Композиционные режущие пластины и способ их изготовления - RU2429944C2
Код документа: RU2429944C2
Чертежи































































Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение, в общем, относится к способу изготовления композиционных изделий, например заготовок для инструмента, режущих пластин, пластин для перовых сверл и торцевых фрез со сферическим передним концом, имеющих композиционную конструкцию, включающую в себя области с разными характеристиками или свойствами. Способ согласно настоящему изобретению находит широкое применение при изготовлении режущих инструментов и может быть использован, например, при производстве твердосплавных вращающихся инструментов, применяемых при выполнении операций по удалению материала, например, при токарной обработке, фрезерной обработке, нарезании резьбы, проточке канавок, сверлении, развертывании, коническом зенковании, цилиндрическом зенковании и торцевом фрезеровании. Режущие пластины согласно настоящему изобретению могут быть изготовлены из двух подобных твердосплавных материалов, но разных видов.
УРОВЕНЬ ТЕХНИКИ
Режущие пластины, применяемые для механической обработки металлов, обычно изготавливают из композиционных материалов вследствие обеспечения ими привлекательных сочетаний механических свойств, например прочности, пластичности и сопротивления износу, по сравнению с другими инструментальными материалами, такими как инструментальная сталь и керамика. Обычные режущие пластины, изготавливаемые из композиционных материалов, таких как цементированные карбиды, основаны на «монолитной» конструкции, то есть их изготавливают из цементированного карбида одного вида. При этом обычные монолитные режущие инструменты обладают одними и теми же механическими и химическими свойствами во всех местах инструмента.
Материалы, представляющие собой цементированные карбиды, содержат, по меньшей мере, две фазы: по меньшей мере, один твердый керамический компонент и более мягкую матрицу из металлического связующего. Твердый керамический компонент может, например, представлять собой карбиды из какого-либо карбидообразующего элемента, например титана, хрома, ванадия, циркония, гафния, молибдена, тантала, вольфрама и ниобия. Обычным примером является карбид вольфрама. Связующее может представлять собой металл или металлический сплав, обычно кобальт, никель, железо или сплавы этих металлов. Связующее «цементирует» керамический компонент внутри матрицы, взаимосвязанной в трех измерениях. Цементированные карбиды могут быть изготовлены посредством уплотнения металлического порошка, по меньшей мере, из одного керамического компонента и, по меньшей мере, одного порошкового связующего.
Физические и химические свойства материалов, представляющих собой цементированные карбиды, частично зависят от отдельных компонентов металлических порошков, используемых для создания материала. Свойства материалов в виде цементированных карбидов будут определены, например, химическим составом керамического компонента, размером частиц керамического компонента, химическим составом связующего и отношением связующего к керамическому компоненту. Посредством изменения компонентов металлического порошка инструменты, например режущие пластины, включая многогранные режущие пластины, сверла и торцевые фрезы, могут быть обеспечены уникальными свойствами, отвечающими конкретным случаям их использования.
При выполняемой в настоящее время механической обработке новых металлических материалов часто необходимо, чтобы улучшенные виды карбидных материалов достигали требуемого качества и отвечали требованиям, касающимся производительности. Однако режущие пластины, изготавливаемые из монолитной карбидной конструкции, использующей более высокие виды цементированных карбидов, дороги в изготовлении главным образом вследствие высокой стоимости материала. Кроме того, трудно добиться оптимальной композиции обычных монолитных многогранных режущих пластин, содержащих один вид карбидного материала, так чтобы они отвечали разным требованиям для каждого места режущей пластины.
Композиционные вращающиеся инструменты, изготавливаемые из двух или более разных карбидных материалов или видов, описаны в патенте США 6511265. В настоящее время композиционные карбидные режущие пластины изготавливать труднее, чем режущие вращающиеся инструменты. Во-первых, размер режущих пластин обычно значительно меньше, чем у режущих вращающихся инструментов; во-вторых, геометрия определенных режущих кромок и конфигурации стружколомов современных режущих пластин сложны по своему характеру; в-третьих, требуются более высокая точность размеров и улучшенное качество поверхности. В случае режущих пластин конечный продукт создают посредством прессования и спекания изделия, не включая при этом последующие шлифовальные операции.
В патенте США 4389952, опубликованном в 1983 году, представлена новаторская идея изготовления композиционных инструментов из цементированного карбида посредством первоначального изготовления суспензии, содержащей смесь карбидного порошка и жидкого связующего, с последующим созданием слоя смеси с неспеченой прессовкой из другого карбида посредством окрашивания или напыления. Такой композиционный карбидный инструмент имеет разные механические свойства для центральной области и поверхностного слоя. Заявленное применение этого способа включает в себя создание инструментов для бурения горной породы, шахтных инструментов и многогранных режущих пластин для механической обработки металлов. Однако способ на основе суспензии может быть применен только к многогранным режущим пластинам без геометрии стружколома или к стружколому с весьма простой геометрией. Это объясняется тем, что толщина слоя суспензии, очевидно, будет изменять геометрию стружколома, в частности, широко используемые многогранные режущие пластины имеют сложную геометрию стружколома, необходимую для того, чтобы они отвечали все возрастающим требованиям в отношении механической обработки разнообразных рабочих материалов. Кроме того, способ на основе суспензии включает в себя значительное увеличение производственных операций и производственного оборудования.
Для режущих пластин в случае их применения во вращающемся инструменте основная функция центральной области заключается в первоначальном проникновении в обрабатываемое изделие и удалении большей части материала, когда формируют отверстие, в то время как основное назначение периферийной области режущей пластины заключается в увеличении и чистовой обработке отверстия. В течение процесса резания скорость резания значительно изменяется от центральной области пластины к ее внешней периферийной области. Скорости резания внутренней области, промежуточной области и периферийной области пластины различны и, следовательно, приводят к разным напряжениям и формам износа. Очевидно, что скорости резания увеличиваются при увеличении расстояния от оси вращения инструмента. По существу для пластин в режущих вращающихся инструментах, имеющих монолитную конструкцию, характерно ограничение их эксплуатационных характеристик и диапазона применения.
Поэтому пластины, применяемые для сверления, а также другие вращающиеся инструменты, имеющие монолитную конструкцию, не будут иметь равномерные износ и/или выкрашивание и растрескивание в различных точках от центра к наружному краю режущей поверхности инструмента. Кроме того, при сверлении цементированных материалов режущую кромку обычно используют для проникновения в упрочненный поверхностный слой, в то время как остальная часть тела сверла удаляет материал из более мягкой внутренней части цементированного материала. Следовательно, режущая кромка обычных сверлильных режущих пластин с монолитной конструкцией, используемых в таком случае, будет подвергаться износу с более высокой скоростью, чем остальная часть режущей кромки, что приводит к ее относительно короткому сроку службы. В обоих случаях вследствие монолитной конструкции обычных твердосплавных сверлильных режущих пластин частая замена инструмента приводит к чрезмерному простою механического инструмента, в котором используют режущие пластины.
Следовательно, необходимо разработать режущие пластины, как вариант, имеющие современную геометрию стружколома, предназначенные для механической обработки металлов, а также разработать способы формирования таких режущих пластин.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Варианты осуществления настоящего изобретения включают в себя способ изготовления композиционного изделия, включающий введение первого вида металлического порошка из башмака питателя в первую часть полости в матрице и второго вида металлического порошка из башмака питателя во вторую часть полости, при этом первый вид металлического порошка отличается от второго вида металлического порошка по химическому составу или размеру частиц. Первый металлический порошок и второй металлический порошок могут быть уплотнены для образования прессовки. В разных вариантах металлические порошки подают в полость матрицы непосредственным образом. Кроме того, во многих вариантах способ согласно настоящему изобретению обеспечивает возможность фактически одновременного введения двух или более металлических порошков в полость матрицы или в иную полость формы.
Еще один вариант осуществления способа изготовления композиционного изделия включает введение первого вида металлического порошка из первого башмака питателя в первую часть полости в матрице и второго вида металлического порошка из второго башмака питателя во вторую часть полости, при этом первый вид металлического порошка отличается от второго вида металлического порошка, по меньшей мере, одной характеристикой.
Другие варианты осуществления настоящего изобретения содержат композиционные режущие пластины для выполнения операций по удалению материала. Композиционные режущие пластины могут содержать первую область и вторую область, при этом первая область содержит первый композиционный материал, вторая область содержит второй композиционный материал и первый композиционный материал отличается от второго композиционного материала, по меньшей мере, одной характеристикой. Более конкретно, созданы композиционные режущие пластины для модульных вращающихся инструментов, содержащие центральную область и периферийную область, при этом центральная область содержит первый композиционный материал, периферийная область содержит второй композиционный материал и первый композиционный материал отличается от второго композицонного материала, по меньшей мере, одной характеристикой. Термин «центральная область» может быть истолкован в широком смысле, как означающий область, в общем, включающую в себя центр режущей пластины или для композиционного вращающегося инструмента центральную область, содержащую режущую кромку с наименьшими скоростями резания, обычно режущую кромку, которая является ближайшей к оси вращения. Периферийная область содержит, по меньшей мере, часть периферии режущей пластины или для композиционного вращающегося инструмента периферийная область содержит режущую кромку с повышенными скоростями резания, обычно представляющую собой режущую кромку, которая удалена от оси вращения. Следует отметить, что центральная область также может содержать часть периферии режущей пластины.
Если не указано иначе, то все числа, выражающие качественные показатели ингредиентов, время, температуру и т.д. и используемые в данном описании и в пунктах формулы изобретения, во всех случаях следует понимать как изменяемые посредством термина «около». Соответственно, если не указано нечто обратное, то числовые параметры, указанные в последующем описании и в пунктах формулы изобретения, представляют собой приблизительные значения, которые могут изменяться в зависимости от требуемых свойств, попытка получения которых предпринята в настоящем изобретении. По крайней мере, но не в качестве попытки ограничить применение доктрины эквивалентов к объему пунктов формулы изобретения, каждый числовой параметр должен быть, по меньшей мере, истолкован в свете ряда указанных важных чисел и посредством использования обычных способов округления.
Хотя числовые диапазоны и параметры, определяющие объем изобретения в его широком смысле, представляют собой окружение, числовые значения, приведенные в конкретных примерах, указаны по возможности точно. Однако любое числовое значение в действительности может содержать определенные погрешности, являющиеся неизбежным результатом стандартного отклонения, получаемого при проведении соответствующих измерений во время испытаний.
Читателю будут понятны указанные выше, а также другие детали и преимущества настоящего изобретения при рассмотрении приведенного далее подробного описания вариантов осуществления изобретения. Читатель также может осмыслить такие дополнительные детали и преимущества настоящего изобретения при изготовлении и/или использовании вариантов, находящихся в пределах настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг. 1а-1d представлен вариант осуществления квадратной многогранной режущей пластины согласно настоящему изобретению, содержащей три области композиционных материалов.
На Фиг. 2а-2d представлен вариант осуществления квадратной многогранной режущей пластины согласно настоящему изобретению, содержащей две области композиционных материалов.
На Фиг. 3а-3d представлен вариант осуществления ромбовидной многогранной режущей пластины согласно настоящему изобретению, содержащей три области композиционных материалов.
На Фиг. 4а-4d представлен вариант осуществления квадратной многогранной режущей пластины согласно настоящему изобретению, содержащей две области композиционных материалов.
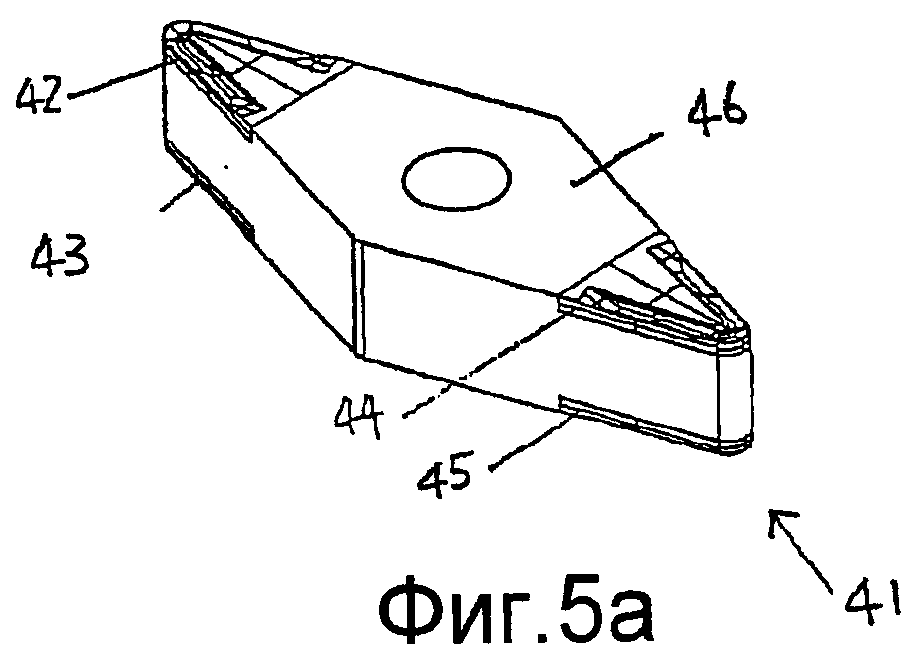
На Фиг. 5а-5d представлен вариант осуществления ромбовидной многогранной режущей пластины согласно настоящему изобретению, содержащей четыре области композиционных материалов.
На Фиг.6 представлен вариант осуществления многогранной режущей пластины согласно настоящему изобретению, содержащей три области композиционных материалов.
На Фиг. 7 представлен вариант осуществления круглой многогранной режущей пластины согласно настоящему изобретению, содержащей три области композиционных материалов.
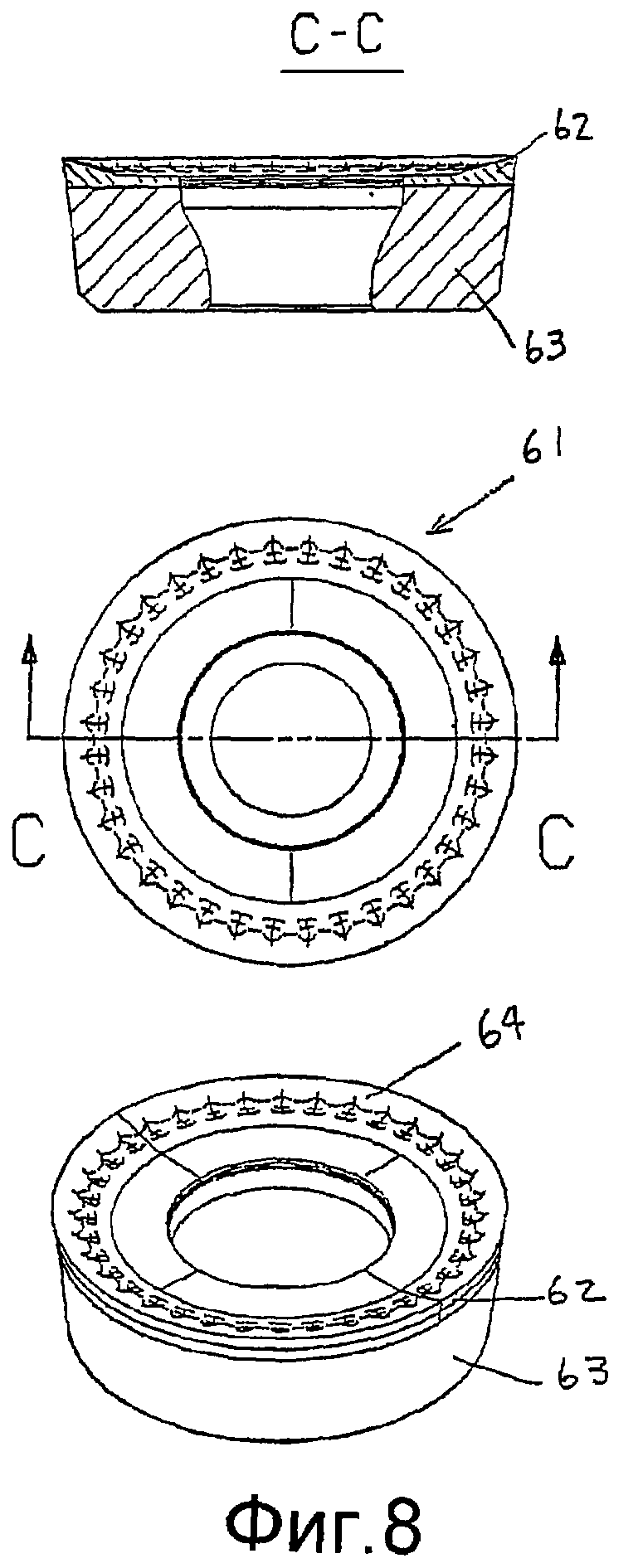
На Фиг. 8 представлен вариант осуществления круглой многогранной режущей пластины согласно настоящему изобретению, содержащей две области композиционных материалов.
На Фиг. 9 представлен вариант осуществления целостного режущего инструмента согласно настоящему изобретению, содержащего две области композиционных материалов.
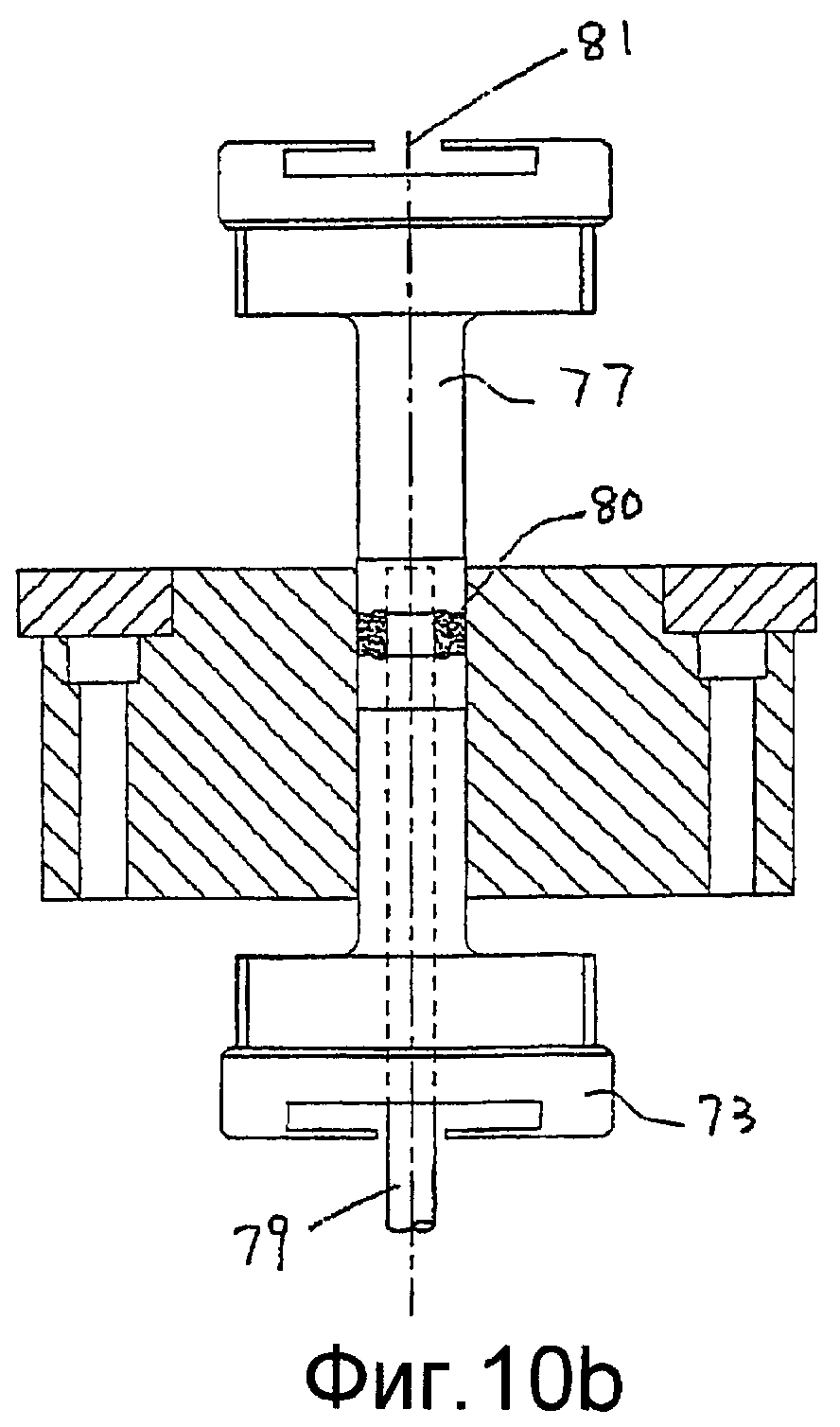
На Фиг. 10а и 10b представлен вариант осуществления способа согласно настоящему изобретению.
На Фиг. 11а и 11b представлен вариант осуществления способа согласно настоящему изобретению.
На Фиг. 12а и 12b представлен вариант осуществления способа согласно настоящему изобретению.
На Фиг. 13а и 13b представлен вариант осуществления способа согласно настоящему изобретению.
На Фиг. 14а и 14d представлен вариант осуществления способа согласно настоящему изобретению.
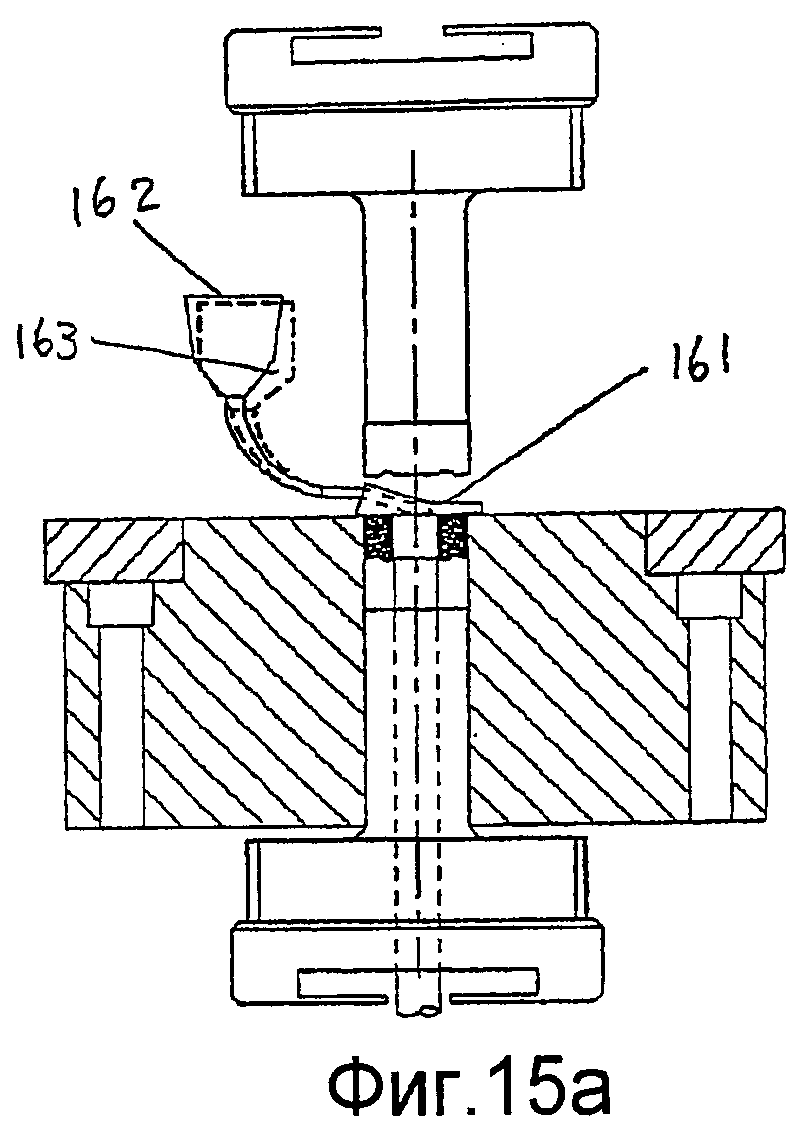
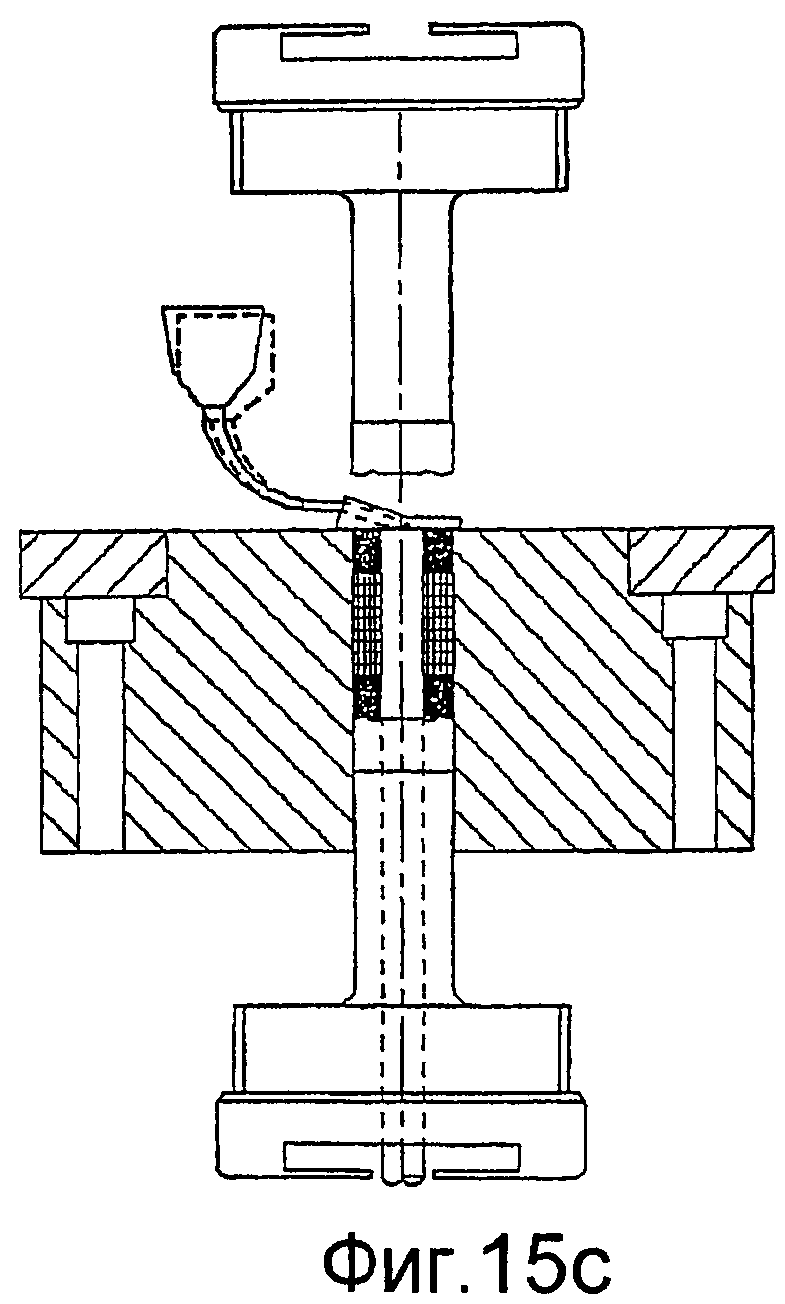
На Фиг. 15а и 15d представлен вариант осуществления способа согласно настоящему изобретению.
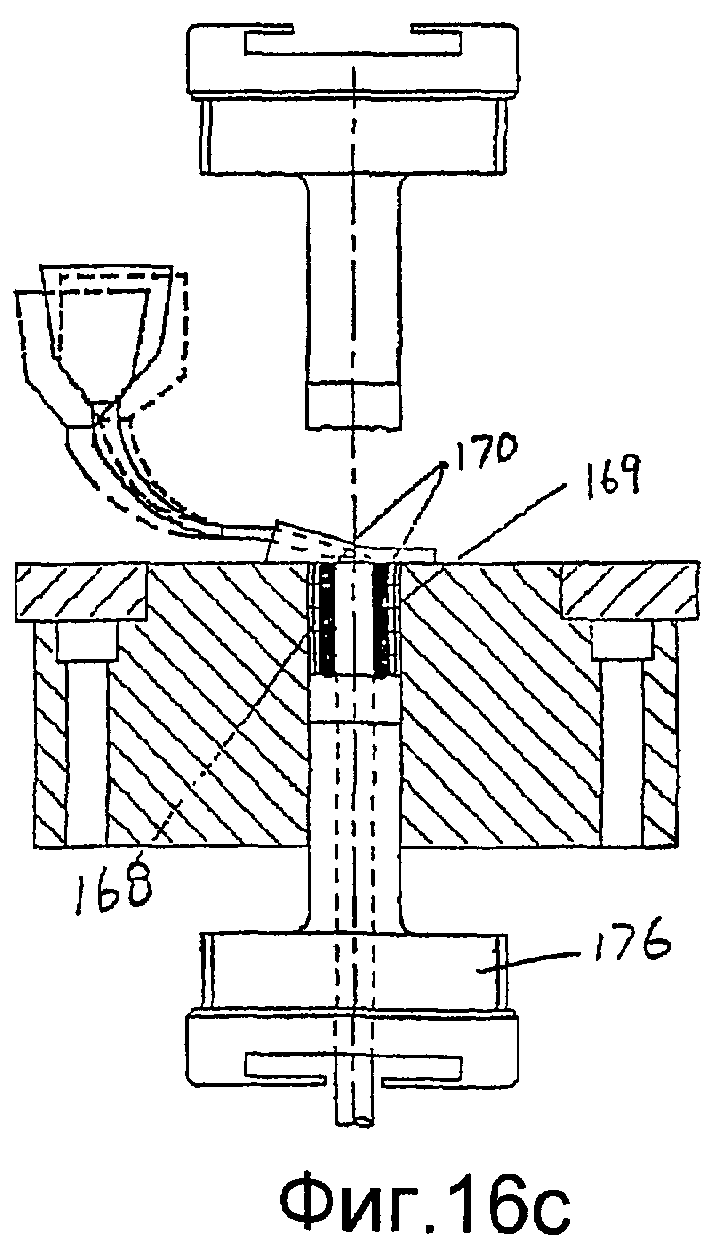
На Фиг. 16а и 16d представлен вариант осуществления способа согласно настоящему изобретению.
На Фиг. 17а-17d представлен вариант осуществления башмака питателя для использования в вариантах осуществления способа согласно настоящему изобретению.
На Фиг. 18а-18d представлен вариант осуществления башмака питателя, оснащенного механизмом реечной передачи для использования в варианте осуществления способа согласно настоящему изобретению.
На Фиг. 19а-19d представлен вариант осуществления ромбовидной многогранной режущей пластины согласно настоящему изобретению, содержащей три области композиционных материалов.
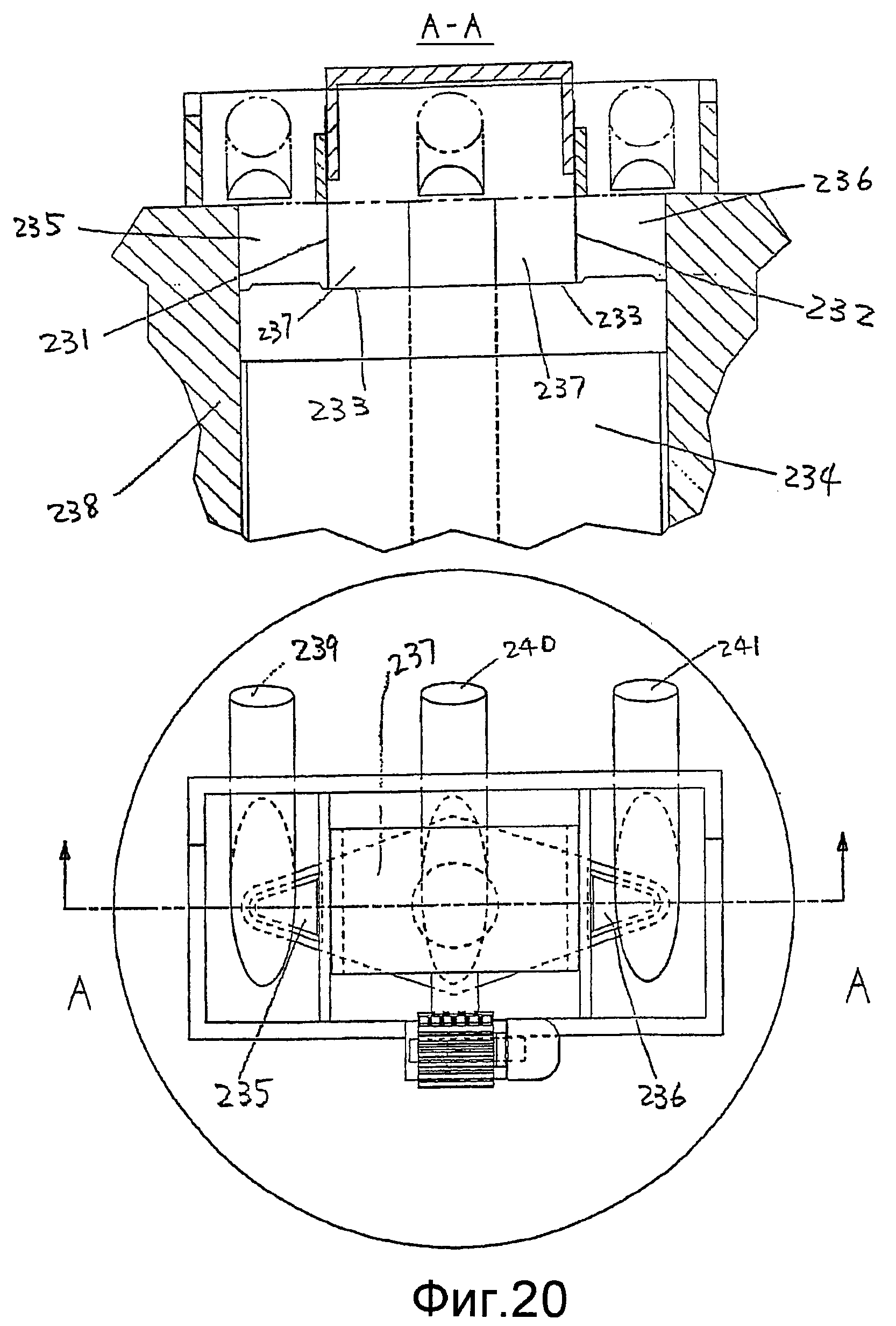
На Фиг. 20 представлен вариант осуществления способа согласно настоящему изобретению, при котором башмак питателя согласно Фиг. 18а-18d используют для создания ромбовидной многогранной режущей пластины согласно Фиг. 19а-19d.
На Фиг. 21 представлен вариант осуществления способа согласно настоящему изобретению, показанного на Фиг. 20, в случае которого металлический порошок вводят в матрицу.
На Фиг. 22а-22d представлен вариант осуществления способа согласно настоящему изобретению.
На Фиг. 23а-23d представлен вариант осуществления способа согласно настоящему изобретению.
На Фиг. 24а-24с представлен вариант осуществления режущей пластины сферического переднего конца согласно настоящему изобретению и вариант осуществления режущей пластины сферического переднего конца согласно настоящему изобретению в держателе инструмента.
На Фиг. 25а и 25b представлен вариант осуществления режущей пластины перового сверла согласно настоящему изобретению и вариант осуществления пластины перового сверла согласно настоящему изобретению в держателе инструмента.
На Фиг. 26а и 26b представлен вариант осуществления режущей пластины сферического переднего конца согласно настоящему изобретению.
На Фиг. 27а и 27b представлен вариант осуществления режущей пластины перового сверла согласно настоящему изобретению.
На Фиг. 28а и 28b представлен вариант осуществления режущей пластины согласно настоящему изобретению.
На Фиг. 29а и 29b представлен вариант осуществления режущей пластины перового сверла согласно настоящему изобретению, содержащей две области композиционных материалов.
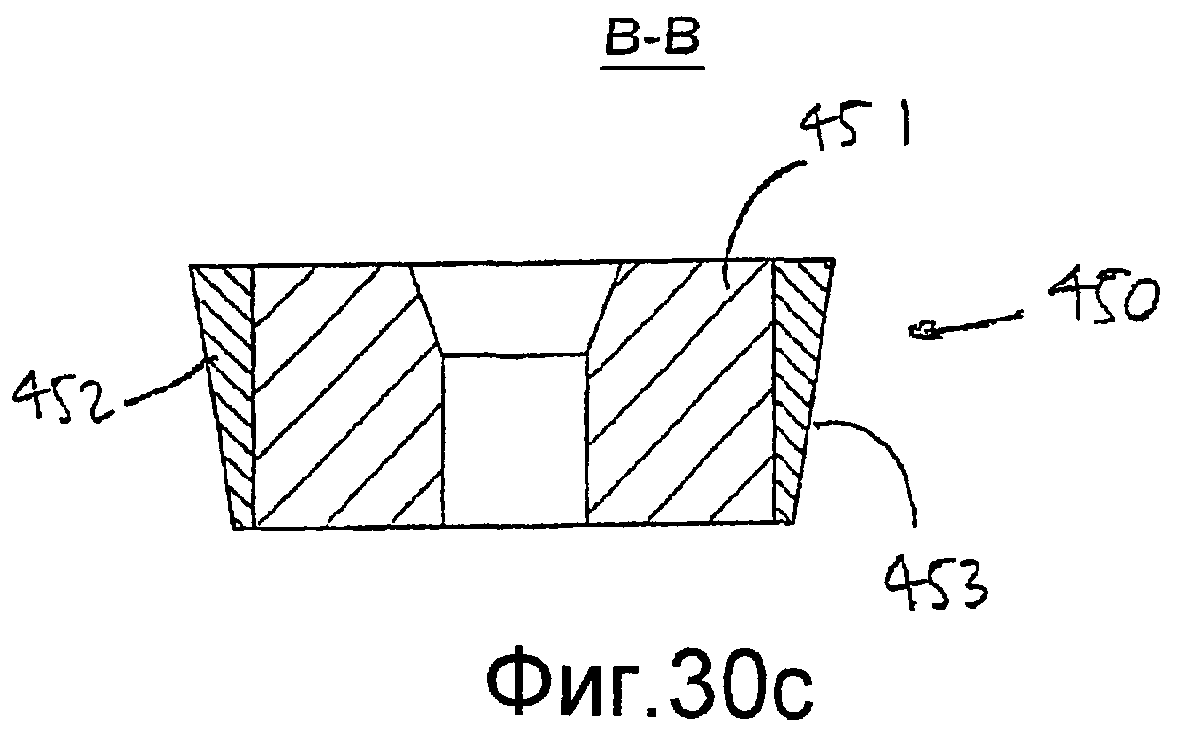
На Фиг. 30а и 30с представлен вариант осуществления круглой режущей пластины согласно настоящему изобретению, содержащей две области композиционных материалов.
На Фиг. 31а и 31b представлен вариант осуществления круглой режущей пластины согласно настоящему изобретению, содержащей две области композиционных материалов.
На Фиг. 32а и 32b представлен вариант осуществления способа согласно настоящему изобретению, который может быть использован для изготовления круглой многогранной режущей пластины согласно Фиг. 30а-30с или Фиг. 31а-31b.
На Фиг. 33а и 33b представлен вариант осуществления конструкции шестерни, которая может быть использована в случае способа согласно Фиг. 32а и 32b.
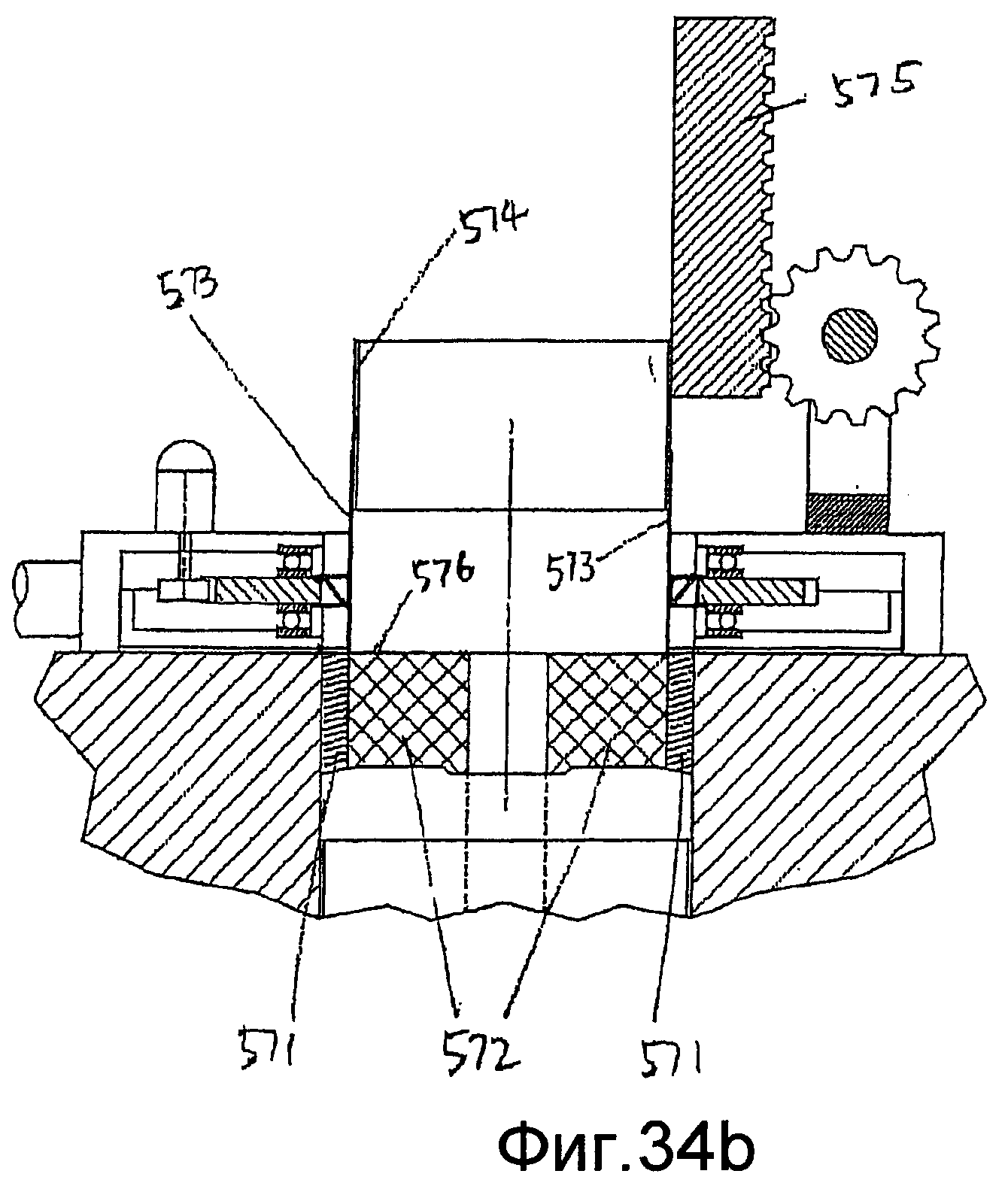
На Фиг. 34а и 34b представлен вариант осуществления способа согласно настоящему изобретению, при котором шестерню согласно Фиг. 33а и 33b используют при выполнении способа согласно Фиг. 31а и 31b.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложены композиционные изделия, такие как режущие пластины, вращающиеся режущие пластины, сверлильные режущие пластины, фрезерные режущие пластины, перовые сверла, режущие пластины перовых сверл, режущие пластины сферической передней части, а также способ изготовления таких композиционных изделий. Композиционные изделия, в частности композиционные режущие пластины, также могут иметь геометрию для образования стружки на верхней либо на нижней поверхностях или как на верхней, так и на нижней поверхностях. Геометрия для образования стружки может представлять собой у композиционных изделий сложную геометрию. Сложная геометрия для образования стружки может представлять собой любую геометрию, которая имеет разные конфигурации на передней поверхности режущего инструмента, например выступы, неровности, гребни, канавки, фаски, задние стенки или сочетания таких признаков.
Используемый здесь термин «композиционное изделие» или «композиционная режущая пластина» относится к изделию или режущей пластине, имеющим дискретные области, отличающиеся по физическим свойствам, химическим свойствам, химическому составу и/или микроструктуре. Эти области не включают в себя обычных покрытий, наносимых на изделие или на режущую пластину. Такие различия приводят к получению областей, отличающихся, по меньшей мере, одной характеристикой. Характеристика областей может представлять собой, по меньшей мере, одну из таких характеристик, как, например, твердость, прочность на разрыв, износостойкость, сопротивление развитию трещин, модуль упругости, коррозионная стойкость, коэффициент теплового расширения и коэффициент теплопроводности. Используемый здесь термин «композиционный материал» относится к материалу, который представляет собой композит, содержащий две или более фазы, например керамический компонент в связующем материале, такой как цементированный карбид. Композиционные режущие пластины, которые могут быть выполнены так, как это предусмотрено в настоящем изобретении, включают в себя пластины, например, для токарной обработки материалов, резания, долбления, фрезерования, сверления, развертывания, конической зенковки, цилиндрической зенковки, торцевого фрезерования и нарезания резьбы.
Более конкретно, в настоящем изобретении предложены композиционные изделия и композиционные режущие пластины, имеющие, по меньшей мере, одну режущую кромку и, по меньшей мере, две области композиционных материалов, отличающиеся в отношении, по меньшей мере, одной характеристики. Композиционные режущие пластины, кроме того, могут быть многогранными и/или иметь геометрию для образования стружки. Разные характеристики могут быть обеспечены посредством изменения, по меньшей мере, химического состава или микроструктуры среди двух областей цементированного карбидного материала. Химический состав области представляет собой функцию, например, химического состава керамического компонента и/или связующего области и соотношения между карбидом и связующим в области.
Например, одна из двух областей с цементированным карбидом в вращающемся инструменте может демонстрировать более высокую износостойкость, более высокую твердость и/или более высокий модуль упругости, чем другая из двух областей.
Варианты осуществления настоящего изобретения включают в себя способ изготовления композиционного изделия, включающий введение первого вида металлического порошка из башмака питателя в первую часть полости в матрице и второго вида металлического порошка из башмака питателя во вторую часть полости, при этом первый вид металлического порошка отличается от второго вида металлического порошка, по меньшей мере, одной характеристикой. Затем виды металлического порошка могут быть уплотнены для образования прессовки. Виды металлического порошка могут по отдельности содержать твердые частицы, например керамический компонент и связующее. Твердые частицы могут независимо содержать, по меньшей мере, одно из карбида, нитрида, борида, силицида, оксида и их твердых растворов. Связующее может содержать, по меньшей мере, один металл, выбранный из кобальта, никеля, железа и их сплавов. Связующее также может содержать, например, такие элементы, как вольфрам, хром, титан, тантал, ванадий, молибден, ниобий, цирконий, гафний, рутений, палладий и углерод вплоть до пределов растворимости этих элементов в связующем. Кроме того, связующее может составлять вплоть до 5 вес.% от таких элементов, как медь, марганец, серебро, алюминий и рутений. Для специалистов в данной области будет очевидно, что какие-либо или все из составляющих материала в виде цементированных твердых частиц могут быть введены в элементарной форме, в виде соединений и/или в виде лигатуры. Другие варианты могут включать в себя введение третьего вида металлического порошка из башмака питателя в полость.
Спекание прессовки приведет к формированию композиционного изделия, имеющего первую область, содержащую первый композиционный материал, и вторую область, содержащую второй композиционный материал, при этом первый композиционный материал и второй композиционный материал отличаются, по меньшей мере, одной характеристикой. Характеристика, по которой отличаются области, может представлять собой, по меньшей мере, одну характеристику из группы, состоящей из размера зерен, модуля упругости, твердости, износостойкости, стойкости к образованию трещин, прочности на разрыв, коррозионной стойкости, коэффициента теплового расширения и коэффициента теплопроводности.
Первый и второй композиционные материалы могут по отдельности содержать твердые частицы в связующем, при этом твердые частицы независимо содержат, по меньшей мере, что-то одно из карбида, нитрида, борида, силицида, оксида и их твердых растворов, а связующее содержит, по меньшей мере, один металл, выбранный из кобальта, никеля, железа и их сплавов. В некоторых вариантах твердые частицы могут в отдельности представлять собой карбид металла. Металл для карбида металла может быть выбран из любого карбидообразующего элемента, например титана, хрома, ванадия, циркония, гафния, молибдена, тантала, вольфрама и ниобия. Карбид металла первого композиционного материала может отличаться от карбида металла второго композиционного материала, по меньшей мере, химическим составом и средним размером зерен. Каждое из связующего первого вида металлического порошка и связующего второго вида порошкового материала в отдельности может содержать металл, выбранный из группы, состоящей из кобальта, сплава кобальта, никеля, сплава никеля, железа и сплава железа. Первый вид металлического порошка и второй вид металлического порошка могут в отдельности содержать от 2 до 40 вес.% связующего и от 60 до 98 вес.% карбида металла от общего веса металлического порошка. Связующее первого вида металлического порошка и связующее второго вида металлического порошка могут отличаться по химическому составу или по весовому процентному содержанию связующего в виде металлического порошка, либо по обоим из этих показателей. В некоторых вариантах первый вид металлического порошка или второй вид металлического порошка включает в себя на 1-10 вес.% больше связующего, чем первый вид металлического порошка или второй вид металлического порошка.
Варианты осуществления режущих пластин также могут включать в себя гибридные цементированные карбиды, например, но не ограничиваясь этим, любые из гибридных цементированных карбидов, описанных в одновременно находящейся на рассмотрении заявке на патент в США №10/735379, которая включена здесь во всей ее полноте посредством ссылки. В общем, гибридный цементированный карбид представляет собой материал, содержащий частицы, по меньшей мере, одного вида цементированного карбида, распределенные по непрерывной фазе второго цементированного карбида, с формированием при этом композита из цементированных карбидов. Гибридные цементированные карбиды согласно заявке на патент в США №10/735379 обладают низким коэффициентом прилегания и улучшенными свойствами относительно других гибридных цементированных карбидов. Предпочтительно, чтобы коэффициент прилегания диспергированной фазы гибридного цементированного карбида мог быть менее или равен 0,48. Кроме того, композит из гибридного цементированного карбида согласно настоящему изобретению предпочтительно имеет диспергированную фазу, твердость которой больше, чем твердость непрерывной фазы. Например, в некоторых вариантах гибридных цементированных карбидов, используемых в одной или более областях режущих пластин согласно настоящему изобретению, твердость диспергированной фазы предпочтительно составляет более 88 единиц по шкале А Роквелла или равна этой величине и менее 95 единиц по шкале А Роквелла или равна этой величине, при этом твердость непрерывной фазы составляет более или равна 78 единицам и менее или равна 91 единице по шкале А Роквелла.
Однако специалистам в данной области будет очевидно, что приведенное далее описание настоящего изобретения также может быть полезно для изготовления композиционных режущих пластин, имеющих более сложную геометрию и/или более двух областей. Таким образом, последующее описание предназначено не для ограничения изобретения, а только для иллюстрации вариантов его осуществления.
В некоторых вариантах керамические компоненты могут содержать менее 5 вес.% кубических карбидов, таких как карбид тантала, карбид ниобия и карбид титана, либо в некоторых случаях менее 3 вес.% кубических карбидов. В вариантах осуществления настоящего изобретения предпочтительно можно обойтись без кубических карбидов или включить в него лишь низкие концентрации кубических карбидов, поскольку кубические карбиды снижают поперечную прочность на разрыв, повышают производственные затраты и снижают сопротивление развитию трещин в конечном изделии. Это особенно важно для инструментов, используемых для механической обработки твердых заготовок, когда механическая обработка приводит к скалывающему действию и прочность сверла должна быть наивысшей. Другие недостатки включают в себя пониженную стойкость к термическому удару вследствие повышенного коэффициента теплового расширения, а также пониженной теплопроводности и уменьшенной стойкости к абразивному износу.
Специалистам в данной области после рассмотрения описания настоящего изобретения будет понятно, что усовершенствованный вращающийся инструмент согласно настоящему изобретению может быть выполнен с несколькими слоями из различных материалов в виде цементированного карбида для обеспечения прогрессии величины одной или более характеристик от центральной области инструмента к его периферии. Значительное преимущество композиционных изделий и композиционных режущих пластин согласно настоящему изобретению заключается в гибкости, обеспечиваемой для конструктора инструмента в отношении проектирования свойств областей инструментов для приспосабливания к разным случаям применения. Например, размер, место, толщина, геометрия и/или физические свойства отдельных областей из материала, представляющего собой цементированный карбид, конкретной композиционной заготовки согласно настоящему изобретению могут быть выбраны для приспосабливания к конкретным случаям применения вращающегося инструмента, изготавливаемого из заготовки. Таким образом, например, жесткость одной или более областей пластины может быть увеличена, если пластина испытывает значительный изгиб в течение использования. Такая область может содержать материал, представляющий собой цементированный карбид, имеющий, например, повышенный модуль упругости, либо может быть увеличена твердость и/или стойкость к износу одной или более областей из цементированного карбида, имеющих режущие поверхности и обеспечивающих скорости резания более высокие, чем другие области, и/или может быть повышена коррозионная стойкость областей из цементированного карбида, подвергаемых химическому контакту в течение их использования.
Варианты осуществления композиционных пластин могут быть оптимизированы так, чтобы они имели поверхностную область из карбидного материала более твердого вида для достижения более высокой износостойкости и внутреннюю область в виде карбидного материала такого вида, который обладает ударной вязкостью, чтобы повысить сопротивление при ударе или столкновении. Поэтому композиционные многогранные карбидные режущие пластины, изготавливаемые согласно настоящему изобретению, обеспечивают двойную выгоду, заключающуюся в сниженных затратах на изготовление и в улучшенных эксплуатационных характеристиках, касающихся механической обработки.
Режущая пластина 1 согласно Фиг. 1а-1d имеет восемь положений установки в заданное положение (по четыре с каждой стороны). На Фиг. 1а представлен трехмерный вид варианта осуществления режущей пластины. Верхняя область 2 и нижняя область 3 содержат цементированный карбид. Цементированные карбиды этих областей могут быть одними и теми же или разными. Средняя область 4 содержит цементированный карбид иного вида, чем верхняя область 2 и нижняя область 3. Режущая пластина 1 имеет встроенную или впрессованную геометрию 5 стружколома, которая может быть спроектирована для улучшения механической обработки определенной группы материалов при определенных условиях резания. На Фиг. 1b представлен вид режущей пластины 1 спереди; на Фиг. 1с представлен вид режущей пластины 1 сверху; на Фиг. 1d представлен вид режущей пластины 1 в поперечном сечении. Этот тип режущей пластины имеет прямую боковую стенку 6 и центральное отверстие 7. Центральное отверстие 7 может быть использовано для фиксации режущей пластины 1 в держателе.
На Фиг. 2а-2d представлена композиционная многогранная режущая пластина 11 с встроенными стружколомами только на верхней стороне. Режущая пластина 11 может быть повернута в заданное положение четыре раза. На Фиг. 2а представлен трехмерный вид со всей верхней областью 12, содержащей первый вид карбида, и всей нижней областью 13, содержащей второй вид карбида, при этом первый вид карбида и второй вид карбида отличаются, по меньшей мере, одной характеристикой. Режущая пластина 11 имеет встроенную или впрессованную геометрию 14 стружколома, которая предназначена для улучшения механической обработки специальной группы материалов при определенных условиях резания. На Фиг. 2b представлен вид режущей пластины 11 спереди; на Фиг. 2с представлен вид режущей пластины 11 сверху; на Фиг. 2d представлен вид режущей пластины 11 в поперечном сечении. Этот тип режущих пластин имеет угловую боковую стенку 15 и центральное отверстие 16.
Варианты осуществления композиционных карбидных многогранных режущих пластин не ограничены режущими пластинами 1 и 11, показанными на Фиг. 1 и 2. На последующих Фиг. 3-5 дополнительные варианты демонстрируют три других возможных композиционных конструкции карбидных режущих пластин, получаемых согласно настоящему изобретению. Любые из вариантов осуществления изобретения могут содержать разные материалы в каждой области, например композиционные материалы.
На основе принципов согласно настоящему изобретению Фиг. 3а-3d демонстрируют тип конструкции композиционной многогранной режущей пластины с встроенными стружколомами как на верхней, так и на нижней сторонах. Режущая пластина 21 имеет форму ромба и может быть повернута в заданное положение четыре раза (по два раза с каждой стороны). На Фиг. 3а представлен трехмерный вид с одной целостной угловой областью 22 и с другой целостной угловой областью 23, содержащими цементированный карбид, который может представлять собой цементированный карбид одного и того же вида или разных видов, при этом центральная область 24 также может содержать композиционный материал, по меньшей мере, с одной иной характеристикой. Режущая пластина 21 имеет встроенную или впрессованную геометрию 25 стружколома, которая предназначена для механической обработки специальной группы металлических материалов при определенных условиях резания. На Фиг. 3b представлен вид режущей пластины 21 спереди; на Фиг. 3с представлен вид режущей пластины 21 сверху; на Фиг. 3d представлен вид режущей пластины 21 в поперечном сечении. Этот тип режущей пластины имеет прямую боковую стенку 26 и центральное отверстие 27.
Основываясь на принципе настоящего изобретения, другой вариант осуществления конструкции композиционной многогранной режущей пластины 31, который показан на Фиг. 4а-4d, не имеет центрального отверстия, но включает в себя встроенные стружколомы на верхней части. Режущая пластина 31 может быть четыре раза повернута в заданное положение. На Фиг. 4а представлен трехмерный вид. Частичная верхняя область 32 вблизи от периферии содержит первый композиционный материал. Остальная часть области 33 тела режущей пластины (от верхней центральной части до всей нижней области) содержит второй композиционный материал, отличающийся от первого композиционного материала. Пластина 31 имеет встроенную геометрию 34 стружколома. На Фиг. 4b представлен вид режущей пластины 31 спереди, а на Фиг. 4с вид режущей пластины 31 сверху. На Фиг. 4d четко видно, что частичная верхняя область 32 содержит композиционный материал, например определенный вид цементированного карбида, а область 33 тела пластины содержит второй композиционный материал, например иной вид карбидного материала. Этот тип режущей пластины имеет угловую боковую стенку 35.
На Фиг. 5а-5d представлен дополнительный вариант осуществления композиционной многогранной режущей пластины с встроенными стружколомами на верхней и на нижней сторонах. Режущая пластина 41 имеет форму ромба и может быть повернута в заданное положение четыре раза (по два раза с каждой стороны). Как показано на Фиг. 5а, режущая пластина может содержать один и тот же композиционный материал в режущей части всех четырех угловых областей 42, 43, 44 и 45 и второй вид карбида в области 46 тела пластины. Режущая пластина 41 имеет встроенную или впрессованную геометрию 47 стружколома, которая предназначена для механической обработки специальной группы материалов при определенных условиях резания. На Фиг. 5b представлен вид режущей пластины 41 спереди; на Фиг. 5с представлен вид режущей пластины 41 сверху; на Фиг. 5d представлен вид режущей пластины 41 в поперечном сечении. Режущая пластина 41 имеет прямую боковую стенку 48 и центральное отверстие 49.
Следует подчеркнуть, что конфигурация многогранных режущих пластин может представлять собой любые положительные/отрицательные геометрические типы, известные специалистам в данной области для случаев выполнения механической обработки металлов, при этом в них может быть включена любая необходимая геометрия образования стружки. На Фиг. 6-9 представлены дополнительные примеры различных геометрических конфигураций режущих пластин, которые могут быть созданы на основе способа, предложенного в настоящем изобретении. На Фиг. 6 представлена фрезерная пластина 51 неправильной формы с двумя разными композиционными материалами, например карбидными материалами 52 и 53. Режущая пластина 51 имеет встроенную или впрессованную геометрию 54 стружколома. На Фиг. 7 представлена режущая пластина 56 общего назначения, имеющая круглую конфигурацию, с двумя разными карбидными материалами 57 и 58. Режущая пластина 56 имеет плоскую верхнюю поверхность 59. На Фиг. 8 представлена пластина 61 общего назначения, имеющая круглую форму, с двумя областями 62 и 63. Режущая пластина 61 имеет встроенную или впрессованную геометрию 64 стружколома. На Фиг. 9 представлена имеющая неправильную форму, предназначенная для нарезания канавок/обрезки режущая пластина 66 с двумя областями, содержащими разные виды композиционных материалов 67 и 68. Режущая пластина 66 имеет встроенную или впрессованную геометрию 69 стружколома.
Способы изготовления, используемые для создания новых композиционных карбидных многогранных режущих пластин с геометрией стружколома или без нее, согласно настоящему изобретению основаны на обычных способах обработки карбидного порошка. В варианте осуществления способа согласно настоящему изобретению виды металлического порошка могут быть введены в часть полости матрицы посредством одного башмака питателя или большого количества башмаков питателя. В некоторых вариантах, по меньшей мере, один из башмаков питателя может содержать, по меньшей мере, два участка питателя для содействия заполнению каждой части полости одним и тем же башмаком. Варианты осуществления способа могут дополнительно включать в себя введение в полость перегородок для формирования частей полости матрицы. Перегородки могут быть прикреплены к башмаку или введены в полость посредством другой части устройства. Перегородки могут быть опущены в полость посредством двигателя, гидравлики, пневматики или соленоида.
На Фиг. 10а и 10b схематично представлена обычная установка для прессования карбидного порошка. На Фиг. 10а представлен прессовочный аппарат на этапе заполнения, при этом карбидный порошок 71 вводят в полость формы 72 вплоть до верхней поверхности нижнего пуансона 73. Металлический порошок может быть подан посредством башмака 74 питателя, который подсоединен к загрузочному бункеру 75 через трубу 82 и рукав 76. Верхний пуансон 77 на Фиг. 10а находится в поднятом положении. Формовочную плиту 78 используют для поддержания формы 72, а центровой стержень 79 применяют для создания отверстия в режущей пластине. На Фиг. 10b схематично представлен прессовочный аппарат во время выполнения этапа прессования, при этом металлический порошок 71 прессуют в виде карбидной режущей пластины 80 с размером в неиспеченном состоянии. Верхний пуансон 77 и нижний пуансон 73 концентричны с центральной осью 81 прессования.
Для различных конструкций композиционных режущих пластин, предложенных в настоящем изобретении, могут быть использованы различные способы изготовления. В качестве примера представлены процессы для двух основных типов композиционных конструкций режущих пластин, главным образом зависящих от плоскости разделения (одной или множества/горизонтальной и вертикальной). Используемый здесь термин «плоскость разделения» означает поверхность раздела в композиционном изделии или композиционной пластине между двумя различными композитными материалами. Первый основной тип композиционных пластин с двумя различными композитными материалами 99 и 100 схематично показан на Фиг. 11, согласно которой режущая пластина 91 с одной плоскостью 93 разделения или режущая пластина с множеством плоскостей 94 и 95 разделения перпендикулярны центральной оси 96 прессования верхнего пуансона 97 и нижнего пуансона 98. В этих вариантах плоскости разделения перпендикулярны центральной оси 96 прессования. Типичные примеры первого основного варианта осуществления композиционных конструкций показаны на предыдущих Фиг. 1, 2, 6, 7 и 8.
Второй основной вариант осуществления композиционной пластины с двумя различными композиционными материалами 109 и 110 схематично показан на Фиг. 12, согласно которой одна плоскость 103 разделения характерной упрощенной композиционной карбидной пластины 101 или множество плоскостей 104 и 105 разделения характерной упрощенной композиционной карбидной пластины 102 параллельны центральной оси 106 прессования верхнего пуансона 107 и нижнего пуансона 108. Или, другими словами, все плоскости разделения параллельны центральной оси 106 прессования. Характерные примеры второго основного типа композиционных конструкций представлены на предыдущих Фиг. 3 и 9.
Сочетания двух описанных выше основных вариантов осуществления композиционных конструкций, предложенных в этом изобретении, могут в дальнейшем обеспечить получение различных типов более сложных композиционных конструкций, содержащих множество плоскостей разделения, которые могут быть перпендикулярны к центральной оси прессования, и плоскостей разделения (одной или множества), которые могут быть параллельны центральной оси прессования. Как показано на Фиг. 13 для композиционной карбидной режущей пластины с двумя различными карбидными материалами 119 и 120, одна плоскость 113 разделения характерной упрощенной композиционной карбидной режущей пластины 111 перпендикулярна центральной оси 114 прессования, в то время как одна плоскость 112 разделения параллельна центральной оси прессования 114 верхнего пуансона 115 и нижнего пуансона 116. На Фиг. 13 также показано, что множество плоскостей 122 и 123 разделения характерной упрощенной композиционной карбидной режущей пластины 121 перпендикулярны центральной оси 114 прессования, в то время как множество плоскостей 124 и 125 разделения параллельны центральной оси 114 прессования. Типичные примеры комбинированных композиционных конструкций показаны на предыдущих Фиг. 4 и 5. Плоскости разделения представляют собой границы между областями с различными композиционными материалами.
На Фиг. 14а-14d представлены характерные схемы (показаны не в масштабе) вариантов способа изготовления композиционных режущих пластин согласно первому основному варианту осуществления композиционной конструкции, предложенной в настоящем изобретении. Как показано на Фиг. 14а, нижний пуансон 131 выравнивают с верхней поверхностью 132 формы 133; затем нижний пуансон 131 может совершать перемещение вниз вдоль центральной оси 134 прессования, при этом в то же время карбидный порошок 135 вводят в полость формы 133, пока не будет достигнуто требуемое количество. Заполнение металлическим порошком осуществляют посредством системы 150 заполнения карбидным порошком, которая включает в себя башмак 136 питателя, металлическую трубу 137, рукав 138 и загрузочный бункер 139. Формовочную плиту 141 используют для поддержания формы 133, а центровой стержень 142 образует отверстие в режущей пластине 143. В течение этого этапа прессования верхний пуансон 140 находится в поднятом положении для введения первого металлического порошка 135. Как только заполнение первым металлическим порошком будет завершено, вторая система 152 заполнения карбидным порошком, которая показана на Фиг. 14b, вводит другой вид второго металлического порошка 149 в полость формы 133, в то время как нижний пуансон 131 продолжает перемещаться вниз вдоль центральной оси 134 прессования, пока не будет достигнуто требуемое количество второго металлического порошка. После введения второго металлического порошка первая система 150 заполнения карбидным порошком может вновь вводить первый металлический порошок в полость, в то время как нижний пуансон продолжает перемещаться вниз, пока не будет введено требуемое количество, как показано на Фиг. 14с. Наконец, когда все три слоя карбидного порошка введены, верхний пуансон 140 перемещается вниз, а нижний пуансон 131 перемещается вверх для образования спрессованной прессовки 155 карбидной режущей пластины, как показано на Фиг. 14d. Как вариант, две системы 150 и 152 заполнения карбидным порошком, показанные на Фиг. 14, могут быть заменены одним башмаком 161 питателя с встроенными отдельными загрузочными бункерами 162 и 163 (и с соответствующими трубами и рукавами), как показано на Фиг. 15. Этапы заполнения, представленные на Фиг. 15а, 15b и 15с, такие же, что и стадии, показанные на Фиг. соответственно 14а, 14b и 14с. Далее прессовку 165 композиционной режущей пластины прессуют посредством верхнего пуансона 166 и нижнего пуансона 167.
На Фиг. 16а-16d показан схематичный вид (не в масштабе), иллюстрирующий другой вариант способа изготовления композиционных карбидных многогранных режущих пластин согласно второму основному варианту осуществления композиционной конструкции, предложенной в настоящем изобретении, точнее композиционной карбидной режущей пластины, подобной пластине, показанной на предыдущей Фиг. 3. Композиционная режущая пластина может содержать один и тот же вид карбида в двух углах 168 и 169 (или разный вид) и другой карбидный материал в центральной области 170. Система 171 заполнения карбидным порошком, показанная на Фиг. 16а, содержит один башмак 172 питателя с множеством загрузочных бункеров 173, 174 и 175. Нижний пуансон 176 перемещается вниз вдоль центральной оси 177 прессования и обеспечивает заполнение карбидными порошками разных видов через разделенные секции (как показано на Фиг. 17), которые встроены в башмак 172 питателя. Фиг. 16а, 16b и 16с демонстрируют ход процесса заполнения карбидным порошком в течение его выполнения, и, наконец, композиционная карбидная режущая пластина 181 согласно второму основному типу композиционной конструкции, предложенной в настоящем изобретении, будет сформирована посредством верхнего пуансона 182 и нижнего пуансона 176. Схема, иллюстрирующая основную конструкцию башмака 172 питателя, приведена на Фиг. 17, при этом на Фиг. 17а представлен вид спереди, на Фиг. 17b вид сбоку, на Фиг. 17с вид сверху, а на Фиг. 17d представлен трехмерный вид. Башмак 172 питателя в принципе содержит множество труб 191, 192 и 193, раму 194 и множество разделенных секций 195 и 196, положение которых в раме 194 будет регулируемым либо фиксированным согласно размеру и структуре композиции прессуемых режущих пластин.
Помимо описанных выше предпочтительных способов изготовления, которые главным образом основаны на перемещении нижнего пуансона и множестве систем заполнения карбидным порошком, существует другой предпочтительный способ изготовления, показанный на Фиг. 18, основанный на механизме, который автоматически управляет множеством разделителей и перемещает тонкие разделители в полость формы для образования множества секций. Приводной механизм включает в себя использование механизма реечной передачи, пневматического цилиндра, гидравлического цилиндра, линейного двигателя и т.д. Вариант осуществления конструкции, представленный на Фиг. 18, иллюстрирует приводной механизм с использованием системы с реечной передачей, при этом на Фиг. 18а представлен вид спереди, на Фиг. 18b вид сбоку, на Фиг. 18с вид сверху, а на Фиг. 18d представлен трехмерный вид. Такая система в основном состоит из электродвигателя 201, шестерни 202, рейки 203, рамы 204, множества секций 205 и 206 разделителя, множества тонких разделителей 207 и 208, толщина которых составляет от 0,003 до 0,040 дюйма, подвижного держателя 209, опоры 210 двигателя и множества металлических труб 211, 212 и 213. Подвижный держатель 209 соединен с рейкой 203 и совершает линейное перемещение вверх и вниз. Множество тонких разделителей 207 и 208 механически прикреплено к двум сторонам подвижного держателя 209.
Используя в качестве примера композиционную режущую пластину согласно второму основному варианту осуществления композиционной конструкции (определена на Фиг. 12), которая показана на Фиг. 19, ниже будет рассмотрен подробный принцип работы описанной выше приводной системы механизма с реечной передачей для множества тонких разделителей.
На Фиг. 19 показана композиционная режущая пластина 221, которая может содержать один и тот же вид карбидного материала в двух угловых областях 222 и 223 и иной карбидный материал или иной вид карбидного материала в центральной области 224. Режущая пластина 221 имеет две идентичные, верхнюю и нижнюю, стороны с встроенной или впрессованной геометрией 225 стружколома. Режущая пластина 221 имеет прямую боковую стенку 226 и центральное отверстие 227.
Показанный на Фиг. 20 башмак питателя находится в положении, в котором тонкие разделители 231 и 232 приводят в движение вниз посредством механизма реечной подачи для достижения верхней поверхности 233 нижнего пуансона 234. Разделители 231 и 232 формируют секционные полости 235, 236 и 237 формы 238. Затем через множество металлических труб 239, 240 и 241 могут быть введены металлические порошки.
Как показано на Фиг. 21, башмак питателя находится в таком положении, что множество тонких разделителей 231 и 232 приводят в движение вверх посредством реечного механизма для достижения положения над верхней поверхностью 245 формы 238, после того как секционные полости 235, 236 и 237 формы 238 будут заполнены металлическим порошком в двух углах 246 и 247 и другим металлическим порошком в центральной области 248.
Здесь следует обратить внимание на то, что способы изготовления композиционных режущих пластин, предложенные в настоящем изобретении, не ограничены описанными выше способами изготовления, представленными на Фиг. 14-21. Существуют некоторые другие возможные способы изготовления композиционных карбидных многогранных режущих пластин согласно настоящему изобретению. На Фиг. 22а-22d схематично представлен возможный способ изготовления, содержащий пресс с двумя верхними пуансонами. На Фиг. 22а представлена установка для прессования в первом положении заполнения, при котором требуемым количеством первого металлического порошка 251 заполняют первую полость 252 формы 253; как верхний пуансон с плоской поверхностью 254, так и верхний пуансон с геометрией 255 стружколома находятся в поднятом положении. На Фиг. 22b представлена установка для прессования в первом положении прессования, при котором первый металлический порошок 251 спрессован в виде неспеченой прессовки 256, используя верхний пуансон 254 с плоской поверхностью и нижний пуансон 257. Кроме того, на Фиг. 22с показано второе положение прессования с использованием верхнего пуансона 254 с плоской поверхностью, после того как полость 252 формы заполнена другим карбидным порошком 258. На Фиг. 22d представлена установка для прессования на конечном этапе прессования с использованием верхнего пуансона с геометрией стружколома 255 после того, как первый вид карбидного порошка 259 вновь заполнит полость 252 формы и таким образом карбидные порошки 251, 258 и 259 будут спрессованы с получением композиционной карбидной режущей пластины 261 в виде неспеченой прессовки формовки.
Дополнительный вариант осуществления способа изготовления композиционного инструмента вращательного действия согласно настоящему изобретению и композиционных заготовок, используемых для изготовления этих инструментов, содержит расположение первого металлического порошка в полости первой области формы. Предпочтительно, чтобы форма была выполнена по типу пресс-формы для вулканизации резиновых изделий в виде сухого резервуара. Второй металлический порошок помещают во вторую область полости формы. В зависимости от количества областей из различных материалов в виде цементированных карбидов, необходимых для вращающегося инструмента, форма может быть разделена на дополнительные области, в которых будут расположены определенные металлические порошки. Форма может быть разделена на области посредством расположения физической перегородки в полости формы для образования нескольких областей. Металлические порошки выбирают так, чтобы добиться требуемых свойств соответствующих областей вращательных инструментов, как было описано выше. Часть, по меньшей мере, первой области и второй области приводят в контакт друг с другом и далее форму изостатическим способом сжимают для уплотнения металлических порошков, чтобы образовать прессовку из уплотненных порошков. Затем прессовку спекают для ее дальнейшего уплотнения и для формирования автогенной связи между первой и второй и, если имеются, другими областями. Спеченная прессовка образует заготовку, которая может быть механически обработана для включения в нее режущей кромки и/или других физических отличительных признаков геометрии определенного вращательного инструмента. Такие отличительные признаки известны специалистам в данной области и здесь конкретно не описаны.
Указанные варианты способов согласно настоящему изобретению позволяют разработчику режущих пластин повысить гибкость при конструировании различных областей для конкретных случаев применения. Первая неспеченная прессовка может быть выпонена из какого-либо требуемого цементированного материала, состоящего из твердых частиц, с приданием ему любой необходимой формы. Кроме того, процесс может быть повторен столько раз, сколько необходимо, предпочтительно до спекания. Например, после уплотнения для формирования второй неспеченой прессовки вторая неспеченая прессовка может быть помещена в третью форму с третьим порошком и объединена с ним для образования третьей неспеченой прессовки. Посредством такого повторяющегося процесса могут быть образованы более сложные формы, при этом могут быть сформированы режущие пластины, включающие в себя множество четко определенных областей с разными свойствами, и разработчик сможет сконструировать режущие пластины с определенными характеристиками износа в конкретных областях или областях.
Специалистам в данной области будет понятно, какие параметры процесса потребуются для уплотнения и спекания с целью формирования изделий из цементированных твердых частиц, таких как цементированные карбидные режущие пластины. Такие параметры могут быть использованы при осуществлении способов согласно настоящему изобретению, например спекание может быть выполнено при температуре, приемлемой для уплотнения изделия, например при температурах до 1500°С.
Другой возможный способ изготовления композиционных режущих пластин согласно настоящему изобретению в основном представлен на Фиг. 23а-23d. На Фиг. 23а схематично представлена новая конструкция верхнего пуансона, при этом верхний пуансон 271 имеет концентричную вставку 272, которая может скользить вверх и вниз внутри верхнего пуансона 271. На этапе заполнения, когда концентричная вставка 272 пуансона скользит на всем пути вниз к форме 273, пока не достигнет верхней поверхности 279 нижнего пуансона 280, первый металлический порошок 274 вводят в полость формы 273. После заполнения концентричная вставка 272 пуансона отходит от формы 273 и покидает полость 275, находящуюся внутри полости формы 273, как показано на Фиг. 23b. Затем вышеупомянутую полость 275 заполняют металлическим порошком 276 другого вида, при этом как верхний пуансон 271, так и концентричная вставка 272 пуансона находятся в поднятом положении, что показано на Фиг. 23с. Наконец, на Фиг. 23d схематично показана прессовочная установка на этапе прессования, когда первый металлический порошок 274 и металлический порошок 276 другого вида спрессованы в виде прессовки 277 для режущей пластины посредством верхнего пуансона 271 и нижнего пуансона 278. Таким образом, будет получена режущая пластина, содержащая композит из одного и того же вида карбидных порошков в двух угловых областях и из другого вида карбидного порошка в центральной области.
Варианты осуществления изделия согласно настоящему изобретению также включают в себя режущие пластины для вращающихся инструментов. Модульные вращающиеся инструменты обычно содержат цементированную карбидную пластину, прикрепленную к телу резца. Тело резца обычно может быть изготовлено из стали. Пластина вращающегося инструмента может быть прикреплена к телу резца, например, посредством зажима или винта. Элементы типичной модульной торцевой фрезы 300 со сферическим передним концом показаны на Фиг. 24а-24с. Модульная торцевая фреза 300 со сферическим передним концом содержит пластину 301 и стальное тело 302. В качестве модульных вращающихся инструментов также могут быть созданы перовые сверла. Как показано на Фиг. 25а-25с, типичное модульное перовое сверло 400 содержит пластину 401 и стальное тело 402.
Варианты осуществления изобретения также включают в себя композиционные режущие пластины для модульного вращающегося инструмента. Композиционные режущие пластины могут содержать, по меньшей мере, центральную область и периферийную область, при этом центральная область содержит первый композиционный материал, а периферийная область содержит второй композиционный материал. Первый композиционный материал может отличаться от второго композиционного материала, по меньшей мере, одной характеристикой. Характеристика может представлять собой, по меньшей мере, одну характеристику, выбранную из группы, состоящей из композиции, размера зерен, модуля упругости, твердости, износостойкости, стойкости к образованию трещин, прочности на разрыв, коррозионной стойкости, коэффициента теплового расширения и коэффициента теплопроводности, при этом композиционные материалы могут быть такими, как описаны выше. Композиционные пластины могут представлять собой пластину для торцевой фрезы со сферическим передним концом, пластину для перового сверла или пластину для любого другого вращающегося инструмента. Например, на Фиг. 26а и 26b представлены два разных варианта осуществления режущих пластин сферического переднего конца, выполненных согласно настоящему изобретению. Пластина 310 сферического переднего конца согласно Фиг. 26а содержит три области 311, 312 и 313, содержащие композиционные материалы. Пластина 310 содержит центральную область 312, которая проходит вдоль центральной оси вращения, и две периферийных области 311 и 313. Все области могут содержать различные композиционные материалы либо какие-то две из областей могут содержать один и тот же композиционный материал, а другие области содержат иной композиционный материал. В альтернативном варианте пластина 320 сферического переднего конца согласно Фиг. 26b имеет две области 321 и 322, содержащие композиционные материалы. Пластина 320 содержит центральную область 321, которая проходит перпендикулярно центральной оси вращения, и периферийную область 322 у передней режущей кромки пластины 320.
Что касается других примеров, то на Фиг. 27а и 27b представлены два разных варианта режущих пластин для перового сверла согласно настоящему изобретению. Режущая пластина 410 для перового сверла согласно Фиг. 27а включает в себя три области 411, 412 и 413, содержащие композиционный материал. Подобно пластине 310 для сферического переднего конца, пластина 410 для перового сверла содержит центральную область 412, которая проходит вдоль центральной оси вращения, и две периферийных области 411 и 413. Вновь все эти области могут содержать различные композиционные материалы либо какие-то две из областей могут содержать один и тот же композиционный материал, а другая область содержит иной композиционный материал. Подобно пластине 320 сферического переднего конца, пластина 420 перового сверла согласно Фиг. 27b включает в себя две области 421 и 422, содержащие композиционные материалы. Пластина 420 перового сверла содержит центральную область 421, которая проходит перпендикулярно центральной оси вращения, и периферийную область 422 у передней режущей кромки пластины 420. Как вариант, пластины вращающихся инструментов согласно настоящему изобретению могут быть изготовлены с другими компоновками композитов, при этом разные области инструмента имеют различия определенных характеристик.
В некоторых вариантах композиционная режущая пластина может содержать композиционный материал, имеющий модуль упругости в центральной области, который отличается от модуля упругости второго композиционного материала в периферийной области. В некоторых случаях модуль упругости центральной области может быть больше, чем модуль упругости периферийной области. Например, модуль упругости первого композиционного материала в центральной области может составлять от 90 × 106 до 95 × 106 фунтов на квадратный дюйм, а модуль упругости второго композиционного материала в периферийной области может составлять от 69 × 106 до 92 × 106 фунтов на квадратный дюйм.
В некоторых вариантах композиционная режущая пластина может содержать композиционный материал, имеющий твердость или износостойкость в центральной области, которая отличается от твердости или износостойкости второго композиционного материала в периферийной области. В некоторых случаях твердость или износостойкость периферийной области может быть больше, чем твердость или износостойкость центральной области. Эти различия свойств и характеристик могут быть получены посредством использования цементированных карбидных материалов, имеющих различие в концентрации связующего. Например, в некоторых вариантах первый композиционный материал может содержать от 6 до 15 вес.% сплава кобальта, а второй композиционный материал может содержать от 10 до 15% сплава кобальта. Варианты осуществления режущих пластин вращающегося инструмента могут содержать более двух композиционных материалов, или содержать более двух областей, или может иметь место и то, и другое.
Другие варианты осуществления режущих пластин согласно настоящему изобретению представлены на Фиг. 28-31. Эти варианты содержат плоскости разделения, параллельные типичной оси прессования или фактически перпендикулярные верхней или нижней поверхности. Другими словами, варианты согласно Фиг. 28-31 можно рассматривать как относящиеся ко второму основному варианту композиционной режущей пластины, имеющей два различных композиционных материала. На Фиг. 28а и 28b представлен вариант осуществления композиционной фрезерной пластины 430 сферического переднего конца, которая содержит определенный вид цементированного карбида в двух передних частях 431 в периферийной области 432 и иной вид цементированного карбида в центральной области 433.
На Фиг. 29а и 29b представлен вариант осуществления режущей пластины 440 композиционного перового сверла, которая содержит определенный вид цементированного карбида в режущей кромке 441 в центральной области 442 и иной цементированный карбидный материал в периферийной области 443. Скорости резания в центральной области 442 вдоль режущей кромки 444 будут меньше, чем скорости резания вдоль режущей кромки 445 периферийной области.
На Фиг. 30а, 30b и 30с представлен вариант осуществления композиционной многогранной режущей пластины 450 с угловой боковой поверхностью 453, которая содержит определенный вид цементированного карбида во всей периферийной области 452 и иной вид цементированного карбида в центральной области 451. Центральная область 451 может содержать вид жесткого цементированного карбида, который удерживает более износостойкий вид в режущей кромке периферийной области 452. Кроме того, на Фиг. 31а и 31b представлен еще один вариант осуществления композиционной многогранной режущей пластины 460 со встроенным стружколомом 463 как на верхней, так и на нижней сторонах, при этом режущая пластина 460 имеет один вид цементированного карбида во всей периферийной области 461 и другой карбидный материал в центральной области 462.
Также предложен новый способ изготовления композиционных режущих пластин с одним композиционным материалом во всей периферийной области и с другим композиционным материалом в центральной области. Для заполнения полости в матрице башмак питателя может быть изменен так, что один вид композиционного материала будет распределен вдоль периферии, а другой композиционный материал будет распределен в центральной области. Башмак может быть выполнен с возможностью обеспечения подачи под действием силы тяжести в концентричные области полости, где металлический порошок будет распределен посредством множества питающих труб или посредством одной питающей трубы, предназначенной для заполнения каждой области. Другой вариант способа согласно настоящему изобретению представлен на Фиг. 32-34.
На Фиг. 32а и 32b схематично представлен моторизованный механизм 500 с башмаком для подачи порошка, предназначенный для изготовления типичной круглой режущей пластины с композиционной конструкцией, которая показана на Фиг. 31а и 31b. Механизм 500 с башмаком питателя может содержать два моторизованных узла. Первый моторизованный узел содержит рейку 501, шестерню 502, опорный держатель 503, двигатель 504 и вал 507 двигателя. В этом варианте конструкции рейка 501 механически соединена с полым цилиндром 505, а тонкий разделитель 506, имеющий конфигурацию полого цилиндра, прикреплен к наружной цилиндрической поверхности полого цилиндра 505. Как показано на Фиг. 32а, полый цилиндр 505 приводят в движение вниз посредством рейки 501, пока тонкий цилиндрический разделитель 506 не достигнет верхней поверхности нижнего пуансона 508. Таким образом, между нижним пуансоном 508 и формой 511 образованы две секционных полости, то есть центральная полость 509 и единая периферийная полость 510. Второй моторизованный узел состоит из двигателя 520, вала 521 двигателя, малой шестерни 522 и большой шестерни 523, имеющей уникальную конструкцию с рядом встроенных ножей 524 (см. Фиг. 33а и 33b). Как показано, большую шестерню 523 удерживает пара упорных подшипников 525, которые расположены между нижним опорным основанием 526 и верхним опорным основанием 527.
Детали упомянутой выше большой шестерни 523 показаны в плане на Фиг. 33а и в перспективе на Фиг. 33b. Большая шестерня 523 имеет ряд стандартных или нестандартных зубьев 530 и ряд ножей 524. Ножи 524 могут быть выполнены в форме простой планарной поверхности или планарной поверхности с углом искривления, либо со спиральной поверхностью. Ножи функционируют в качестве раздатчика для равномерного распределения карбидных порошков к полости во всей периферийной части 510, как показано на Фиг. 32а.
На Фиг. 34а и 34b представлена (не в масштабе) объединенная система 540 с башмаком питателя, содержащая два загрузочных бункера. Систему 540 приводят в действие посредством линейного узла определенного типа, служащего для обеспечения точного положения, через приводной вал 541, при этом система 540 может быть точно расположена над периферийной полостью 542 и центральной полостью 543. Система 540 снабжена узлом 544 с загрузочным бункером для подачи металлических порошков к периферийной полости 542 и другим узлом 545 с загрузочным бункером для подачи металлических порошков к центральной полости 543. Оба узла 544 и 545 удерживают посредством основания 550. У верхней поверхности нижнего пуансона 547 расположен тонкий цилиндрический разделитель 546. Металлические порошки 560 из узла 545 с загрузочным бункером вводят непосредственно в центральную полость 543, в то время как металлические порошки 562 из узла 544 с загрузочным бункером вводят в периферийную полость 542 посредством множества ножей 563, которые равномерно подают металлические порошки 562 в периферийную полость 542 посредством контролируемого вращения большой шестерни 564. Предпочтительно, чтобы все металлические порошки были поданы непосредственно в полость.
На Фиг. 35 вариант согласно Фиг. 34 представлен в положении, в котором обе полости 542 и 543 заполнены двумя разными металлическими порошками 571 и 572. В этом положении тонкий цилиндрический разделитель 573 поднят над поверхностью 576 формы посредством полого цилиндра 574, который приводят в движение вверх посредством рейки 575.
Следует понимать, что в данном описании проиллюстрированы те аспекты изобретения, которые важны для его полного понимания. Некоторые аспекты изобретения, которые должны быть очевидны специалистам в данной области и, следовательно, не будут содействовать лучшему пониманию изобретения, здесь не представлены, чтобы упростить данное описание. Хотя описаны варианты осуществления настоящего изобретения, специалистам в данной области при рассмотрении приведенного выше описания будет понятно, что могут быть применены многие модификации и варианты изобретения. Следует полагать, что все такие варианты и модификации изобретения охвачены приведенным выше описанием и следующей далее формулой изобретения.
Реферат
Изобретение относится к получению композиционных изделий, в частности режущих пластин. Способ включает введение первого вида металлического порошка из башмака питателя в первую часть полости в матрице, образующей нижнюю область, и введение второго вида металлического порошка во вторую часть полости в матрице, образующей верхнюю полость, и прессование первого и второго металлического порошка с образованием прессовки, содержащей верхнюю область, нижнюю область и наклонную боковую стенку, соединяющую верхнюю область и нижнюю область. При этом поверхность раздела между верхней областью и нижней областью содержит по меньшей мере одну плоскость разделения, перпендикулярную центральной осевой линии прессования. Технический результат - повышение эксплуатационных характеристик режущего инструмента. 3 н. и 58 з.п. ф-лы, 34 ил.
Формула
введение первого вида металлического порошка из башмака питателя, соединенного с загрузочным бункером для металлического порошка, в первую часть полости в матрице, образующей нижнюю область,
введение второго вида металлического порошка из башмака питателя, соединенного с загрузочным бункером для металлического порошка, во вторую часть полости в матрице, образующей верхнюю область, при этом первый вид металлического порошка отличается от второго вида металлического порошка по меньшей мере одной характеристикой, и
прессование первого и второго видов металлического порошка для уплотнения первого и второго видов металлического порошка с образованием прессовки, содержащей:
верхнюю область,
нижнюю область и
наклонную боковую стенку, соединяющую верхнюю область и нижнюю область,
при этом поверхность раздела между верхней областью и нижней областью содержит по меньшей мере одну плоскость разделения, перпендикулярную центральной осевой линии прессования.
спекание прессовки для образования композиционной режущей пластины, имеющей верхнюю область, содержащую первый композиционный материал, и нижнюю область, содержащую второй композиционный материал, при этом первый композиционный материал и второй композиционный материал отличаются по меньшей мере одной характеристикой.
введение третьего вида металлического порошка из башмака питателя в полость.
введение по меньшей мере одного из первого вида металлического порошка, второго вида металлического порошка или третьего вида металлического порошка в третью часть формы.
введение по меньшей мере одной перегородки в полость для образования по меньшей мере одной поверхности раздела между верхней областью и нижней областью, содержащей по меньшей мере одну плоскость разделения, параллельную центральной осевой линии прессования.
введение первого вида металлического порошка из первого башмака питателя, соединенного с загрузочным бункером для металлического порошка, в первую часть полости в матрице, образующей нижнюю область, и второго вида металлического порошка из второго башмака питателя, соединенного с загрузочным бункером для металлического порошка, во вторую часть полости в матрице, образующей верхнюю область, при этом первый вид металлического порошка отличается от второго вида металлического порошка по меньшей мере одной характеристикой, и
уплотнение первого и второго видов металлического порошка для формирования прессовки,
причем прессовка содержит по меньшей мере одну плоскость разделения, параллельную центральной осевой линии прессования.
введение первого вида металлического порошка из первого башмака питателя в третью часть полости.
спекание прессовки для образования композиционной режущей пластины, имеющей верхнюю область, содержащую первый композиционный материал, и нижнюю область, содержащую второй композиционный материал, при этом первый композиционный материал и второй композиционный материал отличаются по меньшей мере одной характеристикой.
введение в полость третьего вида металлического порошка.
введение по меньшей мере одного из первого вида металлического порошка, второго вида металлического порошка или третьего вида металлического порошка в третью часть формы.
верхнюю область, имеющую стружколомающую геометрию,
нижнюю область,
наклонную боковую стенку, соединяющую верхнюю область и нижнюю область,
при этом верхняя область содержит первый композиционный материал, а нижняя область содержит второй композиционный материал, причем первый композиционный материал отличается от второго композиционного материала по меньшей мере одной характеристикой.
Комментарии