Способ извлечения никеля и/или кобальта из руды или концентрата - RU2178007C2
Код документа: RU2178007C2
Чертежи







Описание
Область
техники, к которой относится изобретение
Данное изобретение относится к гидрометаллургической обработке руд или концентратов металлов. В частности, объектом изобретения является способ
извлечения никеля и/или кобальта из руд в присутствии ионов галогена, например, хлорида. Изобретение касается также извлечения никеля и кобальта из латеритовых руд.
Уровень техники
Гидрометаллургическая обработка медных сульфидных руд, например, халькопирита (CuFeS2), осложнена тем, что для эффективного выщелачивания меди из этих руд окисление под давлением
необходимо проводить в неблагоприятных условиях, в результате чего образуется значительное количество кислоты, требующее дорогостоящей нейтрализации. Ранее делались попытки обеспечить выщелачиваемость
сульфидных концентратов в относительно более мягких условиях, в которых сульфиды окислялись бы только до элементарной серы, не преобразуясь далее в сульфаты. Эти попытки включали в себя
предварительную обработку концентрата перед стадией окисления под давлением, с целью облегчения последующего выщелачивания сульфидных концентратов, а также выщелачивание концентрата в присутствии
ионов хлорида, как, например, описано в патенте США 4,039,406. В соответствии с этим способом медь, содержащуюся в концентрате, преобразуют в твердую основную сернокислую медь, медный компонент
которой впоследствии извлекают способом, описанным в патенте США 4,338,168. Недостатком способа, описанного в патенте США 4,039,406, является то, что значительная часть (20-30%) содержащегося в руде
или концентрате сульфида все же окисляется до сульфата, что обусловливает более высокую потребность в кислороде при выщелачивании под давлением и образование серной кислоты. Особенно неблагоприятно
этот недостаток сказывается на эффективности обработки бедных концентратов, отличающихся высоким отношением содержания серы к содержанию меди (S/Cu).
Патент США 4,971,662 раскрывает способ гидрометаллургического извлечения меди и цинка из медных сульфидных руд. Этот способ предусматривает выщелачивание руды кислым раствором, содержащим ионы хлористой и сернокислой меди, с вдуванием кислорода. Выщелачивание проводят при умеренных температуре (85-106oС) и давлении (от атмосферного до 173 кПа (25 фунт на кв. дюйм).
В патенте США 3,761,566 описан способ извлечения никеля из окисленных (латеритовых) никелевых руд. Этот способ предусматривает окислительное выщелачивание руды при избыточном давлении (2,8-14,4 МПа) и температуре 230-270o С в присутствии кислорода с помощью кислого раствора, содержащего сернокислое железо (II) или серную кислоту, причем сульфат железа (II) окисляется до сульфата железа (III) и гидролизуется в кислом растворе с образованием кислоты, предназначенной для выщелачивания руды, а раствор извлекаемого металла образуется в результате окисления под давлением руды.
В настоящем изобретении предложен способ гидрометаллургического извлечения никеля и/или кобальта как отдельно от других металлов, так и в сочетании с медью.
Сущность изобретения
Объектом изобретения
является способ извлечения никеля и/или кобальта из руды или концентрата, согласно которому руду или концентрат подвергают окислению под давлением при температуре от 130 до 250oС в
присутствии кислорода и кислого раствора, содержащего ионы галогена и источник ионов бисульфата или сульфата, с получением раствора извлекаемого металла. Источник ионов бисульфата или сульфата
выбирают из группы, содержащей серную кислоту и сульфат металла, гидролизуемый в кислом растворе. В том случае, когда исходным сырьем является нелатеритовая руда, окисление под давлением осуществляют
при температуре от 130 до 150oС.
Концентрация ионов галогена в фильтрате окисления под давлением, который рециркулируют на стадию окисления под давлением, предпочтительно поддерживают в интервале приблизительно от 8 г/л до 20 г/л, предпочтительно от приблизительно 11 г/л до 14 г/л и наиболее предпочтительно около 12 г/л.
В описании указано на использование хлорида. Однако следует понимать, что при необходимости хлорид может быть заменен бромидом.
Другие задачи и преимущества изобретения станут очевидными из приведенного ниже описания предпочтительных вариантов его осуществления.
Перечень чертежей
Фиг. 1 - технологическая схема способа гидрометаллургического извлечения меди, подходящего для
обработки богатых медных руд или концентратов.
Фиг. 2 - технологическая схема способа гидрометаллургического извлечения меди, подходящего для обработки медных руд или концентратов среднего или низкого качества.
Фиг. 3 - технологическая схема способа гидрометаллургического извлечения меди, позволяющего, наряду с медью, попутно извлекать цинк.
Фиг. 4 - технологическая схема способа гидрометаллургического извлечения меди, позволяющего, наряду с медью, попутно извлекать никель.
Фиг. 5 - технологическая схема одного варианта способа согласно изобретению, используемого для гидрометаллургического извлечения металлов из медно-никелевого сульфидного концентрата.
Фиг. 6 - технологическая схема другого варианта предложенного в изобретении способа, используемого для гидрометаллургического извлечения металлов из никель-медного сульфидного концентрата.
Фиг. 7 - технологическая схема еще одного варианта предложенного в изобретении способа, используемого для гидрометаллургического извлечения металлов из никелевой латеритовой руды.
Сведения, подтверждающие возможность
осуществления изобретения
В описании, со ссылками на фиг. 1-4, описываются основные способы извлечения меди и цинка, раскрытые в находящейся на рассмотрении заявке РСТ/СА 94/00696, поданной
заявителем настоящей патентной заявки, которая опубликована после даты приоритета настоящего изобретения (WO-A-96/19593), и в патенте РФ 2137856. Настоящее изобретение относится к способам извлечения
никеля и кобальта, основанных на этих способах.
Способы, описываемые со ссылками на фиг. 1-4, достаточно универсальны, чтобы быть применимыми при обработке ряда медных концентратов, в которых содержание меди колеблется от низкого, т. е. около 15% или менее, до высокого, т. е. около 35% или более.
В общих чертах, способ включает в себя стадию окисления под давлением, стадию атмосферного выщелачивания, одну или несколько стадий экстракции растворителем и стадию электрохимического извлечения. Для обработки концентратов различного качества стадию окисления под давлением необходимо проводить в различных технологических режимах, а именно: режиме А и режиме В. В режиме А, который является эффективным при выщелачивании богатых медных руд, медь на стадии окисления под давлением не выщелачивается. В режиме В, который эффективен при выщелачивании медных руд среднего и низкого качества, медь на стадии окисления под давлением выщелачивается.
Ниже приведено описание каждого из двух режимов.
Режим А
Технологическая схема режима А представлена на фиг. 1. Способ включает в себя стадию окисления 12 под
давлением, проводимую в автоклаве, стадию атмосферного выщелачивания 14, стадии первичной и вторичной экстракции растворителем 16 и 18, соответственно, и стадию электрохимического извлечения 20.
На стадии окисления 12 под давлением все медные минералы преобразуются в основную сернокислую медь CuSO4•2Cu(OH)2. Эту обработку проводят с использованием кислорода в присутствии кислого хлоридного раствора. С этой целью в автоклав вводят кислород, а также соляную и серную кислоту. Температура процесса в автоклаве составляет около 130-150oС, а давление - примерно 690-1380 кПа (100-200 фунт на кв. дюйм). Это давление является полным и представляет собой сумму давления кислорода и давления пара. Время выдерживания в автоклаве составляет примерно 0,5-2,5 часа, процесс обычно проводят в непрерывном режиме. Однако при необходимости процесс можно проводить в периодическом режиме.
Исходя из теплового равновесия и ограничений по вязкости, содержание твердой фазы в автоклаве поддерживают на уровне 12-25%, или 150-300 г/л.
Полученную в автоклаве суспензию выпускают через один или несколько последовательно расположенных сливных баков 22, где давление падает до атмосферного, а температура понижается до 90-100oС. Жидкая часть суспензии именуется в описании раствором продукта стадии окисления 12 под давлением и обозначена номером 21.
Суспензию из сливного бака 22 (сливных баков) фильтруют, как показано номером 24, а полученный в результате фильтрации твердый остаток тщательно промывают с целью как можно более полного удаления захваченного раствора.
Фильтрат продукта окисления под давлением после фильтрации 24 рециркулируют на стадию окисления 12 под давлением, отбирая при этом около 5% рециркулируемого фильтрата, как показано номером 26. Количество отбираемого на стадии 26 фильтрата определяют, исходя из содержания в руде или концентрате растворимых металлов, которые могут раствориться на стадии окисления 12 под давлением. Отобранный фильтрат 26 на стадии 28 обрабатывают известью с целью удаления содержащихся в медном концентрате металлов, например, цинка и магния, в виде твердых остатков, тем самым препятствуя накоплению этих металлов в цикле окисления под давлением. Цикл окисления под давлением начинается со стадии 12 окисления под давлением, далее идут стадии выпуска суспензии в сливной бак 22 (баки), фильтрации 24, отбора 26 фильтрата, и замыкается цикл стадией 12 окисления под давлением. Весь цикл обозначен номером 23.
Перед проведением стадии 28 обработки отобранного фильтрата 26 его подвергают экстракции 27 растворителем. Используя подходящий экстрагент, из отобранного фильтрата 26 экстрагируют растворителем медь. Эта стадия 27 экстракции растворителем технологически связана со стадиями 16 и 18 экстракции растворителем и ниже будет описана вместе с ними.
Перед введением на стадию 12 окисления под давлением медный концентрат сначала подвергают доизмельчению 30, измельчая частицы примерно на 97% до размеров, приблизительно соответствующих 325 меш, что, в свою очередь, соответствует величине Р80 (прохождению 80% частиц через сито с отверстием 15 мкм). Доизмельчение 30 проводят в растворе, возвращенном в цикл окисления под давлением после стадии 28 обработки отобранного фильтрата. При этом суспензию, полученную на стадии 28 обработки отобранного фильтрата, разделяют на жидкую и твердую фазы (стадия 32), выделенный при этом раствор направляют на стадию 30 доизмельчения, а твердый остаток, осажденный из отобранного фильтрата и содержащий цинк и магний, направляют в отходы, как показано стрелкой 17.
Раствор, возвращенный на стадию 30 доизмельчения, является щелочной хлоридной жидкостью, имеющей рН, примерно равный 10. Использование этой жидкости позволяет снизить введение воды в цикл 23 окисления под давлением, что является важным фактором поддержания теплового равновесия и сохранения ионов хлорида в растворе, используемом в цикле 23.
Выше было отмечено, что медь на стадии 12 окисления под давлением не выщелачивается, а превращается в нерастворимую основную медную соль. Раствор, вводимый в автоклав на стадии 12 окисления под давлением и являющийся раствором, рециркулируемым со стадии 24 фильтрации 24, обозначен на схеме номером 25. Несмотря на то, что в этом растворе 25 присутствует медь, выщелачивания дополнительного количества меди не происходит, то есть процесс протекает так, чтобы содержание меди во вводимом на стадию 12 окисления под давлением растворе 25 было равно содержанию меди в растворе 21 продукта окисления 12 под давлением. Это условие выражено равенством Δ[Сu2+] = 0.
Раствор 25, вводимый на стадию 12 окисления под давлением, содержит около 15 г/л меди и 12 г/л хлора вместе с приблизительно 30-50 г/л серной кислоты. Кислота вводится в виде стандартной (93%-ной) серной кислоты. Раствор 21 продукта окисления 12 под давлением также содержит приблизительно 15 г/л меди и 11-12 г/л хлора, но при рН, примерно равном 3. В растворе 21 практически не остается кислоты, поскольку она на стадии 12 окисления под давлением полностью расходуется на образование основной медной соли.
Как отмечено выше, раствор 25, вводимый на стадию 12 окисления под давлением, состоит из рециркулированного фильтрата и добавленной к нему серной кислоты. Непосредственным результатом добавления кислоты к фильтрату является увеличение кислотности фильтрата, вводимого в автоклав для проведения стадии 12 окисления под давлением. Однако наиболее важным последствием добавления кислоты или ионов сульфата неожиданно оказалось удерживание содержащейся в концентрате серы от окисления на стадии 12 окисления под давлением.
Обычно, если не добавлять кислоту, окисляется примерно 25-30% серы, содержащейся в концентрате. Этот случай относится к способу, описанному в патенте США 4,039,406. Однако при добавлении кислоты окисление серы до сульфата уменьшается примерно до 5-10%. Это улучшение оказывает существенное положительное влияние на эффективность гидрометаллургического извлечения. Окисление серы до сульфата вызывает дополнительное увеличение затрат по нескольким причинам, например, из-за дополнительной потребности в кислороде как окислителе, необходимости введения дополнительного реагента, нейтрализующего кислоту, образующуюся в результате такого окисления серы, а также необходимости отвода тепла, выделяющегося при окислении серы до сульфата, которое имеет ярко выраженный экзотермический характер. Это фактически ограничивает производительность автоклава, в котором проводят окисление 12 под давлением.
Считается, что добавление кислоты изменяет характер химического преобразования на стадии 12 окисления под давлением следующим образом:
без
добавления кислоты:
3CuFeS2+21/4O2+2H2O-[CuSO4•2Cu(OH)2] +3/2Fe2O3+5So - (1)
с
добавлением кислоты:
3CuFeS2+15/4O2+H2O+H2SO4-СuSО4•2Cu(OH)2+3/2Fe2O3+6So
- (2)
В обеих реакциях медь выпадает в осадок в виде основной медной соли, которая, как установлено, содержит, главным образом, основную сернокислую медь.
По всей видимости, в первой реакции сульфат основной сернокислой меди образуется в результате окисления серы, содержащейся в сырьевом концентрате, тогда как во второй реакции он образуется ионами сульфата, содержащимися в кислоте, которую вводят в автоклав, что препятствует окислению серы до сульфата. Таким образом, во второй реакции ионы сульфата полностью переходят в основную медную соль. Количество серной кислоты, необходимое для предотвращения окисления серы, установлено экспериментально и составляет приблизительно 25-75 г/л в зависимости от типа концентрата и процентного содержания твердой фазы в концентрате.
При проведении натурного эксперимента реальное окисление серы оказалось более высоким, чем рассчитанное теоретически по уравнениям обеих реакций. Согласно уравнению первой реакции окисления окисляется одна шестая часть или 16,7% серы, в то время как по результатам эксперимента окисление серы составляет 25-30%. В случае добавления кислоты, как показали эксперименты, до сульфата окисляется не 0% серы, что теоретически было бы верным, если бы вторая реакция в том виде, как она выражена уравнением, была бы единственной протекающей реакцией, а примерно 2-16% серы. Таким образом, приведенные выше уравнения не отражают в точности процессы, происходящие в действительности на стадии 12 окисления под давлением, а дают только приблизительную картину.
В цикле 23 окисления под давлением сохраняется максимально возможное количество хлорида, однако обычно примерно 3-10% хлорида переходит в твердую фазу и теряется на стадии 24 фильтрации. Таким образом, потеря хлорида должна быть восполнена введением соляной кислоты или какого-либо другого источника ионов хлорида для поддержания во вводимом растворе 25 содержания хлорида на уровне 12 г/л. Потери хлорида уменьшают тщательной промывкой твердого продукта стадии 12 окисления под давлением на стадии 24 фильтрации. Количество промывочной воды ограничено необходимостью поддержания водного баланса в цикле 23 окисления под давлением. В цикле 23 потеря воды происходит только в виде пара 9 на стадии слива 22 и в твердом остатке, выделяемом на стадии 24 фильтрации. Отсюда следует необходимость использования для разжижения концентрата на стадии 30 доизмельчения раствора, рециркулируемого со стадии 28 обработки отобранного фильтрата, что сводит к минимуму перенос концентратом воды на стадию 12 окисления под давлением.
Для противодействия потере хлорида в составе твердой основной хлористой меди СuСl2•3Сu(ОH)2 было найдено целесообразным
поддерживать содержание меди в растворе 21 продукта окисления 12 под давлением, по меньшей мере, на уровне 15 г/л. Потеря хлорида возможна, когда содержащейся в растворе меди недостаточно для
образования основной сернокислой меди, при этом протекает следующая реакция:
4CuCl2+6Н2О-CuCl2•3Cu(OH)2+6HCl - (3)
Этой реакции
можно противодействовать введением в автоклав во время окисления 12 под давлением количества кислоты в количестве, достаточном для поддержания, по меньшей мере, минимально достаточного количества меди
в растворе, обеспечивающего стехиометрическое соотношение ионов меди и хлорида, как компонентов хлористой меди. Когда содержание хлорида в растворе равно 12 г/л, стехиометрическое содержание меди
определяется из соотношения
63,5/71•12-10,7 г/л Сu
Таким образом, содержание меди в растворе, составляющее 15 г/л, является минимально допустимым для предотвращения
значительной потери хлорида в составе основной медной соли соляной кислоты.
С другой стороны, для противодействия образованию сернистой меди CuS в результате реакции элементарной серы
с водным раствором сернокислой меди содержание меди в растворе 21 продукта окисления 12 под давлением нужно поддерживать как можно меньшим. Сернистая медь может образовываться на стадии 12 окисления
под давлением или в суспензии после выгрузки из автоклава, но перед стадией 24 фильтрации:
3CuSO4(водн. )+4So+4Н2О= 3CuS(тв. )+4H2SO4
- (4)
Эта реакция является особенно нежелательной, поскольку сернистая медь нерастворима в слабокислой среде, характерной для стадии 14 атмосферного выщелачивания. В этом случае медь не
извлекается, уходит в конечный осадок и теряется.
Для противодействия образованию сернистой меди CuS необходимо сохранять содержание меди в растворе 21 продукта окисления под давлением на как можно более низком уровне, то есть ниже 30 г/л для некоторых концентратов. Склонность к образованию сернистой меди, очевидно, зависит от типа обрабатываемого концентрата, причем концентраты среднего - высокого качества более склонны к образованию сернистой меди. Таким образом, если для бедных концентратов высокое содержание меди в растворе 21 продукта окисления под давлением не является проблемой, то для более богатых концентратов высокое содержание меди в растворе 21 продукта окисления под давлением неприемлемо.
В настоящее время известно, что обработку богатых медных концентратов, т. е. содержащих более 35% меди, лучше всего проводить при как можно более низком (т. е. ниже 25 г/л) содержании меди в растворе 21 продукта окисления под давлением.
Если в качестве нижнего предела содержания меди в растворе, циркулирующем в цикле 23, задано значение 15 г/л, то оптимальный диапазон содержания меди в растворе для богатых концентратов имеет границы 15 и 25 г/л. Для концентратов среднего качества этот интервал может быть существенно расширен в сторону большей границы, а для бедной руды содержание меди в растворе не играет большой роли.
Содержание меди в фильтрате 29 продукта окисления под давлением можно регулировать, просто добавляя в требуемом количестве кислоту в раствор 25, вводимый на стадию 12 окисления.
С увеличением количества добавляемой кислоты растворение основной сернокислой меди приводит к увеличению содержания меди в растворе:
CuSO4•2Cu(OH)2(тв. )+2H2SO4-3CuSO4(водн. )+4Н2O (5)
Добавление в раствор кислоты в пропорции примерно 1 г/л приводит к увеличению содержания меди в растворе приблизительно на
1 г/л. Реально необходимую концентрацию добавляемой кислоты определяют эмпирически, исходя из условия Δ[Cu2+] = 0 и сравнивая результаты анализа содержания компонентов в растворе 25,
вводимом на стадию 12 окисления под давлением, и в растворе 21 продукта окисления 12 под давлением. При этом объем раствора, обеспечивающего цикл 23, определяется из условия поддержания теплового
равновесия.
Массовое содержание в суспензии медного концентрата твердой фазы, подаваемой на стадию 12 окисления под давлением, может быть изменено по желанию. Масса твердой фазы концентрата, подаваемого на стадию 12 окисления под давлением, определяют, исходя из планируемого объема извлечения меди. Масса раствора определяется главным образом тепловым равновесием процесса на стадии 12.
Желательная рабочая температура на стадии 12 окисления под давлением составляет 150oС, а нагрев должен обеспечиваться главным образом за счет теплоты реакции сульфидных минералов с кислородом в условиях высокого давления в автоклаве. Для богатых медных концентратов, которые должны обрабатываться в рассматриваемом режиме А способа, это означает относительно низкое отношение содержания серы к содержанию меди S/Cu и, следовательно, меньшую теплоотдачу реакции в расчете на тонну меди, обрабатываемой в автоклаве. Наибольшая часть теплоты реакции выделяется в результате окисления не меди, а двух других основных компонентов концентрата, а именно железа и серы. Если содержание меди в концентрате велико, то отношение S/Cu и Fe/Cu является низким, следовательно, теплоотдача реакции также уменьшается.
Поскольку основным средством регулирования теплообмена на стадии 12 окисления под давлением является вода, температуру в автоклаве повышают от начальной, равной 50-80oС и характерной для фильтрата 29 продукта окисления под давлением, рециркулируемого со стадии 24 фильтрации, до рабочей, регулируя количество подогреваемой воды. Охлаждение или подогрев суспензии внутри автоклава косвенными средствами, например, с посредством нагревающего или охлаждающего змеевиков, нецелесообразно из-за быстрого образования накипи на всех поверхностях, особенно в теплообменниках, что ведет к значительному ухудшению теплопередачи. Прямой подогрев или охлаждение впрыском пара или воды также непригоден с практической точки зрения из условия поддержания водного баланса цикла. Поэтому необходимо поддерживать тепловое равновесие путем приведения количества теплоты, выделяемого в процессе реакции, в соответствие с теплоемкостью вводимых на стадии 12 материалов, то есть рециркулируемого раствора 25 и суспензии концентрата. Основным регулируемым параметром в данном случае является расход подачи раствора 25. Это является одним из признаков, отличающих режим А от режима В. В описываемом ниже режиме В, где масштабы окисления серы более значительны, теплота в пересчете на тонну медного продукта выделяется в существенно большем количестве. Это позволяет вводить на стадию 12 окисления под давлением большее количество раствора 25.
Поскольку общая масса кислоты определяется из условия Δ[Cu2+] = 0, после определения объема раствора можно определить его кислотность. Как правило, для обработки богатого концентрата требуется кислота с концентрацией около 35-55 г/л.
Была установлена целесообразность введения в автоклав на стадии 12 окисления под давлением небольших количеств некоторых поверхностно-активных веществ, которые изменяют физические и химические свойства жидкой элементарной серы (So). Такие поверхностно-активные вещества, как сульфонат лигнина и квебрахо, добавляемые в небольших количествах, т. е. 1-3 г/л, во вводимый на стадию окисления под давлением раствор 25, могут уменьшить вязкость жидкой серы, а также изменить химические процессы в автоклаве.
Добавление поверхностно-активных веществ может уменьшить окисление серы. Этот эффект благоприятно влияет на эффективность процесса, хотя его природа не вполне объяснима. Возможно, это объясняется снижением вязкости, из-за чего жидкая сера и твердые частицы менее склонны задерживаться в автоклаве. Как следствие, уменьшается время пребывания этих материалов в автоклаве и, соответственно, склонность серы к окислению.
Также установлено, что при введении поверхностно-активных веществ медные минералы реагируют более полно, что, очевидно, объясняется снижением вязкости серы, из-за чего она не "смачивает" непрореагировавшие сульфидные минералы и, таким образом, позволяет желательной реакции пройти до конца.
Уравнение (5) описывает реакцию, на которой основано регулирование содержания меди в фильтрате 29
путем добавления серной кислоты в раствор 25, вводимый на стадию окисления под давлением. Общая реакция окисления, протекающая при окислении халькопиритовой руды под давлением с введением серной
кислоты, выражена приведенным выше уравнением (2)
При использовании в качестве источника ионов сульфата вместо серной кислоты сернокислой меди происходит подобная реакция:
3CuFeS2+15/4O2+3Н2О+3/2CuSO4-3/2CuSO4•2Cu(OH)2+3/2Fе2O3+6So (6)
Необходимо отметить, что в
реакции (6) требуется 3/2 моля сернокислой меди в качестве сульфата по сравнению с одним молем серной кислоты в реакции (2). Поэтому, если вместо серной кислоты в качестве источника ионов сульфата
предусмотрено использовать сернокислую медь, то ее молярное количество должно быть в полтора раза больше, чем в случае серной кислоты. Для учета этого автором изобретения была разработана концепция
эквивалента избытка сульфата, позволяющая рассчитать с учетом уравнения (6) количество кислоты, которое необходимо добавить в раствор 25, вводимый на стадию окисления под давлением, для достижения
необходимого содержания меди.
С учетом реакции (6) можно априори рассчитать количество кислоты, требуемое для сохранения постоянного содержания меди в фильтрате 29 продукта окисления под давлением. Ниже раскрывается полезный результат использования концепции эквивалента избытка сульфата.
Эквивалент избытка сульфата - это количество свободного сульфата во вводимом на стадию окисления под давлением растворе 25, свободного для образования основной сернокислой меди на стадии 12 окисления под давлением. Свободным является тот сульфат, который находится в избытке относительно определенного базового уровня сернокислой меди CuSO4 и хлористой меди CuCl2.
Базовый уровень CuSO4 и CuCl2 - это количество сульфата, достаточное для поддержания содержания хлорида 12 г/л в растворе в виде хлористой меди и, кроме того, поддержания содержания меди, примерно равного 4,3 г/л, в растворе в виде сернокислой меди. Концентрация хлористой меди CuCl2, соответствующая 12 г хлорида на 1 л раствора, составляет 134,5/71•12= 22,7 г/л, из которых 10,7 г/л приходится на медь. Таким образом, сложение этого числа с дополнительными 4,3 г/л дает значение 15 г/л суммарного содержания меди в общем растворе сернокислой и хлористой меди, характеризующее базовый уровень.
Тогда содержание свободного сульфата определяется, как общее содержание сульфата в виде сернокислой меди минус базовый уровень. Например, если фильтрат 29 продукта окисления под давлением содержит 28 г/л меди, то содержание свободного сульфата определяют как: 28-15= 13 г/л меди. Умножение этого числа на 98/63,5 дает 20 г/л (концентрация H2SO4) в качестве свободного сульфата из состава сернокислой меди.
Затем делением свободного сульфата сернокислой меди на 1,5 вычисляют эквивалент избытка сульфата.
Эквивалент избытка сульфата = { свободный
сульфат в виде сернокислой меди} /1,5
Таким образом, в данном примере при общем содержании меди 28 г/л или содержании свободного сульфата из состава сернокислой меди 20 г/л эквивалент избытка
сульфата из состава сернокислой меди равен 20/1,5= 13,3 г/л.
Итак, если эквивалент конечной свободной кислоты в растворе 25, вводимом на стадию окисления под давлением, составляет, к примеру, 52 г/л серной кислоты, то потребная концентрация кислоты определяется как 52-13,3= 38,7 г/л Н2SO4, где 13,3 г/л - эквивалент избытка сульфата. Полученное значение (38,7 г/л) - это количество кислоты, которое должно быть добавлено в раствор 25, вводимый на стадию окисления под давлением, для поддержания постоянного содержания меди в фильтрате 29 продукта окисления под давлением, т. е. базового уровня, равного 15 г/л.
При использовании в качестве источника ионов сульфата вместо серной кислоты сернокислого железа Fе2(SO4)3 и сернокислого цинка ZnSO4 можно привести другие реакции. В случае сернокислого цинка предполагается, что цинк гидролитически преобразуется в основной сернокислый цинк, ZnSO4•3Zn(OH)2, который является основной цинковой солью, по аналогии с основной сернокислой медью. Ниже эти реакции описаны уравнениями (7) и (8).
3CuFeS2+15/4O2+2Н2О+1/3Fe2(SO4)3 - CuSO4•2Cu(OH)2+11/6Fе2О3+6So (7)
3CuFeS2+15/4O2+13/3H2O+4/3ZnSO4 - CuSO4•Cu(OH)2+6So+Fe2O3 + 1/3{ ZnSO4•
3Zn(OH)2•4H2O} (8)
Твердый продукт окисления 12 под давлением после фильтрации 24 подвергают атмосферному выщелачиванию 14 при рН, равном около 1,5-2,0. Для
выщелачивания 14 используют кислый рафинат от первой стадии 16 экстракции растворителем, растворяющий основную сернокислую медь. Выщелачивание 14 проводят при температуре приблизительно 40o
С в течение примерно 15-60 минут. Содержание твердой фазы составляет приблизительно 5-15% или 50-170 г/л, хотя процесс можно проводить при значениях, выходящих за границы этого диапазона.
Во время атмосферного выщелачивания 14 основные медные соли растворяются почти полностью, при этом из имевшегося в концентрате железа в раствор переходит его очень небольшое количество.
Как правило, раствор 33 от выщелачивания, выделенный на стадии 34 разделения жидкой и твердой фаз, содержит приблизительно 10-20 г/л меди, что зависит от процентного содержания твердой фазы, поступающей на стадию 14 атмосферного выщелачивания, 0,1-1,0 г/л железа и приблизительно 0,1-1,0 г/л хлорида. Большая часть этого железа и хлорида переходит в раствор из рафината 37, а не из твердого продукта окисления под давлением, то есть происходит циркуляция железа и хлорида по замкнутому циклу. Как правило, за один оборот в этом цикле растворяется приблизительно 0,1-0,2 г/л железа и хлорида.
Установлено, что извлечение меди из сырьевого концентрата, поступающего на стадию 12 окисления под давлением, составляет приблизительно 95-98%. Установлено также, что переход железа в раствор составляет приблизительно менее 1%.
Суспензию 31, получаемую на стадии атмосферного выщелачивания 14, трудно, если не невозможно, отфильтровать, но она хорошо отстаивается. Ввиду необходимости очень тщательного промывания прошедшей через выщелачивание твердой фазы суспензию 31 нагнетают в цикл промывки противоточной декантацией, обозначенный для упрощения на фиг. 1 как стадия разделения 34 твердой и жидкой фаз. В цикле противоточной декантации 34 твердую фазу пропускают через ряд сгустителей с промывочной водой, движущейся в противоположном направлении. Таким образом, твердая фаза промывается, а захваченный ею раствор удаляется. Для того чтобы понизить содержание захваченного раствора в конечном остатке относительно меди до уровня менее 100 миллионных долей, необходимо иметь приблизительно 3-5 сгустителей (на схеме не показаны) при отношении промывочной воды к твердой фазе, примерно равном 5-7.
Сгущенный продукт из последнего сгустителя представляет собой конечный остаток 35, содержащий около 50% твердой фазы. Его можно обрабатывать с целью извлечения благородных металлов, например, золота и серебра, или отправить в отходы. Для извлечения благородных металлов можно использовать известные способы, например, цианирование. Основными составляющими потока 35 являются гематит и элементарная сера, которую можно извлекать флотацией, если позволяют рыночные условия.
Верхний продукт из первого сгустителя представляет собой раствор 33, направляемый, как показано на схеме, на первую стадию 16 экстракции растворителем. В одном из вариантов этот раствор содержит приблизительно 12 г/л меди, 1 г/л хлорида и 0,5 г/л железа.
Оптимальное содержание меди определяется возможностью извлечения из раствора 33 максимального количества меди на стадии 16 экстракции растворителем. Поскольку одна из фракций, составляющая приблизительно одну треть рафината от экстракции 16 растворителем, в конечном итоге нейтрализуется, важно как можно больше снизить содержание меди в этом рафинате.
Для экстракции меди растворителем лучше всего подходят разбавленные медные растворы, поскольку при большом содержании меди в растворе рафинат после экстракции растворителем отличается повышенной кислотностью, что, в свою очередь, ведет к уменьшению эффективности экстракции. Вместе с тем обработка более концентрированных медных растворов более дешева, с точки зрения капитальных затрат, так как более концентрированные растворы занимают меньший объем. Однако выше определенного уровня увеличенная концентрация не уменьшает размеры экстракционного агрегата, поскольку имеется верхний предел насыщения органического экстрагента, и объем воды, как правило, поддерживают равным объему органического экстрагента для обеспечения возможности смешивания посредством рециркуляции воды. Поэтому суммарный объем органического экстрагента и водного раствора определяется только объемом органического экстрагента. Насыщаемость органического экстрагента, а значит и его объем, связана с его концентрацией и свойствами. Традиционный растворитель - в разбавленном состоянии с 40%-ной концентрацией по объему, например, реагент типа LIXTM производства корпорации Henkel Corporation за один проход забирает около 12 г/л меди. Таким образом, содержание меди в растворе 33 также должно составлять примерно 12 г/л.
Медь извлекают из раствора 33, являющимся верхним продуктом цикла противоточной декантации, в две стадии экстракции растворителем. На стадии 16 первичной экстракции растворителем получают рафинат 37, содержащий примерно 20 г/л свободной кислоты и примерно 0,3 -1 г/л меди. Большую часть рафината 37 рециркулируют на атмосферное выщелачивание 14, но приблизительно 25-30% рафината нельзя вернуть на стадию 14 атмосферного выщелачивания, так как при этом будет превышен предел кислотности. Эта часть рафината подлежит нейтрализации. Избыток 121 отбирают из линии рециркуляции (стадия 36) и нейтрализуют.
Нейтрализацию проводят в две стадии с целью наиболее полного извлечения меди, а также устранения возможных проблем, связанных с загрязнением окружающей среды остатками от нейтрализации, содержащими медь. Возможность такого загрязнения существует, если не извлеченная из рафината 37 медь при нейтрализации осядет, а позже растворится повторно, например, в пруду-хвостохранилище.
Первую стадию 38 нейтрализации проводят при рН, равном 2-3, используя известняк, который в роли реагента очень дешев по сравнению с известью. Продукт нейтрализации фильтруют (стадия 40), а полученную твердую фазу промывают водой из внешнего источника 45. Твердую фазу, состоящую в основном из гипса и гидроокисей железа, направляют в отвал (стадия 41).
Фильтрат 39 отправляют на стадию 18 вторичной экстракции растворителем для извлечения оставшейся меди. Вторичную экстракцию 18 растворителем выгодно проводить после первой нейтрализации 38, и вторичный рафинат 43 содержит очень мало меди, как правило, приблизительно в диапазоне 0,03-0,06 г/л Си.
Как показано штриховыми линиями на фиг. 1, на стадии 18 вторичной экстракции растворителем используют тот же самый органический экстрагент, что и на стадии 16 первичной экстракции растворителем. Кроме того, этот экстрагент также задействован на стадии 27 экстракции растворителем из отобранного фильтрата 26 продукта окисления под давлением. Органический экстрагент, который промывают на стадии 42 промывочной водой 122 из внешнего источника 45 и очищают на этапе 44, возвращается на стадию 18 вторичной экстракции растворителем, а затем поступает на стадию 16 первичной экстракции растворителем. Очищенный органический экстрагент 125 разделяют, направляя одну его часть на стадию экстракции 27 растворителем. Перед промывкой 42 рафинат от экстракции 27 растворителем добавляют в насыщенный медью на стадии 16 экстракции растворителем органический экстрагент 123. Промывочную воду 47 после промывки 42 направляют на стадию 24 разделения продукта окисления под давлением на твердую и жидкую фазы, используя ее на этой стадии в качестве промывочной воды. Использованная промывочная вода соединяется с фильтратом 29 продукта окисления под давлением, что позволяет извлекать медь и хлорид из промывочной воды 47, использованной на стадии экстракции растворителем.
Рафинат 43 от вторичной экстракции 18 растворителем повторно нейтрализуют на стадии 46 вторичной нейтрализации, причем на этот раз рН равен 10, и фильтруют (стадия 48), удаляя все растворенные в нем тяжелые металлы. Раствор 51, выделенный на стадии 48, используют в качестве промывочной воды в цикле 34 противоточной декантации для отмывания конечного остатка 35 от выщелачивания. Как показано стрелкой 53, твердый остаток, выделенный на стадии 48 фильтрации, направляют в отвал.
Очистку 44 от меди насыщенного медью и промытого органического экстрагента проводят отработанной на стадии 20 электрохимического извлечения кислотой или электролитом, в результате получая не содержащий примесей раствор сернокислой меди или насыщенный электролит 57, который затем отправляют на стадию 20 электрохимического извлечения, проводимую обычным способом.
На схеме видно, что все используемые растворы используются повторно, цикл обращения всех растворов замкнут. В отвал отправляются только твердые остатки.
Режим В
На фиг. 2 представлена
технологическая схема режима В. На этой технологической схеме, а также на схеме, представленной на фиг. 1, аналогичные стадии процесса обозначены одинаковыми ссылочными номерами. Например, стадия
окисления под давлением здесь снова обозначена номером 12, стадия атмосферного выщелачивания - номером 14, стадия электрохимического извлечения - номером 20, сливной бак (баки) - номером 22,
фильтрация продукта окисления под давлением - номером 24, обработка отобранного фильтрата 29 продукта окисления под давлением - номером 28, стадия измельчения - номером 30, а цикл промывки
противоточной декантацией - номером 34.
В этом режиме осуществления способа окисление 12 под давлением проводят как с целью окисления большей части меди, содержащейся в сырьевом концентрате, так и с целью ее выщелачивания в раствор. Обычно в раствор переводят примерно 85-90% меди, и лишь 10-15% меди переходит в остаток в виде основной сернокислой меди.
Условия, создаваемые в автоклаве на стадии 12 окисления под давлением в режиме В, аналогичны условиям, создаваемым в режиме А, за исключением меньшего содержания твердой фазы в обрабатываемой суспензии - 150-225 г/л.
В этом режиме показатель Δ[Сu2+] обычно равен 30-40 г/л, т. е. в растворе 21 продукта окисления 12 под давлением содержание меди больше, чем во вводимом в автоклав растворе. Один литр раствора 25, вводимого на стадию 12 окисления под давлением, обычно содержит 10-15 г меди и 12 г хлорида вместе с 20-30 г серной кислоты.
В отличие от режима, отображенного на фиг. 1, в этом режиме серную кислоту из внешнего источника на стадию 12 окисления под давлением не вводят. В этом режиме кислоту рециркулируют, т. е. используют фильтрат 29 продукта окисления под давлением повторно. Один литр раствора 21 продукта окисления 12 под давлением содержит примерно 40-50 г меди и 11-12 г хлорида при рН, примерно равном 2-2,5.
Содержание меди в растворе 21 от выщелачивания на стадии 12 окисления под давлением необходимо регулировать так, чтобы обеспечить желательное распределение меди между раствором (85-90%) и остатком (10-15%). При таком распределении в остатке от выщелачивания присутствует небольшое, но играющее важную роль количество твердой основной сернокислой меди. Поскольку сернокислая медь является буферной солью, ее присутствие удобно оценивать по рН. В случае концентрированного раствора сернокислой меди нахождение значения рН в пределах 2-2,5 свидетельствует о присутствии основной сернокислой меди. Если рН ниже 2, почти вся основная сернокислая медь растворяется, а при рН выше 2,5 образуется слишком много сернокислой меди, вследствие чего вероятно обеднение раствора 21 медью.
Основным фактором регулирования содержания меди является кислотность раствора 25, вводимого на стадию 12 окисления под давлением. Уровень кислотности, в свою очередь, регулируют степенью нейтрализации рафината, остающегося от экстракции растворителем фильтрата 29 продукта окисления под давлением, что рассматривается ниже. Как правило, в зависимости от потребного количества кислоты ее необходимо нейтрализовать примерно на 25-50%.
Образование кислоты на стадии 12 окисления под давлением при обработке различных концентратов и при разных условиях процесса происходит по-разному. Если на стадии 12 окисления под давлением из концентрата образуется большое количество кислоты, то для достижения желательного результата раствор 25, вводимый на стадию 12, может содержать меньше кислоты. Минимальным количеством меди (содержащейся в сырьевом концентрате), которое должно перейти в раствор 21, является 10%. Ниже этих 10% рН падает настолько, что в фильтрате 29 продукта окисления под давлением резко увеличивается содержание железа. Обычно содержание железа составляет примерно 10-50 миллионных долей, но если рН опустился ниже 2 и остаток теряет основную сернокислую медь, то содержание железа довольно быстро вырастает до уровня свыше 1 г/л. Это является нежелательным, поскольку имеются несколько элементов, образующих примеси, таких как мышьяк и стибоний, которые удаляются из раствора только одновременно с гидролизом железа. Таким образом, отсутствие в растворе железа является верным признаком низкого содержания примесей в фильтрате 29 продукта окисления под давлением. Кроме того, железо само по себе является примесью, и его присутствие в цикле 20 электрохимического извлечения весьма нежелательно.
Есть и еще один фактор, ограничивающий максимальное содержание меди в растворе. Неожиданно было установлено, что при низком содержании меди в растворе определенные концентраты действительно более охотно отдают медь. Причиной этому видится либо образование вторичной сернистой меди CuS, о чем было сказано выше, либо некоторые другие явления, связанные с низкими показателями окисляемости основного минерала, халькопирита, в растворах с высоким содержанием меди. Установлено, что образующаяся в процессе реакции на стадии 12 окисления под давлением элементарная сера может покрыть или фактически инкапсулировать непрореагировавшие частицы халькопирита и затруднить их контакт с реагентами. Следствием этого является низкое извлечение меди. По всей видимости, этот эффект усиливается высокими энергетическими уровнями ионов меди в растворе. Устранить или смягчить его можно использованием поверхностно-активных веществ, что описано выше. Для одних концентратов, в частности, богатых, эта проблема является более острой, чем для других. Поэтому для этих концентратов прежде всего желательно ограничить содержание меди в фильтрате продукта окисления под давлением (т. е. более чем 95%). Для этого необходимо, чтобы существенная часть меди присутствовала в виде основной сернокислой меди, т. е. находилась не в фильтрате продукта окисления 12 под давлением, а в его твердом остатке. Обычно в твердый продукт при необходимости можно перевести 20-40% меди, тем самым обеспечивая содержание меди в растворе на уровне, достаточно низком для достижения высокого извлечения меди.
Проблема низкого извлечения меди в случае высокого содержания меди в растворе актуальна для более богатых концентратов. Поэтому при повышении качества концентрата все большую часть меди нужно переводить в твердый продукт. Эту зависимость поясняют результаты экспериментов (см. таблицу) с тремя различными концентратами.
В молярном отношении Н+/Сu показатель Н+ относится к вводимой в процесс кислоте, а показатель Сu - к сырьевому концентрату. Все ионы Н+ во вводимой кислоте рассматриваются как протоны, ставшие свободными при полной диссоциации кислоты, даже если в существующих условиях кислота диссоциировала неполностью. Значения H+/Cu, приведенные в таблице, отражают экспериментально определенный оптимальный уровень, обеспечивающий достижение наилучших результатов.
Для обработки первого концентрата, относящегося к классу богатых концентратов, был выбран режим А способа, в котором вся медь переходит в раствор 33, a Δ [Cu2+] = 0. Молярное отношение Н+/Сu имеет значение, установленное экспериментальным путем, как обеспечивающее достижение желательного результата: Δ[Сu2+] = 0.
Для обработки второго концентрата, относящегося к классу концентратов среднего качества, был выбран режим В способа, но при этом существенная часть меди перешла в твердую основную сернокислую медь. Это было достигнуто поддержанием отношения H+/Сu на уровне, достаточно низком, чтобы воспрепятствовать растворению всей меди в растворе.
Для обработки третьего концентрата, относящегося к классу бедных концентратов, был также выбран режим В способа, но в этом случае благодаря достижению довольно высокого значения H+/Сu в остаток перешло минимальное количество меди.
Твердый остаток продукта окисления 12 под давлением подвергают выщелачиванию 14, рециркулируемым со стадии 16 экстракции растворителем рафинатом 37, который представляет собой разбавленную кислоту с содержанием 3-10 г/л серной кислоты. Поскольку большая часть меди после стадии 12 окисления под давлением переходит в фильтрат 29, и лишь малая ее часть - в остаток продукта окисления под давлением, содержание меди в растворе 31 после атмосферного выщелачивания 14 совсем незначительно. Соответственно, и в рафинате 37 от экстракции 16 растворителем содержание меди также незначительно. Как правило, один литр раствора 31 после атмосферного выщелачивания содержит 3-7 г меди и 0,2-0,5 г железа.
Как и в режиме А,
суспензия, выходящая со стадии 14 атмосферного выщелачивания, трудно поддается фильтрации. Однако, используя ряд сгустителей, образующих установку 34 противоточной декантации, можно достигнуть
хорошего разделения твердой и жидкой фаз и промывания твердой фазы. Промывочная вода 51 поступает со стадии 16 экстракции
растворителем в виде рафината, который подвергают нейтрализации на
стадии 46. Этот процесс аналогичен процессу, проводимому согласно режиму А. Единственным существенным отличием является меньшее содержание компонентов руды в растворе 33 и меньший объем раствора.
Раствор 33, получаемый на стадии 14 атмосферного выщелачивания, подвергают экстракции 16 растворителем. Медьсодержащий раствор 29, получаемый на стадии 12 окисления под давлением, подвергают экстракции растворителем на стадии 50. Таким образом, в режиме В способ предусматривает проведение двух стадий 16 и 50 экстракции растворителем, через которые проходят два разных потока раствора 33 и 29, соответственно. При этом отличительным признаком предложенного в изобретении способа является то, что на обеих стадиях 16 и 50 используют общий органический экстрагент.
Как показано на фиг. 2, органический экстрагент 125, очищенный от меди на этапе общей очистки 44, сначала рециркулируют в цикл 16 экстракции растворителем для экстрагирования меди из наиболее слабого медьсодержащего водного раствора 33, так как для эффективного извлечения меди из такого раствора экстрагент должен быть как можно более очищенным от меди.
Затем медьсодержащий органический экстрагент 126 со стадии 16 экстракции растворителем направляют на стадию 50 экстракции растворителем, где он контактирует с раствором 29, содержащим медь в большем количестве. На стадии 50 экстракции растворителем не требуется достигать высокой степени извлечения, поскольку рафинат 63, как показано на схеме, рециркулируют на стадию 12 окисления под давлением. В отличие от рафината 63 рафинат 37 рециркулируют после экстракции 16 растворителем лишь частично, так как часть его нейтрализуют на стадии 46 с целью удаления из цикла избытка кислоты. Поэтому более важно достигнуть высокой степени извлечения меди на стадии 16 экстракции растворителем.
Так же, как и в режиме А, рафинат 37 после экстракции 16 растворителем разделяют (стадия 36),
примерно одну треть 121 направляя на нейтрализацию 46, а две трети 120 возвращая на стадию 14 атмосферного выщелачивания. Важное отличие от режима А состоит в том, что содержание меди в рафинате 37 от
экстракции 16 растворителем достаточно мало, т. е. меньше 100 миллионных долей, так что нет необходимости перед нейтрализацией 46 проводить стадию вторичной экстракции растворителем, как в режиме А.
Одной стадии экстракции растворителем достаточно благодаря низкому содержанию меди в растворе и малому объему самого раствора, что позволяет проводить экстракцию 16 растворителем с большей полнотой
извлечения,
Медьсодержащий органический экстрагент 65, последовательно прошедший через две стадии 16 и 50 экстракции растворителем, подвергают двухстадийной противоточной промывке (обозначена
на схеме блоком 42) водным раствором 122 разбавленной кислоты. Основной целью такой промывки является удаление захваченного медьсодержащим органическим экстрагентом 65 водного раствора и, в частности,
снижение содержания хлорида перед стадией очистки 44 органического экстрагента от меди. Потребное количество промывочной воды составляет примерно 1-3% от объема органического экстрагента. Раствор 47,
полученный после промывки, рециркулируют на стадию 12 окисления под давлением.
На стадии 44 промытый органический экстрагент 65 очищают от меди отработанным на стадии 20 электрохимического извлечения электролитом, в результате получая не содержащий примесей медный раствор или насыщенный электролит 57, из которого медь извлекают обычным электрохимическим способом.
Для достижения заданного молярного отношения H+/Сu рафинат 63 на стадии 70 разделяют на две части 72 и 74. Часть 72 рафината рециркулируют на стадию 12 окисления под давлением. Часть 74 рафината подвергают нейтрализации 76 известняком при рН, равном 2. Твердый остаток отмывают и направляют в отвал, как показано стрелкой 80. Фильтрат 82 продукта нейтрализации соединяют с частью 72 фильтрата и рециркулируют в качестве раствора 25 на стадию 12 окисления под давлением.
Таким образом, в данном изобретении впервые предложено использовать общий органический экстрагент для извлечения меди из двух разных водных растворов. Это дает возможность существенно удешевить процесс экстракции растворителем за счет снижения капитальных и эксплуатационных расходов. Кроме того, это позволяет использовать в цикле промывки противоточной декантацией продукта атмосферного выщелачивания большое количество воды, что дает возможно качественно промывать конечный остаток и извлекать из такого разбавленного медьсодержащего раствора дополнительное количество меди.
Установлено, что степень окисления серы на стадии окисления 12 под давлением в значительной мере зависит от типа обрабатываемого концентрата, например, от его качества или минерального состава, а также от условий проведения стадии окисления 12 под давлением. Для определенных концентратов характерна очень высокая степень окисления серы, т. е. окисления содержащейся в концентрате серы до сульфата, причем было замечено, что такие концентраты характеризуются низким (менее 28% по весу) содержанием меди. Автором изобретения установлено, что степень окисления серы зависит не столько от содержания самой меди в концентрате, сколько от отношения содержания меди к содержанию серы. В силу того, что медные руды обычно состоят из халькопирита с другими минералами, в частности, пиритом FeS2 или пирролитом FeS, основными примесями медного концентрата являются железо и сера.
В режиме В проблема чрезмерного окисления серы на стадии окисления 12 под давлением при обработке бедных концентратов решается за счет преднамеренного растворения 90% меди и
уменьшения образования основной сернокислой меди. В случае обработки халькопирита реакция имеет вид:
CuFeS2+5/4O2+Н2SО4 = CuSO4
+1/2Fе2O3+2So+H2О (9)
Таким образом, фильтрат 29 продукта окисления 12 под давлением содержит много сернокислой меди и хлористой меди, и его
обрабатывают на стадии экстракции 50 растворителем для получения чистого раствора сернокислой меди, направляемого на стадию электрохимического извлечения 20.
На фиг. 3 представлена технологическая схема способа гидрометаллургического извлечения цинка попутно с медью. Стадии этого варианта способа, соответствующие стадиям предыдущих вариантов, обозначены одинаковыми ссылочными номерами.
Как и в предыдущих вариантах, концентрат подвергают доизмельчению 30.
Окисление смешанного медно-цинкового концентрата под давлением проводят аналогично окислению концентрата, содержащего только медь, технологическая схема которого представлена на фиг. 2.
Цинк окисляется так же легко, как медь, или даже быстрее, и в большей мере переходит в раствор 29 от выщелачивания, чем в твердый остаток от окисления под давлением. Это обусловлено тем, что цинк в форме основного сернокислого цинка менее, чем медь, склонен к гидролизу, т. е. его гидролиз протекает при больших значениях рН.
Высокое содержание компонентов руды в растворе явным образом не затрудняет извлечение меди и цинка, как это было установлено в случае растворов с высоким содержанием меди. Поэтому переход большей части меди и цинка в фильтрат 29 продукта окисления под давлением, т. е. , как и в режиме В, является приемлемым. Степень окисления серы мала, поэтому так же мало количество кислоты, образующейся на стадии окисления 12 под давлением. Следовательно, чтобы получить высокое отношение H+/Сu, необходимо рециркулировать практически всю кислоту, остающуюся после стадии экстракции 16 растворителем, с ее минимальной нейтрализацией. Содержание серной кислоты во вводимом растворе может достигать 75 г/л при содержании меди, равном около 10 г/л, содержании цинка - около 5 г/л и содержании хлорида - около 12 г/л.
Фильтрат 29 продукта окисления под давлением содержит значительное количество как цинка, так и меди, зависящее от состава сырьевого концентрата. В случае, когда концентрат содержит 20% меди и 5% цинка, фильтрат 29 продукта окисления под давлением может содержать приблизительно 50 г/л меди, 15 г/л цинка и 12 г/л хлорида.
Остаток продукта окисления под давлением выщелачивают на стадии 14 аналогичным образом, используя рафинат 37 от экстракции 16 растворителем и получая смешанный медно-цинковый раствор, вводимый в циклы экстракции растворителем. Сначала извлекают цинк, а затем медь.
Как и в режиме В, используемом при обработке медных концентратов, через стадии экстракции растворителем проходят два водных потока. Фильтрат 29 продукта окисления под давлением содержит много меди и цинка, в то время как в растворе 33 продукта атмосферного выщелачивания оба элемента содержатся в небольших количествах.
В новую схему цикла экстракции растворителем, подобную схеме, используемой в описанных выше вариантах способа, добавлена стадия экстракции цинка растворителем, т. е. органический экстрагент вводят в контакт сначала со слабым раствором, а затем - с сильным водным раствором. В этом случае технологическая схема экстракции растворителем делится на два цикла: один - для извлечения цинка и другой - для извлечения меди.
Медь можно извлекать первой, а уже после нее - цинк, что зависит от выбора органического экстрагента и его сродства по отношению к этим двум элементам. Заявителем было установлена возможность получения удовлетворительных результатов при использовании в качестве первого экстрагента диэтилгексилфосфорной кислоты, которая селективно забирает цинк в присутствии меди. По этой причине проведены две стадии экстракции 100 и 102 диэтилгексилфосфорной кислотой, при этом на первой стадии 100 экстракции цинка растворителем был подвергнут слабый раствор 33, а на второй стадии 102 - более сильный раствор 29, полученный на стадии окисления 12 под давлением, причем основное количество меди осталось в растворе.
Извлечение цинка с помощью диэтилгексилфосфорной кислоты осложняется низкой эффективностью экстракции в условиях высокой кислотности. На практике это означает, что экстракция фактически прекращается при рН около 1,4, или концентрации серной кислоты, примерно равной 7-10 г/л. Для решения этой проблемы в цикл экстракции цинка растворителем включена стадия промежуточной нейтрализации 104 при рН, равном 2. Таким образом, экстракцию цинка растворителем проводят в две стадии, то есть на стадии 102 и на второй стадии 103 с нейтрализацией 104 между ними. На каждой стадии 102, 103 в экстрагент переходит всего 5-7 г/л цинка, после чего экстракция растворителем останавливается из-за возрастающей кислотности рафината. За счет использования промежуточной нейтрализации 104 общее извлечение цинка может быть увеличено до уровня 10 г/л или более. Рафинат 97 из первой стадии экстракции 102 растворителем нейтрализуют на стадии 104 до рН, примерно равного 2-2,5, недорогим известняком (СaСО3) с получением твердых частиц гипса, которые отфильтровывают на стадии 98 и удаляют. Затем фильтрат 99 подают на вторую стадию экстракции 103 растворителем. Обычно фильтрат, поступающий на вторую стадию экстракции растворителем, содержит 10 г/л цинка и 50 г/л меди при рН, примерно равном 2-2,5. После экстракции второй рафинат 124 содержит, как правило, 5 г/л цинка, 50 г/л меди и 8 г/л кислоты.
Для цикла экстракции 16 растворителем содержание цинка в растворе достаточно мало, так что это не является проблемой.
Оптимальное содержание цинка в фильтрате 29 продукта окисления под давлением определяется главным образом эффективностью цикла экстракции цинка растворителем. Из-за того, что цинк достаточно плохо извлекается располагаемыми экстрагентами (например, диэтилгексилфосфорной кислотой), существует некоторое предельное количество цинка, составляющее примерно 5-7 г/л, которое можно экстрагировать прежде, чем реакция остановится вследствие накопления кислоты в рафинате. Для дальнейшей экстракции цинка требуется нейтрализация этой кислоты. Использование промежуточной нейтрализации позволяет извлекать гораздо большее количество цинка, однако промежуточная нейтрализация удаляет из цикла сульфат, потерю которого необходимо восполнять либо окислением серы, либо введением в цикл 23 окисления под давлением свежей кислоты.
Одна промежуточная стадия нейтрализации, вероятно, совместима с сульфатным равновесием, поэтому предпочтительно поддерживать показатель Δ[Zn2+] , равный разности содержания цинка в фильтрате 29 продукта окисления под давлением и содержания цинка в рециркулируемом рафинате 72, на уровне около 10 г/л. Таким образом, если кислота, вводимая на стадию окисления под давлением в виде возвращаемого со стадии экстракции растворителем рафината 72, содержит 5 г/л цинка, то фильтрат 29 продукта окисления под давлением должен содержать приблизительно 15 г/л цинка. Такое ограничение по Δ[Zn2+] является отличительным признаком экстракции цинка растворителем в сравнении с экстракцией меди. Более высокая эффективность экстракции меди растворителем означает, что эффективная экстракция меди может быть обеспечена при более высоком содержании в рафинате кислоты - до 75 г/л серной кислоты по сравнению с пределом содержания кислоты около 7-10 г/л, определенным для экстракции цинка растворителем. Следовательно, медь можно извлекать из растворов с содержанием меди, равным 50 г/л.
После проведения экстракции растворителем цинксодержащий органический экстрагент 106 (диэтилгексилфосфорная кислота) содержит некоторое количество меди, что объясняется неабсолютной селективностью диэтилгексилфосфорной кислоты к цинку и просто захватом сильного медного раствора. Как правило, отношение содержания цинка к содержанию меди (Zn/Cu) в цинксодержащем органическом экстрагенте 106 составляет приблизительно от 150: 1 до 300: 1. Если медь не удалить, то вся она на стадии очистки 114 растворителем уйдет из органического экстрагента вместе с цинком и, таким образом, попадет в насыщенный цинком электролит 120, направляемый на стадию электрохимического извлечения 118 цинка. Для электрохимического извлечения цинка с образованием цинкового катода удовлетворительной чистоты при приемлемом электрическом КПД требуется, чтобы насыщенный электролит был очень чистым. В насыщенном электролите отношение Zn/Cu должно составлять приблизительно 100000: 1. По этой причине перед электрохимическим извлечением важно удалить почти всю медь либо из цинксодержащего органического экстрагента 106 или позже, из насыщенного электролита. Удаление меди из цинксодержащего органического экстрагента 106 является гораздо более простой операцией.
Для удаления меди необходимо несколько (например, от 3 до 10, обычно 5) стадий промывки или обработки. Для промывки используют разбавленный кислый водный раствор сернокислого цинка. Стадии промывки расположены последовательно, то есть обработанный органический экстрагент, выходящий из первой стадии промывки, входит во вторую стадию промывки и так далее, пока органический экстрагент не выйдет из последней стадии. Вместе с медью вымывается некоторое количество цинка, поэтому необходимо уменьшить до минимума количество используемой промывочной воды, а для компенсации недостатка воды использовать несколько стадий противоточной промывки.
Полученный в результате промывочный раствор 110 рециркулируют в цикл атмосферного выщелачивания, где из него извлекают медь и цинк.
После промывки поток 112 органического экстрагента (диэтилгексилфосфорной кислоты) готов для очистки 114 от цинка электролитом 116, отработанным в цикле электрохимического извлечения 118 цинка. В результате такой очистки получают насыщенный цинком электролит 120, пригодный для электрохимического извлечения цинка с высоким электрическим КПД.
После очистки 114 от цинка и перед рециркуляцией экстрагента на стадию экстракции 100 растворителем органический экстрагент подвергают очистке 131 от железа. Очистку 131 от железа осуществляют раствором 133 соляной кислоты, который вводят на стадию окисления под давлением.
Каждый из рафинатов 122, 124, полученных в результате экстракции цинка диэтилгексилфосфорной кислотой, направляют на стадии экстракции растворителем 16 и 50, соответственно, где из них селективно экстрагируют медь, используя такой экстрагент меди, как LIXTM.
Технологическая схема этих двух циклов 16, 50 аналогична циклам, проводимым в режиме В, когда общий органический экстрагент используют сначала на стадии экстракции 16 растворителем, а затем на стадии экстракции 50 растворителем. Затем, как и в предыдущих вариантах, медьсодержащий органический экстрагент промывают и очищают от меди, что показано на схеме блоками 42 и 44, соответственно.
Установлено, что в цикле экстракции 50 растворителем нет существенной потребности в нейтрализации, поскольку нейтрализацию проводят до этого при экстракции цинка растворителем.
Рафинаты, полученные при экстракции меди экстрагентом LIXTM, рециркулируют так же, как и в предыдущих вариантах способа, на стадию окисления 12 под давлением и стадию атмосферного выщелачивания 14, соответственно.
На фиг. 4 представлена технологическая схема следующего варианта предложенного способа гидрометаллургического извлечения меди с попутным извлечением никеля. Стадии этого варианта способа, соответствующие стадиям предыдущих вариантов, обозначены одинаковыми ссылочными номерами.
Способ обработки медно-никелевых концентратов очень похож на способ обработки цинковых концентратов, за исключением того, что все имеющиеся экстрагенты по отношению к никелю обладают менее селективным экстрагирующим действием, чем по отношению к меди. Поэтому оба цикла экстракции 130, 132 никеля растворителем проводят после соответствующих циклов экстракции 16, 50 меди растворителем.
Никельсодержащий экстрагент 135, полученный на стадии экстракции 132 растворителем, промывают (стадия 137), а затем перед рециркуляцией на экстракцию 130 растворителем очищают от никеля (стадия 139). Очистку 139 от никеля проводят отработанным на стадии электрохимического извлечения 140 никеля электролитом.
Кроме того, извлечение никеля достаточно незначительно, так что по месту проведения экстракции цинка требуется, например, нейтрализация аммиаком, что показано блоками 134 и 136, соответственно. Аммиак нужно регенерировать из соответствующих рафинатов, например, путем известкового кипения 138, и рециркулировать.
Установлено, что существует некоторое предельное значение степени окисления серы, достижимое в режиме В. Когда степень окисления серы довольно высока и во время окисления под давлением образуется достаточно кислоты, после стадии окисления под давлением появляется некоторый излишек кислоты, например, в виде кислого рафината, причем даже в том случае, когда кислота не вводится извне. В таком случае не только вся содержащаяся в концентрате медь перейдет в растворенную сернокислую медь, но и некоторое количество железа будет также растворено излишком кислоты с образованием, например, сернокислого железа.
Желательно, чтобы содержащееся в концентрате железо переходило не в раствор продукта окисления под давлением, где его пришлось бы извлекать селективно от меди, а в твердый остаток продукта окисления под давлением в виде стабильного гематита Fe2O3. В традиционных концентратах отношение содержания меди и железа Fe/Cu составляет, по меньшей мере, один к одному, поэтому важное значение имеет экономичное и полное удаление железа на начальных стадиях процесса. Другие примеси, такие как мышьяк, сурьма и т. д. , также удаляют вместе с железом, используя механизмы совместной адсорбции или соосаждения.
Вместе с тем, установлено, что при обработке некоторых концентратов окисление серы (образование кислоты) настолько интенсивно, что превышает потребность стадии окисления под давлением в кислоте, и некоторое количество железа переходит в раствор даже в условиях режима В. Задачей способа является обеспечение низкого содержания железа (обычно 0,05 г/л) в растворе. При испытании некоторых концентратов были получены значения содержания железа от 1,0 до 12,0 г/л. Аналогично, задачей способа является достижение рН раствора продукта окисления под давлением, равного 2,0-3,5, что соответствует содержанию свободной кислоты менее 1 г/л, а при испытаниях концентратов были получены значения рН раствора продукта окисления под давлением, находящиеся в интервале 1,2-2,0, что соответствует содержанию свободной кислоты 1-15 г/л.
Таким образом, для обработки концентратов указанного выше класса разработан еще один режим способа, а именно режим С. Этот режим рассматривается ниже.
Режим С
Концентраты, для обработки которых разработан режим С, имеющие выраженную склонность к окислению серы при их обработке, а значит - образованию
кислоты, отличаются высоким отношением содержания серы к содержанию меди S/Cu, или в общем случае - отношением содержания серы к содержанию металла S/M, где М - обычные металлы, такие как медь, цинк,
никель, кобальт, свинец и другие, но за исключением железа, которое не участвует в удалении кислоты.
В число концентратов, обрабатываемых в режиме С, часто могут входить никелевые и медно-никелевые концентраты, так как они часто являются бедными, часто имеют отношение S/M около 2: 1 или выше. К таким концентратам также относятся некоторые медные или медно-золотые концентраты, если они являются бедными из-за высокого содержания пирита. Также установлено, что некоторые медно-цинковые концентраты содержат много пирита и, следовательно, также относятся к концентратам, обрабатываемым в режиме С.
Существует общее соотношение между содержанием пирита (FeS2) и склонностью концентратов к проявлению признаков, обусловливающих необходимость их обработки в режиме С. Однако, из-за того, что не все пириты реагируют одинаково, существуют исключения, не вписывающиеся в это соотношение. Одни пириты окисляют серу более активно, чем другие. В то же время известно, что такие минералы, как пирротин (Fe7S8) или входящий в железно-цинковые концентраты сфалерит (Zn, Fe)S, вызывают гораздо меньшее окисление серы и поэтому пригодны для обработки в режиме А или В.
По существу, режим С есть частный случай режима В, обладающий двумя важными отличиями.
Во-первых, рафинат 63 (на фиг. 2) нейтрализуют до возвращения на стадию окисления 12 под давлением целиком, т. е. не разделяют на одну часть, подвергаемую нейтрализации, и другую часть, рециркулируемую без проведения нейтрализации.
Во-вторых, суспензию продукта окисления под давлением перед отделением остатка от выщелачивания подвергают дополнительной нейтрализации или нейтрализации после окисления под давлением с целью нейтрализации избытка кислоты и осаждения железа, присутствующего в этот момент в растворе в любом виде. Нейтрализацию после окисления под давлением проводят при максимально допустимой температуре сразу после выпуска суспензии из автоклава. Наиболее удобным вариантом проведения такой нейтрализации является нейтрализация суспензии в сливном баке после стравливания давления до атмосферного, когда температура суспензии равна точке кипения раствора, т. е. около 100oС, или близка к ней.
С этой целью для нейтрализации любого излишка кислоты в суспензии продукта окисления под давлением применяют известняк, поднимая таким образом значение рН примерно до 3. Одновременно с этим происходит осаждение всех трехвалентных ионов железа Fe3+, а также мышьяка или стибония в любом виде, если они присутствуют в растворе.
Основными продуктами этих реакций являются гипсовый осадок и осажденные гидроокиси железа или основные соли. Поскольку нейтрализацию после окисления под давлением проводят перед фильтрацией, эти твердые продукты смешиваются с уже имеющимися в суспензии остатками от выщелачивания, представленными главным образом элементарной серой, гематитом, непрореагировавшими сульфидами (пирит) и любыми породообразующими минералами (кварц, полевой шпат и т. д. , которые большей частью не претерпевают химических преобразований при окислении под давлением). Такое смешение является полезным, так как при этом не требуется никакой дополнительной стадии фильтрации, а другие твердые продукты способствуют разделению продуктов нейтрализации после окисления под давлением, которые сами по себе не очень склонны к разделению.
Полученную в результате нейтрализации суспензию фильтруют, а твердый осадок, как всегда, тщательно промывают с целью как можно более полного удаления захваченного раствора (содержащего ионы меди, хлорида). Отфильтрованный твердый осадок подвергают атмосферному выщелачиванию, где в традиционных условиях при рН, примерно равном 1,5-1,8, происходит выщелачивание осажденной меди, а остаток от выщелачивания подвергают тщательной промывке противоточной декантацией. Фильтрат 29 продукта окисления под давлением обрабатывают так же, как и в режиме В, извлекая из него медь на стадии экстракции 50 растворителем, с получением рафината 63, направляемого затем на нейтрализацию 76, как и в описанных выше вариантах, и рециркулируемого на стадию окисления 12 под давлением, но без разделения 70 рафината, что было отмечено выше. Таким образом, замыкается цикл окисления под давлением.
Основные этапы предложенного в изобретении способа можно представить следующим образом:
- полное окисление всех цветных металлов,
например, меди, никеля, цинка и кобальта, содержащихся в сульфидных концентратах, а также железа,
- уменьшение до минимума степени окисления серы до сульфата и максимальное увеличение
образования элементарной серы,
- осаждение металлов, окислившихся во время окисления под давлением, в форме основных солей, например, основной сернокислой меди,
- растворение
металлов, окислившихся во время окисления под давлением, в форме сульфатов, например, сернокислого цинка или сернокислого никеля.
Несмотря на то, что окисление под давлением протекает при каталитическом действии хлорида, содержание хлорида в растворе невелико, например, требуется всего лишь 12 г/л хлорида, уравновешивающего в соответствующих солях соляной кислоты медь или цинк, содержащиеся в количестве 11 г/л. Если требуется или достигается большее содержание металлов, то избыточные ионы металлов уравновешиваются ионами сульфата. Таким образом, получаемые при окислении под давлением растворы обычно являются не чисто хлоридными, а содержат смесь солей серной и соляной кислот.
Предложенный в изобретении способ можно использовать для обработки концентратов, содержащих только никель или никель в сочетании с медью или кобальтом. Аналогичным образом можно обрабатывать медно-цинковые концентраты. Это достигается путем использования рационального количества сульфата или серной кислоты на стадии окисления под давлением в присутствии галогена, например, хлорида. Недостаток кислоты или сульфата приводит к нежелательному повышению степени окисления серы, а также к уменьшению степени окисления металла, а значит - и полноты его извлечения из концентрата. Следствием избытка кислоты является растворение железа, содержащегося в суспензии продукта окисления под давлением, и рост затрат, связанных с перерасходом кислоты и нейтрализатора.
Медно-никелевые концентраты
Технологическая схема способа представлена на фиг. 5. Способ в
этом варианте предназначен для обработки концентратов, содержащих 3-25% меди и 3-10% никеля с преобладанием меди. Обычно в концентрате присутствует кобальт, причем отношение содержания никеля к
содержанию кобальта составляет от 10: 1 до 30: 1, что соответствует 0,1-0,8%-ному содержанию кобальта в концентрате.
Данный вариант способа является, по существу, одной из разновидностей описанного выше режима В, где основная часть меди переходит во время окисления под давлением не в твердый продукт, а в раствор. Для того чтобы никель и медь перешли в раствор, главным образом - в растворенные сульфаты, на стадии окисления под давлением необходимо вводить кислоту. Кислоту добавляют во вводимый на стадию окисления под давлением раствор в пропорции, составляющей для серной кислоты 20-30 г/л. Хлорид можно добавлять в пропорции, поддерживающей содержание хлорида на уровне 12 г/л, как и при обработке медных концентратов. Условия проведения окисления под давлением, т. е. температура, давление и т. д. , также аналогичны условиям обработки медных концентратов. Кобальт растворяется вместе с никелем.
Раствор продукта окисления под давлением сначала подвергают экстракции меди растворителем, где из него удаляют практически всю медь, а затем никель после повторного нагрева до 85-90oС осаждают в виде основного сернокислого никеля, добавляя в раствор известняк. Кобальт осаждается в месте с никелем в виде основной кобальтовой соли.
После этого осажденные основные сульфаты никеля и кобальта выщелачивают аммиачным раствором, рециркулированным со стадии экстракции никеля растворителем. Затем из полученного никель- и кобальтсодержащего раствора удаляют кобальт путем экстракции кобальта специальным экстрагентом кобальта, таким как Суаnех 272, являющегося фосфиновой кислотой, продаваемой под товарным знаком фирмы Cyanamid Inc. Затем из полученного при удалении кобальта рафината извлекают никель, проводя экстракцию никеля растворителем с использованием другого экстрагента, LIX 84 - гидрооксима, продаваемого под товарным знаком корпорации Henkel Corp.
Наконец, рафинат, полученный при удалении никеля, рециркулируют на стадию выщелачивания никеля и кобальта. Некоторую часть рафината отбирают и подвергают обработке с целью извлечения сернокислого аммония, который иначе накапливался бы в цикле. Это обусловлено введением ионов сульфата в твердом отфильтрованном продукте основного сернокислого никеля. Для возмещения потери аммиака в сульфате аммония необходимо добавлять аммиак.
Никель-медные концентраты
В никель-медных концентратах преобладающим компонентом является никель (8-25%), содержание меди составляет примерно 3-10%. Технологическая схема этого
варианта способа представлена на фиг. 6. Условия проведения окисления под давлением практически те же, что и при обработке медно-никелевых концентратов. Отличие этого варианта от представленного на
фиг. 5 касается обработки суспензии продукта окисления под давлением.
Химическое преобразование никель-медных концентратов протекает в основном аналогично режиму А, где большая часть меди после окисления под давлением переходит в твердую фазу. Для этого перед фильтрацией суспензии продукта окисления под давлением в нее добавляют известняк с целью увеличения значения рН примерно до 4. Результатом этого является нейтрализация избыточной кислоты в растворе продукта окисления под давлением, осаждение железа, находящегося в любой форме, и осаждение меди, находящейся в любой форме.
После нейтрализации суспензию фильтруют, а твердый отфильтрованный осадок отправляют на атмосферное выщелачивание, обозначенное на схеме как "выщелачивание меди", в результате которого получают медный раствор, пригодный для экстракции из него меди растворителем.
Нейтрализованный раствор обрабатывают, осаждая никель и кобальт, и проводят экстракцию растворителем по схеме, аналогичной той, которую используют для медно-никелевых концентратов.
Никелевые латеритовые руды
Никелевые латеритовые руды не обогащаются флотацией,
как сульфидные руды, поэтому их вынуждены обрабатывать вместе с пустой породой. Обычно содержание никеля в таких рудах составляет 1,5-3,0%, содержание кобальта - 0,1-0,3%, а содержание меди
пренебрежимо мало. Важной особенностью этих руд является то, что содержание в них магния может достигать 20%, кроме того, может присутствовать значительное количество железа. Технологическая схема
способа обработки латеритовых руд представлена на фиг. 7.
Этот способ аналогичен способу, используемому при обработке никель-медных сульфидных концентратов, за исключением того, что пренебрежимо малое содержание меди в руде позволяет направлять твердый остаток от выщелачивания и нейтрализации в отвал. Также способ обработки латеритовых руд имеет ряд важных отличий, касающихся условий проведения окисления под давлением, а именно: гораздо более высокая температура и избыточное парциальное давление кислорода - 225oС и 3,1 МПа (450 фунт на кв. дюйм), соответственно, и гораздо большая кислотность вводимого раствора, соответствующая содержанию свободной кислоты в растворе, равному 100-200 г/л. Содержание хлорида остается таким же - около 12 г/л. Хлорид может быть добавлен в раствор в виде хлористого магния MgCl2 или соляной кислоты НСl.
Другое основное отличие способа обработки латеритовых руд заключается в необходимости удаления магния. Магний при окислении под давлением выщелачивается в раствор почти полностью, при этом обычно за один цикл выщелачивания содержание магния в растворе возрастает на 40 г/л. Магний можно удалить испарением и кристаллизацией, например, в виде сернокислого магния.
Реферат
Изобретение может быть использовано для гидрометаллургического извлечения никеля и/или кобальта из руд и концентратов. Предложенный способ предусматривает окисление руды или концентрата под давлением при 130oС - 250oС в присутствии кислорода и кислого раствора, содержащего серную кислоту или сульфат металла, гидролизуемый в кислом растворе, а также ионы галогена, с получением раствора извлекаемого металла, обеспечивается удешевление процесса и повышение степени извлечения металлов. 21 з. п. ф-лы, 7 ил. , 1 табл.
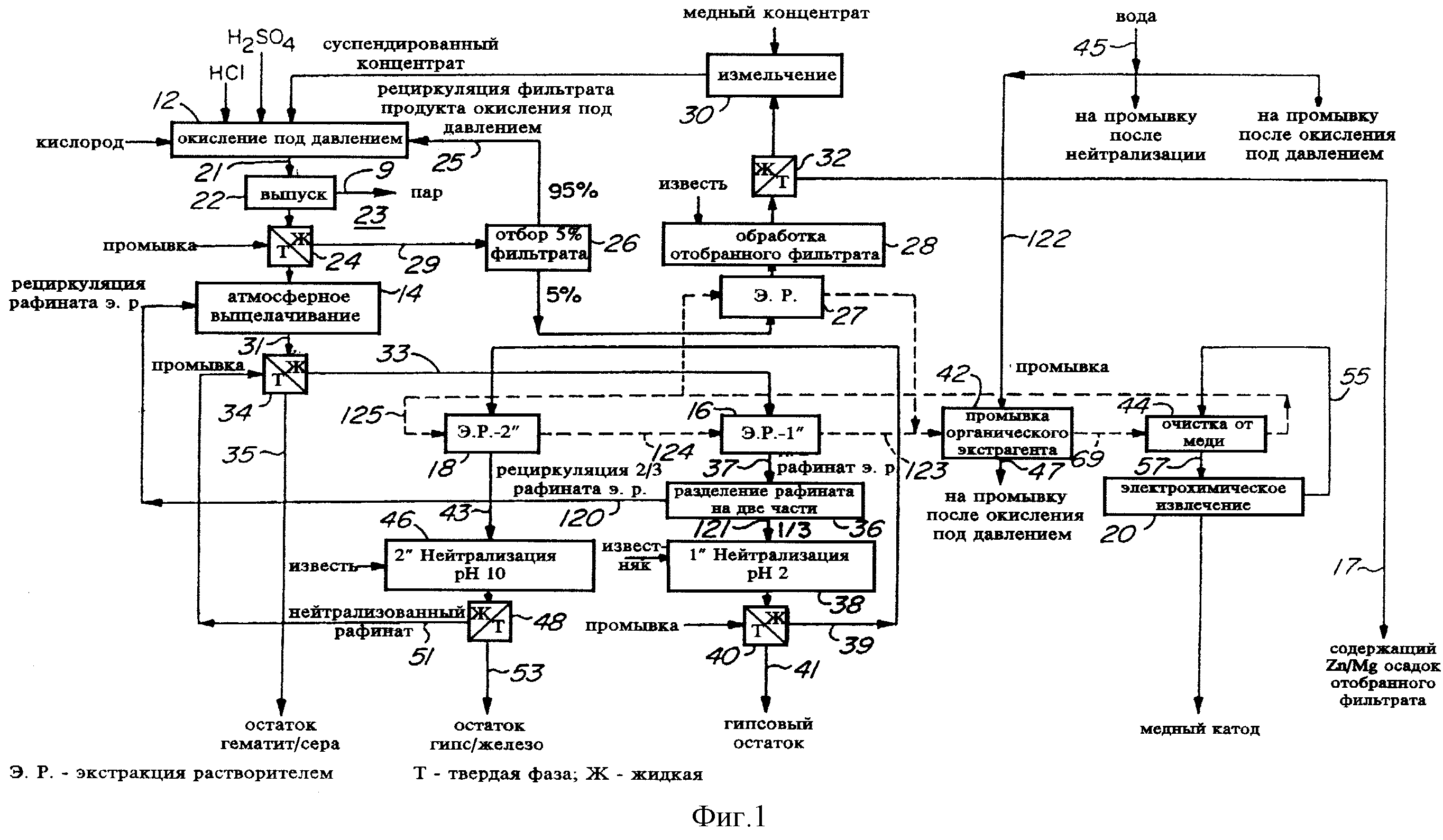
Комментарии