Листы изотропной электротехнической стали и способы их изготовления - RU2092605C1
Код документа: RU2092605C1
Чертежи














Описание
Изобретение относится к металлургии, в частности, к листу электротехнической стали, используемому как материал сердечников электрических машин и оборудования, такого, как различные электромоторы, генераторы, малые трансформаторы, балластные дроссели и т. п. и способам изготовления, и более конкретно к листам изотропной электротехнической стали с малыми потерями мощности на перемагничивание и высокой плотностью магнитного потока и магнитной проницаемостью и способам изготовления таковых.
Изделия, изготавливаемые из листов изотропной
электротехнической стали для электромашин, в общем случае могут классифицироваться по содержанию кремния. Такие изделия считаются низкокачественными, если содержание кремния менее 1% среднего класса,
если содержание кремния 1-2% и высокого класса, если содержание кремния превышает 2% Такая классификация основана на факте, что потери в стали уменьшаются с повышением содержания кремния. Однако
плотность магнитного потока и магнитная проницаемость снижается при повышении содержания кремния. Высокие магнитные свойства означают, что потери в стали малы, а плотность магнитного потока и
проницаемость высокие. Так как кремний
элемент, повышающий твердость стали при холодном деформировании, то он вредно влияет на способность стали к холодной прокатке в процессе изготовления
листа или к пробивке при обработке потребителями, поэтому предпочтительнее иметь малое содержание кремния и в то же время по возможности снизить потери. Таким образом, имеется потребность в
разработке
изотропного стального листа с малым содержанием кремния, малыми потерями и высокой плотностью магнитного потока и магнитной проницаемостью.
Потери в изотропной электротехнической стали для электромашин могут быть в основном разделены на потери на гистерезис и на потери на вихревые токи. Потери на вихревые токи определяются химическим составом стали, толщиной листа, частотой и т.д.
При использовании обычной частоты в 60 Гц потери на гистерезис составляют более 50%
Однако потери на вихревые токи могут стать больше потерь на
гистерезис в случаях, когда
работа ведется на повышенных частотах. Чтобы снизить потери на вихревые токи, можно добавлять химические элементы с высоким удельным сопротивлением, такие как кремний и
алюминий, или же нужно
уменьшить толщину стального листа. Чтобы снизить потери за счет химического состава, толщины и частоты в одинаковых условиях, необходимо снижать потери на гистерезис. Так как
потери на гистерезис
обратно пропорциональны размеру зерна, кристаллические зерна сплава должны быть как можно больше. Располагая кристаллографическую плоскость (110) или (200) параллельно
поверхности листа, т.е. получая
текстуру (110) (U1, V1, W1) или (200) (U2, V2, W2), можно снизить потери, а также улучшить плотность
магнитного потока и
проницаемость. Магнитные свойства не всегда улучшаются пропорционально росту зерна. Но если компоненты текстуры (110) или (200) хорошо сформированы, и если зерно значительно
выращено, магнитные
свойства улучшаются.
Когда компоненты текстуры (110) или (200) хорошо развиты, а текстура (111), ухудшающая магнитные свойства, развита слабо или подавлена, то магнитные свойства могут быть улучшены.
В способе выращивания зерна имеется направление подбора компонентов и направление чисто технологии изготовления. Сильно увеличивая выделение тонких фаз, можно легко выращивать зерно в конечном продукте. Хотя очистка стали является хорошим методом в смысле получения выгодной структуры с точки зрения магнитных свойств, можно использовать метод подавления текстуры (111) и т.д. вредной с точки зрения магнитных свойств, посредством добавки специальных элементов, позволяющих управлять структурой.
Изготовление изотропной листовой электротехнической стали осуществляется в процессе полного или неполного передела. Стальной слиток нагревают, прокатывают горячей прокаткой, и прокатанный лист протравливают после отжига. В полном процессе горячекатаный лист протравливают, подвергают холодной прокатке и отжигают. Последующие операции изготовления осуществляют "потребители". По неполному, т.е. половинному процессу, горячекатаный лист протравливают, подвергают холодной прокатке, проводят промежуточный отжиг и затем проводят калибровочную прокатку с очень малым обжатием или дрессировку листов (холодную прокатку с обжатием 3-5%). Последующую обработку, включающую отжиг со снятием напряжений, осуществляют "потребители". В случае полного процесса осуществляют прокатку, включающую первый этап холодной прокатки, второй этап холодной прокатки проводят после промежуточного отжига. Этот метод также подпадает под полный процесс, так как после второй холодной прокатки проводится высокотемпературный отжиг.
Так как изотропный стальной лист, изготовленный по половинному процессу, прошел калибровку или прокатку с отпуском, "потребители" должны производить отжиг со снятием напряжений после обработки у себя. Этот отжиг со снятием напряжений имеет цель вырастить зерно и снять напряжения после обработки.
Что касается изотропных листов электротехнической стали, изготовленных в процессе полного передела, то большее или меньшее количество внутренних напряжений появляется в результате обработки у "потребителя", и эти остаточные напряжения могут быть сняты высокотемпературным отжигом. В результате магнитные свойства при отжиге со снятием напряжений у "потребителя" могут быть улучшены.
Из уровня техники производства неориентированного стального электротехнического листа известен способ улучшения магнитной проницаемости даже при высоких потерях посредством снижения содержания кремния или алюминия в стали, но способ этот находит лишь ограниченное применение вследствие большого расхода электроэнергии на его осуществление. Кроме того, известен способ снижения потерь путем увеличения содержания в стали кремния или алюминия, который обеспечивает низкую плотность магнитного потока и проницаемость. Недостатком этого способа является снижение КПД электрических машин. Заявки на патент Кореи NN 88-017514, 88-017924 и 98-020173 предлагают добавлять такие элементы, как цирконий и бор, в сталь с содержанием сурьмы, но структура и рост кристаллического зерна, полезные для магнитных свойств, в конечном продукте были недостаточными. В заявке на патент Кореи N 91-5867 предлагается метод сматывания в рулон в защитной атмосфере после прокатки с обжатием толщины листа более 15% проводимой в ферритовой фазе при горячей прокатке. По этому способу, однако, без добавления специальных элементов, таких как олово, никель и медь, кристаллическое зерно получилось мелким, а структура недостаточно выгодная для магнитных свойств. Патент США N 4204890 предлагает способ улучшения магнитных свойств посредством развития структуры при непрерывном отжиге или отжиге в контейнере горячекатаного листа, стали, содержащей сурьму. Недостатком этого способа является необходимость максимального снижения содержания серы для обеспечения роста зерна. В патенте Японии N 63-3176276 описана сталь, изготовленная по половинному процессу, содержащая один или более двух элементов из группы, включающей олово, сурьму, никель и медь и добавку марганца в количестве 1-1,5% а также способ изготовления такой стали. В этом способе избыточная добавка марганца приводит к удорожанию. Кроме того, так как марганец является элементом, легко образующим аустенитную фазу, он переходит в аустенитную фазу вплоть до низкой температуры, в связи с чем недостатком этого способа являются слабые магнитные свойства и в частности низкая плотность магнитного потока из-за осуществления горячей прокатки в аустенитной фазе.
Изобретение предлагает изотропный стальной электротехнический лист с превосходными магнитными свойствами и способ изготовления этого листа половинным или полным процессом путем соответствующего выбора системы компонентов в стали.
Изобретение заключается в том, что система исходных компонентов включает добавки одного или двух дополнительных компонентов, олова и сурьмы, вводимых одновременно, помимо добавок меди и никеля к стали, содержащей максимум 3, 5% кремния, максимум 0,7% алюминия и менее 1% марганца. Дополнительно к этим элементам могут быть добавлены углерод, кальций или редкоземельные элементы и фосфор. Для улучшения магнитных свойств также полезно присутствие и других примесей, например кислорода, серы и азота в минимальных количествах, однако некоторое количество этих примесей присутствует неизбежно. Если добавить много углерода, то потребуется обезуглероживающий отжиг. Добавка в систему компонентов только одного из элементов, никеля или углерода, в дополнение к одному или обоим элементам, олову или сурьме, не является признаком изобретения. Только когда сплав содержит никель и медь, а также один или оба элемента, олово и сурьму, которые должны добавляться одновременно, - отличительный признак изобретения. Эти элементы создают текстуры, выгодные для улучшения магнитных свойств, например в плоскости (110) и плоскости (200), и в частности обеспечивают хороший рост кристаллических зерен.
Стальной сляб из стали, выплавляемой либо в конвертере, либо в электропечи и т. д. может изготавливаться в процессе непрерывного литья или при черновом блюминге, а затем он подается в нагревательную печь в нагретом или охлажденном состоянии. Стальной слиток, нагретый в нагревательной печи, подвергается горячей прокатке, затем сматывается в рулон и подвергается холодной прокатке после протравливания и выходит в виде отожженного или неотожженного горячекатаного листа. Холоднокатаные листы могут производиться в процессе полного или половинного передела. Полным процессом называется процесс, в котором проводится протравливание горячекатаного листа, затем холодная прокатка в один этап или два этапа и затем проводится окончательный высокотемпературный отжиг. Половинный процесс это процесс, по которому проводятся первая холодная прокатка горячекатаного листа, калибровка или прокатка с отпуском после промежуточного отжига, а отжиг со снятием напряжений должен проводиться "потребителем". Каждый режим обработки из вышеуказанных может изменяться в зависимости от состава стали. Даже, если сталь содержит одинаковое количество добавок, изменение в одном этапе изготовления может изменить последующие этапы процесса изготовления.
В изобретении может проводиться непрерывный отжиг горячекатаного листа или же процесс отжига горячекатаного листа может отсутствовать при управлении составом стали и условиями горячей прокатки, так что чистовая горячая прокатка может проводиться в условиях ферритной фазы. При изготовлении по этому способу можно изготовить изотропный стальной электротехнический лист с малыми потерями и с высокой плотностью магнитного потока и высокой проницаемостью.
Конечно отжиг в контейнерах горячекатаного листа может улучшить магнитные свойства, но степень улучшения магнитных свойств не оправдывает увеличения расходов.
Изобретатель этого процесса провел следующий эксперимент для проверки того, как влияет температура чистовой прокатки на магнитные свойства.
Были проведены высокотемпературные испытания на сжатие стали, изготовленной из слитка, содержащего, мас. углерод 0,003; кремний 0,61; марганец 0,25; фосфор 0,05; сера 0,008; азот 0,004; кислород 0,002; алюминий 0,27; никель 0,09; медь 0,075; олово 0,09; остальное железо и неизбежные примеси. Этот слиток подвергали горячей прокатке, затем были вырезаны цилиндры высотой 13 мм и диаметром 8 мм. Температура при испытании на сжатие поддерживалась 840oC для ферритовой фазы и 930oC для аустенитной фазы.
Были проведены исследования микроструктуры после деформации сжатия при этих температурах, исследование структуры под действием деформации только при охлаждении воздухом. Деформации сжатием проводились при охлаждении со скоростью 10oC в 1 ч от 800oC, при этом после проведения последнего процесса в образце, деформированном при 840oC в ферритовой фазе, в микроструктуре, образовавшейся после деформации, получены удлиненные зерна. Образец, деформированный при 930oC в аустенитной фазе, имел структуру рекристаллизации. Было подтверждено, что в микроструктуре после охлаждения в образце, деформированном при 930oC, зерно почти не выросло, но в случае микроструктуры, деформированной при 840oC, зерно значительно выросло.
Это является результатом того, что происходит динамическая рекристаллизация, так как энергия дефектов упаковки в аустенитной фазе мала и, следовательно, мала объемная остаточная деформация образца, а с другой стороны после деформации в ферритовой фазе сохраняется значительная объемная деформация, так как динамическое восстановление происходит только при высокой энергии дефектов упаковки.
Соответственно величина остаточной деформации в образцах после чистовой прокатки в ферритовой фазе больше, чем для случая аустенитной фазы после чистовой прокатки, и таким образом зерно растет даже при сматывании горячекатаного листа в рулон при высокой температуре или при непрерывном отжиге горячекатаного листа.
По данному изобретению получают размер зерна более 25 мкм при производстве листа по полному процессу и размер зерна более 50 мкм при производстве по половинному процессу, даже при всех изменениях, вызванных разным содержанием кремния.
Магнитные свойства не улучшаются пропорционально размеру зерна, также должна быть сформирована структура, выгодная для магнитных свойств. Стальной сляб описанного выше состава был нагрет до 1230oC, прокатан с уменьшением толщины на 19% соответственно при 840oC и при 930oC при чистовой горячей прокатке, охлаждался со скоростью 15oC в 1 ч от 800oC и затем холодной прокаткой был получен лист толщиной 0,5 мм после протравливания. Высокотемпературный отжиг холоднокатаных листов проводился в атмосфере смеси азота и водорода в течение 2 мин при 960oC.
В результате исследования магнитных свойств листа после проведения высокотемпературного отжига оказалось, что магнитные свойства образца, горячая прокатка которого заканчивалась в ферритовой фазе, были лучше, чем у образца, горячая прокатка которого заканчивалась на аустенитовой фазе.
Также проводились испытания на сжатие при высокой температуре стали состава, мас. углерод 0,002; кремний 2,1; марганец 0,22; фосфор 0,03; сера 0,005; никель 0,12; медь 0,07; олово 0,06; остальное железо и неизбежные примеси. Результат наблюдения микроструктур, образованный после охлаждения, показывает, что фазовое превращение в диапазоне условий изготовления по изобретению не наблюдается вследствие высокого содержания кремния, который образуется в ферритовой фазе. В ферритовой фазе появляется типичное удлиненное зерно. Это показывает, что имеется корреляция между содержанием кремния и температурной зоной чистовой прокатки.
Лист изотропной электротехнической стали, изготовленный в соответствии со способом согласно изобретению, отличается тем, что потери в нем низки даже при относительно низком содержании кремния, а плотность магнитного потока и проницаемость высоки даже при относительно высоком содержании кремния.
В изотропных стальных электротехнических листах согласно изобретению улучшение магнитных свойств определяется тем фактом, что олово, сурьма и т.д. сегрегируются по границам кристаллических зерен, предотвращая внедрение элементов за счет их диффузии внутрь стали, и контролируется формирование кристаллической структуры. Медь образует большие включения с серой и марганцем. Так как медь и никель добавляются одновременно, улучшается сопротивление коррозии при высоких температурах и замедляется рост окалины.
Далее при отжиге растет размер зерен и лучше формируется текстура в плоскости (110) и (200), благоприятная для магнитных свойств, за счет комбинированного воздействия легирующих свойств, за счет комбинированного воздействия легирующих элементов. Это позволяет производить изотропную листовую электротехническую сталь с превосходными магнитными свойствами.
Существует масса способов индикации структурных характеристик стального листа, но согласно данному изобретению структурный коэффициент и параметры структуры определялись по формулам Горта, приведенным ниже, как формулы (1) и (2). Формула (1) определяет структурный коэффициент плоскости (hkl), произвольно выбранный в исследуемом стальном листе, а формула (2) определяет параметр структуры как отношение структурных коэффициентов для плоскостей (200), (100) и (310), благоприятных для магнитных свойств и плоскостей (211), (222) и (321), неблагоприятных для магнитных свойств. В формуле (1) Ihkl обозначает интенсивность текстуры замеряемого пробного образца, IRkl обозначает произвольную интенсивность стандартного пробного образца, а Nhkl обозначает коэффициент умножения. Магнитные свойства улучшаются с увеличением интенсивности текстуры плоскостей (200), (210) и (310) и уменьшением интенсивности текстуры плоскостей (211), (222) и (321). Также магнитные свойства улучшаются с увеличением структурного параметра, и сталь по данному изобретению имеет структурный параметр не ниже 0,2.

где Phkl структурный коэффициент.

где (Tp структурный параметр.
Изобретение относится к изотропному стальному электротехническому листу с повышенными магнитными свойствами, содержащему в высоких углерод менее 0,02; кремний 1,0-3,5; марганец менее 1,0; фосфор менее 0,1; сера менее 0,01; азот менее 0,008; алюминий менее 0,7; никель 0,005-1,0; медь 0, 02-0,5, при суммарном содержании одного или обоих легирующих элементов: олова и сурьмы 0,02-0,2% остальное железо и неизбежные примеси.
Далее изобретение относится к изотропному стальному электротехническому листу с улучшенными магнитными свойствами, содержащему компонент или ряд компонентов, указанных выше, в котором кристаллическое зерно имеет размер более 30 мкм, предпочтительно размер зерна находится в диапазоне 30-200 мкм, и наиболее предпочтительно в диапазоне 60-150 мкм, и структурный параметр, рассчитанный по формуле Горта, превышает величину 0,2, предпочтительно превышает величину 0,5.
Также изобретение относится к изотропному стальному электротехническому листу с повышенными магнитными свойствами, содержащему, мас. углерод менее 0,02; кремний менее 1; марганец менее 0,5; фосфор менее 0,15, сера менее 0,01; азот менее 0,008; кислород менее 0,0005; алюминий менее 0,07; никель 0,05-1,0; медь 0,02-0,5, при суммарном содержании одного или обоих легирующих элементов олова и сурьмы 0,02-0,2% остальное железо и другие неизбежные примеси.
Далее изобретение относится к изотропному стальному электротехническому листу с повышенными магнитными свойствами, содержащему компонент или ряд компонентов, описанных выше, кристаллическое зерно в котором имеет размер более 20 мкм, предпочтительно размер зерна находится в диапазоне 20-250 мкм, наиболее предпочтительно в диапазоне 40-200 мкм, а структурный параметр, рассчитанный по формуле Горта, превышает 0,2 и предпочтительно превышает величину 0,5.
Также изобретение относится к изотропному стальному электротехническому листу с повышенными магнитными свойствами, содержащему, мас. углерод менее 0,02; кремний менее 3, 5; марганец менее 0,5; фосфор менее 0,15; сера менее 0,01; азот менее 0,008; алюминий менее 0,7; никель 0,02-1,0; медь 0,02-0,5, при суммарном содержании одного или обоих легирующих элементов олова и сурьмы 0,02-0,2% 0,001-0,02% кальция, и/или 0,00-0,03% редкоземельного элемента (РЗЭ), остальное железо и другие неизбежные примеси.
Далее изобретение относится к изотропному стальному электротехническому листу с повышенными магнитными свойствами, содержащему один компонент или ряд компонентов, описанных выше, в котором размер зерна превышает 30 мкм, предпочтительно размер зерна находится в диапазоне 30-250 мкм, наиболее предпочтительно в диапазоне 50-200 мкм, а структурный параметр по формуле Горта превышает 0,2, предпочтительно превышает 0,5.
Также изобретение относится к изотропному стальному электротехническому листу с повышенными магнитными свойствами с составом стали, мас. углерод 0,02-0,06; кремний менее 3,5; марганец менее 0,5; фосфор менее 0,15; сера менее 0,01; азот менее 0,008; алюминий менее 0,7; кислород менее 0,005; никель 0,02-1,0; медь 0,02-0,5, при суммарном содержании одного или обоих легирующих элементов олова и сурьмы 0, 02-0,2% остальное железо и другие неизбежные примеси.
Далее изобретение относится к изотропной листовой электротехнической стали с указанным выше составом, в которой размер зерна превышает 20 мкм, предпочтительно находится в диапазоне 20-250 мкм, наиболее предпочтительно - 40-180 мкм и структурный параметр по формуле Горта более 0,3, предпочтительно более 0,5.
Ниже описываются причины ограничения указанными пределами состава стали согласно изобретению. Вышеупомянутый углерод, являясь элементом, позволяющим получить структуру, выгодную с точки
зрения
магнитных свойств, может содержаться максимум до 0,05% с учетом эффективности обезуглероживания. Однако, чтобы еще более снизить содержание остаточного углерода, предпочтительно, чтобы
содержание
углерода составляло менее 0,02% (в случае, если содержание углерода в слябе превышает 0,008%) возможен обезуглероживающий отжиг. Для предотвращения магнитного старения за счет остаточного
углерода
желательно ограничиться содержанием менее 0,003%
Упомянутый выше кремний является базовым элементом, определяющим магнитные свойства изотропного листа электротехнической стали, он
снижает
удельные потери в стали за счет повышения удельного электросопротивления материала. Однако желательно иметь содержание кремния ниже 3,5% так как кремний ухудшает механические свойства при
холодной
прокатке. В частности, при содержании кремния менее 1,0% улучшаются прокатные свойства, а также плотность магнитного потока и проницаемость.
Упомянутый выше марганец снижает
потери в
стали за счет увеличения электрического сопротивления материала, но он может выпадать мелкими включениями в виде сульфида марганца за счет соединения с имеющейся в сплаве серой, а это
ухудшает
магнитные свойства, при этом возникает проблема уменьшения содержания серы для предотвращения этого явления. Учитывая также, что больше мелких включений выпадает при содержании марганца выше
0,1% если
температура нагрева становится выше 1200oC, желательно ограничивать содержание марганца на уровне ниже 1,0% и еще лучше на уровне ниже 0,5%
Так как фосфор снижает потери
на
вихревые токи в стали за счет увеличения удельного электросопротивления и улучшает магнитные свойства за счет развития текстуры плоскостей (200) и (110), выгодных для улучшения свойств, его
содержание
может быть увеличено до 0,15% Но так как фосфор повышает твердость исходного материала, содержание фосфора желательно ограничивать 0,1% чтобы улучшить свойства стали при холодной
прокатке.
Сера является неизбежной примесью, и поэтому полезно улучшение для магнитных свойств не допускать повышения ее содержания. Но согласно изобретению можно допустить содержание серы до 0,01% Также согласно изобретению, если даже содержание серы достигнет 0,015% это не повлияет на магнитные свойства при условии, что содержание марганца будет менее 0,5% Даже при максимальном увеличении содержания серы, неблагоприятно влияющей на магнитные свойства до 0,015% зерно легко растет и таким образом магнитные свойства могут улучшены. Это происходит потому, что содержание марганца и медь, добавленная в малом количестве, образуют крупные сернистые включения, а именно Mn / Cu / S. Они являются крупными включениями, образующимися вместо мелких и тонких, в результате чего зерно хорошо растет и образуется структура, благоприятная для магнитных свойств.
Так как алюминий снижает потери в стали за счет увеличения удельного электросопротивления, его добавляют для образования включений, например тонких включений нитрида алюминия или для раскисления стального расплава в процессе варки стали, но в связи с ростом затрат желательно содержание алюминия доводить максимум до 0,7% учитывая степень улучшения магнитных свойств.
Так как азот является примесью, формирующей тонкие включения и ухудшающей магнитные свойства, выгодно,
чтобы его было как
можно меньше и желательно содержание ограничить максимум 0,008%
Кислород является примесью, раскисляемой алюминием, и т.п. но увеличение содержания кислорода в конечном
продукте при варке
стали увеличивает количество мелких неметаллических включений. Желательно содержание кислорода уменьшить до минимума для улучшения очистки стали и выгодного роста зерен. Плоскость
(111) и т. п.
неблагоприятна для магнитных свойств и текстуру, связанную с ней, можно ослабить уменьшением содержания кислорода, предпочтительно ограничивая его содержание величиной не более, чем 0,
005%
Никель мало влияет при его отдельном добавлении, но в комбинации с медью, фосфором и т.п. способствует росту зерна, получению структуры, благоприятной для улучшения магнитных свойств, и
таким образом
снижает потери в стали за счет увеличения удельного электросопротивления. Но никель дорогой, и поэтому желательно доводить его содержание до 1,0% с учетом степени улучшения магнитных
свойств и
увеличения расходов. Никель также повышает сопротивление коррозии при высокотемпературном отжиге, и сопротивление коррозии сталей, содержащих фосфор, поэтому желательно, чтобы его
содержание
составляло не менее 0,02% для улучшения магнитных свойств. Предпочтительным является содержание никеля в пределах 0,05-1,0%
Что касается олова или сурьмы, то можно добавлять их
вместе или
любой из них. Эти элементы добавляют, чтобы регулировать образование зерен в виде элементов сегрегации для подавления текстуры в плоскости (111), неблагоприятной для магнитных свойств, и
развития
структур, благоприятных для магнитных свойств. Если величина добавок этих элементов меньше 0,02% то их добавление эффекта не дает, а если добавки выше 0,2% то затрудняется холодная прокатка
горячекатаного листа. Соответственно желательно ограничить суммарное содержание одного или обоих элементов олова или сурьмы пределами 0,02-0,2% Однако, если медь содержится в количестве менее 0,4%
содержание олова или сурьмы можно доводить до 0,3% по отдельности или в комбинации.
Медь увеличивает сопротивление коррозии, снижает потери в стали за счет увеличения удельного
сопротивления, формирования крупных фосфористых включений, способствует росту зерна, способствует формированию структур, выгодных для магнитных свойств и быстрого увеличения сопротивления коррозии
сталей, содержащих фосфор. И когда медь добавляют одновременно с добавлением никеля, это может замедлить окисление, особенно при высоких температурах. Чтобы не иметь трещин на поверхности
горячекатаных листов стали, в которую одновременно добавляют элементы, разделяющие границы зерен типа олова и т.п. максимальное содержание меди должно быть 0,5% при этом магнитные свойства улучшаются,
начиная с содержания по меньшей мере 0,02% Соответственно пределы содержания меди нужно установить 0,02-0,5% Однако, в стали, в которой содержание добавок олова или сурьмы составляет более 0,2% по
отдельности или вместе качество поверхности горячекатаного листа может быть удовлетворительным и при добавлении меди до 0,4%
Кальций или редкоземельные элементы могут добавляться в сталь
независимо или в комбинации. Они способствуют росту зерна при черновом обжатии за счет подавления включений, в частности мелкого сульфида марганца и т.п. за счет чего улучшаются магнитные свойства
продукта. Что касается редкоземельных элементов, добавление одного из них или более двух с содержанием 0,003-0,03% позволяет подавить формирование структуры поверхности (111), которая ухудшает
магнитные свойства, образование центров кристаллизации которой происходит вокруг мелких выпадающих включений.
Далее описывается способ производства изотропного листа электротехнической стали согласно изобретению.
Данное изобретение относится к способу изготовления изотропного листа электротехнической стали с улучшенными магнитными свойствами в процессе полного передела, в котором стальной сляб, содержащий, мас. углерод менее 0,02; кремний 0-3,5; марганец менее 1,0; фосфор менее 0,1; сера менее 0,01; азот менее 0,008; алюминий менее 0,7; никель 0,05-1,0; медь 0,02-0,5, при содержании в сумме одного или обоих легирующих элементов олова и сурьмы - 0,02-0,2% остальное железо и неизбежные примеси, подвергают горячей прокатке, проводят отжиг горячекатаного листа, протравливают, проводят холодную прокатку первого порядка или холодную прокатку второго порядка, высокотемпературный отжиг холоднокатаного листа и отжиг со снятием напряжений.
После того, как стальной сляб с указанным составом помещают в нагревательную печь перед горячей прокаткой, его нагревают и подвергают горячей прокатке, при этом желательно свернуть его в рулон при температуре выше 600oC. Сляб можно нагревать до 1250oC.
Горячекатаный лист после прокатки, описанной выше, подвергают отжигу, причем можно проводить непрерывный отжиг при 700-1100oC в течение 10 с - 20 мин или же проводить отжиг в контейнере при 600-1000oC в течение 30 мин 10 ч. Так как зерно недостаточно вырастает при непрерывном отжиге за время менее 10 с, то магнитные свойства ухудшаются. Если время отжига превышает 20 мин, то слишком надолго занимается оборудование. В результате желательно непрерывный отжиг вести в течение интервала 10 с 20 мин.
Для случая вышеописанного отжига в контейнере эффект отжига мал, если время отжига менее 30 мин, а производительность падает, если отжиг длится более 10 ч. В результате время отжига в ящике ограничивается интервалом 30 мин 10 ч.
Горячекатаный лист, прошедший непрерывный отжиг или отжиг в контейнере, подвергают протравливанию обычным способом, холоднокатаный за один этап, или холоднокатаный первого порядка лист подвергают промежуточному отжигу, при холодной прокатке второго порядка в случае двухэтапной холодной прокатки проводят высокотемпературный отжиг.
Этот высокотемпературный отжиг проводят в непрерывном режиме в диапазоне температур 700-1100oC в течение времени менее 10 мин, и при этом желательно проводить отжиг в стопроцентной атмосфере азота или в смеси азота с водородом.
Если содержание углерода в холоднокатаном листе превышает 0, 008% перед высокотемпературным отжигом можно провести обезуглероживание в смешанной атмосфере азота и водорода в течение интервала менее 10 мин, причем точка росы атмосферы должна быть в пределах 20-70oC. Если содержание углерода более 0,003% то, по желанию "потребителя", термообработка может проводиться "потребителем" в обезуглероживающей атмосфере в ходе отжига со снятием напряжений. Изоляционное покрытие может наносится после высокотемпературного отжига этого холоднокатаного листа, а "потребитель" может провести воронящую термообработку для продукта без изоляционного покрытия.
Желательно управлять условиями процесса изготовления так, чтобы размер зерна в изотропном электротехническом стальном листе, изготовленном предлагаемым способом, составлял 30 мкм, предпочтительно 30-200 мкм и наиболее предпочтительно 60-150 мкм и структурный параметр, рассчитанный по формуле Горта был бы более 0,2, предпочтительно более 0,5.
Далее данное изобретение относится к способу изготовления изотропного листа электротехнической стали с улучшенными магнитными свойствами в процессе половинного передела, в котором сляб стали, содержащей, мас. углерод менее 0,02; кремний менее 1, 0; марганец менее 0,5; фосфор менее 0,15; сера менее 0,01; азот менее 0,008; кислород менее 0,005; алюминий менее 0,7; никель 0,05-1,0; медь 0,02-0,5, при содержании одного или обоих легирующих элементов олова и сурьмы 0,02-0,2% остаток железо и неизбежные примеси, подвергают горячей прокатке, отжигают горячекатаный лист, подвергают его протравливанию, затем холодной прокатке, промежуточному отжигу, затем калибруют и отжигают и по полному процессу, по которому стальной сляб с указанным выше составом подвергают горячей прокатке, горячекатаный лист отжигают, затем протравливают, подвергают холодной прокатке и отжигают.
После загрузки стального сляба описанного выше состава в нагревательную печь для горячей прокатки его нагревают и подвергают горячей прокатке, затем его желательно свернуть в рулон при температуре, превышающей 600oC.
Сляб может нагреваться до 1300oC.
После проведения горячей прокатки конечная температура чистовой прокатки превышает 750oC, но находится ниже точки Ar1, в ферритной фазе. В то же время плотность магнитного потока и проницаемость продукта плохие, если конечная температура чистовой прокатки выше точки Ar1, а при снижении температуры ниже 750oC нагрузка на сжатие при прокатке становится чрезмерной.
Горячекатаный лист далее может отжигаться непрерывным процессом или в контейнере. При непрерывном отжиге желательно проводить отжиг при температуре в диапазоне 700-1000oC в течение интервала от 10 с до 20 м. Отжиг в контейнере ведут при температурах в диапазоне 600-950oC в течение интервала от 30 мин 10 ч.
Зерно недостаточно нарастает, если непрерывный отжиг ведут в течение менее 10 с или температура отжига ниже 750oC, магнитные свойства ухудшаются, если отжиг ведут при температуре выше 1000oC, и производительность снижается, если время отжига превышает 20 мин. В результате желательно ограничить температуру непрерывного отжига диапазоном 700-1000oC, а время отжига интервалом от 10 с до 20 мин.
Если температура при отжиге в контейнере ниже 600oC, а время отжига менее 30 мин, зерно недостаточно нарастает и таким образом отжиг не дает эффекта. Если температура отжига выше 950o C, ухудшаются магнитные свойства. Также, если время отжига превышает 10 ч, процесс становится неэкономичным. В результате приходится ограничивать температуру отжига диапазоном 600-950oC, а время отжига диапазоном 30 мин 10 ч. Атмосфера при отжиге должна быть неокисляющей. Горячекатаный лист после отжига протравливается в растворе соляной кислоты и затем подвергается холодной прокатке.
В случае производства изотропного листа электротехнической стали в процессе полного передела холоднокатаное полотно отжигают при высокой температуре в интервале 700-1050oC в течение менее 10 мин. "Потребители" могут проводить отжиг со снятием напряжений после своей обработки, если необходимо, а при высоком содержании углерода может производиться обезуглероживающий отжиг. Эта операция может проводиться обычным образом в смешанной атмосфере водорода и азота.
Тем временем, в случае производства листа половинным процессом для холоднокатаного листа проводят промежуточный отжиг при 650-950oC в течение менее 5 мин, затем производят калибровочную прокатку с обжатием 2, 0-15,0% и релаксационный отжиг для снятия напряжений и роста зерна, который проводит у "потребителей" изготовителей электромашин. Если промежуточно отожженный лист прокатывают с обжатием менее 2% зерно вырастает недостаточно, а если обжатие производят более, чем на 15% зерно становится мельче, и магнитные свойства ухудшаются. В результате желательно ограничить обжатие по толщине при прокатке пределами 2,0-15,0% Изоляционное покрытие может наноситься перед отправкой "потребителям". Воронение может проводиться для стали без покрытия при термообработке у "потребителей".
В случае изготовления электротехнической стали в процессе полного передела, желательно контролировать условия процесса для обеспечения того, чтобы размер зерна в микроструктуре стали превысил 20 мкм, предпочтительно имел размеры зерен 20-120 мкм, наиболее предпочтительно 40-120 мкм, а структурный параметр, рассчитанный по формуле Горта, должен быть больше 0,2, желательно больше 0,5.
При производстве листа согласно изобретению половинным процессом желательно управлять условиями производственного процесса так, чтобы зерна структуры были больше 50 мкм, желательно 50-250 мкм и еще предпочтительнее 80-200 мкм, а структурный параметр, рассчитанный по формуле Горта, чтобы был больше 0,2 и желательно больше 0,5.
Далее изобретение относится к способу изготовления изотропного листа электротехнической стали с улучшенными магнитными свойствами, в котором стальной слиток, содержащий (мас.) менее 0,02 углерода, менее 3,5 кремния, менее 0,5 марганца, менее 0,15 фосфора, менее 0,015 серы, менее 0,7 алюминия, менее 0,005 кислорода, менее 0,008 азота, при суммарном содержании одного или обоих легирующих элементов олова и сурьмы 0,02-0,3% 0,02-1,0 никеля, 0,02-0,4% меди, остальное железо и неизбежные примеси, подвергается горячей прокатке, причем конечная прокатка проводится в ферритной фазе при температуре более чем 800oC с процентным обжатием более 7% затем горячекатаный лист сматывают в рулон при температуре выше 600oC, охлаждают на воздухе, протравливают, проводят одноэтапную холодную прокатку или двухэтапную холодную прокатку с последующим высокотемпературным отжигом в диапазоне температур 700-1100oC в течение 10 с 10 мин.
После помещения стального слитка в нагревательную печь для горячей прокатки проводят прокатку. Возможен повторный нагрев слитка до 1300oC, но более желательна температура ниже 1250oC, потому, что включения нитрида алюминия, сульфида марганца и сернистых соединений меди могут вырастать примерно до 1250oC, а при температурах выше 1300oC они распадаются на более мелкие, что губительно для магнитных свойств.
Температура чистовой горячей прокатки
очень важна. Для получения изотропного электротехнического стального листа с улучшенными магнитными свойствами
малыми потерями и высокими плотностью магнитного потока и магнитной проницаемостью
температура чистовая горячей прокатки должна находиться в ферритовой фазе выше 800oC. Также желательно,
чтобы обжатие при этом превышало 7% потому что зерно в ферритовой фазе легко растет
при чистовом горячем обжатии более 7%
По данному изобретению чистовая практика проводится с уменьшением
толщины листа более 7% при температуре выше 800oC, но ниже точки Ar1 в ферритной фазе.
Затем проводится высокотемпературный отжиг. Магнитные свойства улучшаются при небольшом росте зерна на окончательном этапе.
Так как фазовое превращение не проявляется при содержании кремния в стали выше 1,5% то максимальный предел температуры чистовой горячей прокатки может определяться температурой нагрева перед прокаткой.
Если горячая прокатка проводится с обжатием менее 7% или при конечной температуре менее 800oC,
магнитные свойства снижаются, так как зерно не вырастает в достаточной степени. При чистовой
горячей прокатке магнитные свойства улучшаются даже при обжатии 50% поэтому максимальное обжатие по
толщине не ограничено, но с учетом сопротивления деформации предпочтительно, чтобы обжатие
составляло не более 50%
Лист после такой горячей прокатки сматывают в рулон при температуре выше
600oC и конечный рост зерна происходит при охлаждении на воздухе в нормальных
условиях при сматывании. Если температура сматывания не выше 600oC, зерно не нарастает в
достаточной степени, и магнитные свойства снижаются.
Максимальный предел температуры сматывания в рулон устанавливать не требуется, и сматывание можно проводить сразу после горячей чистовой прокатки в ферритной фазе.
Сматывание в рулон желательно проводить при температуре выше 600oC, и затем медленно охлаждать со скоростью не выше 30oC за 1 ч в центре горячего рулона. При таком медленном охлаждении можно не проводить отжиг горячекатаного листа.
Даже в случае охлаждения горячекатаного листа на воздухе можно получить максимальную скорость охлаждения 30oC за 1 ч при исходной температуре воздуха 25oC. Медленное охлаждение может быть получено посредством обогреваемой крышки или помещения рулона в замкнутый объем. Такой метод имеет преимущество уменьшения перепада температуры между горячей средней частью листа и краем листа.
В случае использования обогреваемой крышки, она должна быть жаростойкой, и теплоизоляция может осуществляться накладыванием крышки на горячий рулон друг за другом, или на штабель рулонов при охлаждении. Такая обогреваемая крышка используется при охлаждении на воздухе, а вдувание инертного газа, например азота, под крышку замедляет окисление горячекатаного листа в процессе охлаждения. За счет сматывания листа в рулон по описанному способу после высокотемпературного отжига получают большой конечный рост зерна.
Протравливание горячекатаного листа, смотанного в рулон и охлажденного на воздухе, в растворе соляной кислоты удаляют окалину с его поверхности. Протравленный горячекатаный лист подвергают холодной прокатке в один или два этапа.
Готовый лист после холодной прокатки подвергают высокотемпературному отжигу после удаления смазки, используемой при прокладке, щелочным раствором. Температура проведения высокотемпературного отжига зависит от содержания кремния, но желательно проводить высокотемпературный отжиг в диапазоне 700-1100oC в течение времени от 10 с до 10 мин, поскольку зерно недостаточно нарастает в процессе отжига, если температура не превышает 700oC или время отжига меньше 10 с, а магнитные свойства ухудшаются вследствие чрезмерного окисления, если температура отжига больше 1100oC или время отжига превышает 10 мин.
В случае изготовления неориентированной электротехнической листовой стали по описанному выше способу, желательно управлять процессом производства так, чтобы зерно в листе имело размер более 25 мкм, предпочтительно в диапазоне 25-200 мкм, и наиболее предпочтительно в диапазоне 30-150 мкм, а структурный параметр чтобы был больше 0,2, желательно больше 0,5.
Данное изобретение относится к способу изготовления изотропного электротехнического стального листа с повышенными магнитными свойствами в процессе полного передела, в котором стальной слиток, содержащий, мас. углерод менее 0,02; кремний менее 3,5; марганец менее 0,5; фосфор менее 0,15; сера менее 0,01; азот менее 0,008; алюминий менее 0,7; никель 0,02-1,0; медь 0,02-0,5, с суммарным содержанием одного или обоих легирующих элементов - олова и сурьмы 0,02-0,2% 0,001-0,02% кальция и/или 0,003-0,3% редкоземельного элемента, остальное железо и неизбежные примеси, подвергается горячей прокатке, сматывается в рулон, протравливается после горячей прокатки или после отжига горячекатаного листа, затем подвергается холодной прокатке в один или два этапа и последующему высокотемпературному отжигу или по половинному процессу, в котором стальной слиток указанного состава подвергают горячей прокатке, протравливают после прокатки или после отжига, подвергают холодной прокатке в один этап, проводят промежуточный отжиг и калибровочную прокатку.
В описанном способе изготовления согласно изобретению добавлением более чем одного легирующего элемента кальция в количестве 0, 001-0,02% или редкоземельного элемента в количестве 0,003-0,03% к одному или обоим легирующим элементам олову и сурьме независимо или в комбинации к системе компонентов, содержащей никель и медь, подавляют образование включений типа сульфида марганца, губительных для магнитных свойств. Вырастает кристаллическое зерно и образуется структура, благоприятная для магнитных свойств. Так как кальций и редкоземельный элемент вызывает выпадение примесей, достаточное и для изготовления чистой стали, зерно легко вырастает в процессе высокотемпературного отжига после холодной прокатки, подавляется структура плоскости (111), ухудшающая магнитные свойства, вокруг включений, хорошо развивается структура, благоприятная для магнитных свойств, и соответственно магнитные свойства улучшаются.
В процессе варки стали легирующие элементы вводятся перед непрерывной разливкой, затвердеванием сляба или изготовлением слитка. Кальций вводят до или в процессе дегазации. При вводе редкоземельного элемента в процессе дегазации или непрерывного литья фактический выход годного увеличивается. Другие легирующие элементы могут вводиться на любом этапе от начала варки стали до дегазации.
Стальной слиток, полученный описанным образом, загружают в нагревательную печь, нагревают и выдерживают перед горячей прокаткой и затем подвергают горячей прокатке. При горячей прокатке проблем нет, если конечная температура прокатки выше 750oC. Желательно смотать катанный лист в рулон при температуре выше 500oC, чтобы получить готовый горячекатаный лист. Такой лист после протравливания подвергают холодной прокатке до конечной толщины. Перед протравливанием горячекатаный лист может отжигаться в непрерывном процессе или в контейнере. За счет такого отжига магнитные свойства дополнительно улучшаются. Желательно отжиг проводить при температуре выше 700oC.
Этот горячекатаный лист может подвергаться холодной прокатке в один этап. Промежуточный отжиг может проводиться в диапазоне температур 700-1100oC, затем может проводиться второй этап холодной прокатки. В случае изготовления электротехнического листа по полному процессу желательно проводить высокотемпературный отжиг в диапазоне температур 700-1100o C на смотанном в рулон листе.
Также в случае изготовления электротехнического листа по половинному процессу, холодная прокатка второго этапа может проводиться с обжимом менее 15% и продукция направляется "потребителю" без высокотемпературного отжига, а отжиг со снятием внутренних напряжений может проводиться после обработки "потребителем" изготовителем электромашин.
Конечный продукт направляется "потребителям" после нанесения покрытия в виде слоя изоляции на сталь.
В случае изготовления листа по полному процессу, желательно управлять процессом изготовления так, чтобы кристаллическое зерно в листе было размером не менее 30 мкм, желательно в диапазоне 30-200 мкм и еще лучше 50-150 мкм, а структурный коэффициент, вычисляемый по формуле Горта, был бы больше 0,2, желательно больше 0,5.
Далее изобретение относится к способу изготовления изотропного электротехнического листа с повышенными магнитными свойствами по полному процессу, в котором стальной слиток, содержащий, мас. углерод 0,02-0,06; кремний менее 3,5; марганец менее 0,5; фосфор менее 0,15; сера менее 0,01; азот менее 0,008; алюминий менее 0,7; кислород менее 0,005, суммарное содержание одного или обоих легирующих элементов олова и сурьмы 0,02-0,2% 0,02-1,0% никеля, 0,02-0,5% меди, остальное железо и неизбежные примеси, подвергается горячей прокатке, протравливанию, затем холодной прокатке в один или два этапа, обезуглероживающему отжигу холоднокатаного листа в диапазоне температур 750-900oC в смешанной атмосфере из 60-90% азота и 40-10% водорода с точкой росы: 30-60oC, и затем конечному отжигу, или по половинному процессу, по которому исходный слиток этого состава подвергают горячей прокатке, протравливанию, подвергают холодной прокатке в один этап, а затем промежуточному отжигу и калибровочную прокатку, а также релаксационный отжиг со снятием напряжений проводят "потребители".
В предлагаемом способе изготовления структуру улучшают и, следовательно, повышают магнитную проницаемость за счет проведения обезуглероживающего отжига, поскольку, как известно, углерод является элементом, ухудшающим магнитные свойства вследствие уменьшения размера зерна в конечном листовом материале.
После помещения описанного выше стального листа в нагревательную печь и горячей прокатки его желательно смотать лист в рулон при температуре выше 500oC. Температура нагрева слитка допускается до 1250oC.
Лист, прошедший горячую прокатку, как описано, может подвергаться холодной прокатке после протравливания без процесса отжига. Также холодную прокатку можно вести после отжига и протравливания.
Горячекатаный лист может отжигаться непрерывным способом или в контейнере и желательно проводить отжиг в диапазоне температур 700-1100oC в течение 10 с 20 мин при непрерывном отжиге или в диапазоне температур 600-1000oC в течение 30 мин 10 ч при отжиге в контейнере. Отжиг в контейнере при длительном отжиге в течение часов может проводиться в неокисляющей атмосфере азота и других газов для предотвращения поверхностного окисления.
В случае изготовления изотропного электротехнического стального листа по полному процессу проводят одноэтапную холодную прокатку, или прокатку первого порядка с промежуточным отжигом обычно при 700-1000oC, или двойную прокатку или прокатку второго порядка, когда холоднокатаный лист подвергают высокотемпературному отжигу после обезуглероживающего отжига. Желательно проводить обезуглероживающий отжиг по способу непрерывного отжига в диапазоне температур 750-900oC в атмосфере из 60-90% азота и 40-10% водорода с точкой росы: 30-60oC в течение 1-10 мин. При проведении такого обезуглероживания оно будет недостаточным, если содержание азота и водорода в атмосфере слишком велико или мало. Содержание остаточного углерода после обезуглероживания становится больше, если точка росы слишком высока или слишком низка.
Желательно проводить такой высокотемпературный отжиг при 700-1100oC в течение менее 10 мин, потому что при увеличении времени, при температуре не выше 700oC, возникает глубокий слой окислов на поверхности листа, за счет чего снижаются магнитные свойства, или если температура отжига выше 1100oC.
В случае изготовления неориентированного электротехнического стального листа по половинному процессу проводят холодную прокатку листа первого порядка, промежуточный отжиг при 650-950oC в течение времени не более 10 мин, а далее обработку ведут "потребители" калибровку с обжатием 2-15% Во время промежуточного отжига может проводиться и обезуглероживание. В этом случае желательно проводить непрерывный отжиг при 750-900oC в течение 1-10 мин в смешанной атмосфере азота и водорода и таким образом обеспечить обезуглероживание.
В случае обезуглероживания в ходе такого промежуточного отжига желательно отжиг проводить в атмосфере смешанного азота и водорода с точкой росы: 30-60oC при содержании азота 60-90% и водорода 40-10% так как обезуглероживание становится недостаточным, если содержание азота и водорода слишком малое или слишком велико, и содержание остаточного углерода после обезуглероживания будет слишком большим, если точка росы слишком низка или слишком высока.
Далее обезуглероживающий отжиг может проводиться в процессе релаксационного отжига со снятием напряжений проводимого "потребителем". В этом случае желательно проводить отжиг обезуглероживанием во время высокотемпературного отжига со снятием напряжений при 750-850oC в атмосфере из 60-90% азота и 40-10% водорода с точкой росы 30-60oC.
При проведении такого отжига обезуглероживание становится неэффективным, если содержание азота и водорода слишком мало или слишком велико, и содержание остаточного углерода увеличивается, если точка росы слишком высока или слишком низка.
В случае изготовления изотропного электротехнического стального листа по полному процессу желательно управлять условиями изготовления так, чтобы размер зерна был более 20 мкм, предпочтительно в диапазоне 20-180 мкм и наиболее предпочтительно в диапазоне 30-150 мкм, а структурный параметр при формуле Горта был больше 0,3, а желательно больше 0,5.
Тем временем в случае производства стального листа по изобретению в половинном процессе желательно управлять процессом изготовления так, чтобы зерно структуры имело размер более 50 мкм, предпочтительно в диапазоне 50-250 мкм и наиболее предпочтительно в диапазоне 80-200 мкм, а структурный параметр, рассчитанный по формуле Горта, был бы больше 0,3, а желательно больше 0,5.
Пример 1. Слиток, полученный в процессе варки стали, состава, указанного в табл. 1, нагревался до 1200oC, подвергался горячей прокатке с параметрами, указанными в табл. 2 до толщины 2,3 мм, сматывался в рулон, отжигался и подвергался холодной прокатке до толщины 0,5 мм. Холоднокатаный лист отжигался в атмосфере из 20% водорода и 80% азота в течение 3 мин. После релаксационного отжига со снятием напряжений, который проводился при 790oC в атмосфере 100% азота в течение 2 ч, измерялись магнитные свойства. Результаты измерений приведены в табл. 2. Из нее видно, что результаты испытаний для листов, изготовленных согласно изобретению (1-4) (часть II) для сталей, соответствующих изобретению (a-d), изготовленных с составом, соответствующим изобретению, и согласно способу, изложенному в изобретении, имеют улучшенные магнитные свойства по сравнению с листами (1-7), часть I, полученными по методам, известным из уровня техники, которые были изготовлены из сталей (a-e) вне диапазона содержания легирующих элементов согласно изобретению.
Результаты измерения размеров зерна каждого образца, соответствующего табл. 2, следующие: образцы 1, 2 и 3 имели размер зерна 52 мкм, 56 мкм и 47 мкм соответственно, а сравнительные образцы (4-7) имели размеры в диапазоне 56-63 мкм. Но продукты по изобретению (1-4) см. часть II имели диапазон размеров зерен 65-98 мкм.
Таким образом листы, полученные по изобретению (1-4), имеют большие величины зерна, чем сравнительные (1-7).
Пример 2. Как описано в табл. 3, слиток с различным содержанием меди и олова был нагрет до 1200oC, затем проведена чистовая горячая прокатка при 850oC до толщины листа 2,3 мм, лист смотан в рулон при 700oC, отжиг горячекатаного листа проводился при 800oC в течение 3 ч. После протравливания горячекатаный лист был подвержен холодной прокатке до толщины 0,5 мм, и затем был проведен высокотемпературный отжиг при 950oC в течение 2 мин. После этого были замерены магнитные свойства и результаты измерения вынесены в табл. 4 вместе с оценкой состояния поверхности прокатанного листа.
Из табл. 4 видно, что листы, полученные согласно изобретению (1,2), и сталь, полученная согласно изобретению (а, в), состав которой находится в заявленном диапазоне величин, причем сталь изготовлена согласно способу, заявленному в изобретении, имеют лучшие магнитные характеристики, также как удовлетворительное состояние поверхности после холодной прокатки по сравнению со сравнительным листом (1) из сравнительной марки стали (а), отличающимся по содержанию компонентов от диапазона, содержащего компоненты стали согласно изобретению.
Пример 3. Стальной слиток, мас. углерод 0,006; кремний 2,95; марганец 0,35; фосфор 0,03; сера 0, 005; алюминий 0,28; азот 0,003; олово 0,11; никель 0,25; медь 0,16 был нагрет до 1200oC и подвергался горячей прокатке до толщины 2 мм при конечной температуре прокатки 900oC в области ферритной фазы, сматывался в рулон при 700oC, горячекатаный лист отжигался в условиях, указанных в табл. 5, затем был протравлен и подвергнут холодной прокатке первого порядка до толщины 1,0 мм, затем проводился промежуточный отжиг при 900oC в течение 2 мин, затем холодная прокатка второго порядка до толщины 0,5 мм с процентным обжатием 50% и затем проводилась двойная холодная прокатка. Затем окончательно прошедший холодную прокатку лист был подвергнут высокотемпературному отжигу при 1050oC в течение 3 мин, затем разрезан и подвергнут релаксационному отжигу для снятия напряжений при 790oC в течение 2 ч. После этого были замерены магнитные свойства, и результаты сведены в табл. 5.
Как показано в табл. 5, листы по изобретению (a-c), прошедшие отжиг согласно предлагаемому способу, имеют повышенные магнитные свойства по сравнению со сравнительными (а), где отжиг проводился в условиях, отличающихся от изобретения.
Как сказано выше, изобретение эффективно в отношении повышения эффективности электротехнических изделий и экономии электроэнергии за счет использования изотропного электротехнического стального листа, имеющего меньшие потери и высокую плотность магнитного потока и проницаемость.
Пример 4. Каждый образец для испытаний был изготовлен по половинному процессу, в котором стальной слиток имел состав, показанный в табл. 6. Он нагревался до 1210oC, проходил горячую прокатку в условиях табл. 7, сматывался в рулон, отжигался, проходил холодную прокатку, промежуточный отжиг, калибровочную прокатку и термообработку "потребителем". Конечная толщина образца была 0,47 мм, а отжиг проводился в атмосфере азота.
На опытных образцах проводились измерения магнитных свойств, результаты измерений приведены в виде усредненных значений в направлении прокатки и в направлении, противоположном направлению прокатки.
Из табл. 7 видно, что образец по изобретению (1) имеет лучшие магнитные свойства по сравнению со сравнительными образцами (1-4), которые были изготовлены из сравнительной стали (а), не содержащей меди, сравнительной стали (b) с содержанием 0,8% марганца, сравнительной стали (c) с содержанием 1,1% кремния и 0,55% марганца и 0,002% кислорода и сравнительной стали (d) с содержанием 1, 25% марганца.
Пример 5. Стальной слиток состава, приведенного в табл. 8, был нагрет до 1200oC и подвергнут горячей прокатке в условиях табл. 9, был смотан в рулон и протравлен, затем подвергался холодной прокатке и после этого отжигу. Атмосфера при отжиге холоднокатаного листа состояла из 20% водорода и 80% азота. Затем провели релаксационный отжиг со снятием напряжений при 790oC в атмосфере чистого азота в течение 2 ч, были замерены магнитные свойства и результаты измерений сведены в табл.9. Магнитные свойства, указанные в табл. 9, замерялись в условиях, перечисленных в табл.7 примера 4.
Как видно из табл. 9, образцы по изобретению (1-5) имеют лучшие характеристики по сравнению со сравнительными образцами 1 и 2, имеющими тот же состав, что и образцы по изобретению, но отличающиеся режимами изготовления от данного изобретения.
Пример 6. Стальной слиток по изобретению (с) из табл. 8 примера 5 нагревался до 1200oC, подвергался горячей прокатке в условиях табл. 10, сматывался в рулон, протравливался, подвергался холодной прокатке. Отжиг холоднокатаного листа велся в атмосфере водорода и азота. Холоднокатаный лист был отожжен и нарезан и затем отжигался при 790oC в атмосфере 20% водорода и 80% азота в течение 2 ч. После этого были замерены магнитные свойства, и результаты измерений сведены в табл. 10.
Условия измерения магнитных свойств те же, что показаны в табл.7 примера 4.
Как видно из табл. 10, листы по изобретению (1-4), изготовленные из стали по изобретению (с) при одних и тех же конечной температуре горячей прокатки и температуре сматывания в рулон и условиях отжига холоднокатаного листа и при изменении условий отжига горячекатаного листа в диапазоне изобретения, имеют улучшенные магнитные свойства.
Пример 7. Стальной слиток состава, мас. углерод 0,003; кремний 0,52; марганец 0,15; фосфор 0, 06; сера 0,004; алюминий 0,30; азот 0,002; кислород 0,003; никель 0,35; медь 0,21; олово 0,11 и железо остальное был нагрет и обработан по половинному процессу, как показано в табл. 11.
Промежуточный отжиг холоднокатаного листа проводился в смешанной атмосфере водорода и азота, затем проводилась калибровочная прокатка и термообработка при 790oC в атмосфере азота в течение 2 ч, имитируя обработку у "потребителей". Каждый испытательный образец, изготовленный описанным способом, был замерен по магнитным свойствам и результаты сведены в табл. 11, измерения велись в условиях табл.7 примера 4.
Как видно из табл. 11, образцы по изобретению (1-5), изготовленные по половинному процессу, имеют повышенные магнитные свойства по сравнению со сравнительным образцом (1), в котором конечная горячая прокатка была проведена в аустенитовой фазе.
Пример 8. Стальной слиток состава, мас. углерод 0,005; кремний 0,85; марганец 0,25; фосфор 0,06; сера 0,005; алюминий 0,35; азот 0,02; никель 0,25; медь 0,17; олово 0,21, железо остальное был нагрет до 1230oC и горячекатаный лист был обработан в условиях конечной температуры прокатки и температуры сматывания в рулон, указанных в табл. 12.
В этой стали температура точки перехода Ar1 максимальная температура, соответствующая ферритной фазе, была 910oC и толщина горячекатаного листа 2 мм. После этого лист был скатан в рулон на воздухе и протравлен в растворе HCl. Измерение точки Ar1 проводилось прибором, измеряющим электрическое сопротивление. В случае использования нагревающей крышки при сматывании в рулон и охлаждения горячекатаного листа скорость охлаждения была 5-10oC за 1 ч до исходной комнатной температуры 25oC. Затем горячекатаный лист подвергался одноэтапной холодной прокатке до толщины 0,50 мм.
С холоднокатаного листа удалялась прокатная смазка
посредством использования раствора щелочи, и проводился высокотемпературный отжиг при температуре, указанной в табл. 12. Время
высокотемпературного отжига 2 мин, а атмосфера состояла из 30% водорода и
70% азота. Содержание остаточного углерода после высокотемпературного отжига 0,003%
Отожженный лист был разрезан
после нанесения изоляционного покрытия из смешанного органического и
неорганического комбинированного материала, и отжиг со снятием напряжений проводился при 800oC в течение 2 ч. После
этого измерялись магнитные свойства и размер кристаллического зерна и
результаты занесены в табл. 12. Размер зерен определялся по методу отрезков прямой.
Как видно из табл. 12, листы по изобретению (1-4) имеют размер зерна 85-98 мкм и повышенные магнитные свойства, тогда как сравнительный лист (1) проходил горячую прокатку в ферритной фазе, но температура конца горячей прокатки и температура сматывания в рулон были низкими, как и конечное обжатие, за счет чего снизились магнитные свойства, и когда сравнительный лист (2) имеет малое обжатие по толщине, но подвергается горячей прокатке при температуре выше точки перехода Ar1 граничной точки 100% ферритной фазы, рост зерна мал и магнитные свойства ухудшаются.
Пример 9. Стальной слиток с содержанием, мас. углерод 0,003; кремний 1,1; марганец 0,20; фосфор 0, 06; сера 0,03; алюминий 0,35; азот 0,002; олово 0,11; сурьма 0,05; никель 0,09; медь 0,21 и железо остаток был нагрет до 1150oC и обработан по полному процессу, как показано в табл. 13.
В этой стали граничная температура ферритной фазы Ar1 была 940oC, и горячая прокатка с конечным обжатием по толщине на 30% была проведена с получением листа толщиной 2,3 мм. Горячекатаный лист с конечной температурой, указанной в табл. 13, сматывался в рулон и охлаждался, затем протравливался в растворе кислоты. Листы, полученные согласно изобретению (5) и (6) в табл. 13, которые охлаждались под крышкой, сматывались в рулон и охлаждались в атмосфере азота. Скорость охлаждения была 10-15oC в 1 ч, а сравнительный лист (3) сматывался и охлаждался на воздухе.
Что касается протравленного горячекатаного листа, то дальше проводилась холодная прокатка первого порядка до 1 мм и промежуточный отжиг проводился при 900oC в смешанной атмосфере водорода и азота в течение 2 мин. После промежуточного отжига проводилась холодная прокатка до 0,47 мм и проводился высокотемпературный отжиг в условиях, отраженных в табл. 13. Высокотемпературный отжиг проводился в осушающей атмосфере из 40% водорода и 60% азота.
Отожженный лист разрезался после нанесения изоляционного покрытия и проводился отжиг со снятием напряжений при 820oC в сухой атмосфере 100% азота в течение 90 мин. После этого измерялись магнитные свойства и размер зерна и результаты сведены в табл. 13.
Как видно из табл. 13, листы по изобретению (5) и (6) имеют достаточно выросшее зерно и повышенные магнитные свойства, тогда как сравнительный лист (3) имеет недостаточно выросшее зерно вследствие низкой температуры при сматывании в рулон и короткого времени высокотемпературного отжига, в результате чего магнитные свойства снижаются.
Пример 10. Стальной слиток состава, указанного в табл. 14, был изготовлен с добавкой кальция или редкоземельного элемента к расплаву при выпуске стали. Редкоземельным элементом (РЗЭ) в стали (b) по изобретению был неодим, а РЗЭ стали (d) по изобретению был церий.
Стальной слиток нагревался до 1210oC, проходил горячую прокатку с конечной температурой 870oC до толщины 2,0 мм и лист сматывался в рулон при 720oC, отжиг горячекатаного листа проводился при 900oC в течение 5 мин, затем лист протравливался и подвергался холодной прокатке до толщины 0,47 мм. Затем этот лист подвергался высокотемпературному отжигу в атмосфере смешанных газов 20% водорода, и 80% азота в условиях, отмеченных в табл. 15. Но для образца (4) по изобретению в табл. 15 горячекатаный лист не отжигался. После высокотемпературного отжига холоднокатаного листа он нарезался и проводился отжиг со снятием напряжений при 800oC в течение 1,5 ч. После этого измерялись магнитные свойства и изучалась толщина плоскости (III), неблагоприятной для магнитных свойств в структуре. Результаты сведены в табл. 15. Измерения магнитных свойств для табл. 15 проводились с помощью прибора для замеров на одном листе.
Как видно из табл.15, для образцов, соответствующих изобретению (1-5), структурные коэффициенты плоскости (III), неблагоприятной для магнитных свойств, низкие, вследствие чего магнитные свойства получаются выше, чем для сравнительного образца (1).
Пример 11. Стальной слиток состава, мас. углерод 0,003; кремний 2,2; марганец 0,35; фосфор 0,04; сера 0,002; алюминий 0,3; азот 0,002; олово 0,15; никель 0,25; медь 0,13; кальций 0,009; железо остальное был нагрет до 1140oC, подвергался горячей прокатке до конечной температуры 850oC и толщины 2 мм и был смотан в рулон при 720oC.
Смотанный в рулон горячекатаный лист подвергался отжигу в контейнере при 900oC в течение 2 ч, затем протравливался и проводился первый этап холодной прокатки до толщины 1 мм, затем проводился промежуточный отжиг при 900oC в течение 3 мин, затем проводился второй этап холодной прокатки до толщины 0,5 мм и затем готовый холоднокатаный лист производился по двухэтапному способу холодной прокатки.
Проводились высокотемпературный отжиг при 1000oC в атмосфере из 30% водорода и 70% азота в течение 3 мин, а также разрезка листа, и измерялись магнитные свойства на образцах из одного листа после отжига со снятием напряжений при 790oC. Результаты измерения были сведены в табл. 16. Измерения показали, что размер зерна был 105 мкм, а параметр структуры по формуле Горта был 0,57.
Как видно из табл. 16, неориентированный электротехнический стальной лист, изготовленный по способу изобретения, имеет низкие потери мощности и высокие плотность магнитного потока и магнитную проницаемость.
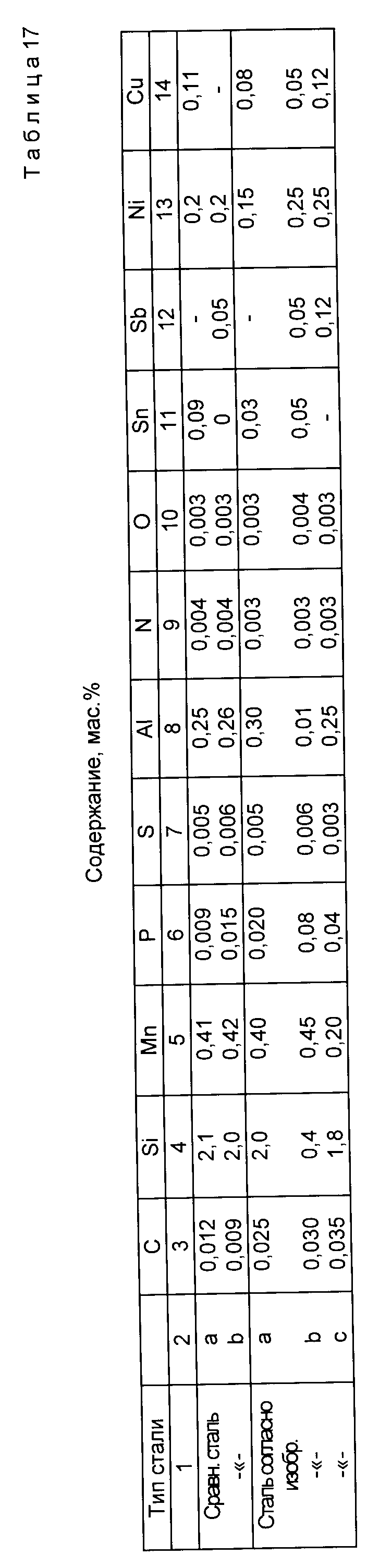
Пример 12. Стальной слиток состава, указанного в табл.17, полученный в процессе изготовления стали, нагревался до 1200oC и проводилась горячая прокатка до конечной температуры 850oC и толщины 2,0 мм, затем лист сматывался в рулон при 600oC. Горячекатаный лист протравливался в условиях, показанных в табл. 18, с отжигом или без него, и затем проводилась холодная прокатка до толщины 0,5 мм. Когда проводился отжиг в контейнере, окисление поверхности горячекатаного листа подавлялось стопроцентной атмосферой азота. Непрерывный отжиг проводился в атмосфере воздуха.
Что касается упомянутого выше холоднокатаного листа, отжиг проводился в атмосфере смеси газов 30% водорода, и 70% азота с точкой росы 40oC в течение 3 мин, как описано в табл.18, и затем проводился высокотемпературный отжиг.
Высокотемпературный отжиг проводился в атмосфере из 20% водорода и 80% азота в течение 3 мин после высокотемпературного отжига и резки отожженного листа, измерялась магнитная проницаемость, и замеренные результаты занесены в табл.18.
Из табл. 18 видно, что образцы, полученные согласно изобретению (1-9), изготовленные из сталей, изготовленных по изобретению (a, b, c), имеющих диапазон содержания элементов в соответствии с изобретением, и в условиях производства, соответствующих изобретению, имеют более высокую магнитную проницаемость по сравнению со сравнительными образцами (1-8), отличающимися по содержанию элементов в стали и/или условиям изготовления от данного изобретения.
Для образцов
(1-3), полученных согласно изобретению (см. табл. 18),
изучали структуру. Наблюдения показали, что структурный коэффициент плоскости (110) и (200) находился в диапазоне 1,2-1,7, а изучение структуры
для сравнительных образцов (6, 7) показало, что эти
коэффициенты находятся в диапазоне 0,6-1,0. Здесь структурный индекс представляет собой структурный коэффициент из формулы Горта. Результаты
наблюдения за содержанием остаточного углерода после
обезуглероживающего отжига показали, что в образцах по изобретению (1-9) остаточное содержание углерода было в диапазоне 0,001-0,003%
Пример 15. Сталь состава, представленного в табл.19,
была нагрета до 1230oC, горячая прокатка была закончена при 850oC. Лист сворачивался в рулон при 750oC.
После обработки горячекатаного листа в условиях, отраженных в табл.20, была замерена магнитная проницаемость и типичные результаты измерений приведены в табл.20.
Образцы, приведенные в табл. 20, были изготовлены по полному процессу.
Образцы, соответствующие изобретению (1-3), проходили обезуглероживающий отжиг холоднокатаного листа при соответствующей температуре в атмосфере 20% водорода и 80% азота с точкой росы 45oC в течение 4 мин, а высокотемпературный отжиг проводился при соответствующих температурах в атмосфере 30% водорода и 70% азота в течение 3 мин. Сравнительные образцы (1) и (2) прошли обезуглероживающий отжиг в печи с атмосферой 50% водорода и 50% азота с точкой росы 80oC.
Для сравнительного
образца (2) остаточное содержание
углерода было 0,006% а для образца (2), соответствующего изобретению, 0,0023%
Сравнительные образцы (3-4) и образцы, полученные согласно изобретению (4-6),
изготовлялись по половинному
процессу. Для сравнительного образца (3) и образца, полученного согласно изобретению (4-5), отжиг с обезуглероживанием проводился при соответствующих температурах в
смешанной атмосфере из 70% азота и
30% водорода с точкой росы 40oC в течение 2 ч. При отжиге со снятием напряжений после промежуточного отжига охлаждение велось в печи. Для сравнительного
образца (4) обезуглероживающий
отжиг проводился в смешанной атмосфере из 40% азота и 60% водорода с точкой росы 10oC в течение 2 ч. Для сравнительного образца (6) обезуглероживающий отжиг
проводился в атмосфере из 20%
азота и 80% водорода с точкой росы 45oC во время промежуточного отжига.
Оказалось, что обезуглероживающий отжиг может проводиться при промежуточном отжиге и при отжиге со снятием напряжений.
Как видно из табл. 20, образцы, изготовленные по изобретению (1-6), с заявленным диапазоном содержания и условиями изготовления имеют повышенную магнитную проницаемость по сравнению со сравнительными образцами (1-6), которые имеют тот же диапазон содержания элементов, что и образцы по изобретению, но отклоняются по условиям изготовления.
Далее, сравнительные образцы (3,4), полученные по половинному процессу, имеют соответственно размер зерна 80 мкм и 75 мкм и структурный параметр 0,4 и 0,25 соответственно. А образец 4 по изобретению имеет размер зерна 120 мкм и структурный параметр 0,68.
Образец по изобретению (1), полученный по полному процессу, имеет размер зерна 75 мкм и структурный параметр 0, 5.
Реферат
Изобретение относится к изготовлению листа изотропной электрической стали, используемого в качестве материала сердечников в электрических машинах и оборудовании, например в электромоторах, генераторах, малых трансформаторах, дросселях и им подобных. Лист изготавливают из изотропной электротехнической стали, содержащей, например, мас. %: углерод - менее 0,02; кремний 1,0-3,5; марганец - менее 1,0; фосфор - менее 0,1; сера - менее 0,01; азот - менее 0,008; алюминий - менее 0,7; никель 0,05-1,0; медь 0,02-0,5; олово и/или сурьма 0,02-0,2 и железо остальное. Кроме того, изобретение включает еще 4 варианта выбора состава стали и 6 вариантов способов изготовления листа в процессе полного или не полного передела, включающего выплавку стального сляба, и различные виды соответствующей термомеханической обработки. Техническим результатом изобретения является повышение магнитных свойств и снижение потерь. 11 с. и 5 з.п. ф-лы, 20 табл.
Формула
Кремний 1,0 3, 5
Марганец Менее 1
Фосфор Менее 0,1
Сера Менее 0,01
Азот Менее 0,008
Алюминий Менее 0,7
Никель 0,05 1,0
Медь 0, 02 0,5
Олово и/или сурьма 0,02 0,2
Железо Остальное
2. Лист изотропной электротехнической стали, содержащей углерод, кремний марганец, фосфор, серу, азот, кислород и железо, отличающийся тем, что сталь дополнительно содержит алюминий, никель, медь, а также олово и/или сурьму при следующем соотношении компонентов, мас.
Кремний Менее 1
Марганец Менее 0,5
Фосфор Менее 0,15
Сера Менее 0,01
Азот Менее 0,008
Кислород Менее 0,005
Алюминий Менее 0,7
Никель 0,05 1,0
Медь 0,02 0,5
Олово и/или сурьма 0,02 0,2
Железо Остальное
3. Лист изотропной электротехнической стали, содержащей углерод, кремний, марганец, фосфор, серу, азот, алюминий, никель, медь и железо, отличающийся тем, что сталь дополнительно содержит кислород, а также олово и/или сурьму при следующем соотношении компонентов мас.
Кремний Менее 3,5
Марганец Менее 0,5
Фосфор Менее 0,15
Сера Менее 0,015
Алюминий Менее 0,7
Кислород Менее 0,005
Азот Менее 0,008
Никель 0,02 1,0
Медь 0,02 0,4
Олово и/или сурьма 0,02 0,3
Железо Остальное
4. Лист изотропной электротехнической стали, содержащей углерод, кремний, марганец, фосфор, серу, азот, алюминий, никель, медь и железо, отличающийся тем, что сталь дополнительно содержит олово и/или сурьму и кальций и/или редкоземельный элемент при следующем соотношении компонентов, мас.
Кремний Менее 3,5
Марганец Менее 0,5
Фосфор Менее 0,15
Сера Менее 0,01
Азот Менее 0,008
Алюминий Менее 0,7
Никель 0,02 1,0
Медь 0,02 0,5
Олово и/или сурьма 0,02 0,2
Кальций 0,001 0,02
и/или
Редкоземельный элемент 0,003 0,03
Железо Остальное
5. Лист изотропной электротехнической стали, содержащей углерод, кремний, марганец, фосфор, серу, азот, алюминий, никель, медь и железо, отличающийся тем, что сталь дополнительно содержит кислород, а также олово и/или сурьму при следующем соотношении компонентов, мас.
Кремний Менее 3,5
Марганец Менее 0, 5
Фосфор Менее 0,15
Сера Менее 0,01
Азот Менее 0,008
Алюминий Менее 0,7
Кислород Менее 0,005
Никель 0,02 1,0
Медь 0,02 0,5
Олово и/или сурьма 0,02 0,2
Железо Остальное
6. Способ получения листа изотропной электротехнической стали, включающий выплавку стального сляба, горячую прокатку, травление, одно- или двукратную холодную прокатку и высокотемпературный отжиг, отличающийся тем, что выплавляют стальной сляб, содержащий, мас.
Кремний 1,0 3, 5
Марганец Менее 1
Фосфор Менее 0,1
Сера Менее 0,01
Азот Менее 0,008
Алюминий Менее 0,7
Никель 0,05 1,0
Медь 0,02 0,5
Олово и/или сурьма 0,02 0,2
Железо Остальное
а полученный после горячей прокатки лист перед травлением отжигают и после высокотемпературного отжига при необходимости проводят отпуск со снятием напряжений.
Кремний Менее 1
Марганец Менее 0, 5
Фосфор Менее 0,15
Сера Менее 0,01
Азот Менее 0,008
Кислород Менее 0,005
Алюминий Менее 0,7
Никель 0,05 1,0
Медь 0,02 0,5
Олово и/или сурьма 0,02 0,2
Железо Остальное
а полученный после горячей прокатки лист перед травлением отжигают и после промежуточного отжига лист подвергают дрессировке.
Кремний Менее 1
Марганец Менее 0,5
Фосфор Менее 0,15
Сера Менее 0,01
Азот Менее 0,008
Кислород Менее 0,005
Алюминий Менее 0,7
Никель 0,05 1,0
Медь 0,02 0,5
Олово и/или сурьма 0,02 0,2
Железо Остальное
а полученный после горячей прокатки лист перед травлением отжигают.
Кремний Менее 3,5
Марганец Менее 0,5
Фосфор Менее 0,15
Сера Менее 0,01
Азот Менее 0,008
Алюминий Менее 0,7
Никель 0, 02 1,0
Медь 0,02 0,5
Кальций 0,001 0,02
и/или
Редкоземельный элемент 0,003 0,03
Железо Остальное
а после горячей прокатки полученный лист сворачивают в рулон и проводят его отжиг либо до, либо после травления.
Кремний Менее 3,5
Марганец Менее 0,5
Фосфор Менее 0,15
Сера Менее 0,01
Азот Менее 0,008
Алюминий Менее 0,7
Никель 0,02 1,0
Медь 0,02 0,5
Олово и/или сурьма 0,02 0,2
Кальций 0,001 0,02
и/или
Редкоземельный элемент 0,003 0,03
Железо Остальное
после горячей прокатки полученный лист сворачивают в рулон и проводят его отжиг либо до, либо после травления, затем проводят отжиг первого порядка и дрессировку листа с промежуточным отжигом.
Кремний Менее 3,5
Марганец Менее 0,5
Фосфор Менее 0,15
Сера Менее 0,01
Азот Менее 0, 008
Алюминий Менее 0,7
Кислород Менее 0,005
Олово и/или сурьма 0,02 0,2
Никель 0,02 1,0
Медь 0,02 0,5
Железо Остальное
а обезуглероживающий отжиг проводят при 750 900oC в атмосфере, содержащей 60 90 об. азота и 40 60 об. водорода с температурой точки росы 30 60oС.
Комментарии