Способ получения стального компонента с металлическим покрытием, обеспечивающим защиту от коррозии, и стальной компонент - RU2496887C1
Код документа: RU2496887C1
Чертежи



Описание
Изобретение относится к способу получения стального компонента с металлическим покрытием, обеспечивающим защиту от коррозии, формованием плоского стального продукта, состоящего из Mn-содержащей стали, на который наносят покрытие из сплава ZnNi до формования стального компонента.
При упоминании термина "плоских стальных продуктов" в настоящем случае понимают стальные полосы, стальные листы, стальные пластины или заготовки и аналогичные изделия, полученные из них.
Для достижения сочетания низкой массы, максимальной прочности и защитного действия, которое требуется при конструировании кузовов современных транспортных средств, на участках кузова, которые могут подвергаться особенно высоким напряжениям в случае аварии, в настоящее время применяют компоненты, которые получают формованием из высокопрочных сталей способом горячего прессования.
При закалке после горячего прессования стальные заготовки, которые получают из горячекатаной или холоднокатаной стальной полосы, нагревают до температуры формования, которая обычно выше температуры аустенизации данной стали, и в нагретом состоянии помещают в матрицу штамповочного пресса. В ходе формования, которое осуществляют после этого, заготовку листового или пластинчатого материала, или, скорее, компонент, сформованный из них, подвергают быстрому охлаждению в результате контакта с холодной матрицей. Скорости охлаждения устанавливают в данном случае таким образом, что в компоненте образуется микроструктура закаленной стали.
Типичным примером стали, которая пригодна для закалки после горячего прессования, является сталь, известная под маркой "22MnB5", которую можно найти в Определителе сталей (Stahlschlüssel) за 2004 г. под кодом материала (Werkstoffnummer) 1.5528.
На практике преимущества известных MnB - сталей, которые особенно устойчивы при закалке после горячего прессования, нивелируются тем недостатком, что маргапецсодержащие стали, как правило, не устойчивы к влажной коррозии и их трудно пассивировать. Рассматриваемая коррозия, хотя и носит только локальный характер, является тяжелой, и склонность к ее протеканию при воздействии повышенных концентраций хлорид-ионов велика в сравнении с менее высоколегированными марками сталей. Указанная склонность затрудняет использование сталей, относящихся к категории материалов, известных как высоколегированные листовые стали, для конструирования кузовов транспортных средств. Для марганецсодержащих сталей также характерна склонность к коррозии пятнами, которая также является фактором, ограничивающим возможные области применения упомянутых сталей.
Следовательно, продолжается поиск возможных способов получения марганецсодержащих сталей с металлическим покрытием, которое защищает стали от коррозионного воздействия.
В способе получения компонентов закалкой после горячего прессования, который описан в европейском патенте ЕР 1143029 В1, для данной цели на стальной лист или пластину вначале необходимо нанести цинковое покрытие и затем, перед горячим формованием, нагреть таким образом, чтобы в результате превращения покрытия на стальном листе или пластине образовалось интерметаллическое соединение на плоском стальном продукте. Данное интерметаллическое соединение предназначено для защиты стального листа или пластины от коррозии и обезуглероживания, а также для выполнения смазочной функции во время горячего формования в матрице для прессования.
При осуществлении попыток реализовать на практике способ, который в общем виде предложен в европейском патенте ЕР 1143029 В1, стал очевиден широкий круг проблем. По данному способу, как оказалось, трудно нанести цинковое покрытие на стальную подложку таким образом, чтобы сразу после образования интерметаллического соединения можно было гарантировать, что покрытие будет достаточно хорошо сцепляться со стальной подложкой, что покрытие будет характеризоваться адекватной способностью к восприятию покровного слоя лакокрасочного покрытия, которое наносят впоследствии, и, что и само покрытие, и стальная подложка тоже будут обладать адекватной стойкостью к образованию трещин в ходе горячего формования.
Предложение, относящееся к тому, как на стальных полосах можно получать цинковые покрытия, на которые можно особенно успешно наносить органическое покрытие, описано в заявке на европейский патент ЕР 1630244 А1. Согласно данному предложению, слой Zn, содержащий до 20% масс.Fe, наносят на стальной лист или пластину, которые подвергают обработке либо электролитическим методом, либо посредством использования некоторых других известных способов нанесения покрытия. Стальной лист или пластину, на которую нанесли покрытие данным способом, затем нагревают от температуры окружающей среды до 850-950°С и подвергают формованию способом горячего прессования при 700-950°С. Как упомянуто, особенно подходящим способом для получения слоя Zn в данном случае является электролитическое осаждение.
В упомянутом известном способе слой Zn может также принимать форму слоя сплава. Как указано в заявке на европейский патент ЕР 1630244 А1, возможными компонентами сплава данного слоя являются Mn, Ni, Cr, Co, Mg, Sn и Pb, а также упоминаются Be, В, Si, Р, S, Ti, V, W, Mo, Sb, Cd, Nb, Си и Sr в качестве дополнительных компонентов сплава.
Существенным моментом способа, описанного в заявке на европейский патент ЕР 1630244 А1, является то, что Zn покрытие толщиной 1-50 мкм, которое присутствует на полосе, содержит фазу твердого раствора железо-никель и слой оксида цинка, толщина которого ограничена, в среднем, величиной не более 2 мкм. В известном способе цель достигается тем, что либо подбирают условия отжига в период нагревания до температуры, требуемой для формования способом горячего прессования, таким образом, чтобы, по меньшей мере, достичь контролируемого образования оксида, либо тем, что слой оксида, присутствующий на полученном стальном компоненте после горячего формования, по меньшей мере, частично удаляют машинной обработкой или процедурой отслаивания частиц для сохранения оксидного слоя максимальной толщины, величина которой приведена в заявке на европейский патент ЕР 1630244 А1. Следовательно, указанный известный способ требует также дорогостоящих и сложных мер, с одной стороны, для того, чтобы гарантировать, что покрытие Zn будет оказывать требуемое антикоррозионное воздействие, а с другой стороны, для обеспечения адекватной способности к восприятию покровного слоя и адгезии к краске, что является необходимым для окрашивания, которое проводят после горячего формования.
Из заявки DE 3209559 А1 известен дополнительный способ, с помощью которого покрытие из цинк-никелевого сплава осаждают на полосу стали электролитическим методом. В ходе осуществления данного способа полосу, подлежащую, на которую наносят покрытие, до осаждения ZnNi покрытия подвергают интенсивной неэлектрической предварительной обработке для получения на ней тонкого первичного слоя, содержащего цинк и никель. После этого наносят эффективное цинк-никелевое покрытие электролитическим методом. Для того чтобы постоянно осуществлять электролитическое осаждение покрытия из сплава заданного состава, используют отдельные аноды, каждый из которых содержит только один компонент сплава. Указанные аноды присоединены к отдельным контурам, по которым протекает ток, и активируют выделение данного металла в электролит.
Результаты систематических испытаний свойств покрытий из цинкового сплава на стальном листе из закаливаемой стали приведены в публикации WO 2005/021822 А1. В данном случае покрытие состояло, в основном, из цинка и дополнительно содержало один или несколько элементов с определенным сродством к кислороду в суммарном количестве от 0,1 до 15% масс. от массы покрытия в целом. В качестве элементов с определенным сродством к кислороду в данном случае упомянуты Mg, Al, Ti, Si, Са, В и Mn. Температуру стального листа, на который было нанесено покрытие таким способом, затем повышали до значения, требуемого для закалки, при подаче атмосферного кислорода. В ходе указанной термообработки формируется поверхностный слой оксида данного элемента или элементов с определенным сродством к кислороду.
В одном из данных испытаний, которые описаны в публикации WO 2005/021822 A1, покрытие ZnNi получали электролитическим осаждением цинка и никеля на металлическом листе неопределенного состава. Массовое отношение цинка к никелю в антикоррозионном слое составляло приблизительно 90:10 для слоя толщиной 5 мкм. Лист, на который нанесли покрытие таким способом, отжигали в течение 270 с при 900°С в присутствии атмосферного кислорода. В результате диффузии стали в слой цинка образуется тонкий диффузионный слой, состоящий из цинка, никеля и железа. В то же время объемный цинк окислялся до оксида цинка.
Из полученных данных, приведенных в публикации WO 2005/021822 A1, очевидно, что покрытие ZnNi, полученное описанным выше способом, обеспечивало только барьерную защиту и не обладало никаким катодным антикоррозионным эффектом. Его поверхность была чешуйчатой, с зеленым оттенком и малыми локальными зонами отслаивания, где слой оксида не сцеплялся со сталью. Согласно публикации WO 2005/021822 причина этого заключалась в том, что само покрытие не содержало элемента с достаточно высоким сродством к кислороду.
В отличие от способов предшествующего уровня техники основополагающая цель данного изобретения заключалась в определении условий способа, который легко применять на практике и который, при сравнительно невысоких стоимости и сложности, позволяет получать стальной компонент с металлическим покрытием, обладающим хорошим сцеплением и обеспечивающим надежную защиту от коррозии. Кроме того, в изобретении также описан стальной компонент, полученный соответствующим способом.
В рамках данного способа в первом варианте изобретения указанная цель достигается при получении стального компонента осуществлением стадий, которые описаны в п.1 формулы изобретения.
Альтернативный вариант способа по изобретению, в котором вышеупомянутая цель достигается соответствующим образом, описан в п.2 формулы изобретения.
Первый вариант способа по изобретению содержит формование стального компонента так называемым «прямым» способом, тогда как второй вариант способа включает в себя формование стального компонента так называемым «непрямым» способом.
Предпочтительные условия осуществления вариантов способа по изобретению описаны в пунктах формулы изобретения, которые имеют отсылку на упомянутые пункты 1 и 2 формулы изобретения и описаны ниже.
В отношении стального компонента, способ, в котором достигается вышеупомянутая цель в соответствии с настоящим изобретением, заключается в том, что компонент обладает признаками, которые описаны в п.14 формулы изобретения. Предпочтительные варианты стального компонента по изобретению описаны в п.14. формулы изобретения, которые также ссылаются на п.14 формулы изобретения и будут изложены ниже.
В способе по изобретению получения стального компонента с металлическим покрытием, которое обеспечивает защиту от коррозии, сначала получают плоский стальной продукт, т.е. стальную полосу, стальной лист или стальную пластину, который изготовляют из закаливаемого стального материала с достаточно высокой прочностью, содержащего 0,3-3% масс. марганца. Указанный стальной материал характеризуется пределом текучести 150-1100 МПа и прочностью на разрыв 300-1200 МПа.
Стальной материал обычно может представлять собой высокопрочную MnB- сталь, состав которой известен как таковой. Следовательно, сталь, которую обрабатывают в соответствии с данным изобретением, может содержать железо и неизбежные примеси, а также (в % масс.) 0,2-0,5% С; 0,5-3,0% Mn; 0,002-0,004% В и, как вариант, один или несколько элементов из группы, содержащей Si, Cr, Al, Ti, в следующих количествах: 0,1-0,3% Si; 0,1-0,5% Cr; 0,02-0,05% Al; 0,025-0,04% Ti.
Способ по изобретению подходит для изготовления стальных компонентов как из горячекатаной полосы, листа или пластины, которые только прокатывают в горячем виде традиционным способом, так и из стальной полосы, листа или пластины, которые только прокатывают в холодном виде традиционным способом.
На плоский стальной продукт, который получают таким способом, наносят антикоррозионное покрытие, причем в соответствии с настоящим изобретением данное покрытие включает в себя покрытие из цинк-никелевого сплава, содержащее единственную фазу γ-ZnNi, которую наносят на стальную подложку электролитическим методом. Данное покрытие из сплава ZnNi может само по себе формировать антикоррозионное покрытие или к нему можно добавлять дополнительные защитные слои, которые наносят на него.
Ключевым моментом является то, что γ-цинк-никелевая фаза покрытия из сплава ZnNi, расположенная на стальной подложке, уже была получена методом электролитического нанесения покрытия. Это означает, что в отличие от способов нанесения покрытия, в которых слой сплава образуется в результате нагревания до температуры, требуемой для последующего горячего формования и закалки, и протекания происходящих в результате диффузионных процессов, в способе по настоящему изобретению слой из сплава данного состава и структуры, который состоит из цинка и никеля, уже присутствует па плоском стальном продукте до нагревания. Соотношения Zn и Ni и условия осаждения при получении слоя сплава ZnNi в данном случае выбраны таким образом, что слой сплава ZnNi принимает форму однофазного покрытия, состоящего из фазы Ni5Zn21, характеризующейся кубической структурой кристаллической решетки. Следует принимать во внимание, что при осаждении из электролита данный слой фазы γ-ZnNi образуется не в соответствии со стехиометрическим составом, но при этом для значений содержания никеля в диапазоне 7-15% особенно хорошие свойства покрытия получают при содержаниях никеля до 13% масс., и, в частности, при его содержании 9-11% масс.
Факторами, связанными с вышеупомянутыми «условиями осаждения», являются, например, режим входящего потока на подложке, на которую наносят покрытие, скорость потока электролита, соотношение Ni:Zn в электролите, ориентация потока электролита относительно стальной подложки, на которую наносят покрытие в данном случае, плотность тока, а также температура и уровень рН электролита. В соответствии с изобретением, данные факторы, влияющие на характеристики, необходимо согласовывать друг с другом таким образом, чтобы формировать однофазное покрытие ZnNi, являющееся целью изобретения, с таким содержанием Ni, которое предварительно задано в соответствии с настоящим изобретением. С этой целью, каждый из упомянутых параметров можно варьировать следующим образом как функцию системного проектирования, применимую в данном случае:
- режим потока по отношению к подложке, на которую наносят покрытие: ламинарный или турбулентный; хорошие результаты получают при нанесении покрытия и в том случае, когда поток электролита по отношению к плоскому стальному продукту, на который наносят покрытие, является ламинарным, и в том, когда он является турбулентным. Однако на многих действующих установках для нанесения покрытия предпочитают турбулентный поток вследствие более интенсивного обмена между электролитом и стальной подложкой.
- скорость потока электролита: 0,1-6 м/с;
- соотношение Ni:Zn в электролите: 0,4-4;
- ориентация потока электролита относительно стальной подложки, на которую наносят покрытие в данном случае: нанесение покрытия на стальную подложку может иметь место как в вертикально ориентированных, так и горизонтально ориентированных ячейках;
- плотность тока: 10-140 А/дм2;
- температура электролита: 30-70°С;
- уровень рН электролита: 1-3,5.
Конкретное преимущество способа нанесения покрытия на плоский стальной продукт со слоем сплава ZnNi точно заданного состава и структуры, выполняемого электролитическим методом в соответствии с изобретением, заключается также в том, что покрытие, полученное таким образом, имеет шероховатую матовую поверхность, коэффициент отражения которой меньше, чем у обычных Zn- покрытий, получаемых в ходе осуществления известных способов формования горячим прессованием. Следовательно, плоские стальные продукты, на которые нанесли покрытие способом по изобретению, характеризуются повышенной теплоемкостью и, соответственно, последующее нагревание до заданной температуры заготовки или компонента можно осуществлять быстрее и с меньшими затратами энергии. Сокращенные периоды времени пребывания в печах и сбережение энергии, которые становятся возможными в данном случае, делают способ по изобретению особенно экономичным.
Из плоского стального продукта, на который нанесли покрытие способом по изобретению, затем формируют стальную заготовку. Ее можно получить из данной стальной полосы, стальной пластины или стального листа известным по существу способом. Однако возможно также, что во время нанесения покрытия плоский стальной продукт уже находится в форме, требуемой для последующего формования в компонент, т.е. что он соответствует заготовке.
Стальную заготовку, на которую нанесли покрытие из однофазного сплава ZnNi способом по изобретению, затем нагревают, в первом варианте способа по изобретению, до температуры заготовки не ниже 800°С и затем формуют стальной компонент из нагретой заготовки. С другой стороны, во втором варианте способа, стальной компонент, по меньшей мере, предварительно формируют из заготовки и только после этого осуществляют нагревание до температуры компонента, равной, по меньшей мере, 800°С.
В ходе нагревания до температуры заготовки или компонента, по меньшей мере, равной 800°С, начинается частичное замещение атомов в слое сплава ZnNi, нанесенного на стальную подложку, даже при температурах ниже 700°С, в процессе которого интерметаллическая γ-цинк-никелевая фаза (Ni5Zn21) самопроизвольно переходит в Г-цинк-железную фазу (Fe3Zn10). По мере продолжения нагревания приблизительно выше 750°С образуется твердый раствор на основе α-феррита, в котором присутствуют Zn и Ni в растворенном состоянии. Данный процесс продолжается до тех пор, пока стальную подложку не нагреют до соответствующей температуры заготовки или компонента, по меньшей мере, равной 800°С, и на стальной подложке не появится двухфазное покрытие, состоящее из твердого раствора α-Fe, в котором присутствуют Zn и Ni в растворенном состоянии, и смешанной гамма-фазы ZnxNi(Fe)y, в которой атомы Ni замещены атомами Fe и наоборот. Соответственно, слоя чистого сплава больше не существует на поверхности компонента, полученного предлагаемым способом, а вместо него появляется двухфазное покрытие, явно преобладающая часть которого состоит из твердого раствора α-Fe(Zn, Ni) и в котором интерметаллические соединения Zn, Ni и Fe присутствуют в самой ограниченной степени.
В отличие от способов предшествующего уровня техники, в которых прежде всего наносят цинковое покрытие на стальную подложку и в которых в ходе нагревания перед горячим формованием интерметаллическое соединение образуется в результате превращения покрытия на стальном листе, в случае предлагаемого способа с самого начала исходят из покрытия из сплава, осажденного на стальной подложке электролитическим методом и состоящего из интерметаллического соединения, полученного контролируемым способом, большая часть которого превращается в твердый раствор при отжиге, выполняемом для формования или закалки.
На поверхности готового продукта присутствует такое покрытие, по меньшей мере, 70% масс., конкретно, по меньшей мере, 75% масс., обычно до 95% масс., конкретно 75-90% которого составляет твердый раствор, а остальное состоит из интерметаллической фазы. В зависимости от условий отжига и толщины соответствующего покрытия, остатки интерметаллической фазы диспергируются в твердом растворе в низких объемных концентрациях или располагаются на поверхности твердого раствора. Следовательно, состав исходного покрытия из сплава на фазовой диаграмме явно изменяется от обогащенного Zn угла к обогащенному Fe углу. Соответственно, на поверхности готового стального компонента присутствует железо-цинковый сплав. То есть, способом по изобретению получают покрытие, которое уже не является слоем на основе цинка, а состоит из сплава на основе железа.
В первом варианте данного способа по изобретению заготовку, нагретую в соответствии с изобретением до температуры, по меньшей мере, 800°С, формуют в стальной компонент. Это можно осуществить, например, загрузкой заготовки в матрицу для формования, которую используют в данном случае, непосредственно после нагревания. На пути к матрице для формования, как правило, неизбежно происходит охлаждение заготовки, которое означает, что в случае операции горячего формования такого типа, следующей за нагреванием, температура заготовки на входе в матрицу для формования обычно бывает ниже температуры заготовки на выходе из печи. В матрице для формования стальную заготовку формуют в стальной компонент по существу известным способом.
Если формование выполняют при температурах, довольно высоких для образования микроструктур закаленной или отпущенной стали, полученный стальной компонент затем можно охладить, начиная с данной температуры, со скоростью охлаждения, достаточной для формирования микроструктуры закаленной или отпущенной стали на данной стальной подложке. Особенно экономичным является то, что указанную процедуру осуществляют в самой матрице для формования.
Вследствие нечувствительности плоского стального продукта, на который нанесено покрытие способом по изобретению, к трещинам в стальной подложке и абразивному износу, способ по изобретению, таким образом, особенно подходит для одностадийного формования методом горячего прессования, в котором горячее формование стального компонента и его охлаждение осуществляют за одну операцию в одной матрице для формования при использовании тепла выполненной ранее операции нагревания до температуры заготовки.
Во втором варианте способа сначала формируют заготовку, а затем из данной заготовки формуют стальной компонент без какого-либо промежуточного нагревания. Формование стального компонента в данном случае обычно осуществляют способом холодного формования, в котором выполняют одну или несколько операций холодного формования. В данном случае степень холодного формования может быть достаточно высокой для того, чтобы формовать полученный стальной компонент в практически полностью готовое состояние. Однако возможно также осуществлять первую операцию формования как процедуру предварительного формования и формовать стальной компонент в готовое состояние в матрице для формования после нагревания. Указанное окончательное формование можно объединять с процедурой закалки выполнением его как закалки в прессе при использовании подходящей матрицы для формования. В данном случае стальной компонент помещают в матрицу, которая отображает его окончательную готовую форму, и охлаждают достаточно быстро с целью образования требуемой микроструктуры закаленной или отпущенной стали. Следовательно, закалка в прессе обеспечивает возможность сохранения формы стального компонента в очень высокой степени. В данном случае изменение формы при закалке в прессе обычно мало.
Независимо от того, какой из двух вариантов способа по изобретению используют, формование не следует выполнять каким-то специальным способом, который отличается от способов предшествующего уровня техники, то же относится к охлаждению, которое требуется для образования микроструктуры закаленной или отпущенной стали. Наоборот, для данной цели можно использовать известные способы и существующие устройства. Поскольку покрытие из сплава уже получено способом по изобретению на поверхности заготовки, подлежащей формованию, в случае горячего формования или формования при повышенных температурах не существует риска какого-либо разупрочнения покрытия и, следовательно, прилипания материала покрытия к поверхностям матрицы, которые контактируют с ним.
Содержание Mn 0,3-3% масс., и конкретно 0,5-3% масс. в стальной подложке, которая обработана в соответствии с изобретением, приобретает особое значение в совокупности с покрытием, состоящим из твердого раствора α-Fe(Zn, Ni) и второстепенной доли интерметаллических соединений, которое получают на плоском стальном продукте в соответствии с изобретением. В данном способе Mn, присутствующий в стальной подложке стального компонента, который получают в соответствии с настоящим изобретением, вносит существенный вклад в улучшение адгезии покрытия.
Перед нагреванием до температуры заготовки или компонента антикоррозионное покрытие, которое наносят в соответствии с настоящим изобретением, содержит в каждом случае менее 0,1% масс. марганца. Затем при последующем нагревании до температуры пластины или компонента начинается диффузия марганца, присутствующего в стальной подложке, в направлении свободной поверхности антикоррозионного покрытия, которое нанесено в соответствии с изобретением.
С одной стороны, атомы Mn, которые диффундируют в слой сплава ZnNi при нагревании, вызывают прочное связывание покрытия со стальной подложкой.
С другой стороны, существенная доля атомов Mn перемещается к поверхности антикоррозионного покрытия, полученного в соответствии настоящим изобретением, и накапливается там в металлической или оксидной форме. Толщина Mn-содержащего слоя, присутствующего в условиях данного способа на покрытии, полученном в соответствии с настоящим изобретением (данный Mn-содержащий слой для упрощения называется ниже просто «слоем оксида Mn»), обычно составляет от 0,1 до 5 мкм. Положительное влияние слоя оксида Mn проявляется особенно ясно, если его толщина составляет, по меньшей мере, 0,2 мкм, и в частности, по меньшей мере, 0,5 мкм. В данном приповерхностном Mn-содержащем слое антикоррозионного покрытия, который граничит с поверхностью, содержание Mn составляет 1-18% масс., и конкретно, 4-7% масс.
В дополнение к связыванию со стальной подложкой, описанному выше, упомянутый слой оксида Mn, присутствующий на покрытии, полученном способом по изобретению, обеспечивает также особенно хорошую адгезию к органическим покрытиям, которые наносят на антикоррозионное покрытие. Следовательно, способ по настоящему изобретению особенно применим для изготовления частей кузова транспортного средства, на которые после формования наносят лакокрасочное покрытие.
В отличие от способов предшествующего уровня техники, которые описаны в соответствующем разделе, абсолютно необязательно удалять упомянутый слой оксида, который получают в соответствии с изобретением. Вместо этого предусмотрено, чтобы при осуществлении вариантов способа по изобретению слой оксида, который получают способом по изобретению, оставался на месте на антикоррозионном покрытии, поскольку данный слой оксида не только обеспечивает особенно подходящую способность к восприятию покровного слоя для стальных компонентов, изготовленных и полученных в соответствии с изобретением, но, более того, благодаря своей сравнительно высокой проводимости, обеспечивает также их хорошую свариваемость.
Результатом использования сталей с содержанием Mn менее 0,3% масс. является получение покрытия желтоватого оттенка, который показывает, что на покрытии присутствует слой оксида, состоящий в основном из ZnO. Аналогично тому, что имело место в испытании, о котором сообщалось в публикации WO 2005/012822, на покрытии, получаемом данным способом, заметны участки локального отслаивания и шелушения после горячего формования. С другой стороны, покрытие, которое получают в соответствии с изобретением, на стали, содержащей, по меньшей мере, 0,3% масс, Mn, имеет коричневатую поверхность, на которой отсутствуют участки отслаивания и шелушения.
На практике применяют покрытие ZnNi толщиной 0,5-20 мкм, которое в соответствии с изобретением осаждают на плоский стальной продукт. Особенно заметный защитный эффект на части ZnNi-покрытия, которое получают в соответствии с изобретением, достигается при осаждении покрытия на плоский стальной продукт толщиной более 2 мкм. Типичные значения толщины покрытия, полученного в соответствии с изобретением, находятся в диапазоне 2-20 мкм, а конкретно, в диапазоне 5-10 мкм.
Гораздо более оптимальной защиты от коррозии можно достичь в случае стального компонента, получаемого в соответствии с изобретением, при наличии антикоррозионного покрытия, которое содержит, кроме покрытия из сплава ZnNi, которое наносят на плоский стальной продукт, слой Zn, который также наносят на слой ZnNi до стадии нагревания. Покрытие, которое в таком случае присутствует перед нагреванием до заданной температуры заготовки или компонента на плоском стальном продукте, полученном для дополнительной переработки в компонент по изобретению, представляет собой, по меньшей мере, двухслойное антикоррозионное покрытие, первый слой которого образован слоем сплава ZnNi, сформированным способом по изобретению, а второй слой образован расположенным на нем слоем Zn, который состоит только из Zn.
Нанесенный дополнительно слой Zn, обычно толщиной 2,5-12,5 мкм, присутствует на готовом стальном компоненте по изобретению в виде обогащенного Zn слоя, который может быть легирован Mn и Fe из стальной подложки и Ni из слоя ZnNi. В данном случае некоторая часть Zn превращается в оксид Zn и образует с Mn материала подложки Mn-содержащий слой, который расположен на антикоррозионном покрытии, полученном в соответствии с изобретением. Нанесение дополнительного слоя Zn антикоррозионного покрытия перед нагреванием для горячего формования приводит, таким образом, к дополнительному усилению катодной антикоррозионной защиты.
В данном случае было обнаружено, что в готовом состоянии после горячего формования и закалки слой оксида Mn, который был подробно описан выше, присутствует даже при наличии дополнительного слоя Zn на поверхности антикоррозионного покрытия. Точно так же, как и в случае антикоррозионного покрытия, составленного из слоя ZnNi и слоя Zn, указанный слой оксида Mn обеспечивает хорошую свариваемость стального компонента, который был изготовлен и получен в соответствии с изобретением, он также хорошо подходит для получения лакокрасочного покрытия.
Дополнительный слой Zn для формирования антикоррозионного покрытия можно осаждать электролитическим методом, точно так же, как и слой ZnNi, нанесенный предварительно. Для этой цели, например, при многоступенчатой схеме электролитического нанесения покрытия, которую осуществляют в непрерывном потоке, покрытие из сплава ZnNi можно осаждать па данной стальной подложке на первых стадиях, а слой Zn осаждать на слой ZnNi на стадиях, которые выполняют после этого.
Как описано выше, стальной компонент по способу изобретения получают формованием методом горячего прессования, компонент включает в себя стальную подложку, содержащую сталь, в состав которой входит 0,3-3% масс. марганца, и антикоррозионное покрытие, нанесенное на верхнюю часть подложки и включающее слой, который, по меньшей мере, на 70% масс. состоит из твердого раствора α-Fe(Zn,Ni), а остальная часть слоя представляет собой интерметаллическое соединение Zn, Ni и Fe, и у которого на свободной поверхности имеется Mn-содержащий слой, где Mn присутствует в металлической или оксидной форме. В зависимости от времени и температуры отжига, а также от толщины слоя покрытия, иптерметаллические соединения в данном случае диффундируют в твердый раствор α-Fe(Zn,Ni) в виде вкраплений малого объема.
Кроме того, в рамках способа, уже описанного выше, антикоррозионное покрытие может включать в себя слой Zn, который расположен на слое ZnNi, при этом в данном случае на антикоррозионном покрытии также присутствует Mn-содержащий слой.
Для обеспечения оптимального результата процедуры электролитического нанесения покрытия известным способом перед его осуществлением плоский стальной продукт можно подвергать предварительной обработке, в ходе которой поверхность стальной подложки очищают до состояния, оптимально подготовленного для последующего покрытия антикоррозионным слоем. Для данной цели можно выполнить одну или несколько стадий предварительной обработки, перечисленных ниже:
- щелочное обезжиривание плоского стального продукта в ванне для обезжиривания. Ванна для обезжиривания обычно содержит 5-150 г/л, а конкретно 10-20 г/л поверхностно-активного обезжиривающего раствора. Температура ванны для обезжиривания в данном случае составляет 20-85°C, причем особенно высокая эффективность наблюдается при температуре ванны 65-75°C. Это особенно справедливо, если обезжиривание осуществляют электролитическим методом, причем особенно хорошие результаты при очистке достигаются в случае выполнения, по меньшей мере, одного цикла, в продолжение которого образец находится в условиях анодной и катодной поляризации. При щелочной очистке в данном случае это может оказаться благоприятным не только для осуществления электролитического обезжиривания погружением, но также и для выполнения распылительной очистки щелочной средой с применением щеток даже до электролитической очистки;
- промывку плоского стального продукта, причем данную промывку осуществляют посредством чистой или деионизированной воды;
- травление плоского стального продукта. При травлении плоские стальные продукты пропускают через кислотную ванну, в которой снимают с них оксидный слой без воздействия на поверхность самого плоского стального продукта. При осторожном выполнении стадии травления удаление оксида регулируют таким образом, что получают поверхность, оптимально подготовленную для электролитической оцинковки полосы. После травления плоский стальной продукт снова можно подвергать промывке с целью удаления некоторого остаточного количества кислоты, используемой для вытравливания оксида из плоского стального продукта;
- при осуществлении промывки плоского стального продукта его можно механически очищать щетками в продолжение данной процедуры для обеспечения удаления с его поверхности даже прочно закрепленных частиц;
- некоторое количество жидкостей, все еще присутствующее на предварительно обработанном плоском стальном продукте, обычно удаляют при помощи отжимных роликов до размещения продукта в ванне с электролитом.
В качестве убедительных практических примеров предварительной обработки, при которой достигают особенно высоких результатов при электролитическом нанесении покрытия, можно привести следующие варианты:
Пример 1
Отожженную в контейнере холоднокатаную полосу из стали обезжиривают распылением щелочи, а также электролитическим методом. Ванна для обезжиривания содержит имеющийся в продаже обезжиривающий раствор с концентрацией 15 г/л, который можно приобрести под названием "Ridoline C72" и который включает в себя более 25% гидроксида натрия, 1-5% простого эфира жирного спирта и 5-10% этоксилированного, пропоксилированного и метилированного спирта C12-18. Температура ванны составляет 65°С. Время пребывания на стадии распылительного обезжиривания составляет 5 с. За данной процедурой следует очистка щетками. В качестве продолжения процесса полосу обезжиривают электролитическим методом при времени пребывания, равном 3 с, в условиях анодной и катодной поляризации при плотности тока 15 А/дм2. Затем следует многоступенчатая промывка деионизированной водой при температуре окружающей среды с использованием щеток. Время пребывания на стадии промывки составляет 3 с. Далее полосу подвергают травлению соляной кислотой (20 г/л; температура 35-38°С) со временем пребывания 11 с. Вслед за промывкой деионизированной водой продолжительностью 8 с лист или пластину перемещают в ячейку для электролиза после прохождения через систему отжимных роликов. В соответствии с изобретением нанесение покрытия на стальную полосу, лист или пластину происходит в ячейке для электролиза способом, который подробно описан ниже со ссылками на варианты его осуществления. Плоский стальной продукт, покидающий линию электролитического нанесения покрытия, можно промывать водой и деионизированной водой в несколько ступеней при температуре окружающей среды. Общее время пребывания на стадии промывки составляет 17 с. После этого плоский стальной продукт направляют в секцию сушки.
Пример 2
Горячекатаную полосу (протравленную) из стали марки 22MnB5 (1.5528) обезжиривают распылением щелочи, а также электролитическим методом. Кроме того, полосу очищают щетками в ходе обезжиривания распылением щелочи. Ванна для обезжиривания содержит в концентрации 20 г/л имеющийся в продаже обезжиривающий раствор, который можно приобрести под названием "Ridoline 1893" и который включает в себя 5-10% гидроксида натрия и 10-20% гидроксида калия. Температура ванны составляет 75°С. Время пребывания на стадии распылительного обезжиривания составляет 2 с. В качестве продолжения процесса полосу обезжиривают электролитическим методом при времени пребывания, равном 4 с, в условиях анодной и катодной поляризации при плотности тока 15 А/дм2. Далее следует многоступенчатая промывка деионизированной водой при температуре окружающей среды, при этом на входе потока используют щетки. Время пребывания на стадии промывки составляет 3 с.Затем полосу подвергают травлению соляной кислотой (90 г/л, макс. температура 40°С) с временем пребывания 7 с. Вслед за пятиступенчатой каскадной промывкой деионизированной водой лист или пластину перемещают в ячейку для электролиза после прохождения через систему отжимных роликов, и в ячейке для электролиза на лист или пластину наносят антикоррозионное покрытие способом по изобретению, как описано ниже со ссылками на варианты его осуществления. На выходе из системы электролитического нанесения покрытия плоский стальной продукт, на который теперь нанесено покрытие в соответствии с изобретением, промывают деионизированной водой в три ступени при 50°С. После этого образец направляют в секцию сушки, в которой используют сушилку с циркуляцией воздуха, при этом температура воздуха составляет выше 100°С.
Пример 3
Отожженную в контейнере холоднокатаную полосу из стали марки 22MnB5 (1.5528) обезжиривают распылением щелочи, а также электролитическим методом. Ванна для обезжиривания содержит в концентрации 20 г/л обезжиривающий раствор, который включает в себя 1-5% простого эфира жирного спирта С12-18 и бутилового эфира полиэтилепгликоля и 0,5-2% гидроксида калия. Температура ванны составляет 75°С. Время пребывания на стадии горизонтальной распылительной промывки составляет 12 с. За данной процедурой следует очистка щетками в два приема. В качестве продолжения процесса полосу обезжиривают электролитическим методом при времени пребывания, равном 9 с, в условиях анодной и катодной поляризации при плотности тока 10 А/дм2. Затем следует многоступенчатая промывка деионизированной водой при температуре окружающей среды с использованием щеток. Время пребывания на стадии промывки составляет 3 с. Далее полосу подвергают травлению соляной кислотой (100 г/л, температура окружающей среды) с временем пребывания 27 с. Вслед за объединенной промывкой щетками и распыленной деминерализованной водой лист или пластину перемещают в ячейку для электролиза после прохождения через систему отжимных роликов. В ячейке для электролиза происходит электролитическое осаждение по изобретению антикоррозионного покрытия способом, который описан ниже со ссылками на варианты его осуществления. После электролитического нанесения покрытия плоский стальной продукт, на который таким образом было нанесено покрытие способом по изобретению, промывают водой и деионизированной водой в две ступени при 40°С. Общее время пребывания составляет 18 с. После этого образец направляют в секцию сушки, в которой используют циркуляционную воздуходувку с циркуляционным воздухом при температуре 75°С.
Способ приводит к получению оптимальных результатов, если температура заготовки или компонента в условиях известного способа составляет максимум 920°С, и в частности, 830-905°С. Это особенно верно, если формование стального компонента осуществляют как горячее формование, следующее за нагреванием до температуры заготовки или компонента таким образом, что допускается определенное сжижение температуры при размещении нагретой заготовки («прямой» способ) или нагретого стального компонента («непрямой» способ) в любую матрицу для формования, которую используют в данном случае. Уместен любой вариант горячего формования, поскольку заключительную операцию в данном случае можно осуществлять с повышенной надежностью при температуре заготовки или компонента, равной 850-880°С.
Нагревание до температуры заготовки или компонента можно выполнять известным по существу способом при прохождении через печь непрерывного нагрева. Типичное время отжига в данном случае находятся в интервале 3-15 мин, в пределах которого, с одной стороны, достигается образование оптимально сформированного слоя покрытия, а с другой стороны, особенно экономичные условия его получения, если время отжига находится в интервале 180-300 с или отжиг завершается, как только соответствующая стальная подложка с нанесенным на нее покрытием прогревается насквозь. Однако в качестве альтернативы возможно также выполнять нагревание при помощи индуктивного или электрического нагревательного устройства. Это позволяет осуществлять нагревание до любой установленной в данном случае температуры особенно быстро и точно.
Данное изобретение описано в дальнейшем со ссылками на варианты осуществления. На чертежах:
на фиг.1 показаны результаты измерений покрытия по изобретению для элементов О, Mn, Zn, Ni и Fe методом GDOS после горячего формования;
на фиг.2 изображены результаты измерений, которые представлены на фиг.1, отдельно для элемента Mn;
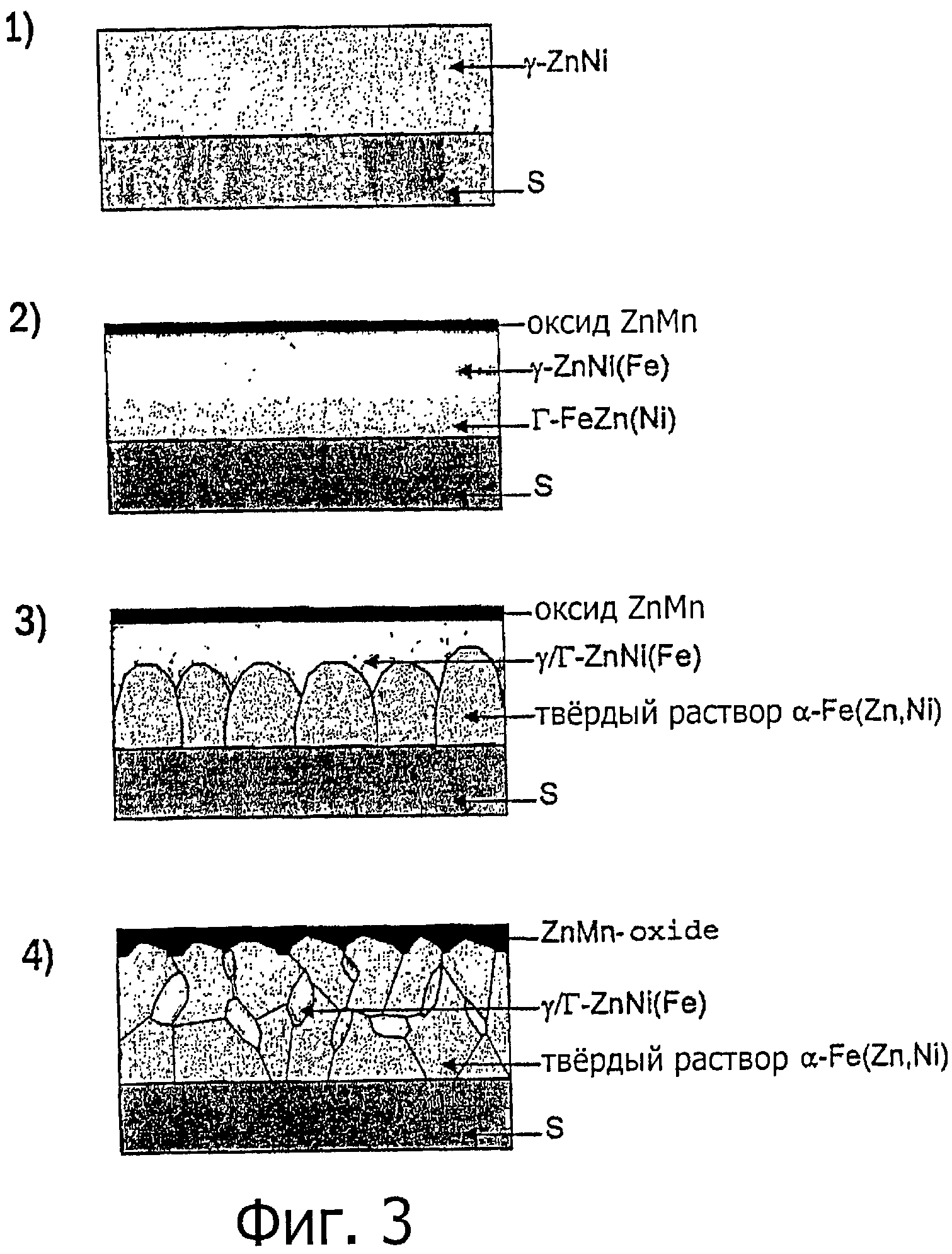
фиг.3 представляет собой схематическое изображение структуры покрытия в различные моменты получения;
фиг.4, 5 являются микроснимками покрытия, присутствующего на компоненте, изготовленном по способу изобретения.
В распоряжении имелись образцы A-Z холоднокатаного, подвергнутого рекристаллизационному отжигу и дрессированного полосового материала (называемые ниже для упрощения просто «образцами A-V2»), на которые наносили слой цинк-никелевого сплава на линии электролитической оцинковки, через которую образцы проходили непрерывным потоком. Для сравнения на образец «Z» также наносили покрытие погружением в расплав.
Величины содержания Mn имеют значение в настоящем случае, и они даны в колонке "содержание Mn " таблицы 2 для каждого из образцов A-Z, которые состоят из закаленной стали. В таблице показано, что каждый из образцов А-Q и Z содержал более 0,3% масс. Mn, тогда как содержание Mn в образцах V1, V2 было ниже уровня ограничения, равного 0,3% масс.
Каждый из образцов A-V2 в форме полос сначала подвергался очистке, в продолжение которой он проходил одну за другой следующие стадии обработки:
Данный образец A-V2 вначале подвергали распылительной очистке в щелочной ванне с обезжиривающим раствором при помощи щеток при температуре 60°С и времени пребывания 6 с.
Затем имело место электролитическое обезжиривание при плотности тока 15 А/дм2 в течение 3 с.
За этим следовала двукратная промывка чистой водой с использованием щеток. Продолжительность каждой из данных промывок составляла 3 с.
После этого выполняли травление соляной кислотой концентрации 150 г/л при температуре окружающей среды в течение 8 с.
В заключение имела место трехступенчатая каскадная промывка водой.
На образцы A-V2, которые были предварительно обработаны таким способом, наносили электролитическое покрытие в ячейке для электролиза. В таблице 1 приведены следующие рабочие параметры, заданные соответственно для образцов A-V2: «Zn» = содержание Zn в электролите в г/л; «Ni» = содержание Ni в электролите в г/л; «Na2SO4» = содержание Na2SO4 в электролите в г/л; «уровень рН» = уровень рН электролита; «Т» = температура электролита в °С; «тип ячейки» = ориентация входящего потока, создаваемого электролитом, на полосе; «скорость потока» = скорость потока электролита в м/с и «плотность тока» = плотность тока в А/дм2.
Для сравнения образец Z подвергали горячей оцинковке традиционным способом.
В таблице 2 показаны не только величины содержания Mn в соответствующих образцах А-V2, но и свойства покрытий ZnNi, которые были нанесены электролитическим осаждением в указанных выше условиях. Можно видеть, что покрытие по способу изобретения, содержащее единственную фазу γ-ZnNi, получали в случае вариантов А-Н и N-Р, тогда как в случае вариантов I-K присутствовали фазы η-Zn, т.е. элементарный цинк, и γ-ZnNi рядом друг с другом.
В случае вариантов L и М до нанесения слоя ZnNi на стальную подложку наносили тонкий слой чистого никеля (так называемый «никелевый блеск»). Содержимое данного последнего слоя представляло собой отложения чистого никеля, которые были расположены ниже однофазного покрытия γ-ZnNi. Многослойная структура данного вида не оказывает никакого положительного воздействия на свойства, которые необходимо достичь, и вследствие этого данные варианты обозначили формулировкой «не по изобретению» так же, как и образцы, полученные в условиях вариантов I-K.
Содержание Ni в образце Q было слишком высоким, и поэтому полагали, что данный образец тоже является образцом «не по изобретению».
Образцы V1 и V2 получали из стали, которая характеризовалась слишком низким содержанием Mn. Следовательно, данные образцы также обозначили формулировкой «не по изобретению», даже несмотря на то, что они содержали γ-ZnNi покрытие по изобретению.
Ввиду однофазной структуры покрытий из сплава ZnNi в образцах A-H и N-P c электролитическим покрытием, их можно считать образцами «по изобретению», и заготовки от 1 до 23 получали из них.
Кроме того, заготовки 31-35 получали из образцов L и М, которые включали в себя двухслойное ZnNi покрытие с никелевым блеском, заготовку 36 получали из образца Q, который не мог считаться образцом "по изобретению" вследствие излишне высокого содержания Ni в покрытии, заготовки от 37 до 40 получали из образцов V1 и V2, которые приготовили для сравнения, а заготовку 41 получали из сравнительного образца Z.
Заготовки от 1 до 41 затем нагревали до температуры заготовки «Т печи», которая представлена в таблице 3 для времени отжига "t отжига", и каждую из заготовок формовали в стальной компонент за одну стадию в традиционной матрице для горячего прессования с закалкой и достаточно быстро охлаждали с целью образования в стальной подложке микроструктуры закаленного материала.
Для каждого из стальных компонентов, полученных из заготовок от 1 до 41, оценивали характеристики при горячем формовании, которые определяли в ходе формования способом горячего прессования, и проверяли визуально, не имело ли места в какой-либо степени образование трещин в данной стальной подложке при формовании способом горячего прессования. Результаты данной процедуры оценки и контроля также приведены в таблице 3.
Стальные компоненты, полученные из заготовок от 1 до 36 и 41, затем подвергали испытанию в солевой камере по стандартам DIN EN ISO 9227. Поскольку в данном испытании любое проявление коррозии металла подложки устанавливали спустя 72 ч или 144 ч, это отмечено в колонках, озаглавленных «коррозия металла подложки 72 ч» и «коррозия металла подложки 144 ч» в таблице 3.
Было обнаружено, что стальные компоненты, которые получали из заготовок от 9 до 23 с содержанием Ni 9-13% масс. в своих первоначально нанесенных покрытиях из ZnNi-сплава, характеризовались не только оптимальными показателями при формовании, но также и более высокой стойкостью к коррозии.
Действительно, высокие показатели при горячем формовании были найдены для стального компонента, который получали формованием из заготовки 41 с традиционным покрытием, полученной из образца Z. Однако данный компонент не удовлетворял требованиям, установленным во избежание образования трещин в стальной подложке.
Отслаивание покрытия и недостаточная стойкость к коррозии на части изделия были обнаружены в случае стальных компонентов, которые получали из заготовок 37-40, произведенных из сравнительных образцов V1 и V2. Поскольку это являлось критерием исключения, на данных стальных компонентах не проводили никаких дополнительных проверок.
Способ измерений GDOS (GDOS = оптическая эмиссионная спектрометрия тлеющего разряда) является стандартным методом быстрого определения профиля концентраций элементов в покрытиях. Он описан, например, в словаре VDI-Lexikon Werkstofftechnik [VDI Словарь материаловедения], изданном под редакцией Hubert Gräfen, VDI-Verlag GmbH, Düsseldorf 1993.
Показанный на фиг.1 результат представляет собой типичный результат измерений методом GDOS характеристик антикоррозионного покрытия стального компонента, изготовленного и предоставленного способом по изобретению. На данной фигуре графически изображена зависимость величин содержания Mn (линия из коротких черточек), О (линия из точек), Zn (линия из длинных черточек), Fe (линия из точек и черточек) и Ni (сплошная линия) от толщины слоя покрытия. Можно видеть, что на поверхности покрытия наблюдается высокая концентрация Mn, который диффундировал от стальной подложки через покрытие к поверхности последнего и окислился там кислородом окружающей среды. С другой стороны, в ZnNi-содержащем слое покрытия содержание Mn значительно ниже и оно возрастает снова только по достижении стальной подложки. Это можно видеть особенно отчетливо на фиг.2. С другой стороны, содержание Ni в покрытии является практически постоянным по всей его толщине.
В дополнительном испытании на рекристаллизованную холоднокатаную полосу электролитическим способом вначале наносили однофазное покрытие из сплава ZnNi, состоящего из фазы γ-ZnNi, тем же способом, что и в случае образцов по изобретению, который описан выше. Толщина слоя покрытия из сплава γ-ZnNi составляла 7 мкм при содержании Ni, равном 10%. Затем на данное покрытие из сплава ZnNi наносили Zn-слой толщиной 5 мкм, состоящий из чистого цинка, также электролитическим способом.
Из холоднокатаных полос, изготовленных с двухслойным антикоррозионным покрытием, которое наносили данным способом, получали заготовки и нагревали их до температуры заготовки 880°С, в течение периода времени, равного 5 минутам. После горячего формования и закалки на полученном стальном компоненте присутствовал антикоррозионный слой. На поверхности данного слоя также имелся упомянутый слой оксида Mn, ниже которого размещался слой, обогащенный Zn, ниже которого, в свою очередь, находился слой ZnNi, располагающийся на стальной подложке.
При использовании образцов, полученных нанесением сплава ZnNi в соответствии с предлагаемым способом, для изучения того, как преобразуется покрытие, нанесенное на соответственную заготовку, в течение нагревания до температуры заготовки и каким способом формируется покрытие на полученном готовом компоненте, прежде всего, исследуют структуру покрытия после электролитического нанесения, после нагревания до 750°С с последующим охлаждением и, наконец, структуру покрытия компонента, который окончательно формуют и закаливают после сквозного прогревания до 880°С. Состояния покрытия в три рассматриваемых момента времени можно описать следующим образом:
a) после нанесения покрытия (фиг.3, изображение 1):
Покрытие является однофазным, интерметаллическим, состоящим из гамма-цинк-никелевой фазы (Ni5Zn21). В лучшем случае, на поверхности присутствует очень тонкая естественная оксидная пленка, не оказывающая значительного влияния, которая не содержит Mn.
b) Нагревание приблизительно до 750°С (фиг.3, изображение 2)
На покрытии образовался Zn/Mn-оксидный слой. Покрытие, видимое металлографическим методом, является двухфазным. Показаны обе гамма-фазы, где в каждом случае Fe частично замещается никелем и наоборот. Фазы являются изоморфными по своей кристаллической структуре.
Характерно, что содержание Ni в покрытии снижается в направлении материала основы, а содержание Fe аналогичным образом уменьшается в направлении свободной поверхности. Данная форма структуры покрытия существует приблизительно вплоть до 750°С, но еще может обнаруживаться в пределах очень коротких периодов времени, меньших, чем продолжительность сквозного нагревания соответственной заготовки. Типичные примеры состава фаз γ-ZnNi(Fe) и Г-FeZn(Ni) покрытия приведены в следующей таблице:
с) Результат процедуры отжига (фиг.3, изображения 3, 4):
При дополнительном непрерывном нагревании покрытие сначала является весьма далеким от интерметаллического, в некоторых случаях обе гамма-фазы, γ-ZnNi и Г-ZnFe, присутствуют рядом друг с другом. Однако в процессе отжига (выше приблизительно 750°С) на покрытии образуется твердый раствор на основе α-Fe, в котором Zn и Ni присутствуют в растворенном виде.
При дальнейшем непрерывном нагревании сохраняется Zn/Mn-оксидный слой. Покрытие, видимое металлографическим и радиографическим методами, является двухфазным. Образуется смешанная гамма-фаза (γ/Г-ZnNi(Fe)). Характерно, что данная фаза довольно богата Ni. Новая фаза образуется на границе фаз сталь-покрытие. Присутствует твердый раствор на основе α-Fe, в котором Zn и Ni находятся в растворенном состоянии. Принудительное растворение происходит вследствие высокой скорости охлаждения. Типичные примеры состава слоев покрытия приведены в следующей таблице:
Готовый компонент всегда содержит двухфазное покрытие, состоящее из твердого раствора на основе α-Fe, в котором Zn и Ni присутствуют в состоянии принудительного растворения, и смешанной гамма - фазы ZnxNi(Fe)y, в которой атомы Ni замещаются атомами Fe и наоборот.
В зависимости от момента времени, в который завершается отжиг, и температуры отжига смешанная гамма - фаза «γ/Г-ZnNi(Fe)» диффундирует в зону твердого раствора на основе α-Fe «α-Fe(Zn, Ni)-MK», которая теперь достигает уровня под слоем "оксида ZnMn". Образованию фазовой структуры данного типа способствуют:
- высокие температуры
- длительное время пребывания в печи
- минимальная толщина слоя
Типичные примеры состава слоёв покрытия приведены в следующей таблице:
Два состояния покрытия, достигаемые по завершении отжига, проиллюстрированы посредством примера на фиг.3, изображения 3 и 4.
На фиг.3, изображение 3 в данном случае показано состояние покрытия, которое возникает при сравнительно низких температурах отжига, малом времени пребывания в печи или большой толщине слоя покрытия. На фиг.4 представлена снятая со вспышкой микрофотография поперечного сечения покрытия, полученного способом изобретения, в данном состоянии.
Однако на фиг.3, изображение 4 показана структура покрытия, которая образуется при высоких температурах отжига, сравнительно большой длительности отжига или минимальной толщине слоя покрытия. В данном случае состояние, показанное на фиг.3, изображение 3, а также на фиг.4, отображает промежуточное состояние на пути к состоянию, продемонстрированному на фиг.3, изображение 4. На фиг.5 представлена снятая со вспышкой микрофотография поперечного сечения покрытия, полученного способом изобретения, в данном состоянии.
Можно подтвердить, что в фазе с), описанной выше (фиг.3, изображения 3 и 4), твердый раствор α-Fe(Zn,Ni) содержит <30% масс. Zn, а смешанная гамма-фаза γ/Г-ZnNi(Fe) включает в себя >65% масс. Zn. Вследствие высокого содержания Zn в смешанной гамма-фазе γ/Г-ZnNi(Fe) достигается повышенный антикоррозионный эффект в сравнении с чистыми Zn/Fe - системами.
При использовании данного изобретения, следовательно, доступен способ, которым можно легко получить компонент с очень эффективным металлическим антикоррозионным покрытием, характеризующимся хорошим сцеплением. Для этой цели плоский стальной продукт, полученный из стали, содержащей 0,3-3% марганца и характеризующейся пределом текучести 150-1100 МПа, а также прочностью на разрыв 300-1200 МПа, покрывают антикоррозионным покрытием, которое включает сплав ZnNi, осаждаемый электролитическим способом на плоский стальной продукт; указанное покрытие состоит из одной фазы γ-ZnNi и содержит, наряду с цинком и неизбежными примесями, 7-15% масс. никеля. Далее из плоского стального продукта получают заготовку и сразу нагревают, по меньшей мере, до 800°С, а затем формуют в стальной компонент или сначала формуют в стальной компонент, который затем нагревают, по меньшей мере, до 800°С. Стальной компонент, полученный в соответствующих случаях, окончательно закаляют достаточно быстрым охлаждением от температуры, при которой стальной компонент находится в состоянии, подходящем для образования микроструктур закаленной или отпущенной стали, с целью образования микроструктур закаленной стали.



Реферат
Изобретение относится к области металлургии, в частности получению стального компонента с металлическим покрытием, который используют в качестве материала для кузовов транспортных средств. Для обеспечения хорошего сцепления покрытия и надежной защиты от коррозии на плоский стальной продукт, выполненный из стали, содержащей 0,3-3 мас.% марганца, имеющий предел текучести 150-1100 МПа и прочность на разрыв 300-1200 МПа, наносят антикоррозионное покрытие из сплава ZnNi электролитическим методом, которое состоит из единственной фазы γ-ZnNi и содержит, наряду с цинком и неизбежными примесями, 7-15 мас.% никеля. Затем из плоского стального продукта получают заготовку и сразу нагревают, по меньшей мере, до 800°C, а затем формуют в стальной компонент, или сначала формуют в стальной компонент, который затем нагревают, по меньшей мере, до 800°C. Стальной компонент, полученный в соответственных случаях, окончательно закаляют достаточно быстрым охлаждением от довольно высокой температуры. 3 н. и 18 з.п. ф-лы, 6 табл., 5 ил., 3 пр.
Формула
a) создание плоского стального продукта, выполненного из стали, содержащей 0,3-3 мас.% марганца, имеющего предел текучести 150-1100 МПа и прочность на разрыв 300-1200 МПа,
b) нанесение на плоский стальной продукт антикоррозионного покрытия из сплава ZnNi, содержащего единственную фазу γ-ZnNi, которую осаждают электролитическим методом на плоский стальной продукт и которая содержит, наряду с цинком и неизбежными примесями, 7-15 мас.% никеля,
c) нагрев заготовки, сформированной из плоского стального продукта, до температуры, по меньшей мере, 800°C,
d) формовку стального компонента из заготовки в матрице для формования и
e) закалку стального компонента охлаждением от температуры, при которой стальной компонент находится в состоянии, подходящем для образования микроструктуры отпущенной или закаленной стали, со скоростью охлаждения, которая является достаточной для образования микроструктуры отпущенной или закаленной стали.
a) создание плоского стального продукта, выполненного из стали, содержащей 0,3-3 мас.% марганца, имеющего предел текучести 150-1100 МПа и прочность на разрыв 300-1200 МПа,
b) нанесение на плоский стальной продукт антикоррозионного покрытия из сплава ZnNi, содержащего единственную фазу γ-ZnNi, которую осаждают электролитическим методом на плоский стальной продукт и которая содержит, наряду с цинком и неизбежными примесями, 7-15 мас.% никеля,
c) формовку стального компонента из заготовки, сформированной из плоского стального продукта, в матрице для формования,
d) нагрев стального компонента до температуры, по меньшей мере, 800°C,
e) закалку стального компонента охлаждением от температуры, при которой стальной компонент находится в состоянии, подходящем для образования микроструктуры отпущенной или закаленной стали, со скоростью охлаждения, которая является достаточной для образования микроструктуры отпущенной или закаленной стали.
Документы, цитированные в отчёте о поиске
Способ нанесения покрытия на полосу стали, содержащую железо, углерод и марганец, горячим цинкованием
Комментарии