Способ цинкования и цинкования под отжиг при использовании ванны с цинком и алюминием - RU2241063C2
Код документа: RU2241063C2
Чертежи







Описание
Область техники, к которой относится изобретение
Настоящее изобретение направлено на разработку способов цинкования под отжиг и цинкования стали. Более конкретно, настоящее изобретение направлено на создание способов непрерывного цинкования под отжиг и горячего цинкования стальной полосы погружением при использовании ванны с расплавленными цинком и алюминием.
Предпосылки для создания изобретения
Ванна с расплавленным цинком используется в процессе непрерывного горячего цинкования погружением и цинкования под отжиг стальной полосы. Перед погружением в ванну полосу обычно подвергают термической обработке в печи. Концевой участок печи, который вытянут в ванну и называется соплом, герметизирует печь относительно внешнего воздуха. По мере прохождения полосы через сопло она погружается в ванну. Обычно два или большее количество вращающихся цилиндров расположены в ванне с расплавом. Погруженный вращающийся цилиндр реверсирует направление перемещения полосы в ванне, а пара стабилизирующих вращающихся цилиндров, находящихся в ванне, стабилизируют и направляют полосу через ножи для контроля покрытия.
При изготовлении оцинкованных и оцинкованных под отжиг изделий в ванне с расплавом цинка обычно находится алюминий для регулирования роста сплава цинк-железо. Промежуточный сплав цинк-железо на оцинкованной стали является нежелательным потому, что он является причиной слабого сцепления цинкового покрытия с полосой.
Обычно для цинкования под отжиг используется относительно низкое содержание алюминия (например, равное 0,13-0,15% по массе) и относительно высокое содержание алюминия применяется для цинкования (например, равное 0,16-0,2% по массе).
В некоторых обычных процессах используются две ванны в линии по производству оцинкованной и оцинкованной под отжиг стали. В этих процессах первая ванна необходима для обеспечения относительно низкого содержания алюминия для цинкования под отжиг, а вторая ванна для обеспечения относительно высокого содержания алюминия для цинкования. Однако наличие двух ванн не является преимуществом, поскольку производственная линия должна приостанавливать свою работу для переключения от одной ванны к другой. Кроме того, две ванны уменьшают гибкость графика производства оцинкованной и оцинкованной под отжиг стали. В дополнение к этому, вторая ванна представляет собой сверхзатрату на технологическое оборудование.
В обычных производственных линиях, в которых используется одиночная ванна, содержание алюминия постепенно линейно повышается между процессами цинкования под отжиг и цинкования. Это в результате может приводить к выпуску оцинкованной стали низкого качества при переходе от цинкования под отжиг к цинкованию в связи с тем, что во время перехода содержание алюминия может быть чрезмерно низким для цинкования. Например, изделия с критическими требованиями к качеству поверхностей вообще не могут изготавливаться во время перехода, при этом не могут обрабатываться ни высокопрочные стали, ни вакуумированные стали со сверхнизким содержанием углерода, являющиеся в высокой степени реактивными. Более того, вообще, обычные способы имеют слабую циркуляцию в ванне, в результате чего получается относительно большое изменение состава и температуры ванны. Такая слабая циркуляция может усиливать проблемы во время перехода от цинкования под отжиг к цинкованию в обычных технологических процессах, при которых применяется одиночная ванна.
В обычных процессах горячего цинкования погружением может образовываться нежелательный межметаллический сплав железо-цинк или железо-цинк-алюминий, называемый дроссом. Дросс нарастает на вращающихся цилиндрах в ванне и, соответственно, переходит на поверхность полосы, на которой он создает неровности и поверхностные дефекты, что является главной проблемой оцинкованных под отжиг оцинкованных изделий. Поверхностные дефекты, вызываемые частицами дросса, особенно заметны визуально, когда окончательная обработка покрываемой стали заключается в нанесении глянцевой окраски с высокой степенью лоска, что обычно применяется в автомобильной промышленности и при выпуске бытового электронного оборудования. Использование в ванне цементированных покрытых карбидом цилиндров уменьшает, но полностью не устраняет эти дефекты.
В дополнение к вызванным поверхностным дефектам образование дросса может непосредственно увеличивать стоимость продукции. Цинк является одним из наиболее дорогостоящих сырьевых материалов, применяемых при производстве оцинкованной и оцинкованной под отжиг стали. В связи с тем что при производстве масса дросса, вообще, в среднем составляет около 8-10% от расходуемого цинка, на такое производство затраты возрастают.
В обычных способах, вообще, используются ванны с высоким содержанием алюминия для цинкования и с низким содержанием алюминия для цинкования под отжиг. Низкое содержание алюминия в ванне во время цинкования под отжиг в результате может привести к чрезмерному образованию дросса и его нарастанию на полосе во время цинкования под отжиг. Более того, накапливание дросса на дне ванны может ограничивать длину прохода во время цинкования под отжиг и может потребоваться переход к цинкованию для того, чтобы удалять дросс на дне ванны посредством химического преобразования с помощью добавления большого количества алюминия. Если дросс нарастает на дне ванны в весьма большом количестве, производственная линия может приостанавливать свою работу для удаления дросса механическим способом.
Высокое содержание алюминия в ванне во время цинкования может приводить в результате к чрезмерно большому содержанию алюминия в покрытии, получающемся во время цинкования. Высокое содержание алюминия для выполнения процесса цинкования также является вредным для перехода от цинкования к цинкованию под отжиг, а также и для реверсивного перемещения, поскольку может потребоваться несколько часов для завершения перехода от одного содержания алюминия к другому. Переход от цинкования под отжиг к цинкованию и наоборот является дорогостоящим в связи с тем, что изменение содержания алюминия в ванне приводит в результате к получению изделий низкого качества во время перехода от цинкования под отжиг к цинкованию и наоборот. Таким образом, при использовании обычных способов трудно изготавливать качественно покрытые или вакуумированные стали со сверхнизким содержанием углерода, или высокопрочные стали, когда используется одиночная ванна как для цинкования под отжиг, так и для цинкования. Причина получения низкого качества поверхности во время перехода заключается в том, что дросс на дне ванны превращается в верхний или плавающий дросс, когда увеличивается содержание алюминия во время перехода к цинкованию, в результате чего на полосе нарастает дросс.
Хотя, вообще, алюминий требуется в ванне как для контролирования роста сплава железо-цинк во время цинкования и цинкования под отжиг, так и для уменьшения количества дросса, избыточный алюминий является нежелательным. Например, чрезмерно большое количество алюминия в покрытии может уменьшать способность изделия к точечной сварке.
Высокая температура ванны увеличивает растворимость в ней железа, что уменьшает вместимость ванны, так как вызывает образование как верхнего, так и нижнего дросса, что присуще случаю насыщения железом. В ванне с цинком, насыщенной железом, даже малое изменение температуры ванны вызывает осаждение сплавов дросса. Таким образом, преимущество заключается: (а) в понижении содержания железа в ванне с цинком от состояния насыщения путем применения низкой и постоянной температуры ванны при цинковании и (б) в поддержании содержания железа, близкого к пределу его растворимости, и, таким образом, в уменьшении до минимума осаждения частиц дросса из расплавленного цинка. Эти частицы являются комбинацией дросса (FeZn7) на дне ванны и верхнего дросса (Fе2Аl5). Эти частицы более подробно рассматриваются в публикации: Kato et al. Dross Formation and Flow Phenomenon in Molten Zinc Bath. Galvatech ‘95 conference proceedings, Chicago, 1995, pages 801-806. Эта публикация здесь включена в качестве ссылочного и предпосылочного материала, детально разработанного в отношении типов частиц дросса, которые образуются во внешней среде, в которой реализуется настоящее изобретение.
Если при погружении в ванну полоса нагрета в большей степени, чем ванна, последняя может перегреться, что в результате приведет к увеличенному растворению в ванне железа, содержащегося в полосе. Полоса является нагретой в большей степени у сопла (т.е. вблизи точки погружения), если полоса не охлаждается в достаточной степени после термической обработки, которая осуществляется перед погружением в ванну. В обычных процессах температура ванны является относительно высокой (например, равной около 460°С) для избежания затвердевания цинка на поверхности ванны, когда применяются одиночная или две ванны для цинкования под отжиг и цинкования. Применение одной или нескольких значительно охлажденных ванн, однако, может привести к затвердению цинка на поверхности ванны в связи со слабой циркуляцией у обычно используемых ванн и в связи с малым перепадом между температурой погружаемой полосы и температурой ванны.
Как высокие температуры ванн, так и образование дросса могут понизить долговечность вращающегося цилиндра из-за увеличения абразивного истирания и эрозии. Кроме того, другие составные части ванны, такие как подшипники и втулки, имеют пониженную долговечность из-за высоких температур ванн и образования дросса. Пониженная долговечность таких составных частей увеличивает непосредственные материальные затраты (например, затраты на саму замену) и косвенные затраты (например, затраты на приостановку производства при замене составных частей).
В результате указанных проблем гальваники, применяющие одну цинковую ванну, вынуждены использовать специальный график работ на линии (например, планируется изготовление полосы с высококачественным покрытием, пока цилиндры являются новыми) и методы технического обслуживания (например, механическая очистка ванны), что в результате приводит к весьма большим материальным затратам для того, чтобы производить изделия с высококачественными поверхностями между массовыми производствами оцинкованной стали низкого качества и низкокачественной стали, прошедшей цинкование под отжиг. Таким образом, количество высококачественной продукции, изготовленной при использовании обычных способов с применением одиночной ванны, по своему объему, меньше, чем производительность производственной линии при изготовлении полосы с покрытием.
Часто используется скорее электрическое цинкование, чем горячее цинкование погружением, для изготовления изделий, предназначенных для использования в выставляемом (продаваемом) оборудовании, в связи с тем, что процесс электрического цинкования в результате дает возможность получения поверхности более лучшего качества. Однако цинкование электрическим способом является относительно более дорогостоящим по сравнению с цинкованием под отжиг погружением в нагретую рабочую среду ванны или по сравнению с горячим цинкованием погружением.
Сущность изобретения
Один из способов, в соответствии с настоящим изобретением нанесения покрытия на стальную полосу, содержит следующие операции: обеспечение наличия ванны расплавленного цинка, имеющей эффективную концентрацию алюминия, приблизительно равную от 0,10 до 0,15% по массе; поддержание заданного значения температуры ванны, приблизительно равного от 440 до 450°С; создание циркуляции расплавленного цинка для однородного распределения алюминия в ванне и выравнивания температуры, предотвращая таким образом накапливание дросса; погружение в ванну стальной полосы для нанесения на нее покрытия, при этом полоса у сопла для ее выпуска в ванну имеет температуру, равную приблизительно от 470 до 538°С; и направление расплавленного цинка в сторону погружаемой полосы для охлаждения последней.
Способ может включать в себя операцию поддержания заданного значения температуры ванны, равного приблизительно от 445 до 450°С, и поддержания отклонения температуры ванны в пределах 1°С от заданного значения. Ванна расплавленного цинка может иметь эффективную концентрацию алюминия от 0,13 до 0,14% по массе.
Дополнительный аспект способа заключается в том, что поверхность ванны может оставаться полностью расплавленной в зависимости от состояния нагревательных средств ванны (например, индукторов).
Если полоса содержит низколегированную или низкоуглеродистую сталь, раскисленную алюминием, полоса предпочтительно должна иметь заданное значение температуры у сопла, равное приблизительно 510°С.
Если полоса включает в себя сталь со сверхнизким содержанием углерода вакуумированную, то полоса должна иметь температуру сопла, равную приблизительно 471°С.
Другой аспект реализации настоящего изобретения заключается в способе производства оцинкованной или оцинкованной под стали, имеющей высококачественную поверхность. Этот способ включает в себя следующие операции: обеспечение наличия ванны расплавленного цинка, имеющей эффективную концентрацию алюминия; поддержание заданного значения температуры ванны, приблизительно равной от 440 до 450°С, и нанесение покрытия на стальные полосы посредством их погружения в ванну для получения оцинкованных или оцинкованных под отжиг полос, у которых отсутствует дросс. Эффективная концентрация алюминия, находящегося в ванне во время процесса цинкования, по существу является той же, что и во время цинкования под отжиг.
В некоторых вариантах реализации изобретения эффективная концентрация алюминия в ванне изменяется не более чем на 0,01% по массе между цинкованием под отжиг и цинкованием.
Заданная величина температуры ванны может поддерживаться равной приблизительно от 445 до 450°С, а температура ванны может поддерживаться изменяющейся в пределах 1°С относительно ее заданной величины. Эффективная концентрация алюминия в ванне может составлять приблизительно от 0,10 до 0,15% по массе и предпочтительно примерно от 0,13 до 0,14% по массе. Полосы могут иметь температуры погружения или температуры у сопла, приблизительно равные от 470 до 538°С.
Способ может включать в себя операцию направления холодного цинка со дна ванны в сторону полос, погружаемых в ванну, для предотвращения образования нагретого пятна, смежного с погружаемыми полосами, для предотвращения испарения цинка, и операцию быстрого охлаждения погружаемых полос для достижения ими температуры ванны.
Если полоса содержит в себе низколегированную или низкоуглеродистую сталь, раскисленную алюминием, полоса предпочтительно должна иметь заданное значение температуры, равное приблизительно 510°С. Если полоса включает в себя сталь со сверхнизким содержанием углерода вакуумированную, то полоса должна иметь заданное значение температуры, равное приблизительно 471°С.
С помощью способа могут изготавливаться оцинкованные и оцинкованные под отжиг изделия, имеющие превосходные сцепляемость с покрытием, качество поверхности и способность к точечной сварке.
Поверхность ванны может оставаться полностью расплавленной во время осуществления процесса нанесения покрытия.
Краткое описание сопроводительных чертежей
Фиг.1 - схема, показывающая картину потоков в системе, описываемой в патенте США №4971842.
Фиг.2(а) - схема, показывающая вид сбоку охладителя/очистителя, выполненного в соответствии с настоящим изобретением, и новую картину потоков при реализации изобретенного способа.
Фиг.2(b) - схема, показывающая вид спереди на устройство для регулирования потока расплавленного цинка.
Фиг.3 - схема, показывающая сопловую камеру системы, выполненной в соответствии с настоящим изобретением, и поток жидкости, существующий при реализации способа в соответствии с настоящим изобретением.
Фиг.4 - схема, показывающая отражательную пластину или камеру, содержащую сопла.
Фиг.5(а) и 5(b) - схемы, показывающие две разновидности сопел, используемых для инжекции цинка вдоль по длине и по боковым сторонам стальной полосы.
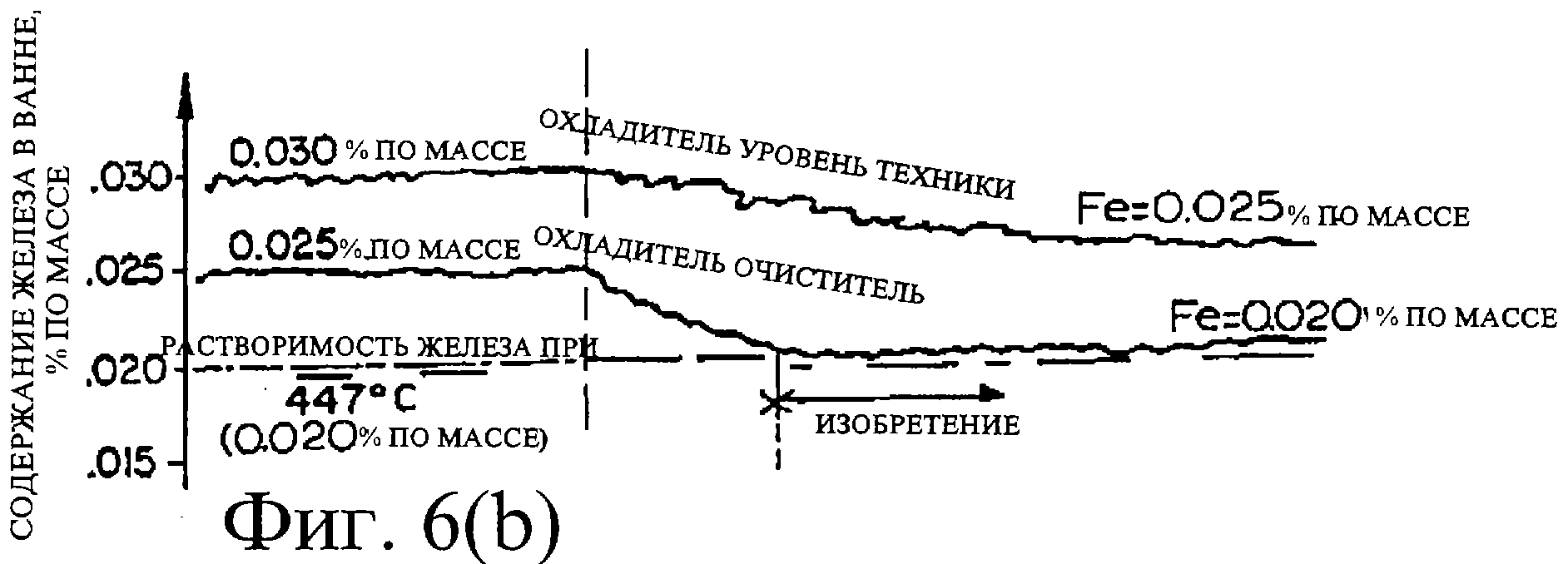
Фиг.6(а)-6(с) - графики параметров процесса, показывающие сравнение различных рабочих аспектов, известных из уровня техники и из описания настоящего изобретения.
Подробное описание предпочтительных вариантов осуществления изобретения
Установка для цинкования и цинкования под отжиг, предназначенная для обработки непрерывной стальной полосы, является частью непрерывной производственной линии для нанесения покрытия и содержит ванну с расплавленными цинком и алюминием. В ванне расположено устройство для ее охлаждения, как более полно описано далее.
Полоса может обрабатываться обычным способом перед достижением ею концевого лотка или сопла в последней зоне нагревательной печи для выдержки изделия при определенной температуре. Сопло вытянуто в ванну, благодаря чему обеспечивается герметичность печи в отношении окружающего воздуха. Такая обычная обработка перед достижением района сопла может включать в себя химическую очистку посредством погружения в раствор гидроокиси натрия и обработку щетками, электролитическую очитку, промывание и сушку. После химической очистки обычно полосу подвергают предварительному отжигу до достижения ею района сопла. Струйные охладители перед соплом понижают температуру стали до температуры сопла, которая определяется как температура полосы при ее входе в ванну.
На фиг.1 изображена схема, показывающая картину потоков в системе, описываемой в патенте США №4971842. На фиг.2(а) и 2(b) изображена полная система, пригодная для практического осуществления настоящего изобретения. При реализации части изобретенного способа прошедшая отжиг стальная полоса 2 проходит через цинковую ванну 3 вокруг погруженного вращающегося цилиндра 4 и между этим цилиндром и одним или несколькими стабилизирующими цилиндрами 5, которые разглаживают полосу перед ее проходом между газовыми струйными ножами, которые контролируют толщину нанесенного покрытия. Газовая среда, такая как азот, может использоваться в струйных газовых ножах. После газовых струйных ножей могут применяться газовые струйные сопла или водоструйные сопла, распыляющие воду до туманообразного состояния, для охлаждения полосы по мере ее выпуска из ванны для затвердевания покрытия. Обычно могут выполняться операции обработки перед достижением полосой участка сопла и после выпуска ее из ванны. В патентах США №№4361448, 4759807 и 4971842, включаемых здесь в качестве цитируемых ссылок, раскрываются устройства для направления полосы в ванну с расплавами и из нее, хотя ни в одном из этих патентов не обеспечивается наличие ванны и покрытия, свободных от дросса. Другое устройство для направления полосы в ванну с расплавом и из нее раскрыто в заявке №09/015551 на патент США, поданной в Патентное ведомство США 29 января 1998 года. Одним из заявителей изобретения по этой заявке является Петти Дж.Сиппола. Эта заявка здесь включена в качестве цитируемого источника информации. В этой совместно рассматриваемой заявке также раскрыто устройство для охлаждения ванны с расплавом, как описано ниже.
Узел 6 сопла, который наносит цинк на сталь, включает в себя верхние сопла 7 и нижние сопла 8 (как показано на фиг.3 и 4). В противоположность этому охладитель, выполненный согласно изобретению по патенту США №4971842, имеет верхнее сопло 7 и нижнее сопло 8, образованные в виде прорезей, равномерно распределенных по ширине узла 6 без напорной пластины 9 с затененным контуром (фиг.4), которая включает в себя множество сопел 8, выполненных для направления расплавленного цинка по существу под углами, равными 90°, вдоль длины полосы. Дополнительно, охладитель/очиститель, выполненный согласно настоящему изобретению, имеет множество верхних удлиненных сопел 7, как показано на фиг.4. Кроме того, нижние сопла 8 являются круглыми и образованы в пределах конфигурации напорной пластины 9.
Выпускная область сопел 7 и 8 должна покрывать, по крайней мере, 50% области стальной полосы 2 вдоль длины стальной полосы 2 от А до В, как показано на фиг.2(а). Это является противоположностью в отношении одиночного нижнего сопла 8, как это описано в патенте США №4971842 и изображено на фиг.1. В системе, реализующей настоящее изобретение, сопла 8 установлены в напорной пластине 9 таким образом, что одна половина сопла по его длине находится на одной стороне, а другая половина этого сопла по его длине расположена на другой стороне по отношению к средней линии напорной пластины. Это устройство обеспечивает наиболее эффективный поток цинка, действующий напротив стального листа.
Внутри сопловой камеры 6 цинк, загрязненный дроссом, нагнетается в сторону стальной полосы для сцепления частиц дросса с поверхностью стальной полосы 2. Этим действием дросс удаляется из ванны с цинком как часть цинкового покрытия на стальной полосе. В результате этого последовательно обрабатываемая сталь удерживается в ванне с цинком, в которой отсутствует дросс, поскольку он в полном объеме извлекается путем его сцепления с ранее обрабатываемыми стальными полосами. Для эффективного сцепления частиц дросса со стальной полосой поток цинка из сопел 8 должен направляться таким образом, чтобы он ударял полосу фактически при перпендикулярном направлении, чем при параллельном движении по отношению к полосе в случае наличия охладителя, выполненного согласно изобретению по патенту США №4971842 и изображенного на фиг.1.
Для того чтобы развивать поток, достаточный для сцепления частиц дросса с полосой 2, область сопел 8 в соответствии с настоящим изобретением должна быть двукратной по размерам по отношению к области корпуса 10 насоса, измеряемой в районе мешалки 17. Скорость потока цинка из сопел 7 и 8 может регулироваться путем регулирования частоты вращения насоса и таким образом посредством регулирования объема перемещаемого материала. Количество цинка, перемещаемого к стальной полосе 2, может контролироваться и регулироваться посредством отклонения материала (примерно, 2% от общего количества цинка, содержащегося в ванне) от колонны с цинком через прорезь 12 в корпусе 11 над поверхностью 3 ванны с цинком. Прорезь 12 предпочтительно имеет ширину, равную 25 мм, и высоту, составляющую 100 мм. Корпус 11 прикреплен к корпусу 10 насоса и проходит далее снизу от поверхности ванны с цинком и сверху над этой поверхностью. Уровень цинка в прорези отличается от уровня основного потока цинка, создаваемого насосом, но он является показательным для уровня цинка во всей ванне. Дополнительно, путем регулирования количеств цинка с помощью их отклонения от или добавления к основному потоку цинка, наносимого на сталь, достигается возможность точного регулирования уровней цинка для получения оптимального покрытия и создания наименьшего количества дросса. Это устройство для регулирования отсутствует в патенте США №4971842.
Предпочтительно, колонна цинка высотой, равной 5 мм (над поверхностью 3 ванны), соответствует производительности нагнетания цинка насосом, равной 1000 тонн цинка в час, а колонна цинка высотой, составляющей 10 мм, соответствует производительности, равной 2000 тонн цинка в час. Если высота колонны цинка меньше 5 мм, поток цинка является чрезмерно малым по своей интенсивности, а если эта высота превышает величину, равную 10 мм, то цинковый поток является чрезмерно большим и создающим проблемы коррозии материала. Таким образом, поток цинка, согласно настоящему изобретению, гарантируется путем поддержания у прорези 12 колонны цинка с высотой, предпочтительно равной 5-10 мм.
После прохода обрабатываемыми стальными изделиями трех витков циркуляции через ванну с цинком, как показано на графике фиг.6(с), цинк, выходящий из узла 6 сопла, фактически является цинковым расплавом без дросса, так как все частицы дросса фактически прилипают к стальной полосе 2 при ранее пройденных витках циркуляции. Поэтому поток цинка на каждой стороне и под вращающимся цилиндром 4 не может создавать какое-либо наслоение дросса на вращающемся цилиндре 4. Не имеется каких-либо отложений дросса и на полосе 2.
Отражательная пластина 13 расположена под нижним вращающимся цилиндром 4. Поток цинка будет поддерживать чистой поверхность нижнего вращающегося цилиндра 4 и предотвращать какое-либо нарастание дросса на ней. Таким образом, не требуется применение механического скребка, который необходим в обычных системах для удаления нароста из дросса с вращающегося цилиндра. Корпус 14 (фиг.2(b)) на концевом участке отражателя 13 направляет часть потока цинка без дросса на подшипник 15 погруженного вращающегося цилиндра 4, прикрепленного к плечу 16 рычага. Этот поток сводит к минимуму эрозию/износ роликового подшипника, связанные с наличием тяжелых частиц дросса, которые могут находиться в ванне на ранних стадиях обработки (при первых трех витках циркуляции изделия через ванну).
Разделение объема V цинка, осуществляемое насосом 10, графически показано на фиг.2(а). Приблизительно 40% объема цинка, прокачиваемого насосом, протекают под нижним вращающимся цилиндром 4, тогда как, примерно, 30% объема протекают над вращающимся цилиндром. Приблизительно 15% объема потока цинка, прокачиваемого насосом, вытекают сверху соплового узла 6 на каждой стороне стальной полосы 2. Весь этот объем цинка протекает в обратном направлении через насос и составляет около 98% от всего количества цинка, находящегося в ванне. Остальные 2% отклоняются к корпусу 11 и протекают через прорезь 12.
Проходное сечение сопел 7 и 8 по существу должно в два раза превышать по своему значению проходное сечение корпуса насоса 10. Соответственно этому, поток цинка, вытекающий из прорези 12, является показательным для критических количеств приращения цинка, которые должны быть в ванне для достижения надлежащей обработки, в результате которой должна получаться ванна без наличия в ней дросса и, в конечном счете, должно получаться изделие, свободное от дросса.
Сопла 8 в соответствии с настоящим изобретением предпочтительно являются трубчатыми и имеют диаметр, изменяющийся в пределах от 70 до 100 мм, и длину, составляющую более 0,7 диаметра сопла. Материалом для изготовления узла 6 является (литая) сталь марки AISI 316 L или сталь, соответствующая германскому промышленному стандарту DIN 1449. Однако наиболее важным условием для узла 6 является наличие аустенитной структуры стали, т.е. не имеющей феррита, содержание которого должно быть менее 0,2%. Кроме того, материал должен формоваться литьем без коробления или должен формоизменяться в холодном состоянии после литья.
Установка по настоящему изобретению создает картину потоков, показанную на фиг.2, и она не имеет каких-либо "мертвых" зон в ванне 3 с цинком при наличии химической однородности композиции по всему объему ванны с цинком. Эта схема потоков делает возможной реализацию способа горячего цинкования погружением при отсутствии дросса в ванне с цинковой композицией и при минимальном локальном нагреве цинка у сопла для выпуска полосы в ванну. Схемы потоков в обычной системе и системы, показанные на фиг.1, являются недостаточными для обеспечения адекватной химической однородности, а поэтому не позволяют получать свободные от дросса композиции в ванне, и в результате изделие без дросса.
Ниже здесь и на графиках, изображенных на фиг.6(а) и 6(b), представлены результаты настоящих испытаний в одном из предпочтительных вариантов осуществления изобретения для иллюстрации некоторых конкретных подробностей, изобретенной системы и способа ее работы для цинкования стальной полосы. Испытания в промышленном масштабе были выполнены для сравнения охладителя по патенту США №4971842 с охладителем/очистителем настоящего изобретения. Если температура погружения полосы чрезмерно высока, реактивность ванны также должна становиться весьма высокой, в результате образуется дросс во взвешенном состоянии. Система настоящего изобретения действует с обеспечением ванны, свободной от дросса, и для получения последующего конечного продукта, не имеющего дросса при рациональных температурах погружения полос и при температурах стальной полосы, предпочтительно приблизительно равных от 470 до 538°С, а также при заданной величине температуры, предпочтительно равной приблизительно от 440 до 450°С и более предпочтительно приблизительно от 445 до 450°С. Когда температура ванны ниже приблизительно 445°С, цинк может застывать на поверхности ванны, что затрудняет устранение дросса посредством снятия его с верхней поверхности материала, содержащегося в ванне.
Как видно на фиг.2(а), охладитель ванны включает в себя первичный теплообменник 19, который содержит пучок U-образных труб 20 из нержавеющей стали, служащих носителем азота и деионизированной воды в качестве хладагента по всему объему ванны. Хладагент (огороженный трубами 20) впускается в ванну при температуре, приблизительно равной от 90 до 100°С, а выпускается при температуре, примерно равной от 250 до 350°С. Вторичный теплообменник (не показанный на чертежах) находится снаружи ванны и уменьшает температуру хладагента приблизительно от 250-350°С до 30-50°С. Затем после того как воздуходувка, рециркулирующая атмосферный воздух, возвратит его в первичный теплообменник, хладагент вновь поступает в ванну при температуре, приблизительно равной от 90 до 100°С.
Установка, таким образом, контролирует температуру цинка, протекающего через сопла, в пределах 0,1-3,0°С ниже рабочей температуры ванны с цинком. Рабочая температура ванны с цинком поддерживается с отклонением от заданной величины на +/- 1°С. Когда заданное значение температуры поддерживается постоянным, исключается переход от температуры ванны, и считают, что температура ванны имеет постоянную величину.
Верхние сопла 7 направляют поток цинка в сторону стальной ленты наклонно под углом к ней и предпочтительно против направления движения через ванну, при этом предотвращается нагрев цинка в пределах сопла для выпуска полосы в ванну, а также предотвращается образование паров цинка в печи, что в конечном счете предотвращает образование дросса в ванне и улучшает сцепление покрытия с обрабатываемым изделием. Нижние сопла 8 направляют поток цинка и могут, например, ориентировать его перпендикулярно стальной полосе. Полный расход цинка в потоке может регулироваться посредством скорости вращения насоса 10.
Две лопасти или два рабочих колеса в насосе 10 с каждой стороны от U-образных труб 20 из нержавеющей стали гонят относительно холодный цинк от дна ванны для подачи его через сопла вблизи сопла для выпуска обрабатываемого изделия в ванну. Затем холодный цинк быстро охлаждает полосу по мере ее вхождения в ванну. Кроме того, в связи с тем, что цинк циркулирует под действием лопастей 17, местный нагрев цинка вблизи сопла для выпуска изделия в ванну предотвращается или сводится к минимуму.
Как показано в таблице, с помощью охладителя/очистителя может вырабатываться конечный продукт с покрытием без дросса.

Содержание алюминия и железа измерялось химическим анализом проб, отобранных из ванны с цинком. Содержание растворенного железа в цинке при температуре 447°С составляло 0,020% по массе, когда содержание алюминия было равно 0,14%. Таким образом, содержание железа в ванне равнялось количеству растворенного железа. В результате этого при способе, соответствующем настоящему изобретению, возможно поддержание отсутствия дросса в ванне с цинком для производства изделий без дросса.
На трех графиках, изображенных на фиг.6(а)-6(с), показаны результаты использования настоящего изобретения, в сравнении с результатами, полученными при применении системы по патенту США №4971842. В частности, эффективность системы (равная количеству дросса, удаляемого в единицу времени), достигаемая с помощью системы, выполненной в соответствии с настоящим изобретением, выше эффективности, полученной при реализации изобретения по патенту США №4971842. Это наглядно показано на графике фиг.6(с), который иллюстрирует устранение дросса в течение периода времени, в которой производилась множество витков циркуляции. Каждый из витков представляет собой приблизительно 20 тонн стали и занимает приблизительно 30 минут процесса. К моменту осуществления трех витков циркуляции действия согласно настоящему изобретению приводит к быстрому удалению из ванны с цинком, насыщенной железом. После этого наступает четвертый виток циркуляции, являющейся первым витком обработки в среде без дросса, что является целью настоящего изобретения. Этот результат не мог быть достигнут с помощью системы, выполненной по патенту США №4971842.
При осуществлении во многих обычных процессах полоса должна охлаждаться до приблизительно 460°С в сопле, чтобы избежать образования сплава железо-цинк при нахождении полосы в ванне. Из-за того, что настоящее изобретение сводит к минимуму охлаждение полосы перед ее погружением, как показано в двух примерах описываемых ниже, может возрастать выпуск обработанной полосы.
Если полоса содержит высокопрочную низколегированную сталь или нормальную низкоуглеродистую сталь, раскисленную алюминием, температура погружения полосы или температура сопла для выпуска полосы в ванну как при цинковании под отжиг, так и при цинковании может быть настолько низкой, что равняется приблизительно 471°С, но предпочтительно приблизительно 510°С и может доходить примерно до 538°С. При значении температуры, находящемся вблизи величины, равной близко к 538° С, однако, может начаться испарение цинка, и это немного увеличит образование дросса.
Если полоса содержит вакуумированные стабилизированные или нестабилизированные стали, температура полосы при погружении или температура сопла для ее выпуска в ванну для цинкования под отжиг и цинкования предпочтительна равна около 471°С, но может изменяться приблизительно от 471 до 510°С. При более высоких температурах растет количество сплава железо-цинк.
В обоих примерах, представленных выше, температура ванны равнялась 447°С, но пригодной считалась температура ванны в диапазоне приблизительно от 445 до 450°С.
Эффективная концентрация алюминия в ванне приближается и находится справа от точки излома характеристики графика растворимости трехкомпонентного железо-цинк-алюминия. Эффективный алюминий не включает в себя алюминий, который связан в межметаллических сплавах. Другими словами, эффективный алюминий определяется как алюминий в растворе в ванне, который может контролировать образование сплава железо-цинк между покрытием и сталью. Эффективные концентрации алюминия, составляющие приблизительно от 0, 10 до 0,15% по массе, являются пригодными для применения в соответствии с настоящим изобретением для выпуска из одной и той же ванны оцинкованной под отжиг и оцинкованной стали. Предпочтительные эффективные концентрации алюминия находятся в пределах от 0,12 до 0,15% по массе как для выпуска оцинкованной под стали, так и для оцинкованной стали, получаемых из одной и той же ванны с расплавом, более предпочтительными являются эффективные концентрации алюминия, приблизительно равные от 0,13 до 0,14% по массе. Эффективные концентрации алюминия были измерены посредством динамического датчика, разработанного в Технологическом институте г.Нагоя и описываемого в статье Development of Al Sensor in Zn Bath for Continuous Galvanizing Processes by S.Yamaguchi, N.Fukatsu, H.Kimura, K.Kawamura, Y.Iguchi, and O-Hashi, Galvatech 1995 Proceedings, pp.647-655 (1995). Динамический датчик был изготовлен японской компанией Yamari Industries Ltd. of Japan и маркирован Cominco.
Если эффективная концентрация алюминия находится непосредственно справа от точки излома графика растворимости трехкомпонентного железо-цинк- алюминия, образование дросса является приемлемо малым (образование дросса обычно уменьшается при возрастании содержания алюминия), и переходы от цинкования к цинкованию под отжиг и наоборот являются относительно легкими. К тому же относительно низкое содержание алюминия, которое получается в результате работы непосредственно справа от точки излома графика растворимости железо-цинк-алюминия, приводит в результате к получению изделия с меньшим содержанием алюминия в покрытии, чем в случае обычного производства, что приводит к улучшению способности обработанного изделия к свариваемости посредством точечной сварки.
Концентрация алюминия в наносимых обычным способом покрытиях типично в 2,5-4 раза выше концентрации алюминия в ванне в зависимости от температуры ванны, температуры полосы, массы покрытия и других факторов. Превышение концентрации алюминия в покрытиях, нанесенных в соответствии с настоящим изобретением, по отношению к концентрации алюминия в ванне, составляет приблизительно 1,5-2,5 раза.
В ванне согласно настоящему изобретению важным является температура и однородность композиции, и циркуляция в ванне помогает получать оба эти свойства. При реализации обычных способов в ванне существуют только перемещение полосы и движение вращающихся цилиндров, и усилие, вызываемое индукторами ванны, в результате приводит к циркуляции цинка. Такая минимальная циркуляция приводит к неравномерной температуре и неоднородности композиции во всей ванне. Кроме того, из-за того, что алюминий легче цинка, алюминий протекает к поверхности ванны, дополнительно увеличивая неоднородность композиции.
Когда работа осуществляется вблизи точки излома характеристики графика трехкомпонентного железо-цинк-алюминия, в ванне имеются несколько градиентов. К тому же, если при обычном способе содержание алюминия мало, тогда растет содержание железа. Поэтому около дна образуется большее количество дросса.
Также высокая температура ванны и большие изменения температуры могут вызывать образование дросса. Посредством использования способов в соответствии с настоящим изобретением улучшается сцепляемость покрытия в связи с наличием более тонкого слоя сплава железо-цинк с низким содержанием алюминия. Улучшенная сцепляемость была достигнута при удельных массах покрытий на одной стороне 88-145 г/м2. Кроме того, сверхвысокое качество поверхности было получено в результате того, что фактически не имелось наслоения дросса на полосе во время установившегося режима. Кроме того, скорость движения полосы (или производительность выработки) была больше по той причине, что процесс не ограничивался скоростью струйного охлаждения полосы перед ее погружением.
Масса образовавшегося дросса в среднем составляла только около 6-7% от массы расходуемого цинка во время осуществления вышеописываемых примеров реализации настоящего изобретения, тогда как при обычных процессах нанесения покрытия она составляла около 8-10%. В то время как при обычных способах цинкования, при которых использовалась концентрация алюминия менее 0,15% в расплаве ванны, типично производилась полоса, имеющая слабую сцепляемость покрытия и большое наслоение дросса, согласно настоящему изобретению вырабатывается оцинкованная полоса с превосходной сцепляемостью и, фактически, без наслоения дросса, при использовании менее чем 0,15% алюминия.
Более того, оцинкованная сталь с высоким качеством поверхности была получена в одной и той же ванне с расплавом, что и оцинкованная под отжиг сталь (фактически, при одной и той же эффективной концентрации алюминия). Эффективная концентрация алюминия во время нанесения покрытия с целью цинкования под отжиг по существу является такой же, как эффективная концентрация алюминия при нанесении покрытия с целью оцинковывания. В таком контексте по существу это означает, что не добавлялось средство для придания алюминиевого блеска между операциями цинкования под отжиг и цинкования и не осуществлялись мероприятия (например, добавление чистого цинка), направленные на уменьшение концентрации алюминия между операциями цинкования под отжиг и цинкования. Можно было ожидать изменения концентрации алюминия в пределах +/- 0,005% в связи с наличием малого, местного изменения концентрации алюминия в тех районах, где измерялась эффективная концентрация алюминия. Таким образом, для получения средней эффективной концентрации алюминия должны проводиться многократные корректировки эффективной концентрации алюминия. При некоторых вариантах реализации изобретения эффективная концентрация алюминия в ванне изменяется не более чем на 0,01% по массе между цинкованием под отжиг и цинкованием.
Сцепляемость покрытия может быть определена путем приложения сильного удара к оцинкованной полосе для создания вмятины с последующим наложением ленты SCOTCH® на участок, подвергшийся удару. Если не происходит трещинообразование или расслоение, то сцепляемость покрытия считается превосходной. Нарастание дросса определяется визуально путем проверки поверхности покрытой полосы на наличие неровностей, указывающих на наличие дросса. По существу покрытая полоса без дросса считается той, которая не имеет неровностей, обнаруживаемых визуальной проверкой.
При обычных процессах малое содержание алюминия в ванне вызывает чрезмерное увеличение количества сплава железо-цинк, которое в свою очередь приводит к слабой сцепляемости покрытия с полосой. Чрезмерное образование дросса также происходит при малом содержании алюминия в ванне в случае обычных процессов. В противоположность этому, при реализации настоящих способов низкое содержание алюминия в ванне может применяться без образования дросса по той причине, что низкая и постоянная температура ванны и однородная композиция ванны уменьшают содержание железа в ванне до величины, близкой к предельной растворимости железа. Низкая и постоянная температура ванны и однородная композиция ванны получаются в результате использования описываемого выше устройства для охлаждения ванны. Низкие температуры ванны, достигаемые посредством осуществления настоящего изобретения, могут вызывать застывание цинка вблизи поверхности, если применяются обычные способы.
В случае реализации настоящего способа малое увеличение количества сплава железо-цинк достигается в связи с тем, что в ванне имеется большее количество эффективного алюминия и температура ванны может быть меньше той, которая существует при осуществлении обычных способов. Хотя обычно покрытие оцинкованной стали имеет более высокое содержание алюминия, чем покрытие стали, проходящей цинкование под отжиг, настоящее изобретение позволяет получать цинковые покрытия с высоким качеством поверхности без наличия большого содержания железа в ванне (т.е. с хорошей сцепляемостью), когда ванна имеет эффективное содержание алюминия в том диапазоне, который существует при гальваническом отжиге. Таким образом, настоящий способ позволяет одну и ту же ванну использовать для выработки как стали, проходящей цинкование под отжиг, так и для получения оцинкованной стали, когда ванна имеет по существу одну и ту же эффективную концентрацию алюминия как во время цинкования, так и при выполнении цинкования под отжиг.
Новая или неиспользованная ванна первоначально не содержит в себе дросса. Однако ванна, которая ранее применялась для реализации обычных способов цинкования под отжиг и цинкования, содержит некоторое количество дросса. Для удаления дросса методом, использованным ранее, ванна могла применяться по существу для выработки покрытой полосы без дросса, и через ванну она может проходить один или несколько витков циркуляции. Такой виток или такие витки будут приводить к наслоению дросса при проходе ванны с дроссом в случае выполнения последовательных витков обработки. Как только удаляется дросс, настоящее изобретение позволяет вырабатывать оцинкованную сталь или сталь, прошедшую цинкование под отжиг, в течение длительных периодов времени без наслоения дросса на поверхности стали. Некоторый верхний дросс может образовываться при использовании настоящего способа. Однако он может удаляться посредством снятия его с поверхности ванны.
С помощью использования настоящего способа долговечность вращающихся цилиндров увеличивается, поскольку она представляет собой долговечность подшипников и втулок установки для нанесения покрытий. Увеличенная долговечность эксплуатации этого оборудования обеспечивается уменьшением количества дросса и использованием пониженной температуры ванны, что уменьшает эрозию. Повышенная долговечность эксплуатации оборудования в результате увеличивает выпуск продукции в связи с тем, что вращающиеся цилиндры работают более длительный период времени. Дополнительно, существует экономия на материальных затратах на замену вращающихся цилиндров.
Таким образом, настоящее изобретение позволяет быстрее осуществлять производственные переходы от цинкования под отжиг к цинкованию и наоборот, а также позволяет получать оцинкованную полосу повышенного качества во время перехода от цинкования под отжиг к цинкованию, и в связи с наличием уменьшенной температуры ванны качество поверхности покрытой полосы лучше, чем качество обычно вырабатываемой полосы с покрытием даже во время обычного производства в устойчивом режиме. Дополнительно, может увеличиваться производительность до уровня производительности печи, повышая этим темп работы производственных линий, ранее ограничиваемый производительностью струйного охлаждения. Выпуск продукта, существенно освобожденного от дросса, может быть увеличен, поскольку меньшее количество осадков дросса оказывается на вращающихся цилиндрах, и, соответственно, получается меньше дефектов у покрытия.
Хотя предпочтительные варианты реализации настоящего изобретения описаны в качестве примера, настоящее изобретение не должно считаться ограниченным этим. Соответственно, настоящее изобретение должно считаться включающим в себя любой и все эквиваленты, модификации, изменения и другие варианты его воплощения, ограничиваясь только объемом формулы изобретения.
Реферат
Изобретение относится к области нанесения покрытий из расплавов. При нанесении покрытия на стальную полосу обеспечивают наличие ванны расплавленного цинка, имеющей эффективную концентрацию алюминия приблизительно 0,1-0,15% по массе. Поддерживают заданное значение температуры ванны приблизительно 440-450°С. Создают циркуляцию расплавленного цинка для предотвращения накапливания дросса. Нагревают полосу в печи и погружают ее в ванну для покрытия. Полоса имеет температуру сопла для выпуска полосы в ванну приблизительно 470-538°С, направляют расплавленный цинк в сторону погруженной полосы для ее охлаждения. При производстве оцинкованной и оцинкованной под отжиг стальной полосы, имеющей высококачественную поверхность, обеспечивают наличие ванны расплавленного цинка, имеющую эффективную концентрацию алюминия. Поддерживают заданное значение температуры ванны приблизительно 440-450°С. Наносят покрытие на полосы путем нагрева их в печи и погружения в ванну для производства по существу свободных от дросса полос. Эффективная концентрация алюминия в ванне в процессе цинкования может быть по существу такой же, как в процессе цинкования под отжиг, или идентичной. Изобретение позволяет повысить качество покрытия стальной полосы. 3 н. и 16 з.п. ф-лы, 6 ил., 1 табл.

Комментарии