Алюминиево-медно-литиевый лист с высокой вязкостью разрушения для фюзеляжа самолета - RU2415960C2
Код документа: RU2415960C2
Чертежи


Описание
ОПИСАНИЕ
Область техники, к которой относится изобретение
Настоящее изобретение относится в общем к изделиям из алюминиевых сплавов и, в частности, к таким изделиям, используемым в авиационно-космической промышленности и пригодным для применения в конструкциях фюзеляжа.
Предшествующий уровень техники
В настоящее время в гражданском самолетостроении и, в частности, в отношении конструкций фюзеляжа, существует сильная мотивация к уменьшению как массы, так и стоимости. Фюзеляж коммерческого транспортного самолета подвергается действию сложной совокупности напряжений, зависящей от фазы функционирования (взлет, полет, маневр, посадка и т.п.) и погодных условий (порывы ветра, встречный ветер и т.п.). Более того, различные части фюзеляжа подвергаются действию различных напряжений. Несмотря на такую сложность, можно выделить главные определяющие параметры проектирования, которые определяют массу конструкции, причем некоторые из них влияют на общую массу в большей степени, чем другие.
Например, сопротивление сжатию и сдвигу при сжатии является крайне важным определяющим параметром при проектировании, так как наиболее тяжелые панели фюзеляжа испытывают именно такой тип напряжения. Для того чтобы новый материал мог обеспечивать уменьшение массы таких панелей, подвергающихся напряжению сжатия, он должен иметь высокий модуль упругости, высокий предел упругости при 0,2%-ой остаточной деформации (для сопротивления продольному изгибу) и низкую плотность.
Вторым важным определяющим параметром является остаточная прочность панелей с продольными (по оси фюзеляжа) трещинами. Правила сертификации в авиации обязывают при проектировании принимать в расчет устойчивость к повреждениям; таким образом, обычным является предусматривать большие продольные или тангенциальные трещины в панелях фюзеляжа для доказательства того, что определенный уровень напряжения может быть приложен без катастрофического разрушения. Известным свойством материалов, которым руководствуются при проектировании, является в данном случае вязкость разрушения при плоском напряженном состоянии. Все известные критические коэффициенты интенсивности напряжений ведут, однако, только к одному ограниченному взгляду на вязкость разрушения. Испытание с R-кривой представляет собой широко признанное средство для характеризации свойств вязкости разрушения. R-кривая показывает изменение эффективного критического коэффициента интенсивности напряжений при распространении трещины в зависимости от эффективного расширения трещины при монотонном нагружении. Она позволяет определять критическую для нестабильного разрушения нагрузку для любой конфигурации, имеющей отношение к конструкциям летательного аппарата с трещинами. Значения эффективного коэффициента интенсивности напряжений и эффективного расширения трещины представляют собой значения, определяемые по стандарту ASTM E561. Длина R-кривой - то есть максимальное расширение трещины по этой кривой - представляет собой параметр, который сам по себе является важным для проектирования фюзеляжа. Используемый обычно традиционный анализ испытаний, осуществляемых на панелях с центральной трещиной, дает кажущийся коэффициент интенсивности напряжений при разрушении (Kapp). Данное значение незначительно изменяется в зависимости от длины R-кривой, особенно в случае, когда наклон R-кривой является близким к наклону кривой, связанной с коэффициентом интенсивности напряжений, прикладываемых по длине трещины (прикладная кривая). Однако в конструкции реального конструктивного элемента, такого как панель, содержащая прикрепленные элементы жесткости, когда трещина развивается в неразрушенном элементе жесткости, прикладная кривая снижается по причине эффекта образования мостика по элементу жесткости. В данном случае локальный минимум прикладной кривой может возникать при длине трещины большей, чем сумма начальной длины трещины и расширения трещины под действием монотонной нагрузки. В данном случае наибольшие напряжения перед нестабильным разрушением допускаются для длинных R-кривых. Таким образом, представляет интерес иметь более длинную R-кривую также для идентичных критических коэффициентов интенсивности напряжений, таких как определяемые традиционно.
Для изделий, имеющих идентичные механические свойства, низкая плотность явно выгодна в отношении массы конструктивного элемента. Третьим главным определяющим параметром является, таким образом, плотность материала. Более того, многие детали фюзеляжа являются не так сильно нагруженными, а проектная масса ограничивается некоторым пределом, обычно называемым «минимальной толщиной». Понятие минимальной толщины соответствует наименьшей толщине, допустимой при изготовлении (в частности, при манипуляции с панелями) и ремонте (ремонтная клепка). Единственный путь уменьшить массу в данном случае состоит в применении материала с более низкой плотностью.
Другим важным определяющим параметром является усталостное распространение трещин под действием напряжений либо с постоянной амплитудой, либо с переменной амплитудой (обуславливаемых совершением маневров и порывами ветра, особенно в продольном направлении, но также и вокруг крыла и в других направлениях).
В настоящее время фюзеляжи гражданских самолетов конструируются, большей частью, из листов сплавов 2024, 2056, 2524, 6013, 6156 или 7475, покрытых с каждой стороны алюминиевым сплавом с низким содержанием легирующих элементов, например сплавом 1050 или 1070. Назначение сплава покрытия состоит в придании достаточной стойкости к коррозии. Допускается незначительная общая или точечная коррозия, но она не должна быть сквозной во избежание повреждения срединного сплава. Существует тенденция пробовать применять при проектировании фюзеляжа материалы без покрытия с целью уменьшения стоимости. Стойкость к коррозии и, в частности к межкристаллитной коррозии и коррозии под напряжением, панели фюзеляжа является, таким образом, важным аспектом ее свойств.
Согласно вышеизложенному единственный путь уменьшить массу состоит, в некоторых случаях, в уменьшении плотности материалов, применяемых в авиационных конструкциях. Алюминиево-литиевые сплавы с давних пор признаны эффективным решением для уменьшения массы вследствие низкой плотности таких сплавов. Однако различные упомянутые выше требования: высокий модуль упругости, высокая прочность при сжатии, высокая устойчивость к повреждениям и высокая стойкость к коррозии, не удовлетворяются алюминиево-литиевыми сплавами предшествующего уровня техники одновременно. Достижение высокой вязкости разрушения в таких сплавах представляет собой особенно трудно разрешимую проблему. Prasad et al., например, недавно установили (в Sadhana, vol. 28, parties 1 & 2, février/avril 2003, pages 209 а 246), что «сплавы Al-Li представляют собой материалы-кандидаты первой очереди на замену традиционно применяемых сплавов Al. Несмотря на их многочисленные преимущества в свойствах, низкая пластичность на растяжение и несоответствующая вязкость разрушения, особенно в поперечных по толщине направлениях, противодействуют их приемлемости». В настоящее время применение сплавов Al-Li ограничено очень специфическими применениями военного назначения, такими как материалы с высокой стойкостью при высокой температуре, материалы с улучшенной вязкостью разрушения при криогенных температурах для применений в авиационно-космической технике, в некоторых деталях вертолетов и деталях фюзеляжей военных самолетов.
В патенте US 5032359 (Martin Marietta) описывается семейство сплавов, основанных на алюминиево-медно-магниево-серебряных сплавах, к которым был добавлен литий, в определенном диапазоне составов и обладающих высокой прочностью при комнатной и повышенной температуре, высокой пластичностью при комнатной и повышенной температуре, пригодностью к экструзии, ковкостью и хорошими свойствами свариваемости и реакцией на естественное старение. В примерах описываются экструдированные изделия. Относительно вязкости разрушения, поведения при усталости или стойкости к коррозии какая-либо информация не приводится. В предпочтительном варианте реализации в состав сплава входит от 3,0 до 6,5% меди, от 0,05 до 2,0% магния, от 0,05 до 1,2% серебра, от 0,2 до 3,1% лития и от 0,05 до 0,5% элемента, выбранного из циркония, хрома, марганца, титана, бора, гафния, ванадия, диборида титана и смесей последних.
Документ US 5122339 (Martin Marietta) представляет собой продолжение предыдущей заявки. В нем описывается также применение подобных сплавов в качестве пригодных для сварки сплавов или в качестве свариваемых сплавов.
В документе US 5211910 (Martin Marietta) описываются сплавы на основе алюминия, содержащие Cu, Li, Zn, Mg и Ag, которые обладают благоприятными свойствами, такими как относительно низкая плотность, высокий модуль, сочетания высоких механической прочности/пластичности, хорошая реакция на естественное старение с предшествующим наклепом и без него и высокий модуль после отпуска с предшествующим наклепом или без него. В состав сплавов входит от 1 до 7% Cu, от 0,1 до 4% Li, от 0,01 до 4% Zn, от 0,05 до 3% Mg, от 0,01 до 2% Ag, от 0,01 до 2% элемента, выбранного из Zr, Cr, Mn, Ti, Hf, V, Nb, B и TiB2, остальное составляет Al совместно с неизбежными примесями. В этом изобретении описывается, что добавки Zn могут быть использованы для уменьшения содержания Ag, присутствующего в сплавах, описанных в документе US 5032359, с целью уменьшения стоимости.
В документе US 5455003 (Martin Marietta) описывается способ получения алюминиево-медно-литиевых сплавов, которые обладают улучшенными механической прочностью и вязкостью разрушения при криогенных температурах. Улучшенные криогенные свойства достигаются регулированием состава сплава совместно с параметрами обработки, такими как степень деформации и отпуска. Изделие используется для криогенных резервуаров в космических ракетоносителях.
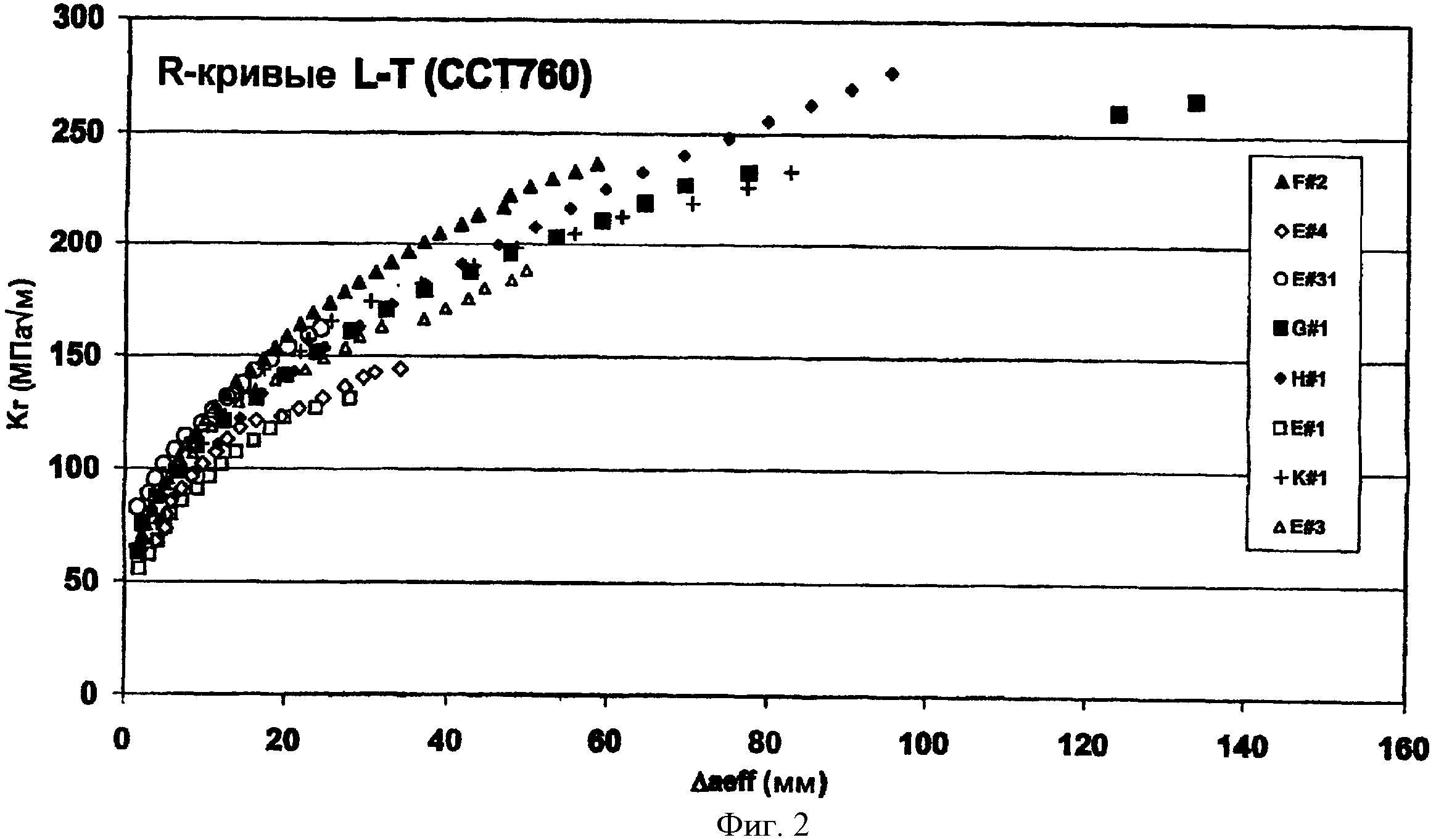
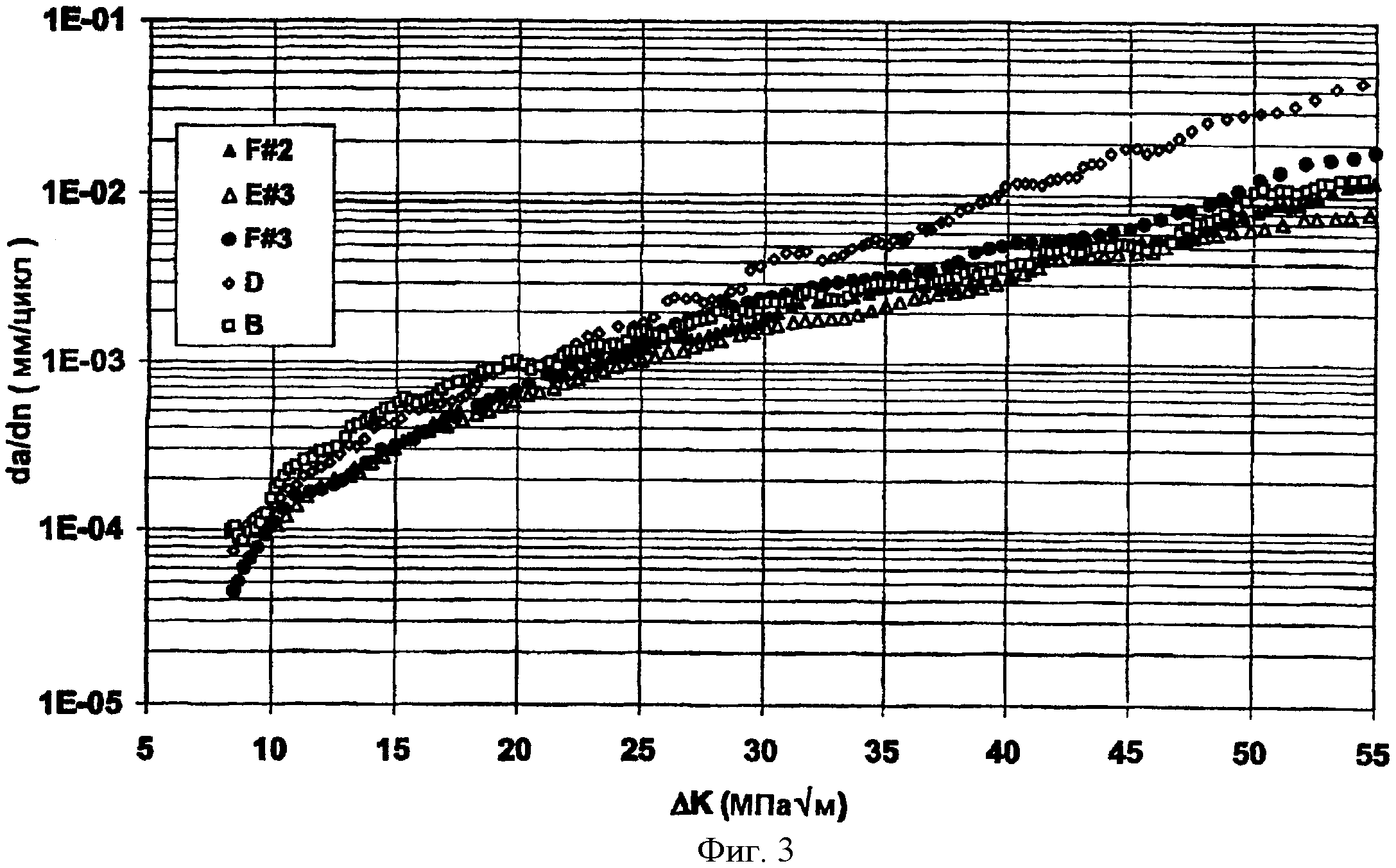
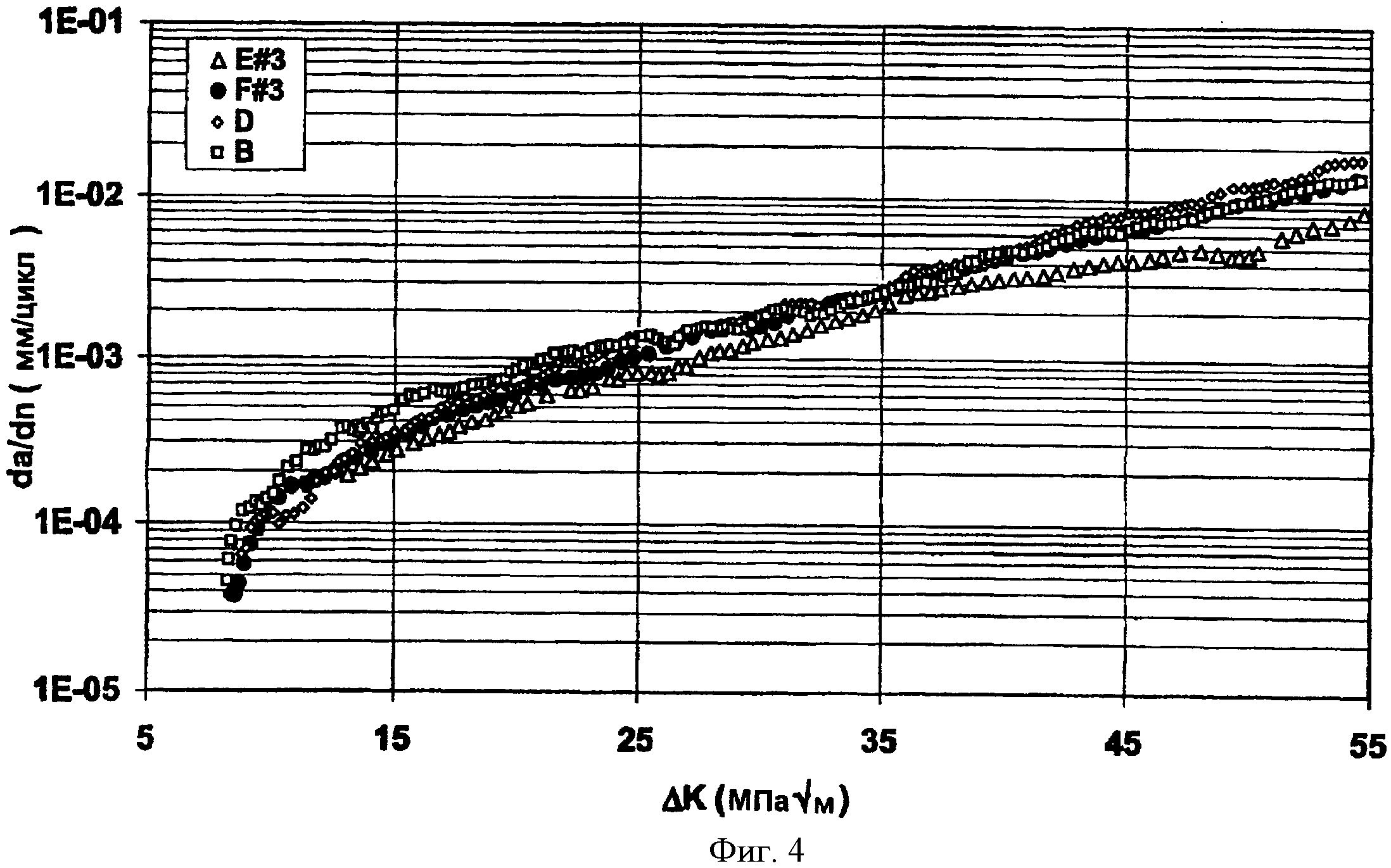
В документе US 5389165 (Reynolds) описывается сплав на основе алюминия, используемый в конструкциях воздушных и авиационно-космических летательных аппаратов, который обладает низкой плотностью, высокой механической прочностью и высокой вязкостью разрушения и который имеет следующую формулу: CuaLibMgcAgdZreAlbal, в которой a, b, c, d, e и bal указывают количество в % по массе компонентов сплава и в которой 2,8 Cu (% по массе)+1,5 Li (% по массе)<5,4. Применяют специальные условия контролируемого растяжения в интервале от 5 до 11%. Примеры ограничиваются толщиной 19 мм и содержанием циркония, превышающим или равным 0,13% по массе. В документе US 2004/0071586 (Alcoa) описывается сплав Al-Cu-Mg, содержащий от 3 до 5% по массе Cu, от 0,5 до 2% по массе Mg и от 0,01 до 0,9% по массе Li. Согласно этой заявке вязкость разрушения тех сплавов, у которых добавка Li находится в интервале от 0,2 до 0,7% по массе, улучшается значительным образом по сравнению с подобными сплавами, как не содержащими Li, так и содержащими более высокое количество Li. Существует потребность в сплаве Al-Li с высокой механической прочностью, высокой вязкостью разрушения и, в частности, большим расширением трещины перед нестабильным разрушением, высокой стойкостью к коррозии для применений в авиации и, в частности, для применений в листах фюзеляжа. Объекты изобретения По этим и другим причинам авторами сделано настоящее изобретение, относящееся к алюминиево-медно-литиево-магниево-серебряному сплаву, который имеет высокую механическую прочность, высокую вязкость разрушения и, в особенности, большое расширение трещины перед нестабильным разрушением широких панелей, имеющих предварительно образованные трещины, и высокую стойкость к коррозии. Объектом настоящего изобретения является способ изготовления листа на основе алюминиевого сплава с высокими вязкостью разрушения и механической прочностью, в котором: a) готовят металлический расплав, содержащий от 2,7 до 3,4% по массе Cu, от 0,8 до 1,4% по массе Li, от 0,1 до 0,8% по массе Ag, от 0,2 до 0,6% по массе Mg и по меньшей мере один элемент, выбранный из Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,05 до 0,13% по массе для Zr, от 0,05 до 0,8% по массе для Mn, от 0,05 до 0,3% по массе для Cr и для Sc, от 0,05 до 0,5% по массе для Hf и от 0,05 до 0,15% по массе для Ti, остальное составляет алюминий и неизбежные примеси, при дополнительном условии, что количество Cu и Li является таким, что Cu (% по массе)+5/3 Li (% по массе)<5,2; b) отливают плиту из упомянутого металлического расплава; c) гомогенизируют упомянутую плиту при температуре в интервале от 490 до 530°C в течение от 5 до 60 часов; d) прокатывают упомянутую плиту в лист с конечной толщиной в интервале между 0,8 и 12 мм; e) обрабатывают на твердый раствор и закаливают упомянутый лист; f) растягивают контролируемым образом упомянутый лист с остаточной деформацией от 1 до 5%; g) осуществляют отпуск упомянутого листа нагреванием при температуре от 140 до 170°C в течение от 5 до 30 часов. Другим объектом изобретения является катаное, экструдированное и/или кованое изделие из алюминиевого сплава, содержащего от 2,7 до 3,4% по массе Cu, от 0,8 до 1,4% по массе Li, от 0,1 до 0,8% по массе Ag, от 0,2 до 0,6% по массе Mg и по меньшей мере один элемент, выбранный из Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,05 до 0,13% по массе для Zr, от 0,05 до 0,8% по массе для Mn, от 0,05 до 0,3% по массе для Cr и для Sc, от 0,05 до 0,5% по массе для Hf и от 0,05 до 0,15% по массе для Ti, остальное составляет алюминий и неизбежные примеси, при дополнительном условии, что количество Cu и Li является таким, что Cu (% по массе)+5/3 Li (% по массе)<5,2. Другими объектами изобретения являются также конструктивные элементы, элементы жесткости и панели фюзеляжа, полученные из упомянутых катаных, экструдированных и/или кованых изделий. Описание фигур Фиг.1. R-кривая в направлении T-L (испытываемый образец CCT760). Фиг.2. R-кривая в направлении L-T (испытываемый образец CCT760). Фиг.3. Изменение скорости растрескивания в направлении T-L в случае, когда изменяется амплитуда коэффициента интенсивности напряжений. Фиг.4. Изменение скорости растрескивания в направлении L-T в случае, когда изменяется амплитуда коэффициента интенсивности напряжений. Фиг.5. R-кривая в направлении T-L (испытываемый образец CCT760) образцов по изобретению, которые были получены с различными уровнями деформации при растяжении. Подробное описание изобретения Если не указано иное, все данные, относящиеся к химическому составу сплавов, выражены в процентах по массе в расчете на общую массу сплава. Обозначение сплавов приведено в соответствии с правилами The Aluminium Association, известными специалисту в данной области техники. Определения металлургических состояний указаны в европейском стандарте EN 515. Если не указано иное, статические механические характеристики, иными словами, предел прочности на разрыв Rm, условный предел упругости при 0,2%-ом удлинении Rp0,2 и удлинение при разрыве A, определены в испытаниях на растяжение по стандарту EN 10002-1, отбор образцов и направление испытания определены по стандарту EN-485-1. Скорость растрескивания (da/dN) определяли по стандарту ASTM E 647. Кривую интенсивности напряжений в зависимости от расширения трещины, известную также как R-кривая, определяли по стандарту ASTM E 561. Критический коэффициент интенсивности напряжений Kc, другими словами, такой коэффициент интенсивности, при котором трещина становится нестабильной, рассчитан исходя из R-кривой. Коэффициент интенсивности напряжений Kco также рассчитан посредством соотнесения начальной длины трещины с критической нагрузкой в начале монотонного нагружения. Оба эти значения рассчитывались для испытываемого образца установленной формы. Kapp представляет собой коэффициент Kco, соответствующий тому испытываемому образцу, который был использован для осуществления испытания по R-кривой. Keff представляет собой коэффициент Kc, соответствующий тому испытываемому образцу, который был использован для осуществления испытания по R-кривой. Δaeff(max) представляет собой расширение трещины в последней действительной точке R-кривой. Если не указано иное, размер трещины в конце стадии предварительного образования усталостной трещины равен W/3 для испытываемых образцов типа M(T), где W представляет собой ширину испытываемого образца, такую как определенная в стандарте ASTM E561. Необходимо заметить, что ширина испытываемого образца, используемого при испытании по R-кривой, может оказывать существенное влияние на интенсивность напряжений, измеряемую при этом испытании. Поскольку листы фюзеляжа представляют собой большие панели, то результаты по R-кривой, получаемые с достаточно широкими образцами, такими как образцы с шириной, превышающей или равной 400 мм, рассматривают как более значимые для оценки вязкости разрушения. По этой причине для оценки вязкости разрушения предпочтительно использовали испытываемые образцы CCT760, которые имели ширину 760 мм. Начальная длина трещины 2a0= 253 мм. Вязкость разрушения оценивали также в направлении T-L по общей энергии разрушения Eg согласно испытанию по Кану (Kahn). Напряжение по Кану Re (в МПа) равно отношению максимальной нагрузки Fmax, которую может выдерживать испытываемый образец, к площади сечения этого образца (произведению толщины B на ширину W). Re не позволяет оценивать относительную вязкость разрушения испытываемых образцов, статические механические характеристики которых различаются. Общую энергию разрушения Eg определяют как площадь под кривой "усилие-перемещение" до разрушения образца, причем Eg прямо связана с вязкостью разрушения. Это испытание описывается в статье «Испытание образцов с надрезом типа Кана и вязкость разрушения листа из алюминиевого сплава» ("Kahn-Type Tear Test and Crack Toughness of Aluminum Alloy Sheet"), напечатанной в журнале Materials Research & Standards, апрель 1964, стp.151-155. Образец, используемый для испытания вязкости разрушения по Кану, описывается, например, в «Справочнике по металлам» ("Metals Handbook"), 8th Edition, vol. 1, American Society for Metals, pp.241-242. Под «листом» в данном изобретении подразумевают катаное изделие с толщиной, не превышающей 12 мм. Термин «конструктивный элемент» относится к используемому в механической конструкции элементу, статические и/или динамические механические характеристики которого обладают особой значимостью для эксплуатационных свойств и целостности конструкции и для которого расчет конструкции обычно предписывается или осуществляется. В типичном случае речь идет о механической детали, ослабление которой способно вызывать опасность относительно безопасности упомянутой конструкции, лиц, эксплуатирующих ее или пользующихся ею, или иных лиц. В случае самолета такие конструктивные элементы включают, в частности, те элементы, которые составляют фюзеляж (такие как обшивка фюзеляжа (по-английски fuselage skin), элементы жесткости или связи фюзеляжа (стрингеры, от англ. stringers), непроницаемые перегородки (bulkheads), рамы фюзеляжа (окружные шпангоуты, от англ. circumferential frames), крылья (такие как обшивка крыла (wing skin), элементы жесткости (stringers или stiffeners), нервюры (ribs) и лонжероны (spars)) и оперение, состоящее, в частности, из горизонтальных и вертикальных стабилизаторов (horizontal or vertical stabilisers), а также профили пола (floor beams), направляющие кресел (seat tracks) и двери. Алюминиево-медно-литиево-серебряно-магниевый сплав по одному из вариантов реализации изобретения преимущественно имеет приведенный далее состав.
Для получения требуемых результатов в отношении вязкости разрушения может оказаться выгодным достичь почти полного растворения в течение термической обработки для перевода в твердый раствор, а также минимизировать разложение твердого раствора в течение закалки. Авторами изобретения было установлено, что этого можно достигнуть, например, ограничивая суммарное количество Cu и Li соответственно следующему соотношению между медью и литием
Cu (% по массе)+5/3 Li (% по массе)<5,2
и обеспечивая достаточно высокую скорость охлаждения в течение закалки, например, погружением в холодную воду.
Для предпочтительных и более предпочтительных составов из таблицы 1 соотношение между медью и литием предпочтительно составляет:
Cu (% по массе)+5/3 Li (% по массе)<5.
По меньшей мере один элемент, такой как Zr, Mn, Cr, Sc, Hf, Ti или их сочетание, вводят с целью уменьшения размера зерна. Добавляемые количества зависят от элемента: от 0,05 до 0,13% по массе (предпочтительно - от 0,09 до 0,13% по массе) для Zr, от 0,05 до 0,8% по массе для Mn, от 0,05 до 0,3% по массе для Cr и Sc, от 0,05 до 0,5% по массе для Hf и от 0,05 до 0,15% по массе для Ti. В случае, когда вводят несколько таких антирекристаллизационных элементов, их сумма может быть ограничена появлением первичных фаз.
В другом преимущественном варианте реализации изобретения уменьшение размера зерна осуществляли благодаря добавке от 0,05 до 0,13% по массе Zr, от 0,02 до 0,3% по массе Sc и, необязательно, от 0,05 до 0,8% по массе Mn, от 0,05 до 0,3% по массе Cr, от 0,05 до 0,5% по массе Hf и от 0,05 до 0,15% по массе Ti.
В некоторых случаях и, в частности, для горячекатаных листов с толщиной в интервале между 4 и 12 мм, может быть выгодным ограничить содержание Mn значением 0,05% по массе, а предпочтительно - 0,03% по массе. Авторами изобретения было замечено, что при таких толщинах присутствие Mn делает более трудным регулирование зеренной структуры и может одновременно влиять на механические свойства и вязкость разрушения.
Fe и Si обычно влияют на свойства вязкости разрушения. Количество Fe должно быть предпочтительно ограничено значением 0,1% по массе, и количество Si должно быть предпочтительно ограничено значением 0,1% по массе (предпочтительное - 0,05% по массе). Содержание всех других элементов также должно быть предпочтительно ограничено значением 0,1% по массе (предпочтительнее - 0,05% по массе).
Авторами изобретения было найдено, что, если содержание меди превышает 3,4% по массе, то свойства вязкости разрушения могут в некоторых случаях быстро падать. В некоторых вариантах реализации изобретения рекомендуется не превышать содержание меди в 3,3% по массе. Предпочтительно, содержание меди превышает 3,0% или даже 3,1% по массе.
Авторами настоящего изобретения было замечено, что содержания Zr, превышающие 0,13% по массе, могут, в некоторых случаях, приводить к низким характеристикам вязкости разрушения. Какой бы ни была причина такого падения вязкости разрушения, авторами изобретения было найдено, что высокое содержание Zr приводит к образованию первичных фаз Al3Zr. В данном случае может быть использована высокая температура разливки для того, чтобы избежать образования первичных фаз, но это может приводить к более низкому качеству жидкого металла с точки зрения включений и содержания газа. Именно поэтому авторы настоящего изобретения считают, что содержание Zr не должно преимущественно превышать 0,13% по массе.
Авторами изобретения было найдено, что, если содержание Li составляет менее 0,8% по массе или даже 0,9% по массе, то улучшение механической прочности очень незначительно. В некоторых случаях может быть выгодным, чтобы содержание Li составляло >0,9% по массе. Кроме того, при таких низких содержаниях Li уменьшение плотности сплава является очень незначительным. При содержании Li больше 1,4%, даже больше 1,2% по массе или даже больше 1,1% по массе значительным образом снижается вязкость разрушения. Кроме того, при таких высоких содержаниях Li имеется несколько недостатков, связанных, в частности, с термостойкостью, жидкотекучестью (литейными свойствами) и стоимостью исходных материалов.
Добавка Ag является существенным признаком изобретения. Характеристики механической прочности и вязкости разрушения, которые наблюдали авторы изобретения, обычно не достигаются сплавами, не содержащими серебра. Авторы изобретения полагают, что серебро играет роль в образовании упрочняющих фаз, содержащих медь и образующихся во время естественного или искусственного старения, и обеспечивает, в частности, образование более тонкодисперсных фаз и более равномерное распределение таких фаз. Выгодное действие Ag наблюдается при содержании данного элемента больше 0,1% по массе, а предпочтительно - больше 0,2% по массе. С целью ограничения затрат, связанных с добавкой Ag, может быть выгодным не превышать содержание в 0,5% по массе или даже 0,4% по массе.
Добавка Mg улучшает механическую прочность и уменьшает плотность. Добавление избыточного количества Mg может оказывать, однако, неблагоприятное действие на вязкость разрушения. В преимущественном варианте реализации изобретения содержание Mg ограничивается значением 0,4% по массе. Авторы изобретения полагают, что добавка Mg также может играть роль во время образования фаз, содержащих медь.
Металлический расплав, имеющий состав по изобретению, затем направляют на разливку. Настоящее изобретение позволяет получать катаное, экструдированное и/или кованое изделие, толщина которого преимущественным образом составляет в интервале между 0,8 и 12 мм, а более предпочтительно - между 2 и 12 мм.
По одному из предпочтительных вариантов реализации настоящего изобретения сплав, имеющий отрегулированные количества легирующих элементов, разливают в виде плиты. Плиту затем гомогенизируют при температуре от 490 до 530°C в течение от 5 до 60 часов. Авторами изобретения было замечено, что при температурах гомогенизации, превышающих 530°C, может в некоторых случаях проявляться тенденция к уменьшению характеристик вязкости разрушения.
Перед горячей прокаткой плиты нагревают до температуры от 490 до 530°C в течение от 5 до 30 ч. Горячую прокатку осуществляют с получением толщины в интервале между 4 и 12 мм. Для толщины приблизительно 4 мм или менее может быть добавлен, при необходимости, этап холодной прокатки. Получаемый лист имеет толщину, предпочтительно составляющую в интервале между 0,8 и 12 мм, и изобретение является более выгодным для листов с толщиной от 2 до 12 мм и даже от 2 до 9 мм, а еще более выгодным для листов с толщиной от 3 до 7 мм. Затем листы обрабатывают на твердый раствор, например, термической обработкой при температуре между 490 и 530°C в течение от 15 мин до 2 ч, потом закаливают водой при комнатной температуре или предпочтительно - холодной водой.
Далее изделие подвергают контролируемому растяжению на от 1 до 5%, а предпочтительно - от 2,5 до 4%. Такие уровни холодной деформации могут быть получены также холодной прокаткой, правкой, ковкой или сочетанием таких способов контролируемого растяжения. Предпочтительно, общая холодная деформация после закалки составляет в интервале между 2,5 и 4%. В частности, когда между закалкой и контролируемым растяжением осуществляют операцию правки, а какой-либо другой деформации в холодном состоянии не осуществляют, может быть предпочтительным, чтобы деформация при контролируемом растяжении находилось в интервале от 1,7 до 3,5%. Авторами изобретения было замечено, что вязкость разрушения имеет тенденцию уменьшаться в случае, когда деформация при контролируемом растяжении превышает 5%. Более того, результаты испытания по Кану, в частности Eg, имеют тенденцию уменьшаться при остаточной деформации больше 5%. Вследствие этого факта рекомендуется не превышать остаточную деформацию в 5%. В то же время, если растяжение превышает 5%, то могут встретиться затруднения промышленного характера, такие как затрудненное применение, а также трудности при формовании, что может увеличить стоимость изделия.
Отпуск осуществляют при температуре в интервале между 140 и 170°C в течение от 5 до 30 ч, что позволяет получать состояние T8. В некоторых случаях и, в частности, для предпочтительного и более предпочтительного составов из таблицы 1, отпуск более предпочтительно осуществляют между 140 и 155°C в течение от 10 до 30 ч. Низкие температуры отпуска обычно благоприятствуют высокой вязкости разрешения. В одном варианте реализации изобретения этап отпуска разделяют на два этапа: этап предварительного отпуска, предшествующий операции сварки, и конечную термическую обработку сварного конструктивного элемента. В рамках настоящего изобретения предпочтительным способом сварки является сварка трением с перемешиванием.
Листы по изобретению обладают полезными свойствами для рекристаллизованных, нерекристаллизованных или смешанных (то есть содержащих рекристаллизованные зоны и нерекристаллизованные зоны) микроструктур. В некоторых случаях авторами изобретения было замечено, что может оказаться полезным избегать смешанных микроструктур: для листов, толщина которых находится в интервале между 4 и 12 мм, может быть полезным, чтобы микроструктура была полностью нерекристаллизованной.
Характеристики листов, полученных по изобретению, даны в состоянии T8:
- условный предел упругости Rp0,2 в направлении L предпочтительно составляет по меньшей мере 440 МПа, предпочтительнее - по меньшей мере 450 МПа или даже по меньшей мере 460 МПа;
- предел прочности на разрыв Rm в направлении L предпочтительно составляет по меньшей мере 470 МПа, предпочтительнее - по меньшей мере 480 МПа или даже по меньшей мере 490 МПа;
- свойства вязкости разрушения с использованием образцов CCT760 (при 2a0 = 253 мм) являются следующими:
Kapp в направлении T-L предпочтительно составляет по меньшей мере 110 MPа√м, а предпочтительнее - по меньшей мере 130 MPа√м или даже по меньшей мере 140 MPа√м;
Kapp в направлении L-T предпочтительно составляет по меньшей мере 150 MPа√м, а предпочтительнее - по меньшей мере 170 MPа√м;
Keff в направлении T-L составляет по меньшей мере 130 MPа√м, а предпочтительно - по меньшей мере 150 MPа√м;
Keff в направлении L-T составляет по меньшей мере 170 MPа√м или даже по меньшей мере 190 MPа√м, а предпочтительно - по меньшей мере 230 MPа√м;
Δaeff(max), расширение трещины в последней действительной точке R-кривой в направлении T-L, предпочтительно составляет по меньшей мере 30 мм, а предпочтительнее - по меньшей мере 40 мм;
Δaeff(max), расширение трещины в последней действительной точке R-кривой в направлении L-T, предпочтительно составляет по меньшей мере 50 мм.
Формование листа по изобретению предпочтительно может осуществляться глубокой вытяжкой, волочением, ротационной вытяжкой, вальцовкой или гибкой, т.е. способами, известными специалисту в данной области техники.
При сборке конструктивных деталей могут использоваться, при необходимости, любые известные и возможные способы клепки и сварки, приемлемые для сплавов алюминия. Упомянутый лист может быть прикреплен к элементам жесткости или рамам, например, клепкой или сваркой. Авторами изобретения было найдено, что в том случае, если выбрана сварка, предпочтительным может быть применение способов сварки при низкой температуре, которые способствуют обеспечению того, что зона термического влияния является как можно меньшей. В данном отношении сварка лазером и сварка трением с перемешиванием часто дают особенно хорошие результаты. В рамках изобретения сварка трением с перемешиванием является предпочтительным способом сварки. Сварные соединения листов по изобретению, выполненные предпочтительно сваркой трением с перемешиванием, обладают коэффициентом прочности соединения, превышающим 70%, а предпочтительно - превышающим 75%. Такой выгодный результат получают в том случае, когда отпуск осуществляют до или после операции сварки.
Конструктивный элемент, образованный по меньшей мере одним изделием по изобретению, в частности листом по изобретению, и элементами жесткости или рамами, причем такие элементы жесткости или рамы предпочтительно выполнены из экструдированных профилей, может быть использован, в частности, для изготовления панелей фюзеляжа воздушных летательных аппаратов, а также для применения по любому другому назначению, где имеющиеся свойства могли бы быть полезными.
Согласно изобретению конструктивные элементы, элементы жесткости и/или панели фюзеляжа могут быть изготовлены из полученных катаных, экструдированных и/или кованых изделий. Авторами изобретения было найдено, что лист по изобретению обладает особенно благоприятными статическими механическими свойствами и высокой вязкостью разрушения. В случае известных изделий листы с высокой вязкостью разрушения обычно обладают низкими пределами упругости и прочности на разрыв. В случае листа по изобретению высокие механические свойства благоприятствуют его промышленному применению в конструктивных деталях летательных аппаратов, причем предел упругости и предел прочности на разрыв упомянутого листа являются характеристиками, которые непосредственно принимаются во внимание для расчета конструктивных размеров. Расчеты конструктивных элементов и, в частности, панелей фюзеляжа, содержащих листы и/или элементы жесткости по изобретению, показали возможность уменьшения массы по сравнению с конструктивными элементами с сопоставимыми свойствами, но только содержащими листы согласно предшествующему уровню техники из сплавов 2024, 2056, 2098, 7475 или 6156. Такое уменьшение массы составляет, в общем случае, от 1 до 10%, а в некоторых случаях может быть достигнуто даже большее снижение массы.
В качестве примера, для детали заданных формы и размеров, простая замена сплава 2024 сплавом по изобретению, без изменения размеров конструктивного элемента в зависимости от улучшения механических характеристик, может обеспечить уменьшение массы примерно от 3 до 3,5%.
Улучшенные механические характеристики сплавов по изобретению позволяют разрабатывать еще более легкие изделия тех же размера и формы, что позволяет достигать уменьшения массы на 10% или даже превзойти его.
Лист по изобретению обычно не вызывает каких-либо особых проблем во время дальнейших операций обработки поверхности, традиционно используемых для авиационных конструкций.
Стойкость к межкристаллитной коррозии листа по изобретению обычно является высокой; например, при испытании металла на коррозию обнаруживают обычно только отдельные очаги точечной коррозии. В предпочтительном варианте реализации изобретения лист по изобретению может быть использован без плакирования.
Эти, а также другие аспекты изобретения поясняются более подробно с помощью следующих далее иллюстративных и неограничительных примеров.
Примеры
Пример 1
В связи с настоящим изобретением с целью сравнения использованы некоторые известные материалы (обозначения от A до E). Они представляют собой, соответственно, сплавы 2024, 2056, 7475, 6156 и 2098. Примеры по изобретению отмечены обозначениями от F до I. Химический состав различных испытуемых сплавов приведен в таблице 2.
Плотности различных испытуемых сплавов представлены в таблице 3. Образцы от F до I имеют наиболее низкую плотность среди различных испытуемых материалов.
Способ, использованный для изготовления сравнительных образцов от A до D, представляет собой традиционный промышленный способ, причем такие сравнительные образцы были плакированы. Конечные металлургические состояния для образцов A, B, C и D соответствовали состояниям T3, T3, T76 и T6 по стандарту EN573. Способ, использованный для изготовления образцов E и F, приведен в таблице 4. В некоторых случаях между закалкой и контролируемым растяжением осуществляли этап правки. В целях сравнения образцы E не обрабатывали в наиболее обычных для них условиях, в которые входит операция контролируемого растяжения с удлинением в интервале между 5 и 10%. Образец E#3 подвергали обработке отжигом перед обработкой на твердый раствор с целью улучшения вязкости разрушения. Особый способ, осуществленный для образца E#3 и включающий в себя дополнительный этап, не может быть приемлемым для промышленного применения по причине увеличения стоимости, связанной с этим этапом. Для других образцов, выполненных из сплава E, этапа отжига не осуществляли.
Для обозначений G, H, I и J точный выбор состава допускает полное растворение, происходящее при температуре обработки на твердый раствор, значительно меньшей солидуса.
После отпуска вырезали образцы требуемых размеров. В таблице 5 приведены обозначения различных образцов и их размеры.
Образцы подвергли испытаниям для определения их статических механических свойств, а также их вязкости разрушения. Значения предела упругости Rp0,2, предела прочности на разрыв Rm и удлинения при разрыве (A) приведены в таблице 6.
Статические механические свойства образцов по изобретению являются очень высокими по сравнению с традиционными сплавами устойчивой к повреждениям серии 2XXX и имеют тот же порядок величины, что и у образца 7475 T76 с обозначением C. Механическая прочность образцов по изобретению несколько меньше механической прочности сравнительного сплава E. Авторы изобретения считают, что низкое содержание меди и низкое содержание циркония в образцах по изобретению немного влияют на их механическую прочность.
R-кривые некоторых образцов по изобретению и сравнительных образцов E представлены на фиг.1 и 2 для направлений T-L и L-T соответственно. На фиг.1 ясно видно, что расширение трещины в последней действительной точке R-кривой (Δaeff(max)) намного больше для образцов по изобретению, чем для образцов E#1, E#3, E#31 и E#4. Данный параметр является по меньшей мере настолько же критическим, как и значения Kapp, в силу того, что, как поясняется в описании предшествующего уровня техники, длина R-кривой представляет собой важный параметр при проектировании фюзеляжа. На фиг.2 видна такая же тенденция, хотя направление L-T дает по сути лучший результат. R-кривую образца F#3 оказалось невозможным определить в направлении L-T, поскольку была достигнута максимальная нагрузка испытательной машины. В таблице 7 кратко изложены результаты испытаний на вязкость разрушения. Для листов по изобретению значение Kapp в направлении T-L составляет свыше 110 МПа√м и даже свыше 130 МПа√м, в то время как для сравнительных образцов E из сплава 2098 значение Kapp в направлении T-L составляет меньше 110 МПа√м, за исключением образца E#3, который был подвергнут специальному этапу отжига перед обработкой на твердый раствор.
Результаты, полученные из R-кривой, перегруппированы в таблице 8. Расширение трещины в последней действительной точке R-кривой является большим для образцов по изобретению, чем для сравнительных образцов. Таким образом, в направлении T-L все образцы по изобретению достигли расширения трещины по меньшей мере 30 мм и даже по меньшей мере 40 мм, в то время как максимальное расширение трещины для сравнительных образцов составляет менее 40 мм. Авторы изобретения считают, что может быть предложено несколько причин для объяснения таких эксплуатационных характеристик, например более низкое содержание Cu и/или более низкое содержание Zr.
На фиг.3 и 4 показано изменение скорости растрескивания da/dN (в мм/цикл) в направлении T-L и L-T соответственно для различных уровней коэффициента интенсивности напряжений (ΔK). Ширина образца составляла 400 мм (образец CCT 400), а R=0,1. Большой разницы между образцами E и F не наблюдается. Скорость растрескивания образца F находится в том же диапазоне, что и скорость, типично получаемая для сплава 2056 (образец B), и меньше скорости, полученной для сплава 6156 (образец D).
Стойкость к межкристаллитной коррозии испытывали по стандарту ASTM G110. Во всех образцах по изобретению каких-либо признаков межкристаллитной коррозии обнаружено не было. Каких-либо признаков межкристаллитной коррозии в сравнительных образцах из сплава 2098 (E#1-E#4) также не было обнаружено. В образце B (у которого было удалено плакировочное покрытие) была отмечена межкристаллитная коррозия со средней глубиной 120 мкм, а в образце D (у которого было удалено плакировочное покрытие) была отмечена межкристаллитная коррозия со средней глубиной 180 мкм. Таким образом, стойкость к межкристаллитной коррозии образцов по изобретению была также очень высокой.
Пример 2
В данном примере влияние величины деформации при растяжении было изучено на образцах лабораторного масштаба. Шесть образцов, полученных из отливки H и превращенных в листы толщиной 5 мм в соответствии с условиями, описанными в таблице 4, были деформированы контролируемым растяжением до величины остаточной деформации в интервале между 1 и 6%, затем подвергнуты отпуску в течение 18 ч при 155°C. Образцы подвергли испытаниям для определения их статических механических свойств, а также их вязкости разрушения. Предел упругости Rp0,2, предел прочности на разрыв Rm и удлинение при разрыве (A) приведены в таблице 9.
Статические механические характеристики увеличиваются с величиной остаточной деформации при контролируемом растяжении. Существенное увеличение достигается при величине остаточной деформации в 3%. Так, увеличение Rm(L) составляет 7% при увеличении величины остаточной деформации с 1 до 3%, в то время как оно составляет только 3% при увеличении с 4 до 6%. Вязкость разрушения оценивали по методике, называемой испытанием по Кану, результаты приведены в таблице 10.
Связь между общей энергией разрушения Eg и вязкостью разрушения является прямой, хотя значения Eg не могут быть использованы для предсказания результатов по R-кривой для широких образцов по причине различающихся геометрических размеров, принятых в испытаниях. Можно заметить, что Eg медленно уменьшается вплоть до остаточной деформации в 5% и уменьшается более резко при остаточной деформации 6%.
Пример 3
В данном примере влияние величины остаточной деформации, полученной при контролируемом растяжении, было изучено на промышленных образцах. Два образца, полученные из отливки J и превращенные в листы толщиной 5 мм в соответствии с условиями, описанными в таблице 4, были выправлены и подвергнуты контролируемому растяжению с величиной остаточной деформации 1,8% и 3,4%. Образцы подвергли испытаниям для определения их статических механических свойств, а также их вязкости разрушения. Предел упругости Rp0,2, предел прочности на разрыв Rm и удлинение при разрыве (A) приведены в таблице 11.
Кривые R, полученные для обоих образцов в направлении T-L, представлены на фигуре 5. В таблице 12 кратко изложены результаты по R-кривой. Образец, претерпевший остаточную деформацию 1,8%, обладает механической прочностью более низкой, чем прочность образца, претерпевшего остаточную деформацию 3,4%. В то же время, для обоих образцов наблюдалась очень высокая вязкость разрушения.
Пример 4
В данном примере оценивали механическую прочность сварных соединений листов по изобретению или сравнительных листов. Листы толщиной 3,2 мм, полученные из отливок D (6156), E и I, были сварены сваркой трением с перемешиванием. Сварка была осуществлена на агрегате MTS ISTIR®. Параметры сварки были выбраны на основании испытаний, осуществленных во время предварительного исследования. Выбор параметров осуществляли в зависимости от результатов микроструктурных исследований и испытаний на сгибание. Для листов, полученных из отливок E и I, соединение осуществляли при скорости вращения инструмента 800 об/мин (оборотов в минуту) и скорости сварки 300 мм/мин. Для листов, полученных из отливки D, соединение осуществляли при скорости вращения инструмента 510 об/мин (оборотов в минуту) и скорости сварки 900 мм/мин.
Отпуск осуществляли как перед, так и после соединения сваркой трением с перемешиванием. Результаты представлены в таблице 13. Эксплуатационные характеристики сварных соединений, полученных с листами по изобретению, были особенно удовлетворительным по двум аспектам. Во-первых, коэффициент прочности соединения, который представляет собой отношение прочности на разрыв сварного соединения и прочности на разрыв несваренного листа, составляет для листов по изобретению свыше 70% и даже свыше 75%. Этот коэффициент достигает в некоторых случаях даже 80%. Такой результат лучше результата, полученного с листами, изготовленными из отливки E. Во-вторых, эти результаты мало подвержены влиянию очередности этапа отпуска (перед сваркой или после сварки), что делает способ более гибким. В противоположность этому, для листов, полученных из отливки D(6156), наблюдается значимое влияние очередности этапа отпуска.
Пример 5
В данном примере оценивали влияние содержания Zr и Mn на статические механические характеристики и вязкость разрушения.
Два сплава отлили и превратили в листы толщиной 6 мм в соответствии с условиями, приведенными для образцов G, H и I в таблице 4. Составы данных сплавов приведены в таблице 14.
Образцы подвергли испытаниям для определения их статических механических свойств, а также их вязкости разрушения. Предел упругости Rp0,2, предел прочности на разрыв Rm и удлинение при разрыве (A) приведены в таблице 15, а результаты испытаний на вязкость разрушения представлены в таблице 16.
Образцы L и M достигают механических характеристик по изобретению в состоянии T8. В то же время, характеристики статической механической прочности и вязкости разрушения образца L, который содержит Mn и имеет низкое содержание Zr, являются более низкими, чем для других примеров по изобретению. Авторы изобретения полагают, что более низкие характеристики образца L связаны с менее благоприятной микроструктурой, характеризующейся, в частности, присутствием рекристаллизованных зон и нерекристаллизованных зон (смешанная микроструктура).
Реферат
Изобретение относится к изделиям из сплавов на основе алюминия, а именно к изделиям, используемым в авиационно-космической промышленности и пригодным для применения в конструкциях фюзеляжа. Способ изготовления листа включает приготовление металлического расплава на основе алюминия, отливку плиты, гомогенизацию при температуре в интервале от 490 до 530°С в течение от 5 до 60 часов, прокатку упомянутой плиты в лист с конечной толщиной в интервале между 0,8 и 12 мм, обработку на твердый раствор и закалку, растягивание контролируемым образом упомянутого листа с остаточной деформацией от 1 до 5%, отпуск при нагреве при температуре от 140 до 170°С в течение от 5 до 30 часов. Упомянутый расплав на основе алюминия содержит от 3,0 до 3,4% по массе Сu, от 0,8 до 1,2% по массе Li, от 0,2 до 0,5% по массе Ag, от 0,2 до 0,6% по массе Mg и по меньшей мере один элемент, выбранный из Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,05 до 0,13% по массе для Zr, от 0,05 до 0,8% по массе для Mn, от 0,05 до 0,3% по массе для Cr и для Sc, от 0,05 до 0,5% по массе для Hf и от 0,05 до 0,15% по массе для Ti, алюминий и неизбежные примеси - остальное, при этом содержание Си и Li соответствует соотношению Сu (% по массе) + 5/3 Li (% по массе) <5,2. Получается лист из сплава на основе алюминия, обладающий высокой механической прочностью, высокой вязкостью разрушения, большим расширением трещины перед нестабильным разрушением и высокой стойкостью к коррозии. 5 н. и 18 з.п. ф-лы, 5 ил., 16 табл.
Формула
a) готовят металлический расплав, содержащий от 3,0 до 3,4% по массе Си, от 0,8 до 1,2% по массе Li, от 0,2 до 0,5% по массе Ag, от 0,2 до 0,6% по массе Mg и по меньшей мере один элемент, выбранный из Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,05 до 0,13% по массе для Zr, от 0,05 до 0,8% по массе для Mn, от 0,05 до 0,3% по массе для Cr и для Sc, от 0,05 до 0,5% по массе для Hf и от 0,05 до 0,15% по массе для Ti, остальное составляют алюминий и неизбежные примеси, при дополнительном условии, что количество Сu и Li является таким, что Сu (% по массе) + 5/3 Li (% по массе) <5,2;
b) отливают плиту из упомянутого металлического расплава;
c) гомогенизируют упомянутую плиту при температуре в интервале от 490 до 530°С в течение от 5 до 60 ч;
d) прокатывают упомянутую плиту в лист с конечной толщиной в интервале между 0,8 и 12 мм;
e) обрабатывают на твердый раствор и закаливают упомянутый лист;
f) растягивают контролируемым образом упомянутый лист с остаточной деформацией от 1 до 5%;
g) осуществляют отпуск упомянутого листа нагреванием при температуре от 140 до 170°С в течение от 5 до 30 ч.
а) готовят металлический расплав, содержащий от 3,0 до 3,4% по массе Сu, от 0,8 до 1,2% по массе Li, от 0,2 до 0,5% по массе Ag, от 0,2 до 0,6% по массе Mg и по меньшей мере один элемент, выбранный из Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,09 до 0,13% по массе для Zr, от 0,05 до 0,8% по массе для Mn, от 0,05 до 0,3% по массе для Cr и для Sc, от 0,05 до 0,5% по массе для Hf и от 0,05 до 0,15% по массе для Ti, остальное составляют алюминий и неизбежные примеси, при дополнительном условии, что количество Си и Li является таким, что
Сu (% по массе)+5/3 Li (% по массе)<5,0;
b) отливают плиту из упомянутого металлического расплава;
c) гомогенизируют упомянутую плиту при температуре в интервале от 490 до 530°С в течение от 5 до 60 ч;
d) прокатывают упомянутую плиту в лист с конечной толщиной в интервале между 2 и 9 мм;
e) обрабатывают упомянутый лист на твердый раствор при температуре в интервале между 490 и 530°С в течение времени от 15 мин до 2 ч и закаливают упомянутый лист;
f) растягивают контролируемым образом упомянутый лист с остаточной деформацией от 2,5 до 4%;
g) осуществляют отпуск упомянутого листа нагреванием при температуре от 140 до 155°С в течение от 10 до 30 ч.
а) готовят металлический расплав, содержащий от 3,0 до 3,4% по массе Сu, от 0,8 до 1,2% по массе Li, от 0,2 до 0,5% по массе Ag, от 0,2 до 0,6% по массе Mg и по меньшей мере один элемент, выбранный из Zr, Cr, Sc, Hf и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,05 до 0,13% по массе для Zr, от 0,05 до 0,3% по массе для Сr и для Sc, от 0,05 до 0,5% по массе для Hf и от 0,05 до 0,15% по массе для Ti, содержание марганца (Мn) в упомянутом металлическом расплаве составляет менее 0,05% по массе, а остальное составляют алюминий и неизбежные примеси, при дополнительном условии, что количество Сu и Li является таким, что
Сu(% по массе)+5/3 Li (% по массе)<5,2;
b) отливают плиту из упомянутого металлического расплава;
c) гомогенизируют упомянутую плиту при температуре в интервале от 490 до 530°С в течение от 5 до 60 ч;
d) прокатывают упомянутую плиту в лист с конечной толщиной в интервале между 0,8 и 12 мм;
e) обрабатывают на твердый раствор и закаливают упомянутый лист;
f) растягивают контролируемым образом упомянутый лист с остаточной деформацией от 1 до 5%;
g) осуществляют отпуск упомянутого листа нагреванием при температуре от 140 до 170°С в течение от 5 до 30 ч.


Документы, цитированные в отчёте о поиске
Сплав с низкой плотностью на основе алюминия и способ изготовления продукта из этого сплава
Комментарии