Алюминиево-магниевый сплав и сварная конструкция из этого сплава - RU2194787C2
Код документа: RU2194787C2
Чертежи


Описание
Область техники, к которой относится изобретение
Изобретение относится к алюминиево-магниевому сплаву в форме толстых
листов и выдавленных профилей, которые особенно подходят для применения при изготовлении крупных сварных конструкций, например складских контейнеров и емкостей для морских и сухопутных перевозок. Так,
например, толстый лист, являющийся предметом настоящего изобретения, может быть использован при строительстве морских транспортных судов, например катамаранов с монокорпусом, быстроходных паромов,
быстроходных катеров и форсуночных колец для приведения в движение указанных судов. Листы из сплава, являющиеся предметом настоящего изобретения, могут также применяться в многочисленных иных областях,
например, в качестве конструкционных материалов для резервуаров со сжиженным природным газом, силосных башен, танкерных цистерн и в качестве толстого листа для механической обработки и формовки.
Толстый лист может иметь толщину от нескольких миллиметров, напр. 5 мм, и до 200 мм. Выдавленные профили из сплава, являющиеся предметом настоящего изобретения, могут использоваться, например, в
качестве элементов жесткости и надстроек морских судов, например быстроходных паромов.
Описание существующего уровня техники
Алюминиево-магниевые сплавы с содержанием магния,
превышающим 3%, находят широкое применение в крупных сварных конструкциях, например складских контейнерах и емкостях для морских и сухопутных перевозок. Стандартным сплавом этого типа является сплав
АА5083, имеющий следующий состав, вес.%:
Мg - 4,0-4,9
Мn - 0,4-1,0
Zn - ≤0,25
Cr - 0,05-0,25
Ti - ≤0,15
Fe - ≤0,4
Si
- ≤0,4
Сu - ≤0,1
Прочие (каждый) - ≤0,05
(всего) - ≤0,15
Алюминий - Остальное
В частности, толстый лист из сплава АА5083,
подвергнутый высокотемпературному отпуску или деформационному упрочнению, используется при строительстве морских судов, таких как корабли, катамараны и быстроходные катера. Толстый лист из сплава
АА5083, подвергнутый высокотемпературному отпуску, применяется при строительстве танкерных цистерн, самосвалов и т.п. Главная причина универсальности сплава АА5083 заключается в том, что он обладает
прекрасным сочетанием высокой прочности (как при обычных, так и при низких температурах), легкости, коррозионной прочности, гибкости, формуемости и свариваемости. Прочность сплава АА5083 можно
увеличить без заметной потери пластичности за счет увеличения содержания Мg в сплаве. Однако увеличение содержания Мg в алюминиево-магниевых сплавах сопровождается резким уменьшением стойкости к
расслаиванию и коррозии под напряжением. Недавно был предложен новый сплав АА5383, характеристики которого превышают характеристики АА5083 как после деформационного упрочнения, так и после
высокотемпературного отпуска. В этом случае улучшение достигается в первую очередь за счет оптимизации существующего состава сплава АА5083.
Ниже будут приведены некоторые другие описания алюминиево-магниевых сплавов, которые можно найти в существующей литературе.
В патенте GB-A-1458181 предложен сплав с более высокой по сравнению с JISH 5083 прочностью, имеющий
более высокое содержание Zn. Он имеет следующий химический состав, вес.%:
Мg - 4-7
Zn - 0,5-1,5
Mn - 0,1-0,6, предпочтительно 0,2-0,4
дополнительно один или
несколько элементов из числа следующих элементов:
Сr - 0,05-0,5
Ti - 0,05-0,25
Zr - 0,05-0,25
Примеси - ≤0,5
Алюминий - Остальное
В
примерах, исключая примеры, приведенные в ссылках, содержание Mn составляет от 0,19 до 0,44, а Zr отсутствует. Этот сплав описывают как пригодный к формоизменению в холодном состоянии, а также
подходящий для экструзии.
В патенте US-A-2985530 описан сплав для обработки и сварки, который содержит гораздо больше Zn, чем АА5083. Zn добавляют для осуществления естественного
дисперсионного твердения сплава после сварки. Толстый лист имеет следующий химический состав, вес.%:
Мg - 4,5-5,5, предпочтительно 4,85-5,35;
Мn - 0,2-0,9, предпочтительно 0,4-0,7;
Zn - 1,5-2,5, предпочтительно 1,75-2,25;
Cr - 0,05-0,2, предпочтительно 0,05-0,15;
Ti - 0,02-0,06, предпочтительно 0,03-0,05;
Алюминий - остальное
В
работе "The Metallurgy of Light Alloys", Institute of Metallurgy, Ser. 3 (London), by Hector S. Campbell, стр. 82-100, описан эффект добавления 1% Zn к алюминиевым сплавам, содержащим 3,5-6% Mg и или
0,25, или 0,8% Мn. Утверждают, что Zn способствует повышению ударной вязкости и повышению сопротивления коррозии под напряжением при старении в течение более чем 10 суток при температуре 100oС, но не при старении в течение более чем 10 месяцев при температуре 125oС.
В патенте DE-A-2716799 предложен алюминиевый сплав, предназначенный для использования
вместо стального листа в деталях автомобилей, который имеет следующий химический состав, вес.%:
Mg - 3,5-5,5
Zn - 0,5-2,0
Сu - 0,3-1,2
дополнительно один или
несколько элементов из числа следующих элементов:
Мn - 0,05-0,4
Cr - 0,05-0,25
Zr - 0,05-0,25
V - 0,01-0,15
Алюминий и примеси - Остальное
Содержание Мn, превышающее 0,4%, ведет к снижению пластичности.
Кроме того, известен алюминиево-магниевый сплав, имеющий повышенную стойкость к коррозии и коррозионному расслоению под напряжением, содержащий магний, медь и по меньшей мере один элемент, выбранный из группы, содержащей кремний, железо, марганец, хром, цинк, титан, цирконий, серебро и алюминий (JP-А-06-2568816 С 22 С 21/06, 13.09.1994).
Известна также сварная конструкция, включающая по меньшей мере один сварной лист или выдавленный профиль, изготовленный из алюминиево-магниевого сплава, содержащего Mg, Mn, Si, Cr, Ti, Fe, Si, Сu и Аl (Алюминий. Свойства и физическое металловедение. Справочник. Под редакцией Дж. Е. Хетча, Москва, Металлургия, 1989, с.347-349).
Задачей изобретения является получение толстого листа или выдавленного профиля из алюминиево-магниевого сплава, обладающего значительно более высокой прочностью по сравнению с известными сплавами как после высокотемпературного отпуска, так и после деформационного упрочнения.
Целью изобретения является также достижение пластичности, гибкости, стойкости к питтинговой коррозии, коррозии под напряжением к коррозионному расслаиванию, по меньшей мере равных аналогичным характеристикам известных сплавов.
Указанная задача решается в алюминиево-медном сплаве, имеющем повышенную стойкость к коррозии и коррозионному расслоению под напряжением, содержащем магний, медь и по меньшей мере один элемент, выбранный из группы, содержащей кремний, железо, марганец, хром, цинк, титан, цирконий, серебро и алюминий, за счет того, что сплав имеет следующее соотношение компонентов, вес. %: Mg 5,0-6.0, Mn>0,6-1,2, Zn 0,4-1,5, Zr 0,05-0,25, Сr 0,3 макс., Ti 0,2 макс., Fe 0,5 макс., Si 0,5 макс., Сu 0,4 макс., Ag 0,4 макс., остальное Аl и неизбежные примеси.
Согласно предпочтительному примеру выполнения сплав может быть подвергнут отпуску, выбранному из числа высокотемпературного отпуска и деформационного упрочнения. Согласно предпочтительным формам выполнения содержание в сплаве Mg составляет 5,0-5,6 вес.%, содержание Mn составляет по меньшей мере 0,7 вес.%, содержание Mn составляет 0,7-0,9 вес.%, содержание Zn не превышает 1,4 вес.%, содержание Zn не превышает 0,9 вес.%, содержание Zr составляет 0,10-0,20 вес.%, содержание Mg составляет 5,2-5,6 вес.%, содержание Сr не превышает 0,15 вес.%, содержание Ti не превышает 0,10 вес.%, содержание Fe составляет 0,2-0,3 вес.%, содержание Si составляет 0,1-0,2 вес. %, содержание Сu не превышает 0,1 вес.%.
Алюминиево-магниевый сплав может применяться при рабочих температурах, превышающих 80oС.
Согласно еще одному аспекту изобретения указанная задача решается также в сварной конструкции, включающей по меньшей мере один сварной лист или выдавленный профиль, изготовленный из алюминиево-магниевого сплава, содержащего Mg, Mn, Si, Cr, Ti, Fe, Si, Сu и Аl, за счет того, что сплав дополнительно содержит Zr и Ag при следующем соотношении компонентов, вес. %: Mg 5,0-6,0, Mn>0,6-1,2, Zn 0,4-1,5, Zr 0,05-0,25, Cr 0,3 макс., Ti 0,2 макс., Fe 0,5 макс. . Si 0,5 макс., Сu 0,4 макс., Ag 0,4 макс. При этом условный предел текучести сварного шва указанного листа или выдавленного профиля равен по меньшей мере 140 МПа.
С помощью изобретения можно получить толстый лист или выдавленный профиль из сплава, обладающего более высокой прочностью, чем АА5083, и в особенности сварные швы на сплаве, являющемся предметом настоящего изобретения, могут обладать более высокой прочностью, чем швы на стандартном сплаве АА5083. Обнаружено также, что сплавы, являющиеся предметом настоящего изобретения, обладают более высокой стойкостью к коррозии при длительных напряжениях и коррозионному расслаиванию при температуре, превышающей 80oС, что является максимальной температурой, при которой допускается использование сплава АА5083.
Изобретение относится также к сварной конструкции, которая содержит по меньшей мере один сварной толстый лист или выдавленный профиль из сплава, описанного выше. Предпочтительно технический предел прочности составляет по меньшей мере 140 МПа.
Полагают, что улучшенные характеристики, которые позволяет получить настоящее изобретение, в особенности более высокая прочность как после высокотемпературного отпуска, так и после деформационного упрочнения, связаны с повышением содержания Мg и Zn и добавлением Zr.
Авторы настоящего изобретения считают, что низкая стойкость АА5083 коррозионному расслаиванию и коррозии под напряжением может быть связана с выделением на границах зерен анодных магниевосодержащих интерметаллидов. Стойкость к коррозии под напряжением и коррозионному расслаиванию при более высоком содержании Мg можно поддерживать за счет выделения на границах зерен предпочтительно цинкосодержащих интерметаллидов и относительно меньшего количества магнийсодержащих интерметаллидов. Выделение на границах зерен предпочтительно цинкосодержащих интерметаллидов обеспечивает эффективное снижение объемной доли высокоанодных, бинарных АlМg интерметаллидов, выделяющихся на границах зерен и обеспечивающих таким образом значительное повышение стойкости к коррозии под напряжением и коррозионному расслаиванию в сплавах, являющихся предметом настоящего изобретения при более высоком содержании Мg.
Толстый лист из сплава, являющегося предметом настоящего изобретения, может быть изготовлен путем предварительного нагрева, горячей прокатки, холодной прокатки с промежуточным отжигом или без него и окончательным отжигом сляба из алюминиево-магниевого сплава с выбранным химическим составом. Температура предварительного нагрева предпочтительно составляет от 400 до 530oС, а длительность гомогенизации не должна превышать 24 ч. Горячую прокатку предпочтительно начинают при температуре 500oС. При холодной прокатке после горячей прокатки предпочтительно достигают степени обжатия 20-60% с промежуточным отжигом после обжатия на 20% или без него. Окончательный и промежуточный отжиг предпочтительно осуществляют при температуре в диапазоне 200-530oС при длительности периода нагревания 1-10 ч и длительности периода выдержки в диапазоне от 10 мин до 10 ч. Отжиг может осуществляться после операции горячей прокатки и готовый лист может быть растянут не более чем на 6%.
Детали процесса выдавливания приведены ниже.
Причины ограничений, которые накладываются на содержание легирующих элементов и условия обработки алюминиевого сплава, являющегося предметом настоящего изобретения, описаны ниже.
Все показатели химического состава приведены в вес.%.
Мg: Мg является главным упрочняющим элементом сплава. При содержании Мg ниже 5,0% не удается добиться нужной прочности сварного шва, а когда величина добавки превышает 6,0%, происходит сильное растрескивание во время горячей прокатки. Препочтительное содержание Мg составляет 5,0-5,6%, более предпочтительно 5,2-5,6%, что позволяет добиться компромисса между легкостью обработки и прочностью.
Мn: Мn является главной добавкой. В сочетании с Мg Мn обеспечивает прочность как листа, так и сварных швов из сплава. Содержание Мn ниже 0,6% не может обеспечить достаточной прочности сварных швов из сплава. При его содержании более 1, 2% становится все более затруднительной горячая прокатка. Предпочтительным минимальным содержанием Мn для обеспечения прочности является 0,7%, а предпочтительный диапазон содержания Мn составляет 0, 7-0,9%, что позволяет добиться компромисса между легкостью обработки и прочностью.
Zn: Zn является главной добавкой, обеспечивающей коррозионную прочность сплава. Zn способствует также в определенной степени повышению прочности сплава в случае деформационного упрочнения. При содержании ниже 0,4% введение Zn не обеспечивает стойкости к межкристаллитной коррозии, равной подобной характеристики АА5083. При содержании Zn, превышающем 1,5%, разливка и последующая горячая прокатка становятся затруднительными, особенно в промышленных масштабах. По этой причине предпочтительным максимальным содержанием Zn является 1,4%. Поскольку содержание Zn, превышающее 0,9%, может вызвать коррозию в зоне термического влияния сварного шва, желательно использовать не более 0,9% Zn.
Zr: Zr важен для повышения прочности сплава, подвергнутого деформационному упрочнению. Zr также важен для достижения стойкости к растрескиванию во время сварки толстого листа из данного сплава. Содержание Zr, превышающее 0,25%, ведет к появлению очень грубых первичных частиц игольчатой формы, что уменьшает удобство обработки сплава и гибкость толстого листа из сплава. По этой причине содержание Zr не должно превышать 0,25%. Минимальное содержание Zr равно 0,05%, и для достижения достаточной прочности сплава, подвергнутого деформационному упрочнению, используется предпочтительное содержание Zr в пределах 0,10-0,20%.
Ti: Ti важен как добавка, измельчающая зерно во время кристаллизации и слитков, и сварных швов, полученных с использованием сплава, являющегося предметом настоящего изобретения. Однако Ti в сочетании с Zr способствует образованию нежелательных грубых первичных частиц. Для того, чтобы избежать этого, содержание Ti не должно превышать 0,2%, и предпочтительный диапазон для Ti не должен превышать 0,1%. Подходящее минимальное содержание Ti равно 0,03%.
Fe: Fe образует во время разливки соединения Al-Fe-Mn, ограничивая таким образом благоприятное воздействие Мn. При содержании Fe, превышающем 0,5%, происходит формирование грубых первичных частиц, вызывающих снижение усталостной долговечности сварных швов сплава, являющегося предметом настоящего изобретения. Предпочтительный диапазон содержание Fe составляет 0,15-0,30%, более предпочтительно 0,20-0,30%.
Si: Si образует Mg2Si, практически нерастворимый в алюминиево-магниевых сплавах с содержанием магния более 4,5%. Поэтому Si ограничивает благоприятное воздействие Мg. Si объединяется также с Fe, образуя грубые частицы фазы Аl-Fe-Si, которые могут оказывать отрицательное воздействие на усталостную долговечность сварных швов из сплава. Для того, чтобы не допустить потерь главного упрочняющего элемента Мg, содержание Si не должно превышать 0,5%. Предпочтительный диапазон содержания Si равен 0,07-0,20%, более предпочтительно 0,10-0,20%.
Сr: Сr способствует повышению коррозионной прочности сплава. Однако при этом Сr ограничивает растворимость Мn и Zr. Поэтому для того, чтобы избежать образования грубых частиц, содержание Сr не должно превышать 0,3%. Предпочтительный диапазон содержания Сr равен 0-0, 15%.
Сu: Содержание Сu не должно превышать 0,4%. При содержании Сu более 0,4% имеет место неприемлемое снижение стойкости к питтинговой коррозии толстого листа из сплава, являющегося предметом изобретения. Предпочтительное содержание Сu не должно превышать 0,15%, более предпочтительно не более 0,1%.
Аg: Возможно дополнительное включение Аg в состав сплава с доведением его содержания максимум до 0,4%, предпочтительно по меньшей мере 0,05%, с целью дальнейшего повышения стойкости к коррозии под напряжением.
Остальное приходится на долю алюминия и неизбежных примесей. Обычно каждый элемент примеси присутствует в количестве не более 0,05% при суммарном содержании примесей не более 0,15%.
Далее будут описаны способы получения продукции.
Предварительное нагревание перед горячей прокаткой обычно осуществляют при температуре в интервале 400-530oС в ходе одной или нескольких операций. В любом случае предварительный нагрев позволяет уменьшить ликвацию легирующих элементов в материале после разливки. В ходе нескольких операций возможно преднамеренное выделение Zr, Cr и Мn с целью контролировать микроструктуру материала на выходе из стана горячей прокатки. Если обработка осуществляется при температуре ниже 400oС, полученный эффект гомогенизации будет недостаточным. Кроме того, из-за значительного увеличения сопротивления сляба деформации промышленная горячая прокатка становится затруднительной при температурах ниже 400oС. Если температура превышает 530oС, возможно возникновение эвтектического расплава, что ведет к нежелательному образованию пор. Предпочтительная длительность указанного предварительного нагрева составляет от 1 до 24 часов. Горячая прокатка начинается предпочтительно при приблизительно 500oС. При повышении содержания Мg в заданных настоящим изобретением пределах режим первого пропуска приобретает ключевое значение.
Перед окончательным отжигом горячекатаный лист предпочтительно подвергают холодной прокатке со степенью обжатия 20-60%. Обжатие не менее чем на 20% является предпочтительным, поскольку в этом случае во время окончательного отжига происходит равномерное выделение анодных магнийсодержащих интерметаллидов. При холодной прокатке со степенью обжатия более 60% в случае отсутствия промежуточного отжига возможно возникновение трещин во время прокатки. В случае промежуточного отжига эту операцию предпочтительно осуществляют после достижения холодного обжатия, равного по меньшей мере 20%, с тем, чтобы равномерно распределить в подвергнутом промежуточному отжигу материале магний- или цинкосодержащие интерметаллиды. Окончательный отпуск может осуществляться циклами из одной или нескольких операций из одного или нескольких нагревании до температуры отжига, выдержки при ней и последующего охлаждения. Период нагревания составляет обычно от 10 мин до 10 ч. Температура отжига составляет от 200 до 550oС в зависимости от вида обработки. Препочтительный диапазон составляет 225-275oС для деформационного упрочнения, напр., Н321, и 350-480oС для высокотемпературного отпуска, напр., 0/Н111, H116 и т. д. Длительность выдержки при температуре отжига составляет предпочтительно от 15 мин до 10 ч. Скорость охлаждения после выдержки при отжиге предпочтительно находится в диапазоне 10-100oС/ч. Условия промежуточного отжига сходны с условиями окончательного отжига.
При производстве выдавленных профилей операцию гомогенизации обычно осуществляют при температуре в диапазоне 300-500oС в течение 1-15 час. Затем заготовки охлаждают от температуры выдержки до комнатной температуры. Операцию гомогенизации осуществляют главным образом для того, чтобы растворить магнийсодержащие эвтектики, оставшиеся после разливки.
Предварительный нагрев перед экструзией обычно осуществляют при температуре в диапазоне 400-530oС в газовой печи в течение 1-24 час или в индукционной печи в течение 1-10 мин. Слишком высокой температуры, например 530oС, обычно избегают. Экструзия может осуществляться на экструзионном прессе с одноканальной или многоканальной матрицей, в зависимости от прилагаемого давления и размеров заготовки. Возможно варьирование степени вытяжки в широких пределах от 10 до 100 при скорости экструзии, обычно находящейся в пределах 1-10 м/мин.
После экструзии выдавленный профиль может быть подвергнут закалке в воде или на воздухе. Отжиг может осуществляться в отжиговой печи периодического действия путем нагревания выдавленного профиля до температуры в диапазоне 200-300oС.
Пример
1
В табл. 1 перечислен химический состав (вес.%) слитков, используемых для производства материалов, подвергнутых высокотемпературному отпуску и деформационному упрочнению. Слитки подвергли
предварительному нагреву со скоростью 35oС до температуры 510oС. После достижения температуры предварительного нагрева слитки выдерживали при ней в течение 12 часов до горячей
прокатки. Суммарная степень горячего обжатия составила 95%. В течение первых трех пропусков при горячей прокатке осуществлялось обжатие на 1-2%. Постепенно степень обжатия при каждом пропуске
увеличивали. На выходе из прокатного стана материалы имели температуру порядка 300±10oC. Горячекатаные материалы были подвергнуты холодному обжатию на 40%. Толщина готового листа
составила 4 мм. Материалы с мягким отпуском были получены путем отжига холоднокатаных материалов при температуре 525oС в течение 15 мин, материалы с деформационным упрочнением были получены
путем выдержки холоднокатаных материалов при температуре 250oС в течение часа. Длительность периода нагревания составила 1 ч. После термообработки материалы охладили воздухом. Прочностные
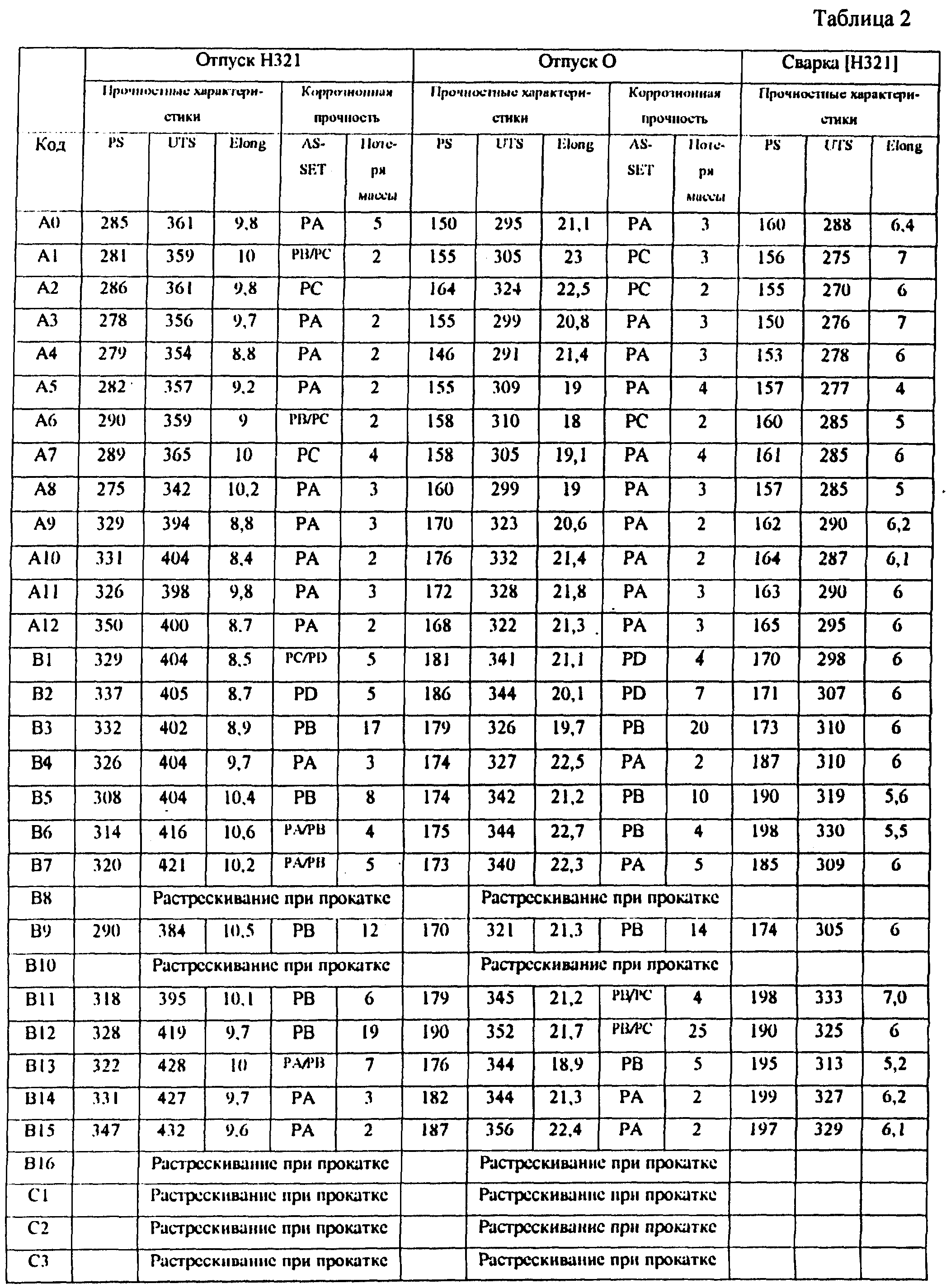
характеристики и коррозионная стойкость полученных материалов перечислены в табл. 2.
В табл. 2 под PS подразумевается условный предел текучести, МПа; под UTS - предел прочности на разрыв, МПа, а под Elong - максимальное относительное удлинение, %. Определяли также стойкость материалов к питтинговой коррозии, коррозионному расслаиванию и межкристаллитной коррозии. Для определения стойкости материалов к коррозионному расслаиванию и питтинговой коррозии использовали испытание ASSET (ASTM G66). PA, PB, PC и PD обозначают результаты испытания ASSET, причем РА представляет наилучший результат. Для определения подверженности сплавов межкристаллитной коррозии использовали испытание ASTM G66 по определению потери массы (результаты в мг/см2 приведены в табл. 2). Образцы из сварных панелей из сплавов испытывали с целью определения прочностных характеристик сварных швов.
Примерами для настоящего изобретения являются сплавы В4-В7, В11 и В13-В15. Другие сплавы приведены для целей сопоставления. АО является типичным сплавом АА5083. Химические составы, перечисленные в табл. 1, сгруппированы таким образом, что сплавы с кодовым обозначением, начинающимся на А, имели содержание Мg менее 5%, сплавы с кодовым обозначением, начинающимся на В, имели содержание Мg, равное 5-6%, и сплавы с кодовым обозначением, начинающимся на С, имели содержание Мg, превышающее 6%.
Простое сопоставление прочности сварных швов из сплавов с кодом А со сплавами с кодом В ясно показывает, что для получения значительно более высокой прочности сварного шва требуется содержание Мg, превышающее 5%. Хотя увеличение содержания Мg способствует повышению прочности сварного шва, то, что все три сплава с кодом С подверглись растрескиванию во время горячей прокатки, указывает на значительное ухудшение обрабатываемого сплава, содержание Мg в котором превышает 6%. При содержании Мg более 5% возрастает подверженность межкристаллической коррозии, на что указывает потеря массы сплава В3, составившая 17 мг/см2 (обработка Н321). Сопоставимость показателей потери массы сплавов В4-В7 с аналогичным показателем для стандартного сплава АА5083 (сплав АО) показывает, что добавление Zn в количестве, превышающем 0,4%, к сплавам, содержащим более 5% Мg, способствует значительному улучшению сопротивления межкристаллической коррозии.
Результаты испытаний ASSET сплавов В1 и В2 показывают, что содержание Сu, превышающее 0,4%, ведет к неприемлемому уровню питтинговой коррозии, и по этой причине содержание Сu следует поддерживать на уровне ниже 0,4% для того, чтобы сопротивление питтингу и/или расслаиванию было сопоставимо с аналогичной характеристикой АА5083. Хотя, за исключением содержания Мn, химический состав сплавов В9 и В5 сопоставим между собой, прочностные характеристики В9 при отпуске Н321 оказываются ниже, чем у В5, что позволяет предположить, что для получения более высокой прочности важно, чтобы содержание Мn превышало 0,4%. Однако сильное растрескивание в процессе горячей прокатки сплава В10, содержащего 1,3% Мn, показывает, что 1,3% является максимальным предельным значением повышения прочности при отпуске Н321 за счет добавления Мn. Опыт, полученный во время нескольких испытаний, показывает, что содержание Мn в пределах 0,7-0,9% позволяет добиться компромисса между повышением прочности и трудностью обработки.
Характеристики сплавов В11, В14 и В16 могут быть сопоставлены для того, чтобы определить результат введения Zr; результаты, полученные для этих сплавов, указывают, что Zr обеспечивает повышение как прочности при деформационном упрочнении, так и прочности сварного шва. Тот факт, что сплав В16 растрескивается при горячей прокатке, указывает, что предельное содержание Zr должно быть ниже 0,3%. Крупномасштабные испытания указывают, что опасность формирования крупных интерметаллидов оказывается выше при содержании Zr, превышающем 0,2%, и поэтому предпочтительным является содержание Zr в диапазоне 0,1-0,2%. Сплавы В4, В5, В6, В7, В11, В13, В14 и В15, представляющие изобретение, обладают не только значительно более высокой прочностью как до, так и после сварки, по сравнению со стандартным сплавом АА5083, но и обладают также коррозионной прочностью, сходной с аналогичной характеристикой стандартного сплава.
Пример 2
Непрерывнолитые слитки с химическим составом, показанным в вес.%, в табл. 3 (сплав D1), подвергли гомогенизации при температуре 510oС
в течение 12 ч и горячей прокатке, получив лист толщиной 13 мм. После этого горячекатаный лист подвергли холодной прокатке, получив лист толщиной 8 мм.
После этого лист подвергли отжигу при температуре 250oС в течение 1 ч. Определили прочностные характеристики и коррозионную прочность. Методы испытаний ASTM G66 и ASTM G67 использовали для определения подверженности питтинговой коррозии, коррозионному расслаиванию и межкристаллической коррозии.
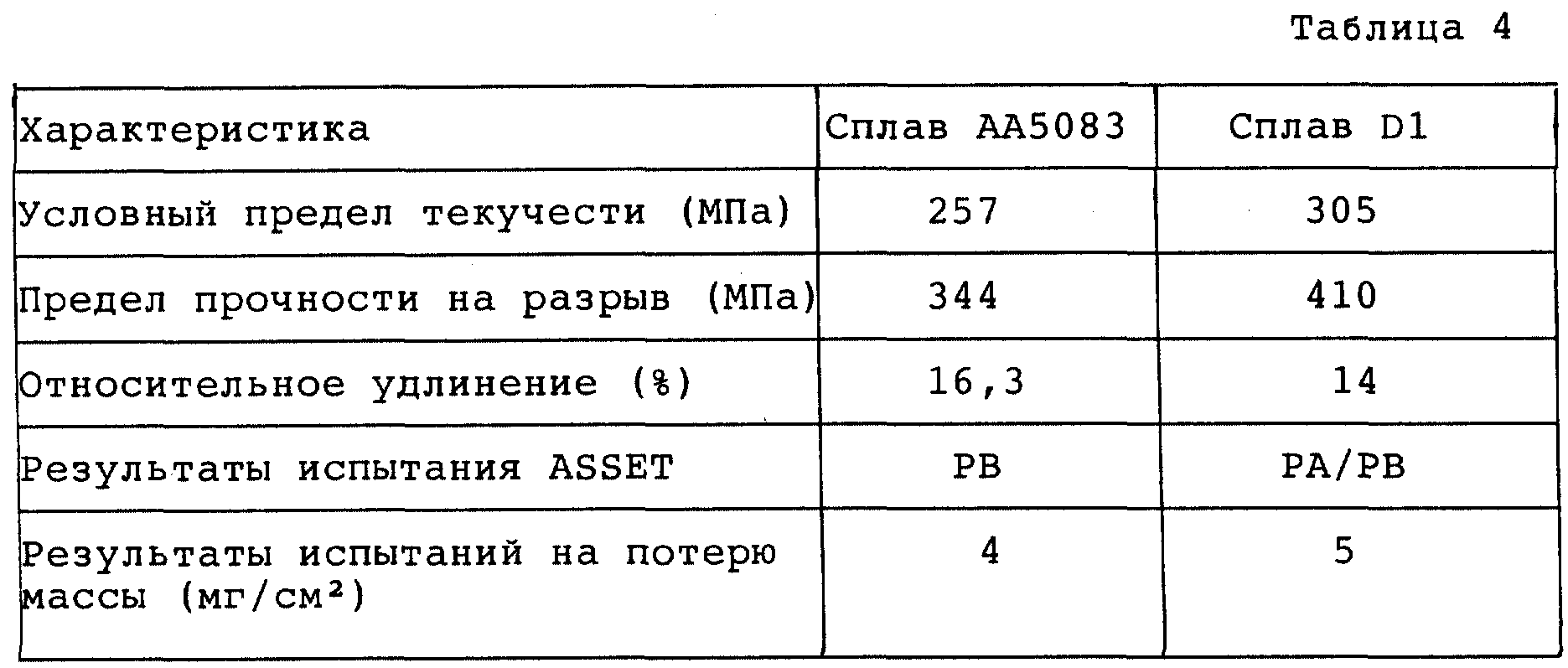
Характеристики сплава D1 до сварки перечислены в табл. 4 и сопоставляются с аналогичными характеристиками стандартного АА5083. Каждый из показателей, перечисленных в табл. 4, представляет собой среднее значение результатов десяти испытаний, выполненных на образцах, полученных из сплава D1. Из табл. 4 видно, что сплав D1 обладает не только значительно более высоким условным пределом текучести и пределом прочности на разрыв, чем стандартный сплав АА5083, но и сопоставимым уровнем стойкости к питтинговой коррозии, коррозионному расслаиванию и межкристаллической коррозии.
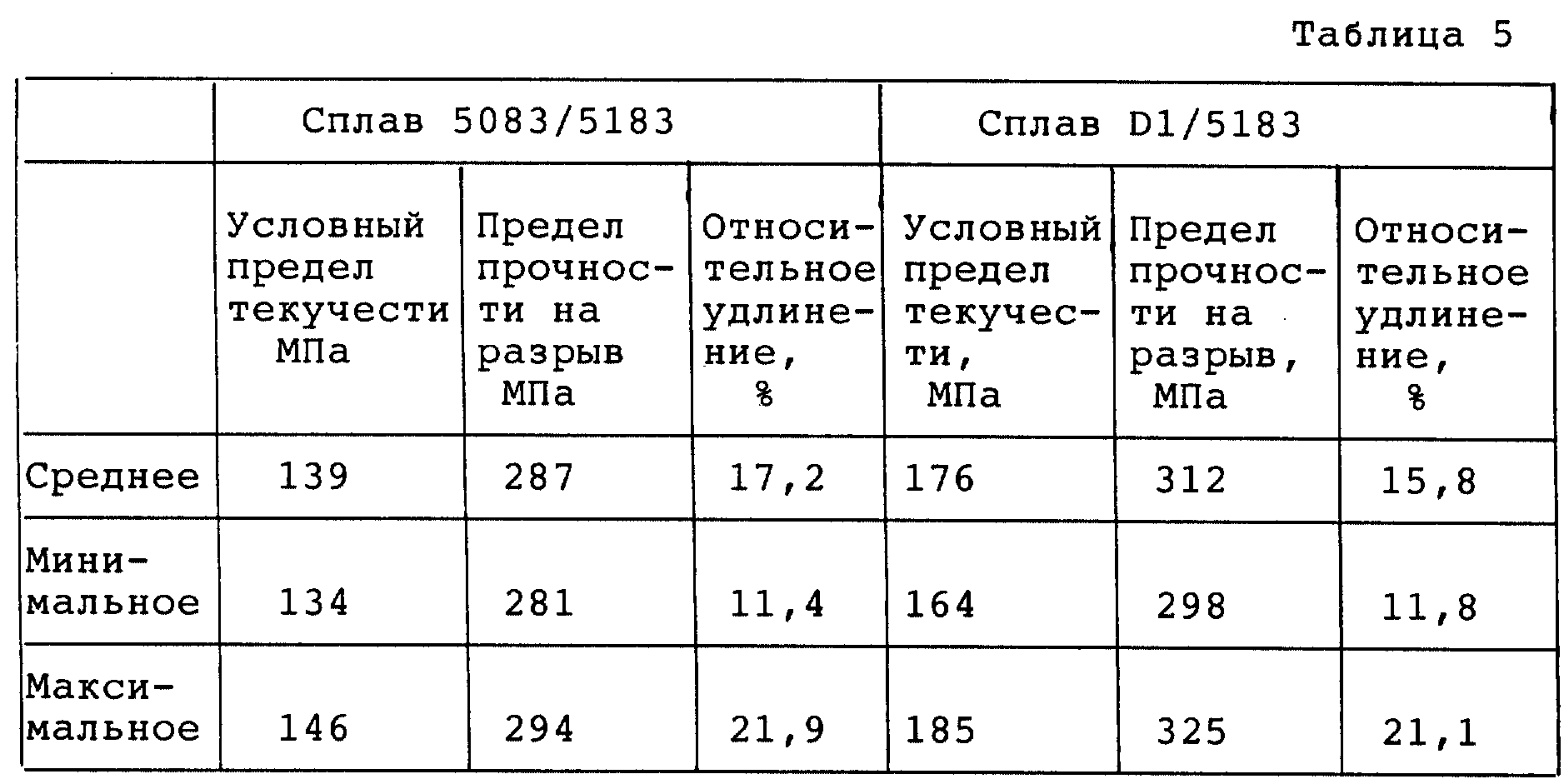
Из сплава D1 изготовили сварные панели 800 х 800 мм, использовав для этого ток силой 190А и напряжением 23 В. Для получения сварных швов выполнили три прохода. Из сварных панелей вырезали 25 поперечных образцов для определения прочности сварного шва на разрыв. В качестве сварочной проволоки использовали проволоку из сплава АА5183. Для сопоставления еще 25 поперечных образцов для определения прочности сварного шва на разрыв вырезали из сваренных аналогичным образом панелей из стандартного сплава АА5083.
В табл. 5 перечислены в виде среднего, минимального и максимального показателей данные, полученные в ходе 25 испытаний на разрыв 25 сварных швов каждого из сплавов D1/5183 и 5083/5183. Из данных, приведенных в табл. 5, очевидно, что сплав Dl обладает не только значительно более высоким условным пределом текучести и пределом прочности на разрыв, чем стандартный сплав АА5083 в состоянии после сварки.
Пример 3
Непрерывнолитые слитки с таким же химическим составом, как у сплава D1 из примера 2, подвергли гомогенизации при температуре
510oС в течение 12 ч и горячей прокатке, получив лист толщиной 13 мм. После этого горячекатаный лист подвергли холодной прокатке, получив лист толщиной 8 мм. После этого лист подвергли
отжигу при температуре 350oС в течение 1 ч. Полученные таким образом листы с отпуском "О" были затем подвергнуты термообработке путем выдержки образцов при температуре 100oС в
течение периодов длительностью от 1 часа до 30 суток. Для сопоставления одновременно с образцами из сплава D1 подвергли термообработке образцы из листа толщиной 8 мм с отпуском "О" из сплава АА5083.
Микроструктуру этих образцов определили с помощью сканирующего электронного микроскопа.
При изучении образцов из АА5083, подвергнутых воздействию температуры 100oС, выявлено выделение на границах зерен анодных интерметаллидов.
Обнаружено также, что при увеличении длительности выдержки при 100oС выделение на границах становится все более интенсивным. Оно становится настолько интенсивным, что в конечном счете возникает сплошная граничная сеть анодных интерметаллидов. Однако в отличие от стандартного сплава АА5083, в образцах из сплава D1 обнаружено выделение анодных интерметаллидов внутри зерен даже после продолжительной выдержки при температуре 100oС. Поскольку известно, что сплошная граничная сеть анодных интерметаллидов способствует образованию трещин в результате коррозии под напряжением, использование стандартного сплава АА5083 ограничивается сферами применения, в которых рабочая температура ниже 80oС. Однако, поскольку химический состав сплава D1 не допускает сплошного выделения по границам зерен даже после продолжительной выдержки при температуре 100oС, можно сделать вывод, что этот сплав подходит для сфер применения, в которых рабочая температура превышает 80oС.
Реферат
Алюминиево-магниевый сплав, имеющий повышенную стойкость к коррозии и коррозионному расслоению под напряжением, содержит следующие компоненты, вес.%: Mg 5,0-6,0, Mn > 0,6-1,2, Zn 0,4-1,5, Zr 0,05-0,25, Cr-0,3 макс., Ti-0,2 макс., Fe-0,5 макс., Si-0,5 макс., Cu-0,4 макс., Ag-0,4 макс, остальное - алюминий и неизбежные примеси. Техническим результатом изобретения является получение толстого листа или выдавленного профиля из данного сплава, обладающего значительно более высокой прочностью по сравнению со стандартным сплавом АА5083 как после высокотемпературного отпуска, так и после деформационного упрочнения. 2 с. и 15 з.п. ф-лы, 5 табл.
Формула
Mg - 5,0 - 6,0
Мn - > 0,6 - 1,2
Zn - 0,4 - 1,5
Zr - 0,05 - 0,25
Cr - 0,3 макс.
2. Алюминиево-магниевый сплав по п. 1, отличающийся тем, что он подвергнут отпуску, выбранному из числа высокотемпературного отпуска и деформационного упрочнения.
Комментарии