Способ изготовления сидений с дополнительной гелевой набивкой, полученное с помощью него сиденье и установка для реализации указанного способа - RU2775759C2
Код документа: RU2775759C2
Чертежи


Описание
ОПИСАНИЕ
Настоящая заявка относится к сиденьям и к процедурам их изготовления, а также, в частности, она относится к новому способу изготовления сидений с дополнительной гелевой набивкой и получаемому в результате сиденью. В частности, новая процедура применима к изготовлению велосипедных сидений.
Настоящая заявка также относится к новому получаемому сиденью или седлу и установке для реализации способа.
Сиденья в уровне техники состоят из по существу жесткого корпуса, выполненного из пластмассового материала, на который нанесено покрытие, состоящее из гибкого слоя кожи или в целом пластмассового материала или ткани, и причем, как правило, между корпусом и покрытием предусмотрена набивка, выполненная из различных материалов, имеющая консистенцию и толщину в зависимости от типа сиденья.
Например, эта набивка или основная набивка может быть выполнена из расширенной полиуретановой пены.
В уровень техники также входят сиденья, которые также оснащены дополнительной гелевой набивкой, как правило, из полиуретана.
Способ изготовления сидений или седел с дополнительной верхней гелевой набивкой включает расположение кожаного или пластмассового покрытия в положении наоборот в вогнутую форму, воспроизведение перевернутой формы набивки, извлечение воздуха из пространства между формой и покрытием, которое затем прилипает к форме, размещение некоторого количества соединения в виде геля в жидком или полужидком состоянии на покрытие внутри формы, выжидание до его частичного отверждения, введение или литье полиуретанового материала, подлежащего расширению, закрытие верхней выпуклой формой, к которой с нижней стороны прикреплен корпус, и окончательное расширение полиуретанового материала с созданием основной набивки сиденья.
В настоящее время сиденья изготавливают с помощью специальной установки, в которой несколько форм, выпуклая и вогнутая, установлены по периметру в целом круглой и вращающейся конструкции. Вращение этой круглой конструкции или конвейера перемещает каждую форму в различные последовательные точки, в каждой из которых выполняется один способ, например, расположение покрытия, введение соединения в виде геля, введение полиуретановой пены, закрытие.
Этот способ изготовления сидений с дополнительной набивкой имеет ряд недостатков и ограничений.
Дополнительная гелевая набивка может быть размещена только на дне формы, то есть на верхней части сиденья, однако ее невозможно расположить в других точках сиденья, например, по бокам или в передней части, поскольку соединение в виде геля проскальзывает ко дну формы за счет того, что гелевое наполнение находится жидком состоянии и, следовательно, самовыравнивается.
После литья соединения в виде геля в вогнутую форму необходимо подождать в течение достаточного периода времени по меньшей мере до частичной усадки геля перед введением полиуретановой формы и ее расширения. Это приводит к замедлению конвейера и всех операций по конструированию сиденья, или, как альтернатива, обуславливает необходимость в конвейере большего размера и/или увеличении расстояния между положением, в котором наносят гель, и положением, в котором вводят полиуретановую пену, по периферии вращающейся конструкции.
В любом случае, время, необходимое для частичного или полного высушивания геля, замедляет производство всех сидений.
В уровень техники входит способ, который обеспечивает возможность расположения геля также на вертикальных сторонах, по краям и на переднем конце сидений. В соответствии с этим способом, гель заранее размещают и выдерживают непосредственно на развернутом покрытии только в желаемых точках, например, на вертикальных боковых краях, в центре, с одинаковой или разной толщиной.
После частичной или полной усадки геля в форме с корпусом располагают покрытие, оснащенное гелевой набивкой, для литья набивки из расширенной полиуретановой пены.
В частности, форма оснащена, например, вогнутым участком с множеством отверстий, соединенных с системой всасывания, для прилипания покрытия к вогнутому участку, и при этом расширение полиуретановой пены, которая ранее была введена на покрытие, выполняется между покрытием и корпусом.
В целях удобства, гель также может быть расположен вплоть до нижнего края сиденья, тем самым обеспечивая не только опору для седалищной кости, но также плоскость контакта с внутренними частями двигающихся конечностей.
Данная процедура является объектом изобретения в патенте Италии 1335447 от этого же заявителя.
Настоящее изобретение относится к новому способу изготовления сидений и, в частности, велосипедных сидений, с дополнительной гелевой набивкой и получаемому сиденью, которые обеспечивают определенные преимущества по сравнению с уровнем техники.
Основная задача новой процедуры заключается в создании одной или более дополнительных гелевых подушек, имеющих формы и находящихся в положениях, которые остаются неизменными с течением времени, а также в ходе эксплуатации сиденья.
Другая задача настоящего изобретения заключается в представлении сиденья, имеющего одну или более гелевых подушек, имеющих форму и находящихся в положениях с внутренней стороны покрытия, то есть на стороне, обращенной к корпусу.
Таким образом, сиденье, изготовленное в соответствии с новым способом, оснащено одной или более дополнительными подушками, сохраняющими свою первоначальную форму и положение даже в ходе эксплуатации.
В конкретном случае, когда это сиденье представляет собой велосипедное сиденье, новая процедура обеспечивает возможность расположения гелевой набивки вплоть до нижнего края сиденья, по существу соответствуя боковым краям корпуса, и причем набивка остается расположенной в корректном положении даже в ходе эксплуатации, так что внутренняя часть конечностей пользователя остается в контакте с поверхностью набивки.
В целом, новая процедура включает следующие этапы:
- подготовка по меньшей мере одного листа покрытия или покрытия, содержащего, например, гибкий лист кожи или ткани, или полимерного материала;
- вырезание одного или более промежуточных адгезионных листов определенного размера, причем адгезионные листы имеют форму и размер, которые, предпочтительно, соответствуют форме и размерам одной или более изготавливаемых дополнительных гелевых подушек, и причем листы выполнены из материала с микроотверстиями или плетеной ткани;
- нанесение и сцепление одного или более адгезионных листов с внутренней поверхностью по меньшей мере одного покрытия, то есть поверхностью, которая предназначена для обращения вовнутрь сиденья, и причем адгезионные листы наносят на покрытие в положениях, в которых должны быть созданы одна или более дополнительных подушек;
- расположение по меньшей мере одного покрытия с нанесенными адгезионными листами в первой форме, имеющей форму с одним или более вогнутыми участками, для получения одной или более дополнительных подушек;
- литье геля на промежуточные адгезионные листы, причем гель проникает в микроотверстия или отверстия в пересечении адгезионных листов, и формирование дополнительных подушек.
Таким образом, указанная одна или более гелевых подушек представляют собой одно целое с адгезионными листами и, следовательно, с покрытием.
Подобно известным из уровня техники способам, по меньшей мере одно покрытие с одним или более адгезионными листами и дополнительными нанесенными подушками затем может быть расположено внутри второй формы с корпусом, и при этом затем во второй форме выполняют введение или литье полимерного материала, а также последующее расширение основной набивки между по меньшей мере одним покрытием и по меньшей мере одним корпусом, так что между указанной основной набивкой и указанным покрытием располагается одна или более дополнительных подушек.
Полученное таким образом новое сиденье или седло содержит по меньшей мере один корпус, по меньшей мере один лист покрытия или покрытие, по меньшей мере одну основную набивку из пены между указанным корпусом и указанным покрытием, по меньшей мере одну дополнительную гелевую подушку, и причем указанная по меньшей мере одна дополнительная подушка представляет собой одно целое с по меньшей мере одним промежуточным адгезионным листом, который, в свою очередь, нанесен за единое целое на поверхность указанного покрытия с обращением вовнутрь сиденья.
Указанный адгезионный лист обеспечивает возможность прилипания геля, предотвращая нежелательное смещение. Указанный промежуточный адгезионный лист, нанесенный на покрытие, дополнительно обеспечивает возможность того, чтобы гель оставался в неподвижном положении также относительно указанного покрытия, сразу после сборки сиденья, а также в ходе его эксплуатации.
Настоящая заявка также относится к устройству для осуществления нового способа, которое содержит первую форму для формования одной или более дополнительных гелевых подушек, и вторую форму для этапов окончательного расширения основной подушки и сцепления покрытия с корпусом.
В одном варианте реализации это устройство содержит конвейер или вращающуюся конструкцию, которая поддерживает множество вторых форм и при вращении доставляет каждую форму в различные последовательные точки, в каждой из которых выполняется один способ, а именно: размещение и расположение покрытия с адгезионными листами и дополнительными подушками, введение полиуретановой пены, расположение корпуса, закрытие формы, расширение пены и формование сиденья.
В качестве альтернативы, указанное устройство содержит множество указанных вторых форм, установленных на неподвижной конструкции.
Признаки нового способа и сиденья, полученного с помощью новой процедуры, будут лучше разъяснены в представленном далее описании со ссылкой на чертежи, приложенные в качестве неограничивающего примера.
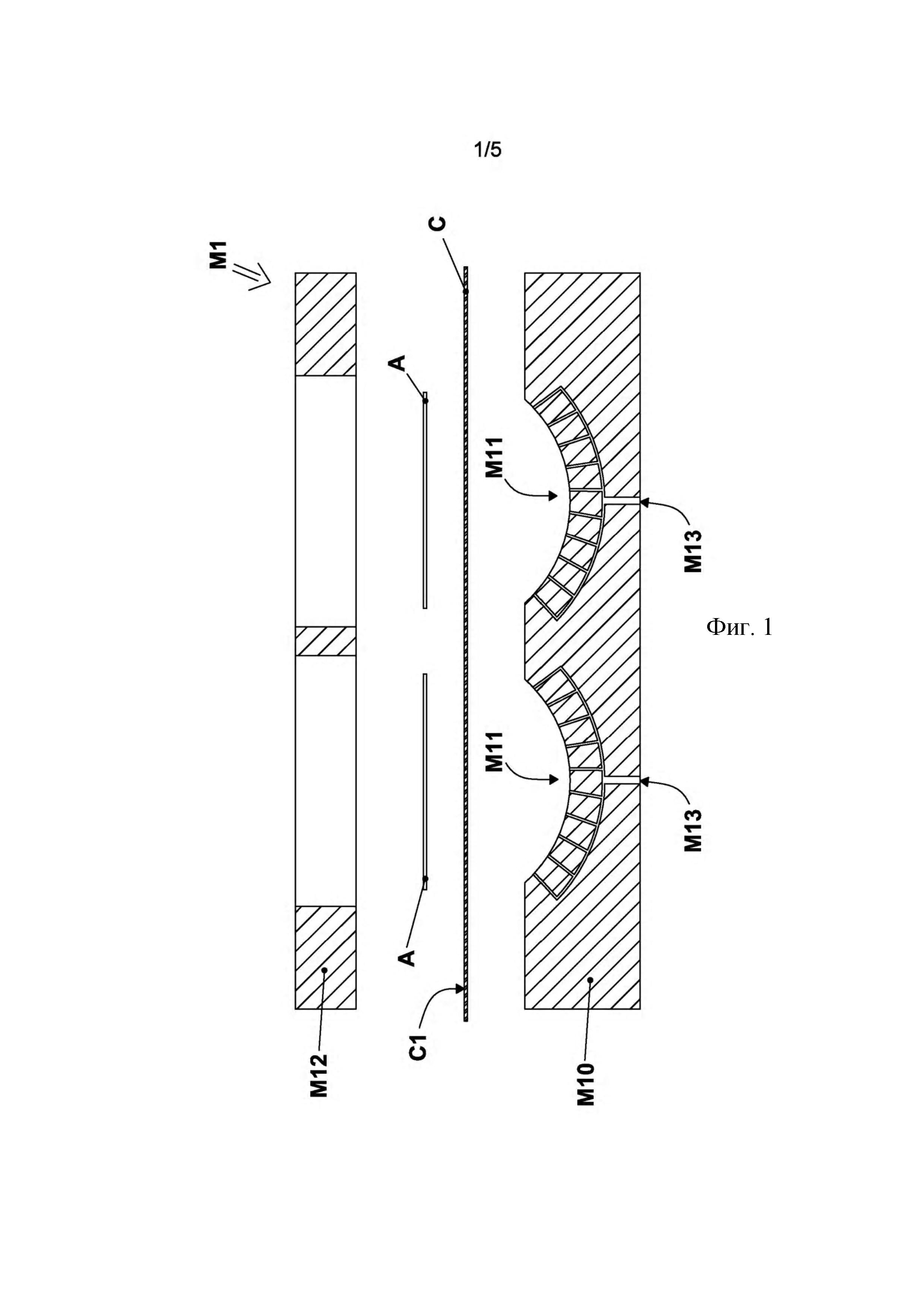
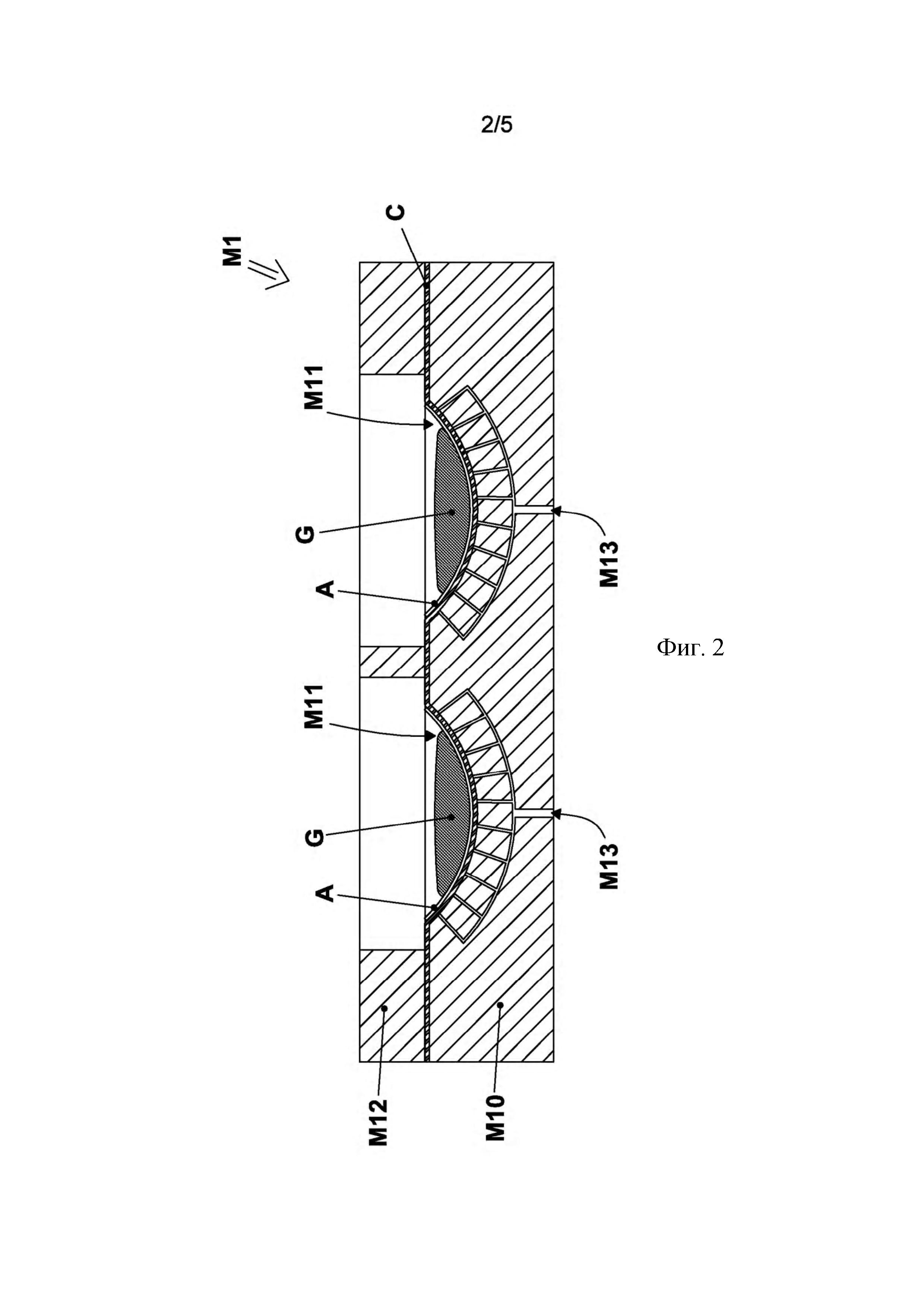
На фигуре 1 показана первая часть способа изготовления сиденья, а на фигуре 2 показан этап изготовления двух дополнительных элементов (G) набивки, выполненных из геля в первой форме (M1).
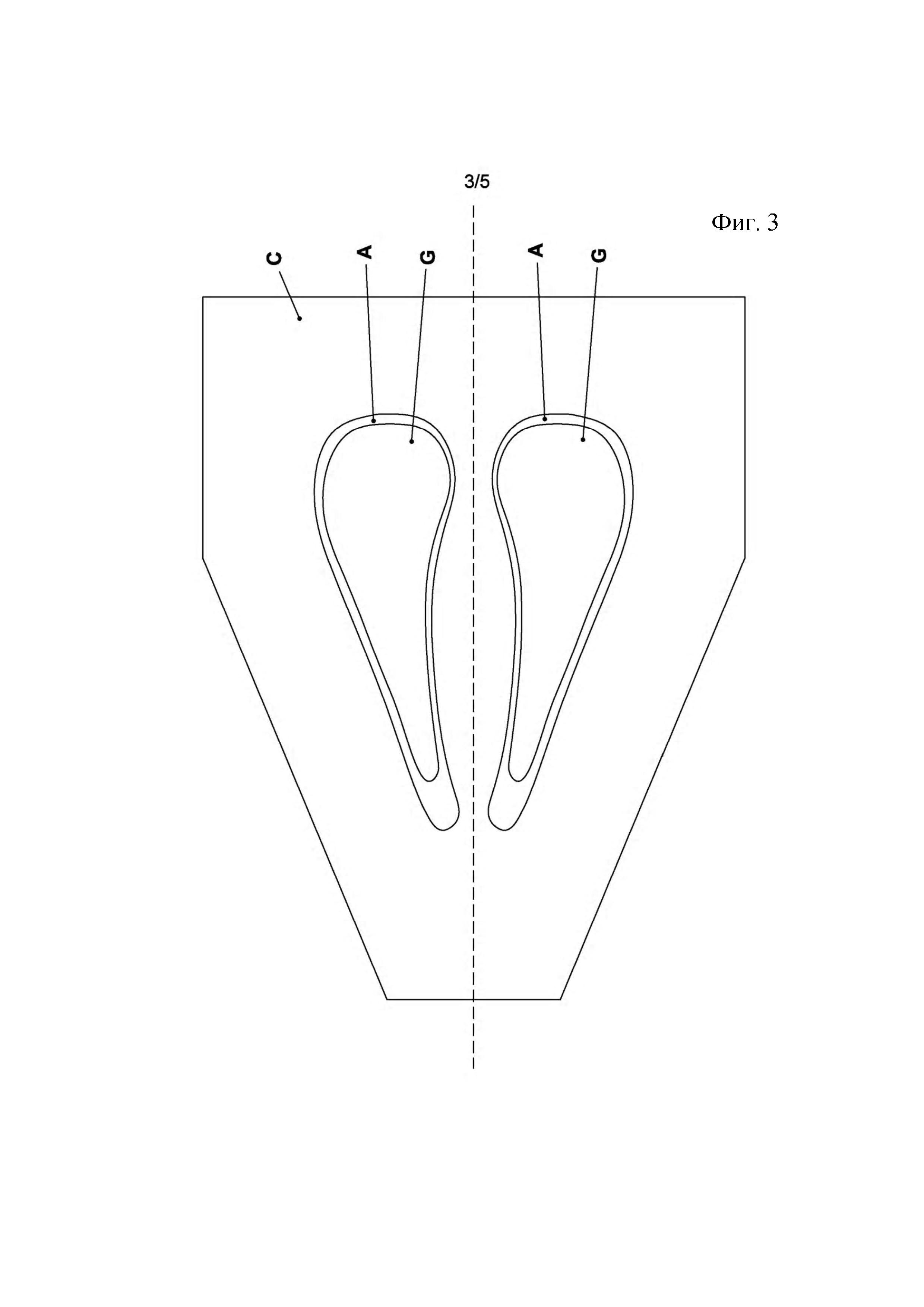
На фигуре 3 показан возможный вариант реализации покрытия (С) для изготовления велосипедного сиденья, в котором два зеркально расположенных адгезионных листа (А) и два дополнительных элемента (G) гелевой набивки, имеющие соответствующую форму и также зеркально расположенные друг относительно друга, нанесены на указанные адгезионные листы (А).
На фигуре 4 показана схема второй части способа, где покрытие, показанное на фигуре 3, с нанесенными адгезионными листами (А) и дополнительными элементами (G) набивки расположено во второй форме (М2).
На фигуре 5 показана схема второй формы (М2) в закрытом состоянии, в которой полимерный материал (Р) расширяется для окончательного формования сиденья.
Новое сиденье получают путем вырезания одного или более промежуточных адгезионных листов (А) определенного размера, выполненных, например, из материала с микроотверстиями или из плетеной ткани.
Указанные адгезионные листы (А) наносятся и в любом случае сцепляются, например, склеиваются, с поверхностью (С1) по меньшей мере одного листа покрытия или покрытия (С), которое, в свою очередь, предварительно вырезано до определенного размера. Указанные адгезионные листы (А) наносятся в предварительно определенных положениях, например, как на фигуре 3, для того, чтобы располагаться симметрично на двух сторонах получаемого сиденья.
На фигурах 1 и 2 показана первая форма (M1), в соответствии с первым вариантом реализации, которая состоит из вогнутой полуматрицы (М10) и блокирующей плиты (М12).
Указанная вогнутая полуматрица (М10) имеет одну или более вогнутый частей (М11), каждая из которых по существу соответствует дополнительному элементу (G) набивки, который подлежит созданию в сиденье, как описано и заявлено ниже.
Указанное покрытие (С) с адгезионными листами (А) располагается вверх дном на вогнутой полуматрице (М10) с помощью возможных средств центрирования.
Указанная вогнутая полуматрица (М10) также содержит каналы (М13), соединенные с системой всасывания воздуха с внутренней стороны вогнутой полуматрицы (М10).
Благодаря указанной выше системе всасывания, воздух всасывается через указанные каналы (М13), так что покрытие (С) прилипает к стенкам указанной вогнутой полуматрицы (М10) и указанной одной или более вогнутым частям (M11).
Указанная блокирующая плита (M12) затем располагается на указанной вогнутой полуматрице (М10) для поддержания покрытия (С) в указанной одной или более вогнутых частях (М11) в ходе последующего введения или литья геля для получения одного или более дополнительных элементов (G) гелевой набивки.
В частности, на каждом из адгезионных листов (А) отлито и по меньшей мере частично усажено некоторое количество геля, который проникает в микроотверстия или в пересечение адгезионных листов (А), для создания дополнительного элемента (G) набивки, имеющего предварительно определенную форму и размер, который полностью ограничен до соответствующего адгезионного листа (А), который, в свою очередь, имеет предварительно определенную форму и размер.
В результате этих первоначальных этапов способа, когда гель усадился надлежащим образом по прошествии некоторого периода времени, получают покрытие (С), как показано на фигуре 3, при этом указанные адгезионные листы (А) полностью сцеплены с указанными нанесенными дополнительными элементами (G) набивки.
Новый способ включает дополнительные этапы, которые обеспечивают расположение указанного покрытия (С) вместе с указанными адгезионными листами (А) и указанными нанесенными дополнительными элементами (G) набивки во второй форме (М2), которая, в свою очередь, состоит из двух полу матриц (М20, М22): вогнутой полу матрицы (М20) и выпуклой полу матрицы (М22).
Указанная вогнутая полуматрица (М20) имеет одну или более вогнутых частей (М21) и каналы (М23), соединенные с системой всасывания воздуха. Указанная вогнутая полуматрица (М20) выполнена с возможностью приема указанного покрытия (С) вверх дном, так что указанные адгезионные листы (А) и указанные дополнительные элементы (G) набивки обращены вовнутрь формы (М2).
Благодаря указанной выше системе всасывания, воздух всасывается через указанные каналы (М23), так что указанное покрытие (С) прилипает к стенкам указанной вогнутой полу матрицы (М20).
Указанная выпуклая полуматрица (М22) выполнена с возможностью удержания корпуса (S), так что когда вторая форма (М2) закрыта, как показано на фигуре 4, создается пространство для расширения полиуретанового материала, используемого для основной набивки (Р) сиденья, между указанным корпусом (S) и указанным покрытием (С) с указанными нанесенными дополнительными элементами (G) набивки.
Полученное таким образом сиденье содержит по меньшей мере один корпус (S), по меньшей мере одно покрытие (С) и по меньшей мере один дополнительный элемент (G) гелевой набивки, причем указанный по меньшей мере один дополнительный элемент (G) гелевой набивки сцеплен с по меньшей мере одним адгезионным листом (А), который, в свою очередь, сцеплен с поверхностью (С1) указанного по меньшей мере одного покрытия (С).
В частности, указанный адгезионный лист (А) с указанным нанесенным по меньшей мере одним дополнительным элементом (G) гелевой набивки сцеплен с поверхностью (С1) указанного по меньшей мере одного покрытия (С) с обращением к корпусу (S).
Новое сиденье также содержит по меньшей мере одну основную набивку (Р), выполненную из полиуретанового материала, расположенную между указанным по меньшей мере одним корпусом (S) и указанным по меньшей мере одним покрытием (С). Указанное сиденье подходящим образом разработано таким образом, чтобы представлять собой велосипедное сиденье.
Установка для осуществления описанной выше процедуры содержит первую форму (M1) со средствами для литья геля в вогнутые части (М11) формы (M1), используемые для изготовления одного или более дополнительных элементов (G) гелевой набивки, и вторую форму (М2) для окончательных стадий расширения полиуретановой пены основной набивки (Р) и сцепления покрытия (С) с корпусом (S).
В одном возможном варианте реализации установка содержит конвейер или вращающуюся конструкцию, поддерживающую множество указанных вторых форм (М2), которая не показана на фигурах, за счет вращения которой обеспечивается перемещение каждой второй формы (М2) в разные точки или этапы обработки, где выполняется один процесс, а именно: размещение и корректное расположение указанного покрытия (С) вместе с адгезионными листами (А) и нанесенными на них дополнительными элементами (G) набивки, введение полиуретанового материала, расположение корпуса (S), закрытие указанной второй формы (М2), расширение полиуретанового материала и окончательное формование сиденья.
В качестве альтернативы, вторые формы могут быть установлены не на движущейся конструкции, а на неподвижной конструкции, например, на рабочем стане.
Указанная выше установка дополнительно содержит по меньшей мере одну первую систему для всасывания воздуха из внутреннего пространства указанной первой формы (M1) для обеспечения корректного расположения покрытия (С) с указанным нанесенным одним или более адгезионными листами (А) перед усадкой геля.
С одной или более из указанных вторых форм (М2) соединена еще одна система всасывания для всасывания воздуха из внутреннего пространства указанных вторых форм (М2) для обеспечения корректного расположения указанного покрытия (С) вместе с указанными дополнительными элементами (G) набивки, нанесенными на указанные адгезионные листы (А), перед усадкой полиуретанового материала, подлежащего расширению.
Настоящего описания достаточно для того, чтобы специалист в данной области техники смог реализовать изобретение, в результате, при практическом применении могут иметь место вариации, не выходящие за рамки сущности изобретательского замысла.
Таким образом, ссылаясь на представленное выше описание и прилагаемые чертежи, определена следующая формула изобретения.
Реферат
Группа изобретений относится к сиденьям и к процедурам их изготовления, а также, в частности, к новому способу изготовления сидений с дополнительной гелевой набивкой и получаемому в результате сиденью. Сиденье содержит корпус, лист покрытия или покрытие и дополнительный элемент гелевой набивки, прилепленный к адгезионному листу. Адгезионный лист выполнен из материала с микроотверстиями или отверстиями или из плетеной ткани и приклеен к поверхности указанного покрытия. Причем форма и размер указанного адгезионного листа по существу соответствует форме и размеру указанного изготавливаемого дополнительного элемента гелевой набивки. Повышается износостойкость изготавливаемых сидений. 3 н. и 6 з.п. ф-лы, 5 ил.

Комментарии