Способ получения слитков большого диаметра из сплавов на основе никеля - RU2272083C2
Код документа: RU2272083C2
Чертежи
Описание
Перекрестная ссылка на родственные заявки не использовалась.
Область техники и промышленная применимость изобретения
Настоящее изобретение относится к усовершенствованному способу получения высококачественных слитков большого диаметра из суперсплавов на основе никеля. Настоящее изобретение в особенности относится к способу получения слитков из суперсплавов на основе никеля, включая сплав 718 (UNS N07718) и другие суперсплавы на основе никеля, показывающие на практике во время разливки (литья) значительную ликвидацию, при этом в настоящем изобретении слитки имеют диаметр более 30 дюймов (762 мм) и по существу не имеют отрицательной (обратной) ликвации, не содержат черных точек и не имеют других типов положительной (прямой) ликвации. Настоящее изобретение относится также к слиткам сплава 718, имеющим диаметры более 30 дюймов (762 мм), а также к любым слиткам, независимо от диаметра, образованным с использованием способа изобретения. Способ настоящего изобретения может быть применен, например, в производстве высококачественных слитков большого диаметра из суперсплавов на основе никеля, из которых изготавливают вращающиеся детали устройств для выработки энергии. Такие детали включают в себя, например, колеса и промежуточные кольца для наземных турбин и вращающиеся детали для авиационных турбин.
Описание уровня техники
В определенных критических применениях детали (компоненты) должны быть изготовлены из суперсплавов на основе никеля в форме слитков большого диаметра, не имеющих значительной ликвации.
Такие слитки должны по существу не иметь положительной и отрицательной ликвации и совершенно не должны проявлять положительную ликвацию, известную как «черные точки». Черные точки являются наиболее типичным проявлением положительной ликвации (называемой также прямой ликвацией) и представляют собой участки сильного травления, обогащенные растворенными элементами. Черные точки являются результатом протекания междендритной жидкости, обогащенной растворенными элементами, в пористую зону слитка во время его затвердевания. Так, например, черные точки в сплаве 718 обогащены по сравнению с матрицей ниобием, имеют высокую плотность карбидов и обычно содержат фазу Лавеса. «Белые пятна» представляют собой основной тип отрицательной ликвации (называемой также обратной ликвацией). Они представляют собой участки легкого травления, которые обеднены упрочняющими растворенными элементами, такими как ниобий, и их обычно подразделяют на дендритные, отдельные и затвердевшие белые пятна. В то время как на дендритные и затвердевшие белые пятна может быть некоторый допуск, отдельные белые пятна вызывают особое беспокойство, потому что они часто ассоциируются с кластерами оксидов и нитридов, которые могут действовать в качестве инициатора трещин.
Слитки, по существу не имеющие положительной и отрицательной ликвации и не содержащие также черных точек, отнесены в данном описании к «высококачественным» слиткам. Высококачественные слитки из суперсплавов на основе никеля необходимы для определенных критических применений, включая, например, вращающиеся детали в авиационных или наземных турбинах, предназначенных для выработки энергии, и в других применениях, в которых металлургические дефекты, связанные с ликвацией, могут привести к катастрофическому повреждению детали. Используемое в данном описании выражение слиток «по существу не имеет» положительной и отрицательной ликвации означает полное отсутствие таких типов ликвации или их присутствие лишь в такой степени, которая не делает слиток неподходящим для использования в таких критических применениях, как использование при изготовлении из него вращающихся деталей для авиационных и наземных турбин.
Суперсплавы на основе никеля, подвергающиеся значительной положительной и отрицательной ликвации во время разливки, включают в себя, например, сплав 718 и сплав 706. Для сведения к минимуму ликвации при разливке сплавов, предназначенных для использования в критических применениях, а также для более надежного обеспечения отсутствия в литейном сплаве вредных неметаллических включений, расплавленный металлический материал перед конечной стадией разливки соответствующим образом рафинируют. Сплав 718, а также некоторые другие суперсплавы на основе никеля, склонные к ликвации, такие как сплав 706 (UNS N09706), обычно рафинируют способом «тройного переплава», который включает в себя последовательное осуществление вакуумной индукционный плавки (ВИП), электрошлакового переплава (ЭШП) и вакуумно-дугового переплава (ВДП). Однако трудно получить высококачественные слитки большого диаметра из указанных материалов, склонных к ликвации, с помощью ВДП-плавки, являющейся последней стадией в последовательности тройного переплава. В некоторых случаях из слитков большого диаметра изготавливают одиночные детали, поэтому имеющиеся в отлитых методом ВДП слитках участки неприемлемой ликвации не могут быть селективно удалены перед изготовлением детали. Следовательно, может стать необходимым превращение всего слитка или части слитка в металлолом.
В некоторых развивающихся в настоящее время применениях постоянно возрастает потребность в ВДП-слитках (т.е. полученных методом ВДП слитках) большой массы и соответственно большого диаметра из сплава 718, сплава 706 и других суперсплавов на основе никеля, таких как сплав 600, сплав 625, сплав 720 и Waspaloy. Такие применения включают, например, вращающиеся детали для больших наземных и авиационных турбин, находящихся в стадии разработки. Слитки повышенного размера необходимы не только для экономичного достижения массы конечной детали, но также для облегчения достаточной термомеханической обработки, необходимой для адекватного разрушения структуры слитка и достижения всех конечных механических и структурных требований.
Плавка слитков большого размера из суперсплавов осложняется рядом трудностей металлургического и технологического характера. С увеличением диаметра слитков отвод тепла во время плавки становится более затрудненным, что приводит к более продолжительному времени затвердевания и более глубокой ванне жидкого металла. В результате повышается склонность к положительной и отрицательной ликвации. Слитки и электроды большого размера могут также подвергаться во время нагрева и охлаждения повышенным термическим напряжениям. Хотя успешно получены слитки нескольких сплавов на основе никеля с размером, рассматриваемым в данном изобретении (например, сплава 600, 625, 706 и Waspaloy), сплав 718 особенно склонен к появлению указанных проблем. Для обеспечения возможности получения ВДП-слитков большого диаметра и приемлемого металлургического качества из сплава 718 и некоторых других суперсплавов на основе никеля, склонных к ликвации, была разработана специальная последовательность плавки и термической обработки. Несмотря на предпринятые усилия, самые большие коммерчески доступные высококачественные ВДП-слитки из сплава 718 имеют обычно диаметр 20 дюймов (508 мм), а при ограничении количества материала получены слитки диаметром 28 дюймов (711 мм). Попытки литья ВДП- слитков большего диаметра из сплава 718 были неудачными вследствие образования термических трещин и нежелательной ликвации. Вследствие ограничений по длине масса ВДП-слитков диаметром 28 дюймов из сплава 718 составляет не более 21500 фунтов (9772 кг). Таким образом, ВДП-слитки сплава 718 при самых больших коммерчески доступных диаметрах имеют большой недостаток массы, необходимой в возникающих применениях, требующих высококачественного материала суперсплава на основе никеля.
Соответственно имеется потребность в усовершенствованном способе получения высококачественных ВДП-слитков большого диаметра из сплава 718. Существует также потребность в усовершенствованном способе получения слитков из других склонных к ликвации суперсплавов на основе никеля, которые по существу не имеют отрицательной ликвации, не содержат черных точек и по существу не имеют других типов положительной ликвации.
Раскрытие изобретения
Для удовлетворения вышеуказанных потребностей настоящее изобретение предусматривает новый способ получения суперсплава на основе никеля. Способ может быть использован для получения высококачественных ВДП-слитков (т.е. полученных с помощью вакуумно-дугового переплава) из сплава 718 диаметром более 30 дюймов (762 мм), имеющих массу более 21500 фунтов (9772 кг). Предполагается, что способ настоящего изобретения может быть также использован при получении ВДП-слитков большего диаметра из других суперсплавов на основе никеля, подверженных значительной ликвации во время разливки, например таких, как сплав 706.
Способ настоящего изобретения включает в себя первоначальную стадию разливки суперсплава на основе никеля в литейную форму. Он может быть осуществлен вакуумно-индукционной плавкой (ВИП), аргоно-кислородным обезуглероживанием (АКО), вакуумно-кислородным обезуглероживанием (ВКО) или другим подходящим методом первичной плавки и литья. Затем литой слиток отжигают и перестаривают нагреванием сплава при температуре печи, по меньшей мере, 1200°F (649°С) в течение, по меньшей мере, 10 часов. (Используемые в данном описании термины «последующий» и «впоследствии (затем)» относятся к стадиям способа или событиям, которые совершаются непосредственно одно за другим, но они также относятся к стадиям способа или другим событиям, которые разделены во времени и/или прерываются стадиями способа или другими событиями). На последующей стадии слиток используют в качестве ЭШП-электрода (т.е. подлежащего электрошлаковому переплаву) и подвергают электрошлаковому переплаву со скоростью расплавления в, по меньшей мере, 8 фунтов/мин (3,63 кг/мин). Полученный ЭШП-слиток переносят в нагревательную печь в течение 4-х часов от времени полного затвердевания и впоследствии подвергают термической обработке, осуществляемой после ЭШП. Термическая обработка включает в себя стадии выдержки сплава при первой температуре печи от 600°F (316°С) до 1800°F (982°C) в течение, по меньшей мере, 10 часов и затем повышения температуры печи либо за одну стадию, либо за несколько стадий, от первой температуры печи до второй температуры печи, равной, по меньшей мере, 2125°F (1163°С), таким методом, который ингибирует термические напряжения в слитке. Слиток выдерживают при второй температуре в течение, по меньшей мере, 10 часов для обеспечения слитка с гомогенной структурой и минимальным содержанием фазы Лавеса.
В некоторых случаях ЭШП-слиток может быть отлит с диаметром, который больше требуемого диаметра ВДП-электрода, используемого на последующей стадии способа. Поэтому способ настоящего изобретения может включать в себя механическую обработку ЭШП-слитка при повышенной температуре для изменения размеров слитка и обеспечения ВДП-электрода требуемого диаметра после выдержки ЭШП-слитка при второй температуре печи и перед вакуумно-дуговым переплавом. Таким образом, после выдержки ЭШП-слитка при второй температуре печи он может быть дополнительно обработан несколькими путями, включая охлаждение до подходящей температуры механической обработки или охлаждение примерно до комнатной температуры и последующий повторный нагрев до подходящей температуры механической обработки. Альтернативно, если корректирование диаметра слитка не является необходимым, слиток может быть непосредственно охлажден до комнатной температуры и затем обработан вакуумно-дуговым переплавом без стадии механической обработки. Все стадии охлаждения и повторного нагрева ЭШП-слитка после выдержки ЭШП-слитка при второй температуре осуществляют таким методом, который ингибирует термические напряжения и который не приводит к образованию термических (горячих) трещин в слитке.
На последующей стадии настоящего способа ЭШП-слиток подвергают вакуумно-дуговому переплаву со скоростью расплавления от 8 до 11 фунтов/минуту (от 3,63 до 5 кг/минуту) с получением ВДП-слитка. Скорость расплавления при ВДП предпочтительно составляет от 9 до 10,25 фунтов/минуту (от 4,09 до 4,66 кг/мин), а более предпочтительно - от 9,25 до 10,2 фунтов/минуту (от 4,20 до 4,63 кг/минуту). ВДП-слиток предпочтительно имеет диаметр более 30 дюймов (762 мм), а более предпочтительно он имеет диаметр, по меньшей мере, 36 дюймов (914 мм).
Настоящее изобретение дополнительно относится к способу получения суперсплава на основе никеля, который по существу не имеет положительной (прямой) и отрицательной (обратной) ликвации и который включает в себя стадию разливки в литейную форму сплава, выбранного из сплава 718 и других суперсплавов на основе никеля, подверженных во время разливки значительной ликвации. Затем литой слиток отжигают и перестаривают нагревом при температуре печи, равной, по меньшей мере, 1550°F (843°С) в течение, по меньшей мере, 10 часов. Отожженный слиток затем подвергают электрошлаковому переплаву со скоростью расплавления, равной, по меньшей мере, около 10 фунтов/мин (4,54 кг/мин), а затем ЭШП-слиток переносят в нагревательную печь в течение 4-х часов от времени полного затвердевания. На последующих стадиях ЭШП-слиток подвергают многостадийной термической обработке, следующей после ЭШП, путем выдержки слитка при первой температуре печи от 900°F (482°С) до 1800°F (982°С) в течение, по меньшей мере, 10 часов. Затем температуру печи повышают не более чем на 100°F/час (55,6°С/час) до промежуточной температуры печи и после этого дополнительно повышают не более чем на 200°F/час (111°С/час) до второй температуры печи, равной, по меньшей мере, 2125°F (1163°С). Слиток выдерживают при второй температуре печи в течение, по меньшей мере, 10 часов. ЭШП-слиток может быть в случае необходимости превращен в ВДП-электрод соответствующих размеров и впоследствии подвергнут вакуумно-дуговому переплаву со скоростью расплавления от 8 до 11 фунтов/минуту (от 3,63 до 5 кг/минуту) с получением ВДП-слитка. В случае необходимости ВДП-слиток может быть дополнительно обработан, например, гомогенизацией и/или подходящим механическим превращением для получения требуемых размеров.
Настоящее изобретение относится также к ВДП-слиткам, полученным в соответствии со способом изобретения. Кроме того, настоящее изобретение относится к ВДП-слиткам сплава 718, которые имеют диаметр более 30 дюймов, и оно дополнительно относится к высококачественным слиткам из сплава 718, имеющим диаметр более 30 дюймов и полученным с помощью ВДП или любым другим методом плавки и литья.
Настоящее изобретение также охватывает производственные изделия, полученные изготовлением изделий из слитков настоящего изобретения. Типичные производственные изделия, которые могут быть изготовлены из слитков настоящего изобретения, включают в себя, например, колеса и промежуточные кольца (между колесами), предназначенные для использования в наземных турбинах, и вращающиеся детали, предназначенные для использования в авиационных турбинах.
Читатель оценит вышепредставленные детали и преимущества настоящего изобретения, а также другие детали и преимущества при рассмотрении следующего подробного описания вариантов осуществления изобретения. Читатель может также понять такие дополнительные преимущества и детали настоящего изобретения при осуществлении или использовании изобретения.
Краткое описание чертежей
Отличительные особенности и преимущества настоящего изобретения могут быть лучше поняты со ссылкой на сопровождающие чертежи, на которых:
Фигура 1 представляет собой диаграмму, иллюстрирующую в общем виде один вариант осуществления способа настоящего изобретения, в котором ЭШП-слиток имеет диаметр 40 дюймов, и перед вакуумно-дуговым переплавом его превращают в ВДП-электрод диаметром 32 дюйма.
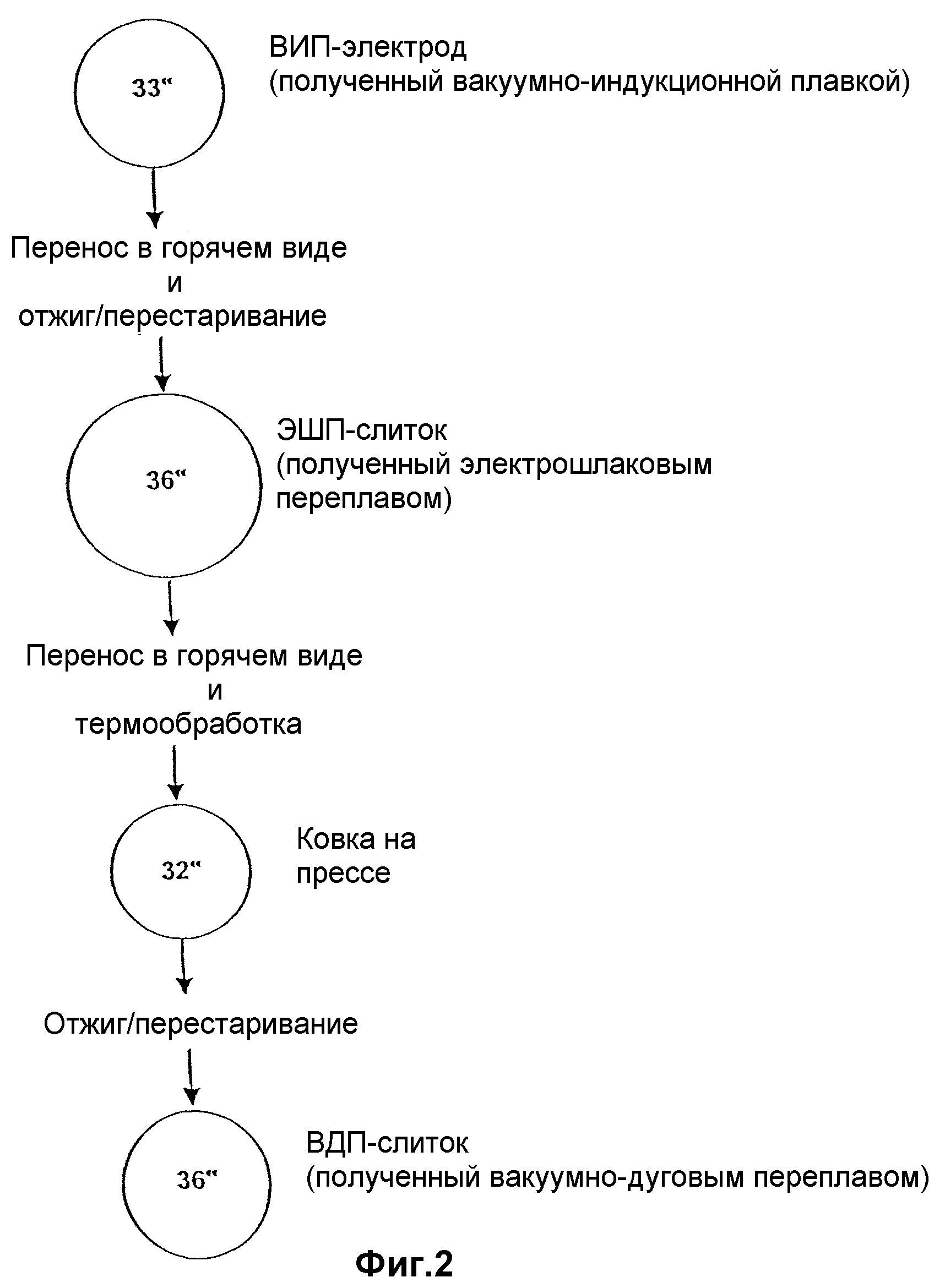
Фигура 2 представляет собой диаграмму, иллюстрирующую в общем виде второй вариант осуществления способа настоящего изобретения, в котором ЭШП-слиток имеет диаметр 36 дюймов и перед вакуумно-дуговым переплавом его превращают в ВДП-электрод диаметром 32 дюйма.
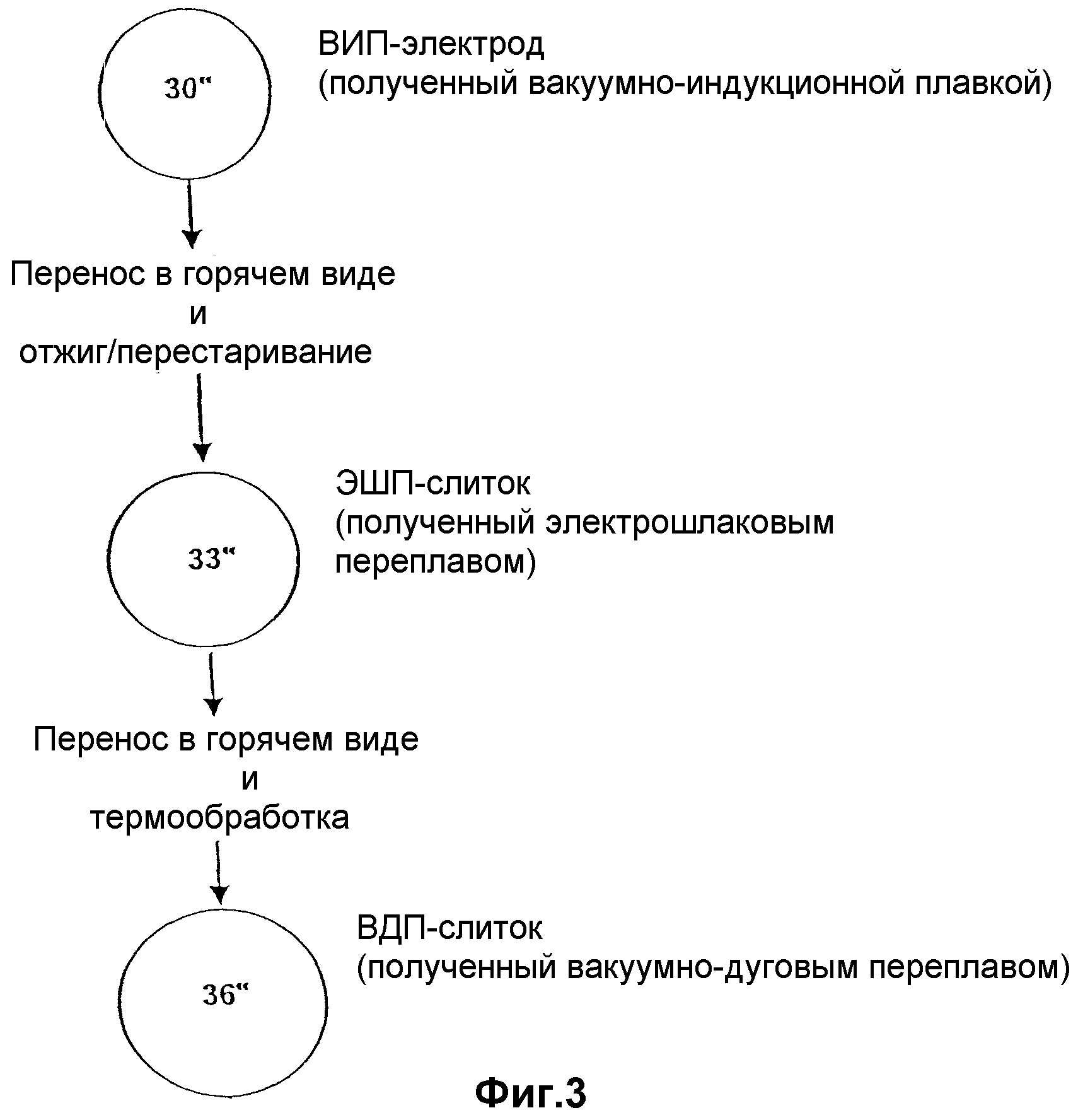
Фигура 3 представляет собой диаграмму третьего варианта осуществления способа настоящего изобретения, в котором отливают ЭШП-слиток диаметром 33 дюйма, который является подходящим для использования в качестве ВДП-электрода без механического превращения.
Подробное описание вариантов осуществления изобретения
Способ настоящего изобретения дает возможность получить высококачественные слитки большого диаметра из сплава 718, являющегося суперсплавом на основе никеля, склонным к ликвации при литье. До разработки настоящего способа самые тяжелые коммерчески доступные слитки из сплава 718 были ограничены диаметром, равным примерно 28 дюймов (711 мм), и максимальной массой, равной примерно 21500 фунтов (9773 кг), вследствие ограничений длины/диаметра. Изобретатели успешно получили настоящим способом высококачественные слитки из сплава 718 с диаметрами более 30 дюймов (762 мм) и, по меньшей мере, 36 дюймов (914 мм). Такие слитки имеют массу примерно 36000 фунтов (16,363 кг), что значительно выше предшествующей максимальной массы высококачественных ВДП-слитков из сплава 718. Изобретатели считают, что способ настоящего изобретения может быть использован для получения ВДП-слитков из других суперсплавов на основе никеля, которые обычно показывают значительную ликвацию во время литья. Такие другие сплавы включают в себя, например, сплав 706.
Способ настоящего изобретения включает в себя стадию разливки суперсплава на основе никеля в литейную форму. Как отмечалось, сплавом на основе никеля может быть, например, сплав 718. Сплав 718 имеет следующий широкий состав, где содержание каждого компонента представлено в массовых процентах: от около 50,0 до около 55,0 никеля; от около 17 до около 21,0 хрома; от 0 до около 0,08 углерода; от 0 до около 0,35 марганца; от 0 до около 0,35 кремния; от около 2,8 до около 3,3 молибдена; по меньшей мере один элемент из ниобия и тантала, где сумма ниобия и тантала составляет от 4,75 до около 5,5; от около 0,65 до около 1,15 титана; от около 0,20 до около 0,8 алюминия; от 0 до около 0,006 бора; и железо и случайные примеси. Сплав 718 доступен от Allvac division of Allegheny Technologies Incorporated, Pittsburgh, Pennsylvania под торговой маркой Allvac 718. Allvac 718 имеет следующий номинальный состав (в массовых процентах) при отливке ВДП-слитков больших диаметров: 54,0 никеля; 0,5 алюминия; 0,01 углерода; 5,0 ниобия; 18,0 хрома; 3,0 молибдена; 0,9 титана; и железо и случайные примеси.
Для расплавления и разливки сплава в литейную форму может быть использован любой подходящий метод. Подходящие методы включают в себя, например, ВИП, АКО и ВКО. Выбор метода плавления и литья часто диктуется оптимальной комбинацией расходов и технических результатов. Применение электродуговой печи и АКО-плавка содействуют использованию дешевых исходных материалов, но при этом имеется тенденция к снижению выхода по сравнению с ВИП-плавкой, в особенности, если используют сифонную разливку. Когда стоимость исходных материалов возрастает, повышенный выход в результате ВИП-плавки компенсирует повышенные затраты на исходные материалы. Для сплавов, содержащих повышенные уровни химически активных элементов, может стать необходимой ВИП-плавка, обеспечивающая адекватное извлечение. Необходимость низкого остаточного содержания газообразных веществ, в особенности азота, может также предписывать использование ВИП-плавки для достижения требуемых уровней содержания.
После разливки сплава его можно выдержать в литейной форме в течение определенного периода времени для обеспечения достаточного затвердевания с тем, чтобы его можно было затем безопасно извлечь из литейной формы. Специалисты в данной области могут легко определить время, достаточное для выдержки литого слитка в литейной форме. Время выдержки будет зависеть, например, от величины и размеров слитка, технологических параметров операции литья и от химического состава слитка.
После излечения литого слитка из литейной формы его помещают в нагревательную печь, отжигают и перестраривают нагревом при температуре печи, равной, по меньшей мере, 1200°F (649°С), в течение, по меньшей мере, 10 часов. Слиток предпочтительно нагревают при температуре печи, равной, по меньшей мере, 1200°F (649°С) в течение, по меньшей мере, 18 часов. Более предпочтительная температура нагрева составляет, по меньшей мере, 1550°F (843°C). Отжиг и термическая обработка для перестаривания предназначены для удаления остаточных напряжений в слитке, образовавшихся во время затвердевания. Когда диаметр слитка увеличивается, остаточные напряжения вызывают большее беспокойство вследствие повышенных термических градиентов в слитке, при этом повышается также степень микроликвации и макроликвации, что повышает чувствительность к образованию термических трещин. Когда остаточные напряжения становятся чрезмерными, могут инициироваться термические трещины. Некоторые термические трещины могут быть катастрофическими, что приводит к необходимости превращения продукта в лом. Растрескивание может быть также более неуловимым и привести к нарушениям при плавке и последующей неприемлемой ликвации. Один тип нарушений при плавке, известный как нарушение «цикла скорости расплавления», вызывается термическими трещинами, введенными в ЭШП- и ВДП-электрод, которые нарушают теплопроводность вдоль электрода от конца, который плавится. При этом происходит концентрация тепла под трещиной, что вызывает повышение скорости расплавления, когда поверхность раздела при расплавлении приближается к трещине. При достижении трещины конец электрода является относительно холодным, что внезапно замедляет процесс плавки. Когда область трещины расплавляется, скорость расплавления постепенно возрастает до тех пор, пока в электроде опять установится устойчивый температурный градиент и будет достигнута номинальная скорость расплавления.
На последующей стадии слиток используют в качестве ЭШП-электрода для образования ЭШП-слитка. Изобретатели определили, что для обеспечения ЭШП-слитка, подходящего для дальнейшей обработки с получением ВДП-слитка большего диаметра, в ходе ЭШП следует использовать скорость расплавления, равную, по меньшей мере, около 8 фунтов/минуту (3,63 кг/минуту), а более предпочтительно, - по меньшей мере 10 фунтов/минуту (4,54 кг/минуту). Могут быть использованы любой подходящий флюс и любая скорость подачи флюса, и специалисты в данной области могут легко определить подходящие флюсы и скорости их подачи для данного процесса ЭШП. Подходящая скорость расплавления будет зависеть в некоторой степени от требуемого диаметра ЭШП-слитка и должна быть выбрана таким образом, чтобы обеспечить ЭШП-слиток монолитной конструкции (то есть по существу не имеющий пустот и трещин), имеющий приемлемо высокое качество поверхности и не имеющий чрезмерных остаточных напряжений для ингибирования образования термических трещин. Обычный режим работы оборудования для ЭШП и обычный способ осуществления операции переплава хорошо известны специалистам в данной области. Такие специалисты могут легко осуществить электрошлаковый переплав ЭШП-электрода из суперсплава на основе никеля, такого как сплав 718, со скоростью расплавления, указанной в настоящем способе, без дополнительной инструкции.
Сразу же после завершения операции электрошлакового переплава ЭШП-слитку можно дать возможность охлаждаться в тигле для более надежного обеспечения затвердевания всего расплавленного металла. Минимальное подходящее время охлаждения будет, главным образом, зависеть от диаметра слитка. После удаления из печи слиток переносят в нагревательную печь с тем, чтобы его можно было подвергнуть новой термической обработке в соответствии с настоящим изобретением, которую осуществляют после ЭШП, и описание которой следует далее.Изобретатели обнаружили, что при получении слитков большого диаметра из сплава 718 важно, чтобы ЭШП-слиток был перенесен в горячем виде в нагревательную печь и чтобы термическая обработка, следующая после ЭШП, была инициирована в течение 4 часов от времени полного затвердевания ЭШП-слитка. После перенесения ЭШП-слитка в нагревательную печь инициируют термическую обработку, следующую после ЭШП, выдержкой слитка при первой температуре печи в диапазоне от, по меньшей мере, 600°F (316°С) до 1800°F (982°С) в течение, по меньшей мере, 10 часов. Более предпочтительно диапазон температуры печи составляет от, по меньшей мере, 900°F (482°С) до 1800°F (982°С). Предпочтительно также, чтобы время нагрева при выбранной температуре печи было равно, по меньшей мере, 20 часам.
После стадии выдержки температуры печи в течение, по меньшей мере, 10 часов температуру нагревательной печи повышают от первой температуры печи до второй температуры печи, равной, по меньшей мере, 2125°F (1163°С), а предпочтительно равной, по меньшей мере, 2175°F (1191°С) таким методом, который ингибирует генерацию термических напряжений в ЭШП-слитке. Повышение температуры печи до второй температуры может быть осуществлено за одну стадию или в виде многостадийной операции, включающей в себя две или более стадий нагрева. Изобретатели определили, что особенно хорошая последовательность повышения температуры от первой до второй температуры печи представляет собой двухстадийную последовательность, включающую в себя: повышение температуры печи от первой температуры не более чем на 100°F/час (55,6°С/час), а предпочтительно примерно на 25°F/час (13,9°С/час) до промежуточной температуры; и затем дополнительное повышение температуры печи от промежуточной температуры до второй температуры печи не более чем на 200°F/час (111°С/час), а предпочтительно примерно на 50°F/час (27,8°С/час). Промежуточная температура предпочтительно равна, по меньшей мере, 1000°F (583°С), а более предпочтительно, по меньшей мере, 1400°F (760°С).
ЭШП-слиток выдерживают при второй температуре печи в течение, по меньшей мере, 10 часов. Изобретатели определили, что после выдержки при второй температуре печи слиток будет иметь гомогенную структуру и содержать только минимальное количество фазы Лавеса. Для надежного обеспечения достижения требуемой структуры и требуемой степени отжига ЭШП-слиток предпочтительно выдерживают при второй температуре печи в течение, по меньшей мере, 24-х часов, а более предпочтительно выдерживают при второй температуре печи в течение примерно 32 часов.
После выдержки ЭШП-слитка при второй температуре печи в течение указанного периода времени он может быть дополнительно обработан одним из нескольких путей. Если ЭШП-слиток не будет механически обработан, он может быть охлажден от второй температуры печи до комнатной температуры таким методом, который ингибирует образование термических трещин. Если ЭШП-слиток имеет диаметр больше требуемого диаметра ВДП-электрода, ЭШП-слиток может быть механически обработан, например, горячей ковкой. ЭШП-слиток может быть охлажден от второй температуры печи до подходящей температуры механической обработкой методом, выбранным для ингибирования образования термических трещин. Однако, если ЭШП-слиток охлажден до температуры ниже подходящей температуры механической обработки, он может быть повторно нагрет до температуры механической обработки таким методом, который ингибирует образование термических трещин, и может быть затем обработан до требуемых размеров.
Изобретатели определили, что охлаждение ЭШП-слитка от второй температуры печи желательно осуществлять контролируемым образом, уменьшая температуру печи от второй температуры печи при оставлении слитка в нагревательной печи. Предпочтительная последовательность охлаждения, которая, как было показано, предотвращает образование термических трещин, включает в себя: уменьшение температуры печи от второй температуры печи со скоростью не более 200°F/час (111°С/час), а предпочтительно со скоростью около 100°F/час (55,6°С/час), до первой промежуточной температуры, равной не более 1750°F (954°С), а предпочтительно не более 1600°F (871°С); выдержку при первой промежуточной температуре в течение, по меньшей мере, 10 часов, а предпочтительно, по меньшей мере, 18 часов; дополнительно уменьшение температуры печи от первой промежуточной температуры со скоростью не более 150°F/час (83,3°С/час), а предпочтительно около 75°F (41,7°С/час), до второй промежуточной температуры, равной не более 1400°F (760°С), а предпочтительно не более 1150°F (621°С); выдержку при второй промежуточной температуре в течение, по меньшей мере, 5 часов, а предпочтительно, по меньшей мере, 7 часов; и последующее охлаждение слитка на воздухе до комнатной температуры. После охлаждения до комнатной температуры слиток будет иметь перестаренную структуру с выделениями дельта-фазы.
Если ЭШП-слиток охлаждают от второй температуры печи до температуры, при которой проводят механическую обработку, тогда для достижения температуры механической обработки может быть использована релевантная часть вышеуказанной последовательности охлаждения. Так, например, если ЭШП-слиток нагревают в нагревательной печи при второй температуре печи 2175°F (1191°C) и подвергают горячей ковке при температуре ковки 2025°F (1107°С), то ЭШП-слиток может быть охлажден путем уменьшения температуры печи от второй температуры печи до температуры ковки со скоростью не более 200°F/час (111°С/час), а предпочтительно со скоростью около 100°F/час.
Изобретатели определили, что, если ЭШП-слиток охлаждают от второй температуры печи до комнатной температуры или до температуры, близкой к комнатной, тогда обратный нагрев слитка до подходящей температуры механической обработки можно осуществлять с использованием следующей последовательности для ингибирования образования термических трещин: загрузка слитка в нагревательную печь и нагрев слитка при температуре печи менее 1000°F (556°С) в течение, по меньшей мере, 2 часов; повышение температуры печи со скоростью менее 40°F/час (22, 2°С/час) до температуры менее 1500°F (816°С); дополнительное повышение температуры печи со скоростью менее 50°F/час (27,8°С/час) до подходящей температуры горячей обработки, равной менее 2100°F (1149°С); и выдержку слитка при температуре обработки в течение, по меньшей мере, 4-х часов. В альтернативной последовательности нагрева, разработанной изобретателями, ЭШП-слиток помещают в нагревательную печь и осуществляют следующую последовательность нагрева: слиток нагревают при температуре печи, равной, по меньшей мере, 500°F (260° С), а предпочтительно при 500-1000°F (277-556°С), в течение, по меньшей мере, 2-х часов; температуру печи повышают примерно на 20-40°F/час (11,1-22,2°С/час), по меньшей мере, до 800°F (427°С); затем температуру печи дополнительно повышают примерно на 30-50°F/час (16,7-27,8°С/час), по меньшей мере, до 1200°F (649°С); температуру печи дополнительно повышают примерно на 40-60°F/час (22,2-33,3°С/час) до температуры горячей обработки менее 2100°F (1149°С); и слиток выдерживают при температуре горячей обработки до достижения по существу однородной температуры во всем слитке.
Если ЭШП-слиток охлаждают или нагревают до требуемой температуры механической обработки, его затем обрабатывают подходящим методом, таким как ковка на прессе, для обеспечения ВДП-электрода, имеющего заданный диаметр. Уменьшение диаметра может стать необходимым, например, вследствие ограничений в отношении доступного оборудования. В качестве примера может быть необходимой механическая обработка ЭШП-слитка, имеющего диаметр от около 34 до около 40 дюймов (от около 864 до 1016 мм), до получения диаметра 34 дюйма (около 864 мм) или менее с тем, чтобы он мог быть подходящим образом использован в качестве ВДП-электрода в доступном оборудовании для ВДП.
К данному моменту ЭШП-слиток уже подвергнут термической обработке, следующей после ЭШП. Предполагается также, что либо в состоянии после отливки на оборудовании для ЭШП, либо после механической обработки может быть получен слиток подходящего диаметра, предназначенный для использования в качестве ВДП-электрода. ЭШП-слиток может быть затем кондиционирован и обрезан для придания ему формы, подходящей для использования в качестве ВДП-электрода и известной в данной области. Затем ВДП-электрод подвергают вакуумно-дуговому переплаву со скоростью от 8 до 11 фунтов/минуту (от 3,63 до 5 кг/минуту) методом, известным специалистам в данной области, с получением ВДП-слитка требуемого диаметра. Скорость расплавления слитка при ВДП предпочтительно составляет от 9 до 10,25 фунтов/минуту (от 4,09 до 4,66 кг/минуту), а еще более предпочтительно от 9,25 до 10,2 фунтов/минуту (от 4,20 до 4,63 кг/минуту). Изобретатели определили, что скорость плавления при ВДП является критической для достижения высококачественных ВДП-слитков из материала сплава 718.
В случае необходимости литой ВДП-слиток может быть обработан дополнительно. Так, например, ВДП-слиток может быть гомогенизирован и перестарен с использованием методов, общепризнанных в производстве коммерчески доступных ВДП-слитков большого диаметра из суперсплавов на основе никеля. Из слитков суперсплавов на основе никеля, полученных способом настоящего изобретения, могут быть изготовлены производственные изделия с использованием известных способов производства. Такие изделия будут, естественно, включать в себя определенные вращающиеся детали, приспособленные к применению в авиационных и наземных турбинах, вырабатывающих энергию.
Далее следуют примеры способа настоящего изобретения.
Пример 1
Фигура 1 представляет собой диаграмму, изображающую в общем виде вариант осуществления способа настоящего изобретения, приспособленный для получения высококачественных слитков из сплава 718 с диаметрами более 30 дюймов. Очевидно, что вариант осуществления настоящего способа, показанный на фиг.1, в целом представляет собой способ тройного переплава, включающий стадии ВИП, ЭШП и ВДП. Как показано на фигуре 1, плавку сплава 718 готовили с помощью ВИП и отливали в ВИП-электрод диаметром 36 дюймов, подходящий для использования в качестве ЭШП-электрода на последующей стадии. ВИП-слитку давали возможность оставаться после литья в литейной форме в течение времени от 6 до 8 часов. Затем слиток извлекали из литейной формы и переносили в горячем виде в печь, где его отжигали и перестаривали при 1550°F (843°С) в течение, как минимум, 18 часов.
После стадии отжига/перестаривания поверхность слитка зачищали для удаления окалины. Затем слиток переносили в горячем виде в устройство для ЭШП, где его использовали в качестве расходуемого ЭШП-электрода и подвергали электрошлаковому переплаву с образованием ЭШП-слитка диаметром 40 дюймов. Хорошо известно, что устройство для ЭШП включает в себя электропитание, которое находится в электрическом контакте с расходуемым электродом. Электрод находится в контакте со шлаком, размещенным в охлаждаемом водой сосуде, обычно изготовленном из меди. Электропитание, которое обычно является питанием переменного тока, обеспечивает высокоамперный ток низкого напряжения в электрической цепи, которая включает в себя электрод, шлак и сосуд. Когда ток протекает через электрическую цепь, омический нагрев шлака (т.е. нагрев за счет его электрического сопротивления) повышает его температуру до уровня, достаточного для расплавления конца электрода, находящегося в контакте со шлаком. Когда электрод начинает расплавляться, образуются капельки расплавленного материала, и механизм подачи электрода продвигает электрод в шлак с обеспечением требуемой скорости расплавления. Капельки расплавленного материала поступают в нагретый шлак, что приводит к удалению оксидных включений и других примесей. Определение надлежащей скорости расплавления является решающим для обеспечения слитка, который по существу является гомогенным и не имеет пустот и который имеет довольно высокое качество поверхности. Изобретатели определили практически, что скорость расплавления, равная 14 фунтов/мин, обеспечивала в достаточной мере гомогенный, не содержащий дефектов ЭШП-слиток.
После отливки ЭШП-слитка диаметром 40 дюймов ему давали возможность охлаждаться в литейной форме в течение 2-х часов, а затем подвергали следующей после ЭШП термической обработке. Термическая обработка предотвращала образование в слитке термических трещин во время последующей обработки. ЭШП-слиток извлекали из литейной формы и переносили в горячем виде в нагревательную печь, где его выдерживали при температуре примерно 900°F (482°С) в течение 20 часов. Затем температуру печи повышали примерно на 25°F/час (13,9°С/час) до около 1400°F (760°С). После этого температуру печи повышали со скоростью около 50°F/час (27,8°С/час) до около 2175°F (1191°С) и слиток выдерживали при 2175°F (1191°С) в течение, по меньшей мере, 32 часов. Затем слиток охлаждали путем уменьшения температуры печи со скоростью около 100°F/час (55,6°С/час) до около 1600°F (871°С). Указанную температуру поддерживали в течение, по меньшей мере, 18 часов. После этого слиток охлаждали далее путем уменьшения температуры печи со скоростью около 75°F/час (41,7°С/час) до около 1150°F, и эту температуру поддерживали в течение примерно 7 часов. Слиток извлекали из печи и давали возможность охлаждаться на воздухе.
Диаметр ЭШП-слитка, равный 40 дюймам, был слишком большим, чтобы его можно было подвергнуть вакуумно-дуговому переплаву с использованием доступного устройства для ВДП. Поэтому слиток подвергали ковке на прессе до получения диаметра 32 дюйма, подходящего для использования в устройстве для ВДП. Перед ковкой слиток нагревали в печи до подходящей температуры ковки на прессе с использованием последовательности нагрева, разработанной изобретателями для предотвращения образования термических трещин. Сначала слиток нагревали при 500°F (260°С) в течение 2-х часов. Затем температуру печи повышали со скоростью 20°F/час (11,1° С/час) до 800°F (427°С), после этого ее повышали на 30°F/час (16,7°С/час) до 1200°F (649°С) и затем дополнительно повышали на 40°F/час (22,2° С/час) до 2025°F (1107°С) и поддерживали в течение примерно 8 часов. Затем слиток обрабатывали ковкой на прессе до получения диаметра 32 дюйма, в случае необходимости повторно нагревая до температуры ковки. ВДП-электрод диаметром 32 дюйма поддерживали при температуре около 1600°F (871°С) в течение, как минимум, 20 часов и затем кондиционировали и обрезали ленточной пилой для выравнивания его концов.
Изобретатели обнаружили, что только узкий и конкретный температурный интервал скорости расплавления в методе ВДП будет давать ВДП-слиток, по существу не имеющий ликвации, и что для избежания макроликвации особенно решающим является контроль ВДП во время начала процесса. ВДП-электрод диаметром 32 дюйма подвергали вакуумно-дуговому переплаву до получения ВДП-слитка диаметром 36 дюймов со скоростью расплавления около 9,75 фунтов/мин, которую следовало контролировать в узких пределах. Затем ВДП-слиток гомогенизировали с использованием цикла гомогенизирующего нагрева в стандартной печи и после этого перестаривали при 1600°F (871°С) в течение, как минимум, 20 часов.
Масса ВДП-слитка диаметром 36 дюймов была значительно больше массы коммерчески доступных слитков из сплава 718 диаметром 28 дюймов и массой 21500 фунтов (9772 кг). Продукт (изделие), полученный из слитка диаметром 36 дюймов, подвергали ультразвуковой проверке (контролю) и исследовали макрослой, при этом было обнаружено, что он не имел черных точек и по существу не содержал трещин, пустот, а также проявлений отрицательной ликвации и других типов положительной ликвации. Установили, что ЭШП-слиток имел высокое качество и являлся подходящим для изготовления из него деталей, используемых в критических применениях, таких как вращающиеся детали для наземных турбин и авиационных турбин, вырабатывающих энергию.
Пример 2
В вышепредставленном примере ЭШП-слиток имел диаметр выше диаметра, который может быть использован в доступном устройстве для ВДП, которое приспособлено к ВДП-электроду диаметром примерно до 34 дюймов (863 мм). Данное обстоятельство вызывало необходимость корректирования диаметра ЭШП-слитка механической обработкой. Указанная необходимость, в свою очередь, требовала, чтобы изобретатели разработали подходящую последовательность нагрева ЭШП-слитка, предназначенную для нагрева ЭШП-слитка до температуры ковки с одновременным предотвращением появления термических (горячих) трещин во время ковки. Если бы диаметр ЭШП-слитка был более близок к максимальному диаметру, пригодному в доступном устройстве для ВДП, тогда ЭШП-слиток был бы менее склонен к образованию термических трещин. Ковка на прессе или другая механическая обработка ЭШП-слитка могла бы быть совершенно излишней, если бы размер ЭШП-слитка был подходящим для непосредственного использования в доступном устройстве для ВДП. В таком случае ЭШП-слиток мог бы быть доставлен в устройство для ВДП сразу же после стадий термической обработки, следующих после ЭШП.
Фигура 2 представляет собой диаграмму, изображающую в общем виде предсказанный вариант осуществления способа тройного переплава в соответствии с настоящим изобретением, в котором для отливки ЭШП-слитка диаметром 36 дюймов может быть использовано устройство для ЭШП. Поскольку ЭШП-слиток имеет диаметр, который меньше равного 40-дюймового ЭШП-слитка, отлитого в примере 1, риск образования трещин в слитке или других дефектов, вызванных обработкой, будет меньше. Кроме того, уменьшенный диаметр и большая длина ЭШП-слитка будут снижать вероятность того, что ЭШП-слиток будет трескаться или страдать от значительной ликвации при литье.
Как показано на фиг.2, ВИП-электрод отливали с получением слитка диаметром 33 дюйма. Затем ВИП-слиток переносят в горячем виде, и он может быть отожжен и перестарен, как указано в примере 1. В частности, ВИП-слитку дают возможность оставаться в литейной форме в течение времени от 6 до 8 часов, затем его извлекают и загружают в печь для термической обработки. Считается, что для ВИП-слитков меньшего диаметра время выдержки в литейной форме может быть уменьшено. Затем ВИП-слиток диаметром 33 дюйма подвергают электрошлаковому переплаву способом, описанным в примере 1. После этого слиток переносят в горячем виде и подвергают следующей после ЭШП термической обработке, как указано выше в примере 1. После указанной термической обработки температуру ЭШП-слитка поднимают до температуры ковки и слиток подвергают ковке на прессе, как указано в примере 1, до получения диаметра 32 дюйма. Полученный ковкой 32-дюймовый слиток перестаривают и затем подвергают вакуумно-дуговому переплаву, как указано в примере 1, с получением ВДП-слитка диаметром 36 дюймов. Затем ВДП-слиток может быть гомогенизирован стандартными методами гомогенизации, или он может быть обработан другими методами. Предполагается, что в результате будет образован высококачественный ВДП-слиток из сплава 718, сравнимый со слитком, полученным способом примера 1.
Пример 3
Фигура 3 представляет собой диаграмму альтернативного предсказанному варианта осуществления способа тройного переплава в соответствии с данным изобретением, в котором ЭШП-слиток диаметром 30 дюймов в том виде, как он отлит, является непосредственно подходящим для использования в устройстве для ЭШП. ВИП-электрод диаметром 30 дюймов подвергают электрошлаковому переплаву до получения ЭШП-слитка диаметром 33 дюйма. ЭШП-слиток переносят в горячем виде, подвергают термической обработке, как указано в примере 1, и затем осуществляют вакуумно-дуговой переплав без уменьшения диаметра с получением ВДП-слитка диаметром 36 дюймов. Затем ВДП-слиток может быть гомогенизирован и дополнительно обработан, как указано в примере 1. Способ, изображенный на фигуре 3, отличается от способа, изображенного на фиг.1, только тем, что диаметры ВИП-электрода и ЭШП-слитка отличаются от таковых примера 1, и операция ковки на прессе или повышение температуры до температуры ковки не являются необходимыми. В результате получают высококачественный слиток из сплава 718 диаметром 36 дюймов.
Пример 4
Несколько ВДП-слитков из материала сплава Allvac 718, имеющих диаметры более 30 дюймов, получали способом настоящего изобретения и исследовали. Технологические параметры нескольких опытов изложены в следующей таблице. В нескольких опытах устанавливали различные скорости плавления при ВДП с целью определения их влияния на качество полученного ВДП-слитка.
Оценку ВДП-слитков осуществляли на заготовке диаметром 10 дюймов, полученной ковкой волочением ВДП-слитков с последующей GFM-ковкой до конечного диаметра. Кованные заготовки зачищали и полировали для удаления поверхностных дефектов, после чего их обследовали ультразвуковой дефектоскопией на наличие внутренних трещин и пустот, которые обычно связаны с областями отрицательной ликвации. Поперечные слои, вырезанные в нескольких местоположениях вдоль длины заготовок, представляющих все скорости расплавления, затем подвергали химическому травлению для обнаружения участков отрицательной и положительной ликвации. Отсутствие ультразвуковых показаний и ликвационных дефектов было достаточным для того, чтобы характеризовать материал как имеющий высокое качество.
Следует понимать, что настоящее описание иллюстрирует такие аспекты изобретения, которые являются необходимыми для ясного понимания изобретения. Определенные аспекты изобретения, которые являются очевидными для специалистов данной области и которые, следовательно, не способствуют лучшему пониманию изобретения, для упрощения настоящего описания не представлены. Хотя настоящее изобретение описано определенными вариантами осуществления, специалисты в данной области при рассмотрении вышепредставленного описания признают, что могут быть использованы многие модификации и варианты изобретения. Все такие варианты и модификации охватываются вышеприведенным описанием и следующей далее формулой изобретения.
Реферат
Изобретение относится к металлургии, в частности к способам производства слитков большого диаметра из суперсплавов на основе никеля, которые по существу не имеют положительной и отрицательной ликвации. Способ включает разливку сплава в литейную форму и последующий отжиг и перестаривание слитка при температуре, равной, по меньшей мере, 649°C в течение, по меньшей мере, 10 часов. Слиток подвергают электрошлаковому переплаву со скоростью расплавления, по меньшей мере, 3,63 кг/мин, а затем ЭШП-слиток переносят в нагревательную печь в течение 4-х часов от времени полного затвердевания и подвергают термообработке, следующей после ЭШП. ЭШП-слитку придают подходящую для ВДП-электрода форму, и электрод подвергают вакуумно-дуговому переплаву со скоростью расплавления от 3,63 до 5,00 кг/мин с получением ВДП-слитка. Способ дает возможность получить высококачественные ВДП-слитки, имеющие диаметры более 762 мм, изготовленные из сплава 718 и других суперсплавов на основе никеля, подверженных значительной ликвации при литье. Изобретение также охватывает производственные изделия, полученные изготовлением изделий из слитков настоящего изобретения, например, колеса и промежуточные кольца, предназначенные для использования в наземных турбинах, и вращающиеся детали, предназначенные для использования в авиационных турбинах. 9 н. и 42 з.п. ф-лы, 1 табл., 3 ил.

Комментарии