Способ переработки сульфидных концентратов, содержащих благородные металлы - RU2654407C1
Код документа: RU2654407C1
Описание
Изобретение относится к области металлургии благородных металлов, в частности к переработке сульфидных концентратов, содержащих благородные металлы. А именно к технологии переработки сульфидных золотосодержащих концентратов называемых «золотая головка», при переработке и обогащении руд содержащих золото.
Одним из целевых продуктов обогащения руд и песков, содержащих благородные металлы, являются богатые концентраты, так называемые «золотые головки», представляющие собой неоднородную смесь минералов и частиц горных пород, в значительной степени представленную сульфидами (арсенопирит, стибнит, пирротин, пирит, галенит, халькопирит и т.п.), реже кислородными соединениями (оксидами, карбонатами) кремния, алюминия, кальция, магния, железа. Благородные металлы - золото, серебро присутствуют в концентратах в самородном виде, в форме природных сплавов. Содержание благородных металлов в богатых концентратах, в зависимости от степени обогащения и доводки, составляет, в среднем от 5% до 20% в сумме и более.
Предлагается гидрохимическая доводка концентратов «золотая головка», заключающаяся в растворении элементов-примесей концентратов в растворах минеральных кислот. Суть гидрохимической доводки заключается в растворении примесей (сульфидов, карбонатов металлов) азотной кислотой. Таким образом, задача гидрохимической доводки концентратов заключается в необходимости растворить в растворе HNO3 указанные сульфидные примеси и не растворить золото. Свойство золота не растворяться в HNO3 только облегчает поставленную задачу.
Известны способы гидрохимической переработки руд цветных металлов, например, алюминийсодержащих руд, алюмосиликатного сырья, красных шламов, алунитовой руды, с получением цветных металлов щелочными или кислотными гидрохимическими способами. Изобретения относятся к цветной металлургии, конкретно к технологиям комплексной переработки руд цветных металлов. Гидрохимическую переработку руды ведут реакционными растворами или утилизацией отвальных красных шламов посредством их гидрохимической переработки по гидрогранатовой технологии или выщелачиванием дробленой руды щелочноалюминатным раствором агитационным методом или способом гидрохимической переработки алюмосиликатного сырья. Эти технологии относятся к цветной металлургии (RU №2036839, МПК C01F 7/06 (1995.01) C22В 3/02 (1995.01), Опубл. 09.06.1995, RU №2585648, МПК C01F 7/06 (2006.01) МПК C01F 7/14 (2006.01), Опубл 27.05.2016, RU №2250196. МПК C01F 7/06, опубл. 20.04.2005. RU №2193525, МПК С01F 7/06, опубл. 27.11.2002).
Общим недостатком этих технологий является их узкая направленность, способами не предусмотрена переработка золотосодержащих руд и концентратов, содержащих благородные металлы, тем более концентратов золотосодержащих сульфидых руд.
Известен способ извлечения благородных металлов из гравитационных концентратов (SU №1649815, МПК С22В 11/02, опубликовано 09.01.1995), включающий окислительный обжиг концентрата при температуре 500-700°С, полученный огарок смешивают с карбонатом натрия, кремнеземсодержащим флюсом - кварцевым песком, и углеродистым восстановителем, и плавят при температуре 1200°С с получением сплава благородных металлов и шлака.
Недостатками данного способа являются высокие затраты, связанные с улавливанием и нейтрализацией оксидов мышьяка (As2O3) и серы (SO2) выбросов обжиговых газов, с высокой продолжительностью процесса обжига, повышенные потери благородных металлов с пылью операции обжига, получение загрязненных сплавов и тугоплавких шлаков от плавки огарков концентрата. Особенно загрязненный сплав по данному способу получают при значительном содержании тяжелых цветных металлов (сурьма, никель, медь, висмут, мышьяк, свинец).
Известен также способ переработки концентратов («золотая головка»), содержащих благородные металлы и сульфиды (RU №2395598, МПК С22В 11/02, опубл. 27.07.2010).
По известному способу концентрат, содержащий благородные металлы и сульфиды, «золотая головка», подвергают термической обработке в смеси с нитратом и карбонатом натрия в соотношении 1:(0,5-1,6):(0,1-0,4) при температуре 400-600°С с получением спека, который выщелачивают в воде с последующим отделением от раствора нерастворимого осадка и его сушкой, далее осадок плавят при температуре 1200°С с карбонатом натрия, кремнеземсодержащим флюсом и углеродистым восстановителем с добавлением буры и оксида кальция с получением сплава благородных металлов и шлака.
Недостатками данного способа являются высокие затраты, связанные с применением высоких температур для всей массы перерабатываемого продукта, применением нитрата и карбоната натрия, сложностью получения спеков однородного состава, необходимостью измельчения спеков перед выщелачиванием в воде, значительной массой получаемых нерастворимых твердых остатков, которые повторно надо сушить и плавить, а также получение недостаточно чистого сплава благородных металлов. Данный способ не позволяет получать кондиционный золотосодержащий сплав при высоких концентрациях примесей тяжелых цветных металлов.
Известен так же способ переработки богатых золотосодержащих концентратов «золотая головка» (авторы Карпухин А.И., Орлов С.С. «Гидрометаллургическая технология переработки богатых золотосодержащих концентратов «золотая головка», Золотодобыча, №182, 2014 г.)
Способ включает переработку богатых гравитационных золотосодержащих концентратов с применением кислотной технологии, согласно которой исходный концентрат «золотая головка» обрабатывают раствором азотной кислоты, а твердый осадок (кек), сушат и плавят.
Существенным недостаткам известного способа - аналога является относительно большой расход азотной кислоты используемой для осуществления способа и недостаточность операции сушки для разложения серосодержащих соединений, что влечет затруднения при плавке.
Наиболее близким является способ переработки концентратов, содержащих благородные металлы и сульфиды. Изобретение относится к области металлургии благородных металлов, в частности к переработке сульфидных гравитационных концентратов, содержащих благородные металлы (RU №2457263, МПК С22В 11/00, 3/06 опубликовано 27.07.2012).
Способ включает выщелачивание сульфидных гравитационных концентратов содержащих благородные металлы «золотая головка», с последующим отделением от раствора нерастворимого осадка, его сушкой и последующей плавкой в смеси с карбонатом натрия, кремнеземсодержащим флюсом, бурой с получением сплава благородных металлов и шлака. При этом выщелачиванию подвергают исходный концентрат и ведут его раствором азотной кислоты. Плавку ведут с добавлением в состав смеси хлористого натрия. Выщелачивание концентрата проводят раствором азотной кислоты с массовой концентрацией 350-550 г/л. Хлористый натрий добавляют в смесь для плавки в количестве на 10-20% больше стехиометрического количества по реакции получения хлорида свинца.
Недостатком способа является невысокая эффективность переработки «золотой головки», наличие длительных операций обжига и плавки, а так же высокий расход азотной кислоты и невысокое извлечения золота, из-за большого выхода шлака, получение сплава благородных металлов загрязненного примесями.
Задачей предлагаемого способа является увеличение эффективности переработки золотосодержащих концентратов «золотая головка» за счет сокращения продолжительности операций обжига и плавки, снижения расхода азотной кислоты, за счет ее рационального использования, увеличения извлечения золота в сплав и получение более чистого сплава благородных металлов (золота лигатурного).
Поставленная задача решается тем, что в способе переработки сульфидных концентратов, содержащих благородные металлы, включающем выщелачивание сульфидных концентратов с последующим отделением от раствора нерастворимого золотосодержащего остатка, его сушкой и последующей плавкой, согласно изобретению, выщелачивание проводят гидрохимической доводкой сульфидного концентрата в растворе азотной кислоты, с отделением раствора-маточника от концентрата, полученный сульфидный концентрат «золотая головка» обезвоживают, помещают в реактор и растворяют примеси раствором азотной кислоты при объемно-весовом отношении Ж : Т=18-20 дм3/кг и начальной концентрации кислоты 4-5 моль/дм3, при постоянном перемешивании, при скорости вращения вала мешалки 250-500 об/мин, и непрерывной подаче кислородсодержащего газа, полученный раствор фильтруют, с получением золотосодержащего нерастворимого остатка, который промывают водой и подвергают окислительному обжигу при температуре 650-750°С, полученный огарок шихтуют с бурой и содой, и плавят с получением слитков лигатурного золота и шлака;
- огарок золотой головки шихтуют с безводной бурой и кальцинированной содой, расход которых определяют по эмпирическим формулам:
МБ=0,8⋅(Mог⋅(1-CAu/100))
МC=МБ/4
где МБ, МС, Мог. - масса буры, соды и огарка, соответственно, кг;
СAu - концентрация золота в огарке, %,
и плавят известным способом;
- непрерывную подачу кислородсодержащего газа, выполняют в количестве эквивалентном расходу кислорода равном 20 - 40 дм3/мин;
- полученный шлак направляют на дальнейшую переработку растворением в растворе-маточнике гидрохимической доводки «золотой головки».
Технический результат достигается тем, что гидрохимическую доводку сульфидного концентрата, содержащего благородные металлы «золотая головка», выполняют в растворе азотной кислоты при интенсивном перемешивании, при начальной концентрации кислоты 4-5 моль/дм3, объемно-весовом отношении Ж : Т=18-20 дм3/кг. Соблюдение технологического режима гидрохимической доводки обеспечивает протекание окислительно-восстановительных процессов. Химизм гидрохимической доводки сульфидного концентрата «золотая головка» описывается следующими основными реакциями:















где Me - Fe, Ni, Cu, Pb и др. цветные металлы.
Применение раствора азотной кислоты позволяет выполнить окисление сульфидов, содержащихся в сульфидном концентрате «золотая головка», и количественно перевести примесные элементы в раствор в виде водорастворимых соединений сульфатов, нитратов. Прохождение химических реакций (1-15) обеспечивает удаление примесей из «золотой головки» до обжига и плавки, что позволяет существенно упростить и сократить продолжительность операций обжига и плавки.
Объемно-весовое отношения Ж:Т выбирают из условия полного растворения примесей в виде окисленных соединений согласно реакций (1-15), протекание которых обеспечивается начальной концентрацией азотной кислоты 4-5 моль/дм3. Наличие достаточной начальной концентрации азотной кислоты обеспечивает быстрое протекание окислительных процессов в растворе (реакции 1-15), а достаточное количество перемешиваемого раствора Ж : Т=18-20 дм3/кг обеспечивает быстрое растворение вновь образующихся соединений примесей. Продолжительность гидрохимической доводки в условиях, согласно заявляемому способу, составляет не более 3,5 часов.
Технический результат достигается также тем, что гидрохимическую доводку сульфидного концентрата «золотая головка» выполняют при непрерывной подаче в раствор кислородсодержащего газа в виде кислорода и/или воздуха, подачу кислородсодержащего газа выполняют в количестве эквивалентном расходу кислорода равном 20-40 дм3/мин.
Подача кислорода и/или воздуха позволяет сократить расход азотной кислоты за счет того, что кислород, участвуя в реакциях окисления сульфидов (4, 12, 13) сокращает время окисления и снижает расход азотной кислоты, в сравнении с реакциями без участия кислорода.
Технический результат достигается также тем, что в результате выполнения гидрохимической доводки сульфидного концентрата «золотая головка», по заявляемому способу, получают нерастворимый золотосодержащий остаток, который содержит в основном золото, элементную серу, образовавшуюся в результате окисления сульфидов в растворе азотной кислоты, и незначительные количества кварца (SiO2), сульфата кальция. Поэтому обжиг золотосодержащего нерастворимого остатка золотой головки после гидрохимической доводки выполняют в интервале температур 650-750°С, при этом продолжительность операции сушки и обжига составляет не более 5,5 часов при перемешивании. Заявляемый температурный интервал обеспечивает полную сушку нерастворимого золотосодержащего остатка, быстрое сгорание серы и разложение нитратов и сульфатов входящих в нерастворимый золотосодержащий остаток.
Технический результат достигается также тем, что огарок «золотой головки» после гидрохимической доводки шихтуют с безводной бурой и кальцинированной содой, готовую шихту плавят в графитошамотном тигле с применением высокочастотной индукционной печи. Отсутствие в шихте плавки тугоплавких силикатных флюсов (песка, стекла и т.п.) обеспечивает высокую скорость плавки, низкий выход шлака, и, следовательно, высокое извлечение золота в слиток.
Также технический результат достигается тем, что применяют высокочастотную индукционную печь с рабочей частотой в интервале 40-100 кГц, преимущественно 66 кГц. За счет применения индукционного поля высокой частоты тигель для плавки разогревается до температуры плавки (1200-1250°С) за ~20 минут, а производительность плавки шихты огарка, полученной в соответствии с формулами (21, 22), достигает 80 кг/час.
Так же технический результат достигается, тем, что расчет количества безводной буры и кальцинированной соды определяют по эмпирическим формулам:


где МБ, МC, Мог. - массы буры, соды и огарка, соответственно, кг;
СAu - концентрация золота в огарке, %.
Применение заявленного состава шихты с расчетным (эмпирическим) количеством буры и соды увеличивает скорость плавки, так как температуры плавления кальцинированной соды и безводной буры составляют 852°С и 742°С, соответственно, что значительно меньше температуры плавления золота 1096°С и тем более ниже температуры размягчения кварца 1500-1710°С, стекла, силиката натрия 1090-1120°С. Таким образом, продолжительность плавки сокращается до 1 часа.
Так же технический результат достигается применением безводной буры в шихту плавки огарка «золотой головки». При плавлении пятиводной или десятиводной буры выделяется значительный объем паров воды, что приводит к потерям золота в результате пыления такой шихты, увеличению расхода электроэнергии и продолжительности плавки, требуемые для нагрева и испарения кристаллогидратной воды, а также применение пятиводной или десятиводной буры опасно из-за теплового расширения выделяющихся паров воды. Шихта с применением безводной буры при плавке не выделяет пары воды.
Так же технический результат достигается применением операции растворения шлака в растворе-маточнике от гидрохимической доводки сульфидного концентрата «золотая головка», при этом все золото (почти 100%) шлака возвращается на плавку. Это предотвращает дополнительные потери золота. За счет растворения шлаковой основы и примесей в растворе-маточнике. Шлаковая основа и примеси растворяются в растворе-маточнике, за счет остаточной кислоты, присутствующей в нем, а золотосодержащий нерастворимый остаток отделяют от раствора и возвращают на обжиг и плавку следующей партии золотой головки.
Способ осуществляется следующим образом.
В способе переработки сульфидных концентратов, содержащих благородные металлы, включающем выщелачивание концентратов с последующим отделением от раствора нерастворимого золотосодержащего остатка, его сушкой и последующей плавкой, где выщелачивание проводят гидрохимической доводкой сульфидного концентрата в растворе азотной кислоты, с отделением раствора-маточника от концентрата, полученный сульфидный концентрат «золотая головка» обезвоживают, далее помещают в реактор и растворяют примеси раствором азотной кислоты.
Загружают влажную «золотую головку» в реактор и растворяют мешающие примеси (сульфиды) раствором азотной кислоты при постоянном интенсивном перемешивании и непрерывной подаче кислородсодержащего газа (кислорода и/или воздуха) в вершину конической части реактора. По окончании процесса растворения примесей раствор обезвоживают на фильтре, полученный золотосодержащий нерастворимый остаток, промывают водой на фильтре и подвергают сушке и окислительному обжигу. Получают огарок «золотой головки». Полученный огарок шихтуют с безводной бурой и кальцинированной содой и плавят известным способом, а полученный шлак направляют на переработку растворением в растворе-маточнике гидрохимической доводки концентрата «золотая головка».
Гидрохимическую доводку сульфидного концентрата «золотая головка» выполняют в растворе азотной кислоты с исходной концентрацией кислоты равной 4-5 моль/дм3, с последующим отделением раствора-маточника от нерастворимого остатка, для последующего использования в процессе переработки шлака. Объемно-весовое отношение Ж : Т выбирают из интервала от 10 до 20 дм3/кг, в зависимости от вещественно-минералогического состава золотой головки, преимущественно применяют Ж : Т=18-20 дм3/кг. При концентрации азотной кислоты менее 4 моль/дм3 кислоты не хватит для полного протекания химических процессов (реакции 1-14). Увеличение концентрации азотной кислоты более 5 моль/дм3 приводит к завышенному расходу азотной кислоты.
Скорость вращения вала импеллера мешалки для перемешивания раствора при гидрохимической доводке выбирают из интервала 250-550 об/мин, преимущественно в интервале 270-310 об/мин, при использовании меньшей скорости вращения вала мешалки происходит замедление процесса загрузки сульфидного концентрата «золотая головка» в раствор из-за образования пены, при чрезмерно высокой скорости вращения происходит разбрызгивание раствора и пульпы, и вынос капель в вентиляционную систему через технологические отверстия.
Подачу кислородсодержащего газа (кислорода и/или воздуха) в раствор при выполнении гидрохимической доводки сульфидного концентрата «золотая головка» выполняют для сокращения расхода азотной кислоты. Подачу кислорода выполняют при расходе 20-40 дм3/мин. При применении воздуха или смеси кислорода с воздухом расход кислородсодержащего газа принимают в количестве эквивалентном расходу кислорода. Кислород участвует в реакциях окисления сульфидов, что позволяет уменьшить расход азотной кислоты, расход азотной кислоты снижается за счет ее рационального использования, химизм реакций (7), (8) и (10), (11) взаимодействия пирита с азотной кислотой показывает, что без применения кислорода расход азотной кислоты в 2-6 раз больше, чем в реакциях с применением кислорода, соответственно.
Сушку и обжиг нерастворимого золотосодержащего остатка выполняют при температуре 650-750°С не более 5,5 часов, с постоянной эвакуацией образующихся газов. Окончание обжига при температуре более 700°С позволяет провести полное термическое разложение сульфатов и нитратов цветных металлов, которые попадают на обжиг с нерастворимой частью золотосодержащего остатка. Повышение температуры обжига более 750°С ведет к излишнему расходу энергии. Выполнение обжига в окислительной атмосфере при температуре 650-750°С с постоянной эвакуацией образующихся газов позволяет перевести железо в высшие оксиды, что облегчает его ошлакование.
Перед плавкой огарок шихтуют с кальцинированной содой и безводной бурой, шихту плавят в графитошамотном тигле высокочастотной индукционной печи, работающей на частоте 66 кГц. В высокочастотном индукционном поле (40-100 кГц) развивается наибольшая скорость нагрева тигля, а разогрев и плавление шихты происходит преимущественно за счет теплопередачи от стенки тигля. А скорость нагрева практически не зависит от наличия в тигле расплавленного металла. Флюсы в заданном соотношении при расплавлении образуют легкоплавкий шлак с температурой плавления ниже температуры плавления лигатурного золота, что позволяет сократить продолжительность плавки, уменьшить выход шлака и уменьшить извлечение золота в шлак.
Для предотвращения потерь золота со шлаком, применяют операцию растворения шлака раствором-маточником от гидрохимической доводки «золотой головки», при этом все золото (почти 100%) шлака возвращается на плавку. Шлаковая основа и примеси растворяются в растворе-маточнике, за счет остаточной кислоты, присутствующей в растворе-маточнике, а золотосодержащий нерастворимый остаток отделяют от раствора и возвращают на обжиг и плавку следующей партии «золотой головки». Таким образом, все золото сульфидного концентрата «золотая головка» извлекается в слитки лигатурного золота, т.е. извлечение составляет почти 100%. Это предотвращает потери золота.
Пример выполнения способа.
Пример 1 (по аналогу). Концентрат «золотой головки» снимали, промывали водой и обезвоживали на фильтре. «Золотую головку» (расчет на сухой вес 36,5 кг) обжигали с перемешиванием при температуре 700-850°С в течение 13,4 часов. Огарок (27,31 кг) шихтовали с содой (2 кг) и бурой (8 кг) и плавили в индукционной печи (рабочая частота 18-22 кГц), продолжительность плавки шихты составила 1,2 часа. В результате плавки получен лигатурный металл и шлак. Масса лигатуры составила 17 648,9 г. Масса шлака составила 21 060 г, с содержанием золота 0,53%.
Состав исходной золотой головки, огарка и продуктов плавки приведены в таблице 1.

Расчеты, выполненные на основе данных по аналогу и данных, представленных в таблице 1, показывают, что извлечение золота в лигатуру (по аналогу) составило 99,34% при исходном содержании золота в золотой головке более 50%.
Пример 2 (по прототипу).
Концентрат «золотой головки» снимали, промывали водой и обезвоживали на фильтре. Золотую головку (29,1 кг) перерабатывали кислотным выщелачиванием загружали в реактор с раствором азотной кислоты исходной концентрации 560 г/л (~9 моль/дм3), Ж : Т=10 дм3/кг, продолжительность операции кислотной обработки при интенсивном перемешивании составила 7,5 часов из-за бурного вспенивания раствора. По окончании кислотной обработки нерастворимый золотосодержащий остаток отделили от раствора, сушили и обжигали с перемешиванием при температурах 400-850°С, продолжительность операции сушки и обжига составила 6 часов. Огарок (20 кг) шихтовали с содой и бурой и плавили в индукционной печи (рабочая частота 18-22 кГц), продолжительность плавки шихты составила 1,1 часа. В результате плавки получены лигатурный металл и шлак. Масса лигатурного золота составила 16 292,1 г. Масса шлака составила 7470 г, с содержанием золота 2,44%.
Состав исходной золотой головки, огарка и продуктов плавки приведены в таблице 2.
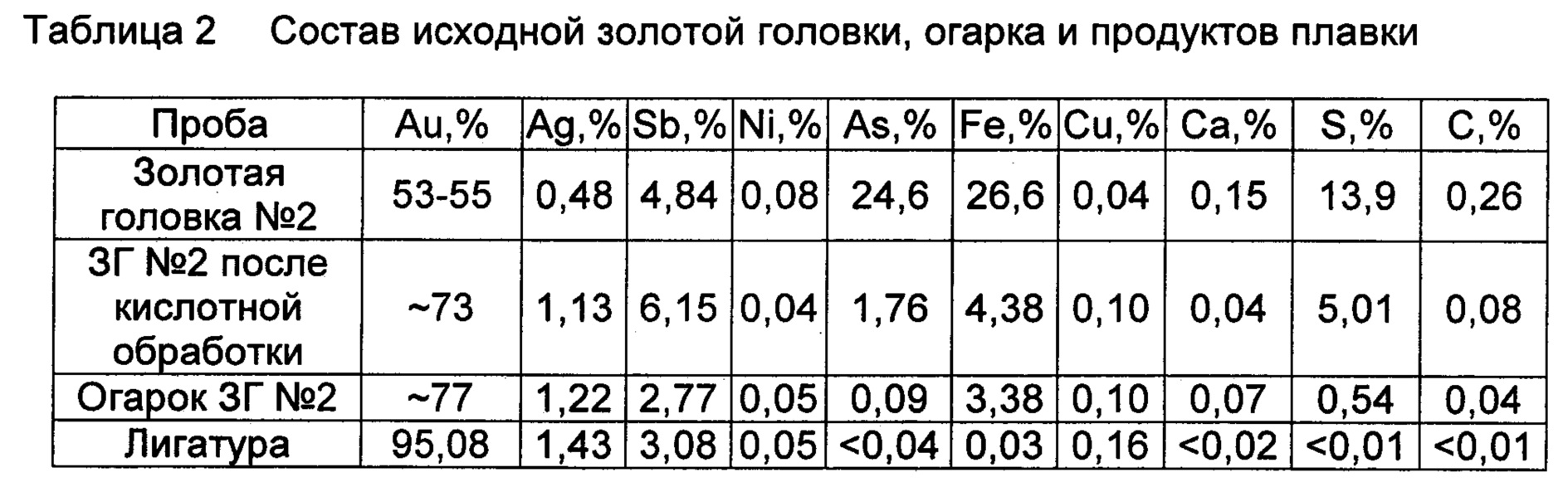
Расчеты выполненные на основе данных по прототипу и данных, представленных в таблице 2, показывают, что извлечение золота в лигатуру (по прототипу) составило 98,84% при исходном содержании золота в золотой головке более 50%.
Пример 3 (по заявляемому способу).
Концентрат «золотой головки» снимали, промывали водой и обезвоживали на фильтре. Далее «Золотую головку» (вес 192 кг) перерабатывали по технологии гидрохимической доводки, загружали в реактор с раствором азотной кислоты исходной концентрации 310 г/л (~5 моль/дм3), Ж : Т=18-20 дм3/кг, подавали воздух с расходом 100-200 дм3/мин (что эквивалентно подаче кислорода 20-40 дм3/мин). Подачу воздуха в раствор при выполнении гидрохимической доводки «золотой головки» выполняли для сокращения расхода азотной кислоты.
При постоянном перемешивании раствора механической мешалкой со скоростью вращения вала мешалки ~300 об/мин продолжительность операции гидрохимической доводки составила 3,5 часа.
По окончании процесса гидрохимической доводки нерастворимый золотосодержащий остаток отделяли от раствора, сушили и обжигали с перемешиванием при температуре 650-750°С, общая продолжительность операции сушки и обжига составила 5,5 часа. Огарок (64,2 кг) шихтовали с кальцинированной содой (~4 кг) и безводной бурой (~16 кг) и плавили в индукционной печи (рабочая частота 66 кГц). Общая продолжительность плавки шихты составила 1,0 час. В результате плавки получены лигатурное золото и шлак. Масса лигатурного золота составила 46 867,6 г.Масса шлака составила 42 100 г, с содержанием золота 0,33%.
Состав исходной «золотой головки», нерастворимого золотосодержащего остатка, огарка и продуктов плавки приведены в таблице 3.

Расчеты, выполненные на основе данных по заявляемому способу и данных, представленных в таблице 3, показывают, что извлечение золота в лигатуру при плавке равно 99,69% при исходном содержании золота в золотой головке около 20%.
Шлак, полученный от плавки, растворяли в растворе-маточнике операции гидрохимической доводки концентрата «золотая головка». При этом шлаковая основа и примеси растворялись, а золотосодержащий нерастворимый остаток отделяли от раствора и возвращали на обжиг и плавку следующей партии «золотой головки». Таким образом, все золото концентрата «золотая головка» извлекали в слитки лигатурного золота, т.е. извлечение составляет почти 100%. За счет присутствия в растворе-маточнике остаточной кислоты бораты, силикаты и ферраты натрия растворяются, при этом образуется нитратно, -боратный раствор в котором не растворяется золото. Полученный нитратно, -боратный раствор утилизируют как отработанный. Использование раствора-маточника позволяет предотвратить потери золота и серебра со шлаком.
Преимущества заявляемого способа заключаются в следующем:
- продолжительность операции гидрохимической доводки концентрата «золотая головка» в растворе азотной кислоты уменьшилась с 7,5 часов, по сравнению с аналогом, до 3,5 часов в заявляемом способе, так как применяют технологический режим гидрохимической доводки который не требует высокой концентрации азотной кислоты в растворе, а следовательно устраняется явление вспенивания раствора и необходимость затраты времени на охлаждение раствора и сбивание пены; так же более быстрому окислению примесей способствует подача кислородсодержащего газа в раствор, так как кислород участвует в реакциях окисления сульфидов;
- продолжительность процесса сушки и обжига уменьшается с 13,4-6 часов, по сравнению с аналогом, при 700-850°С, до 5,5 часов при 650-750°С в заявляемом способе, так как на обжиг поступает не весь концентрат «золотая головка», а только золотосодержащий нерастворимый остаток, который составляет 1/3-1/5 часть от исходной массы, и в котором находится в основном легкосгораемая элементная сера, получающаяся в результате окисления сульфидов в растворе;
- суммарная продолжительность технологических операций (гидрохимическая доводка, обжиг, плавка), (3,5+5,5+1=10 часов) не превышает 10 часов за счет совокупности выполняемых операций гидрохимической доводки концентрата «золотая головка», обжига и плавки шихты;
- уменьшается извлечение золота в шлак в ~7 раз за счет сокращения выхода шлака, так как после гидрохимической доводки масса шихты огарка поступающей на плавку в 3-5 раз меньше массы шихты огарка, полученного без гидрохимической доводки, а также за счет применения в плавку шихты сбалансированного состава, рассчитанного по эмпирическим формулам (21) и (22), а также за счет упрощения состава шихты и отказа от тугоплавких кремнеземсодержащих флюсов (песок, стекло) и хлорида натрия;
- предотвращаются потери золота и серебра со шлаком, за счет применения операции растворения шлака раствором-маточником от гидрохимической доводки концентрата «золотая головка». При этом все золото (почти 100%) шлака возвращается на плавку, а по устоявшейся практике работы шлак, как правило, перерабатывают гравитационными способами, при этом в плавку возвращается не все золото шлака, а только выделенный концентрат, большая часть золота шлака попадает в основную схему рудного обогащения и извлечения золота, формируя там потери золота.
Реферат
Изобретение относится к металлургии благородных металлов, в частности к переработке сульфидных концентратов, содержащих благородные металлы. Проводят гидрохимическую доводку сульфидного концентрата в растворе азотной кислоты с отделением раствора-маточника. Концентрат «золотая головка» обезвоживают, помещают в реактор и растворяют примеси раствором азотной кислоты при постоянном перемешивании со скоростью вращения вала мешалки 250-500 об/мин и непрерывной подаче кислородсодержащего газа. Полученный раствор фильтруют с получением золотосодержащего нерастворимого остатка, который промывают водой и подвергают окислительному обжигу при температуре 650-750°С. Полученный огарок «золотой головки» шихтуют с бурой и содой и плавят с получением слитков лигатурного золота и шлака. Способ обеспечивает увеличение извлечения золота в слиток, увеличение скорости плавки до 80 кг/ч и более. 3 з.п. ф-лы, 3 табл., 3 пр.
Комментарии