канала, соединенного с наружным резервуаром, впадает с расплавленный покрывной материал в открытой части резервуара, так что также и здесь не может проникнуть кислород.
Для подачи расплавленного покрывного материала через подводящий канал к внутреннему резервуару в зоне закрытой части резервуара предварительного плавления предусмотрен магнитный насос, который огибает подводящий канал. С помощью данного магнитного насоса, имеющего возможность поднятия и опускания в продольном направлении подводящего канала, можно подавать расплавленный покрывной материал из замкнутой части резервуара для осуществления предварительного плавления во внутренний резервуар для проведения обработки.
Открытой части резервуара для предварительного плавления подчинено загрузочное устройство, с помощью которого покрывной материал, существующий, например, в форме слитков, может подаваться с расплав таким образом, что запас покрывного материала будет постоянно пополняться.
В следующей преимущественной форме исполнения устройства, согласно изобретению, предусмотрено устанавливать ниже проходного отверстия, выполненного во внутреннем резервуаре и предназначенного для материала, полученного прессованием, внутри канала, окружающего материал, полученный прессованием, сливное заграждение для расплава покрывного материала, между этим сливным заграждением и проводным отверстием проходит отводящий канал, который идет к открытой части резервуара для осуществления предварительного плавления. Это сливное заграждение предусмотрено для того, чтобы в случае утечки или необходимости быстрого слива содержимого резервуара для обработки в подводимую часть прессованного материала, подвергаемого обработке, не попал расплав. Расплав, который проникает через проходное отверстие, улавливается сливным заграждением и отводится по отводящему каналу в сборник.
В следующей форме исполнения, согласно изобретению, предусмотрено механически закрываемое сливное заграждение, преимущественно с помощью шиберного затвора, шиберная пластина которого выполнена в виде ножниц для отделения материала, полученного 7-прессованием. В случае необходимости с помощью выполненного таким образом сливного ограждения полоса может быть отрезана при одновременном закрытии проходного отверстия.
В рамках изобретения возможно, естественно, подчинить одному загрузочному резервуару несколько резервуаров для предварительного плавления и снабдить их различными материалами для покрытия. Перемещения материала, подвергаемого обработке, может осуществляться в направлении снизу вверх и сверху вниз.
Для пояснения изобретения мы ссылаемся на примеры исполнения, которые представлены на чертежах.
На фиг.1 поперечное сечение устройства по изобретению, предназначенного для нанесения покрытия на полосу.
На фиг.2 механическое уплотнение резервуара для нанесения покрытия, применяемое с случае необходимости.
На фиг.3 устройство для быстрого выпуска расплава.
На фиг. 4 другое преимущественное устройство для нанесения покрытия на полосовой материал.
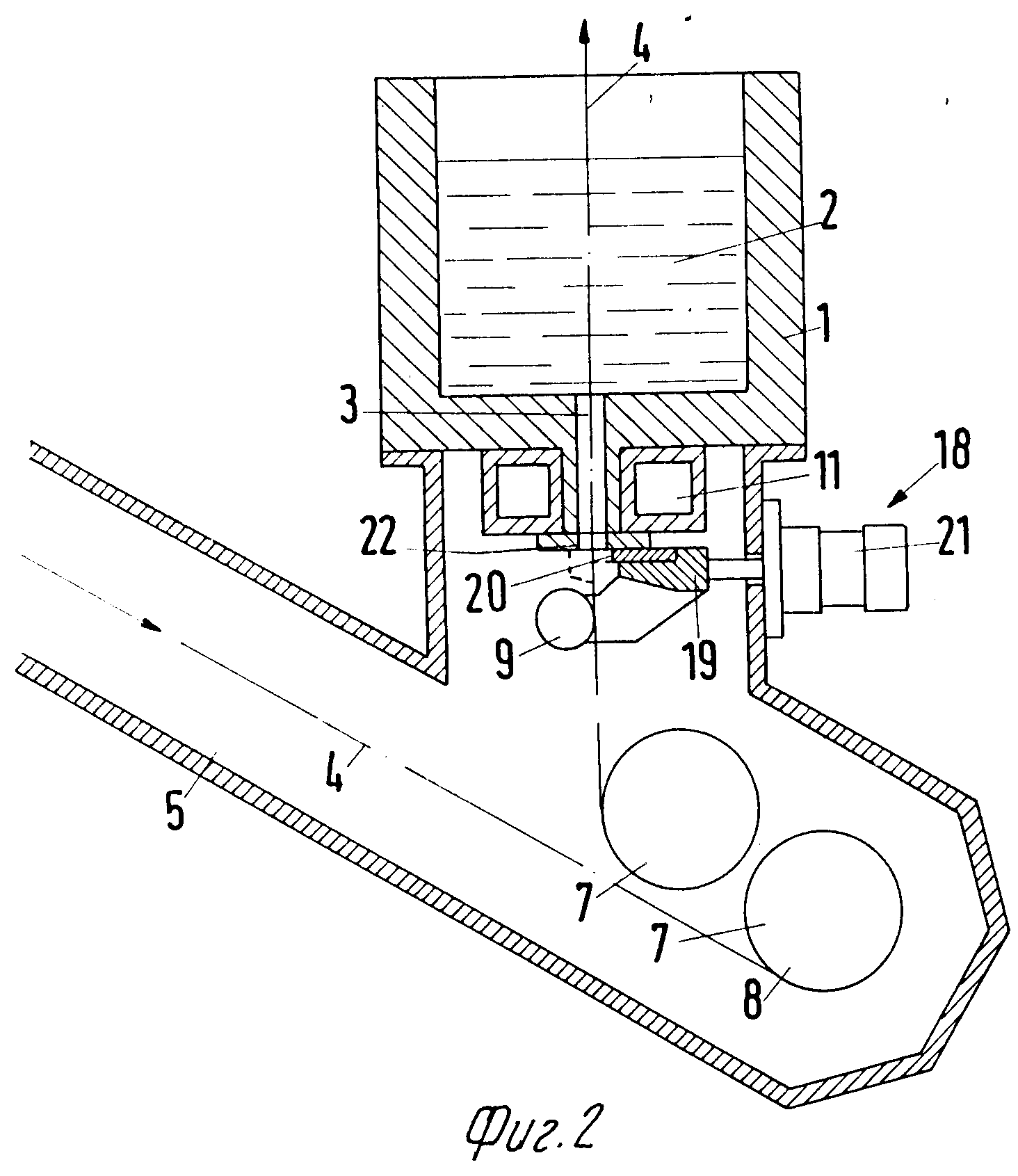
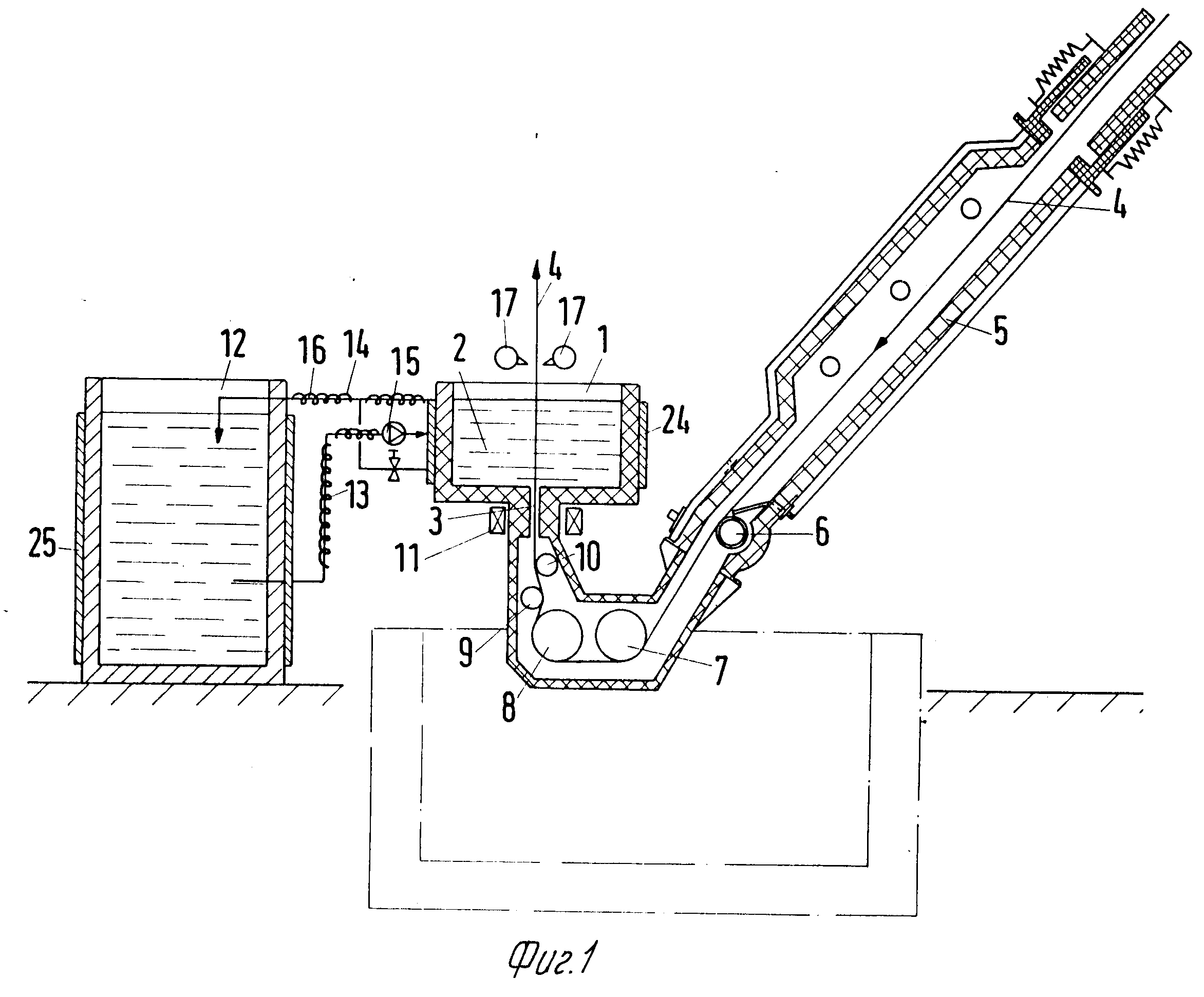
На фиг.1 позицией 1 обозначен резервуар для нанесения покрытия, который принимает материал покрытия (расплав 2) из жидкого цинка. Резервуар для нанесения покрытий 1 со стороны днища имеет проходной канал 3, по которому вертикаль через покрывной материал проводится полоса 4 по направлению снизу вверх. Полоса 4 поступает из (неизображенной) печи и подается через так называемый фурменный рукав посредством роликов 6, 7, 8, 9 и 10. Фурменный рукав работает в атмосфере защитного газа, то есть в зоне между печью и загрузочным резервуаром 1 он свободен от кислорода воздуха.
Ролики 9 и 10 обеспечивают свободное (без соприкосновения) прохождение полосы через шлицеобразный проходной канал 3 в резервуаре 1 для обработки. Сам канал 3 окружен катушкой 11, в которой создается электромагнитное поле, которое, в свою очередь, создает электромагнитную силу, предотвращающую вытекание расплава 2 из резервуара 1.
Рядом с резервуаром для нанесения покрытия установлен резервуар 12 для осуществления предварительной плавки, который принимает существенно больший объем жидкого цинка, чем резервуар 1, предназначенный для нанесения покрытия. Резервуар для осуществления предварительного плавления через подводящие каналы 13 и отводящие каналы 14 связан с резервуаром 1 для нанесения покрытия; жидкий металл подается насосом 15 из резервуара предварительного плавления 12 в резервуар 1 для нанесения покрытия. Подводящие и отводящие трубопроводы снабжены нагревателями 16,с помощью которых устанавливается температура расплава 2. Далее, на фигуре 1, видно, что выше загрузочного резервуара 1 расположен обычный измеритель форсунки 17, который обеспечивает равномерность нанесения покрытия цинкового материала, но который не является предметом настоящего изобретения.
На фиг. 2 представлено увеличенное изображение резервуара 1 для нанесения покрытия, в котором размещена цинковая ванна 2. Нижнее проходное отверстие 3 имеет электромагнитное уплотнение, как это можно видеть в позиции 11. Полоса 4 вводится в резервуар 1 для нанесения покрытия через фурменный рукав 5 в атмосфере защитного газа, причем для нанесения необходимого слоя на полосу ролики 7 и 8 выполнены в форме S-образных роликов, которые, кроме того, нагреваются и/или охлаждаются.
При необходимости, то есть когда электромагнитное уплотнение, например, в случае обесточивания, выйдет из строя, с помощью комбинированной системы 18 ножницы/заслонка канал 3 в резервуаре 1 может закрываться, после того как полоса 4 уже отделена. Для этой цели шибер 19 снабжен ножом в форме ножниц 20, который может перемещаться вместе с шибером 19 с помощью цилиндро-поршневого блока 21 (в плоскости чертежа справа налево), разъединяет полосу 4 и одновременно закрывает канал 3. Одновременно с помощью этого шибера 19 расположенный на нем направляющий ролик 9 отводится в сторону, так что полоса 4 находит контропору на кромке 22 отверстия 3.
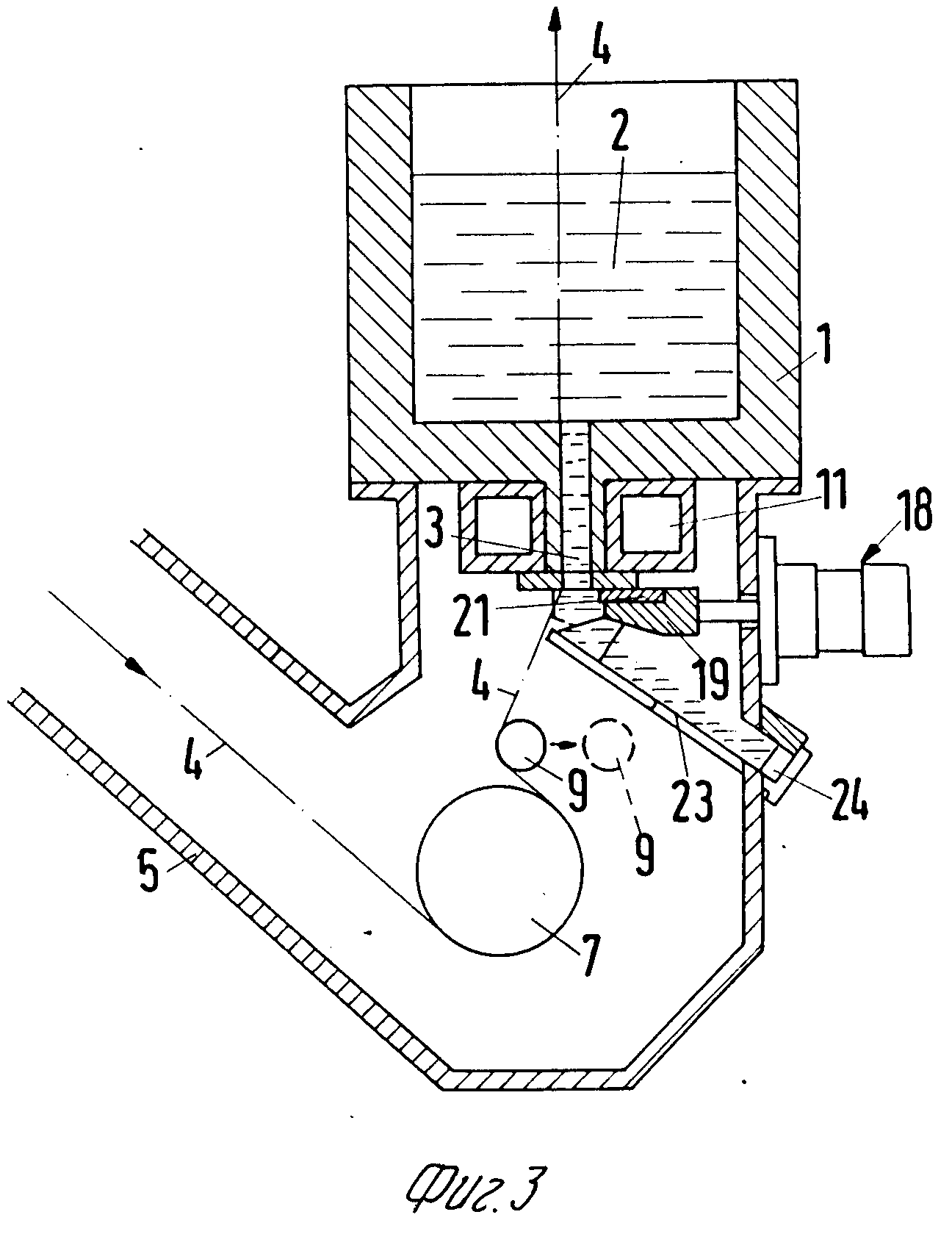
На фиг. 3 один и те же детали имеют одно и то же обозначение. В этом примере исполнения предусмотрен только один обогреваемый или охлаждаемый отводящий ролик 7. Направляющий ролик 9 имеет возможность перемещения поперек полосы для того, чтобы отклонить полосу 4 в сторону от плоскости движения, направив ее через канал 3. Смысл этого шага состоит в том, что цинк может свободно стекать из резервуара для нанесения покрытия 1 через приемный желоб 23, размещенный ниже канала 3, если есть необходимость в опорожнении резервуара 1 для нанесения покрытия. По стоку 24 жидкий цинк с помощью соответствующих насосов может возвращаться в котел 12 для предварительного плавления. Также и в этом примере исполнения предусмотрен запорный элемент в комбинации с ножницами для отрезания полосы, которые могут использоваться в случае необходимости.
Со ссылкой на фиг. 1 следует указать на то, что как резервуар 1 для нанесения покрытия, так и резервуар для предварительного плавления может нагреваться индуктивно или с помощью нагрева электросопротивления, как это представлено позициями 24 и 25.
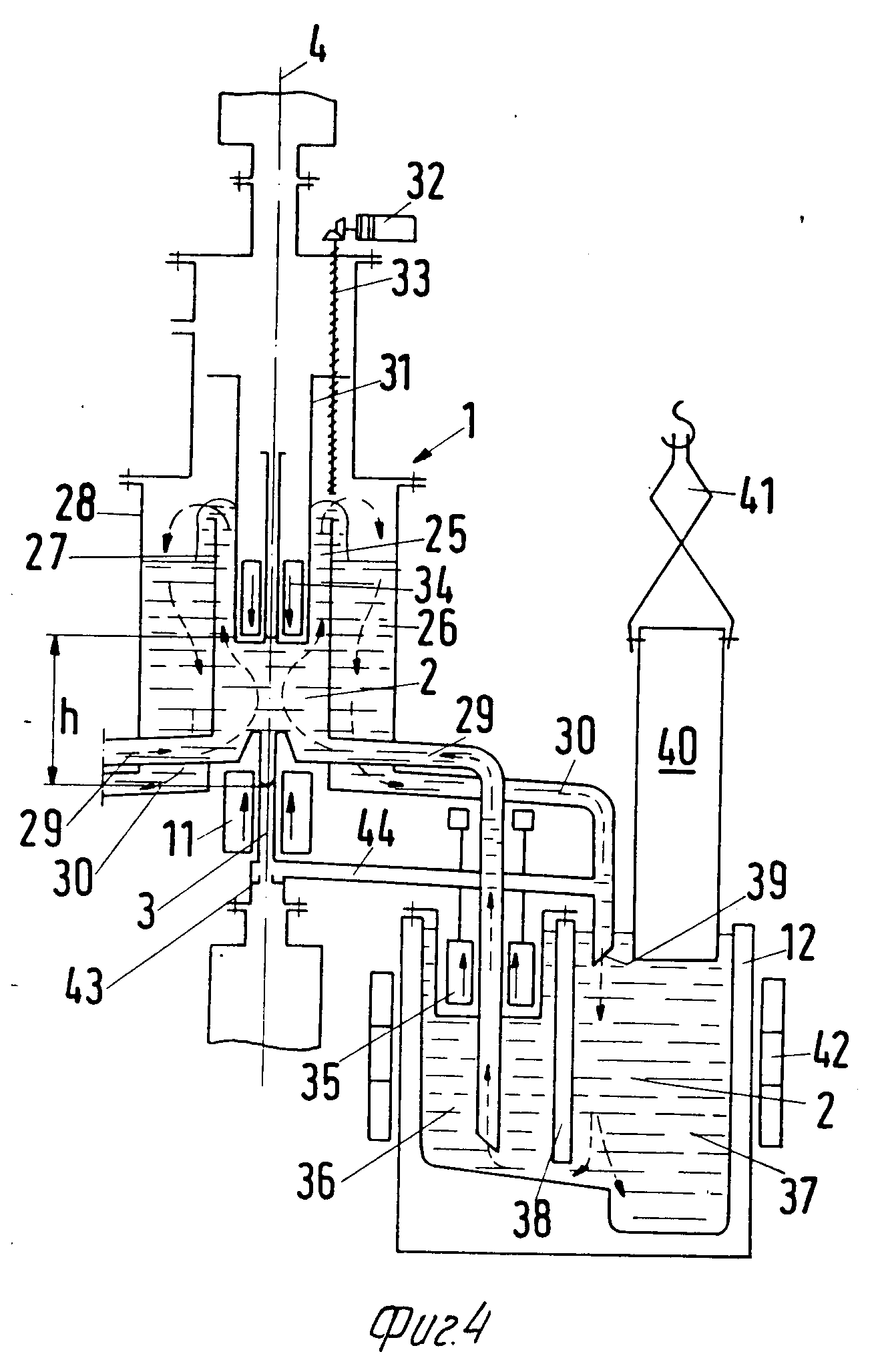
Другое особенно благоприятное исполнение устройства, согласно изобретению, показано на фиг. 4. В соответствии с фиг.1 чертежа резервуар для нанесения покрытия обозначен позицией 1, а резервуар для предварительного плавления позицией 12. Резервуар для нанесения покрытия 1 разделен на внутренний резервуар 25 и наружный резервуар 26, причем стенка 27 внутреннего резервуара 25 выполнена более низкой, чем наружная стенка 28 наружного резервуара 26. Со стороны днища внутреннего резервуара 25 предусмотрен проходной канал 3 для полосы 4, который уплотняется уже описанным способом катушкой 11 электромагнитного уплотнения. Также со стороны днища внутреннего резервуара 25 подсоединены подводящие каналы 29, по которым цинк перекачивается из резервуара 12 предварительного плавления во внутренний резервуар 25 резервуара 1 для нанесения покрытия более подробное описание дается ниже.
Наружный резервуар 26 связан также в донной части с отводящими каналами 30, которые ведут также в резервуар предварительного плавления 12.
Для установки высоты "h" уровня расплава во внутреннем резервуаре 25 резервуара 1 для нанесения покрытия предусмотрен погружной элемент 31, установленный с возможностью подъема и опускания посредством шпиндельного привода 33, внутри которого предусмотрено охватывающее полосу 4 магнитно-гидродинамическое уплотнение. Погружной элемент 31 вытесняет покрывной материал 2 во внутреннем резервуаре 25 на желаемую высоту "h", причем магнитно-гидродинамическое уплотнение 34 предотвращает проникновение покрывного материала 2 в погружной элемент 34.
Для подачи покрывного материала 2 из резервуара предварительного плавления 12 служит электромагнитный насос 35. С его помощью покрывной материала 2 подается через подводящий канал 29 непосредственно во внутренний резервуар 25, причем два подводящих канала 29 весьма благоприятно размещены по обеим сторонам от полосы таким образом, что осуществляется равномерное течение покрывного материала 2 по обеим сторонам полосы. Излишки покрывного материала удаляются насосом через стенку 27 внутреннего резервуара 25 после того, как поверхность полосы уже увлажнилась, и стекают в наружный резервуар 26. Оттуда они поступают назад в резервуар предварительного плавления 12 по отводящим каналам 30.
Резервуар предварительного плавления 12 также разделен на две части, из которых одна часть 36 является замкнутой, а вторая часть 37 открытой вверх. Обе части резервуара 36 и 37 отделены друг от друга стенкой 38, открытой в зоне днища резервуара. Замкнутая часть резервуара 36 закрыта чашеобразной крышкой, погруженной в покрывной материал 2, в которой размещен электромагнитный насос 35, охватывающий подводящий канал 29.
В открытую часть резервуара впадает в позиции 39 отводящий канал 30, идущий из наружного резервуара 26. Одновременно открытая вверх часть резервуара позволяет производить загрузку расплавленного покрывного материала 2 слитками 40 твердого покрывного материала, который подается через загрузочное устройство 41. Как показывает позиция 42, резервуар предварительного плавления 12 имеет индуктивный подогрев.
Под проходным отверстием 3 как представлено в позиции 43 - предусмотрено сливное заграждение для расплавленного покрывного материала, который в случае утечки может проходить через проходное отверстие 3.
Сливное ограждение 43 соединено с отводящим каналом 44, который со своей стороны присоединен к сливному каналу 30 наружного резервуара 26.
Внимание обращается на то, что вся установка эксплуатируется в атмосфере защитного газа, так что за исключением открытой части резервуара предварительного плавления 12 вся установка перекрыта для доступа кислорода из воздуха.
С помощью устройства по изобретению в соответствии с фигурой 4 может быть достигнута постоянная и интенсивная циркуляция покрывного материала потоком, направленным навстречу направлению движения полосы. Расплав 2 перекачивается из замкнутой части 36 резервуара 12 для предварительного плавления через подводящие каналы 29 в нижнюю часть внутреннего резервуара 25, где осуществляется интенсивный контакт с поверхностью покрываемой полосы 4. Расплав 2 течет дальше в верхнюю часть внутреннего резервуара 25, а там течет по стенкам резервуара 27 в наружный резервуар 26. Оттуда расплав направляется назад по перепускному каналу 30 в открытую часть 37 резервуара предварительного плавления. Внутренний резервуар 25 как представлено в примере исполнения по фиг. 1 в зоне днища закрыт магнитно-гидродинамическим уплотнением. В магнитно-динамическом уплотнении 34 в зоне погружного элемента 31 магнитное поле направлено вниз, чтобы в погружной элемент не попал расплав. Таким образом во внутреннем резервуаре 25 очень быстро устанавливается желаемый столбик покрывного материала. Интенсивное увлажнение поверхности полосы расплавом позволяет за короткое время образоваться слою покрытия и обеспечивает контролируемую регулировку толщины внутриметаллического слоя.
Замкнутая герметичная система циркуляции расплава 2 и полосы 4 в атмосфере защитного газа исключает контакт расплава с атмосферным кислородом и предотвращает, таким образом, процесс окисления. Так как в ванне с расплавом не присутствуют никакие отклоняющие средства и никакие другие частицы металла, уменьшается образование легкого и тяжелого гартцинка. Резервуар 12 предварительного плавления со своей открытой частью 37 и своей закрытой частью 38 действует вместе с разделительной стенкой 38 как сообщающиеся трубки и позволяет осуществлять непрерывную подачу покрывного материала в форме слитков для плавления.
Загрязнения поверхности расплава гартцинком могут быть удалены в открытой части 37 резервуара предварительного плавления 12, проникновение загрязнений в замкнутую часть 36 резервуара 12 предварительного плавления исключается.
Изобретение позволяет преимущественным образом осуществить оптимальное покрытие материала, полученного прессованием, жидким покрывным материалом в течение очень короткого промежутка времени и получить при этом наилучшие свойства в части прилипания. При этом толщина внутриметаллического слоя может легко регулироваться, а загрязнения расплава железом и окислами легко устраняются. Энергетические затраты, связанные с эксплуатацией установки, значительно снижаются, а качество покрытого материала улучшается. Значительно сокращается время простоя установки вследствие отсутствия изнашивающихся деталей (отклоняющие ролики в расплаве), в результате чего заметно повышается экономичность.
Реферат
Изобретение относится к устройствам для нанесения Н покрытия П на поверхность изделий, полученных прокаткой, в частности на стальную полосу металлического покрытия П. Устройство содержит резервуар Р для НП с расплавом с каналом в его днище для вертикальной подачи стальной полосы и со средством создания электрического поля в зоне канала, Р для соединений с ним, Р для предварительного плавления материала металлического П. Р для НП имеет элемент регулирования уровня расплава, объем Р для НП в несколько раз меньше объема Р предварительного плавления. Р предварительного плавления размещен под Р для НП и соединен с ним магнитными насосами. Р для НП выполнен в виде погруженных одна в другую двух емкостей Е, соединенных трубопроводами с Р предварительного плавления, который разделен на закрытую и открытую части. Закрытая часть Р для предварительного плавления соединена с внутренней Е трубопроводом подачи, а открытая часть - с наружной Е трубопроводом отвода. 9 з. п. ф-лы, 4 ил.
Комментарии