Способ и устройство для корректировки извивания в устройстве для бесконтактной транспортировки полосового материала - RU2739082C1
Код документа: RU2739082C1
Чертежи


Описание
Область техники, к которой относится изобретение
Данное изобретение относится к способу корректировки извивания полосового материала в устройстве, осуществляющем бесконтактную транспортировку непрерывно перемещающегося полосового материала с помощью транспортирующих роликов при поддержании полосового материала в плавающем состоянии посредством группы устройств для создания воздушной подушки, содержащей одно или более устройств для создания воздушной подушки, и к устройству для корректировки извивания посредством такого способа.
Уровень техники
Процесс изготовления стальных изделий включает некоторые этапы подвергания полосового материала, например холоднокатаной стальной полосы, различным обработкам, например: тепловой обработке, нанесению покрытия, крашению и т.д. – при поддержании непрерывного перемещения полосового материала. На таких этапах в качестве средства транспортировки полосового материала обычно используют “роликовую транспортировку”, при которой полосовой материал транспортируют, поддерживая его в контакте с роликом.
Однако обычный способ роликовой транспортировки обладает недостатками. Например, на этапе нанесения различных покрытий на поверхность полосового материала, например холоднокатаной стальной полосы, с последующей сушкой и спеканием или подвергания полосового материала тепловой обработке при высокой температуре и непрерывном перемещении на поверхности материала или на пленке нанесенного покрытия, из-за контакта полосового материала с транспортирующим роликом, легко образуются дефекты, например: царапины, задиры и т.п. В качестве устройства, посредством которого преодолевают такие недостатки, используют бесконтактное транспортировочное устройство для бесконтактной транспортировки полосового материала с помощью транспортирующего ролика, усовершенствованное за счет использования устройства для поддержания полосового материала в плавающем состоянии, с помощью которого можно поддерживать полосовой материал в плавающем состоянии за счет давления газов или тому подобного.
Так как в устройстве бесконтактной транспортировки, в котором используется такое устройство для создания воздушной подушки, полосовой материал поддерживается в плавающем состоянии, сила трения, возникающая из-за контакта с опорой, не возникает. Таким образом, следует отметить, что устройство для бесконтактной транспортировки обладает недостатком, заключающимся в недостаточном обеспечении стабильности прохождения полосы, из-за чего полосовой материал соскальзывает в боковом направлении, вызывая извивание или хлопанье под действием тяги воздуха или тому подобного, выпускаемого для поддержания полосового материала в плавающем состоянии. Было проведено много исследований, направленных на предотвращение извивания и хлопанья полосового материала, поддерживаемого в плавающем состоянии, для его стабильной транспортировки.
В качестве способа корректировки извивания, например, в патентном документе 1 был предложен способ транспортировки полосового материала с использованием устройства для создания воздушной подушки, с помощью которого полосовой материал поддерживают бесконтактным способом подобно подвеске посредством выпускаемого газа и в котором с снаружи каждого края по ширине полосового материала над устройством для создания воздушной подушки расположена боковая стенка, высота которой превышает обычный уровень транспортировки полосового материала, в результате чего извивающийся полосовой материал можно транспортировать без входа в контакт каждого его края по ширине с боковой стенкой. Однако в устройстве для создания воздушной подушки согласно патентному документу 1 только самая дальняя в направлении ширины полосового материала боковая стенка выполнена высокой, чтобы движущая сила для возвращения полосового материала к центру не создавалась до тех пор, пока полосовой материал сильно не изовьется. Таким образом, сложно транспортировать полосовой материал в центральной части в направлении ширины с высокой точностью при относительно небольшой величине извивания полосового материала.
Для корректировки извивания даже при небольшой величине извивания в патентном документе 2 раскрыто устройство для предотвращения извивания полосового материала посредством расположения управляющего ролика с выходной стороны горизонтального устройства для создания воздушной подушки, предназначенного для поддержания на воздушной подушке перемещающегося полосового материала, путем огибания управляющего ролика полосовым материалом и покачивания управляющего ролика для принудительной корректировки извивания полосового материала.
Перечень цитируемых документов
Патентные документы
Патентный документ 1: JP-A-H06-107360
Патентный документ 2: JP-A-H11-116114
Раскрытие сущности изобретения
Техническая проблема
Согласно способу, раскрытому в патентном документе 2, между центрирующим роликом и полосовым материалом действует большая контактная сила (сила трения), которая оказывает пагубное воздействие на поверхность полосового материала, подлежащего бесконтактной транспортировке, хотя при этом может быть достигнута значительная сила, корректирующая извивание.
Изобретение направлено на исключение недостатков, присущих ранее известным решениям, и его целью является создание способа корректировки извивания полосового материала в устройстве для бесконтактной транспортировки полосового материала при поддержании полосового материала в плавающем состоянии посредством выпуска газа и т.п., согласно которому, даже при небольшой величине извивания полосового материала, извивание полосового материала может быть скорректировано для обеспечения стабильной транспортировки без неблагоприятного воздействия на поверхность полосового материала, а также создание устройства для корректировки извивания.
Решение проблем
Авторами изобретения были проведены различные исследования для решения задачи. В результате было установлено, что при непрерывном перемещении полосового материала, поддерживаемого в плавающем состоянии посредством группы устройств для создания воздушной подушки, содержащей одно или более устройств для создания воздушной подушки, можно регулировать извивание полосового материала с высокой точностью даже при небольшой величине извивания, при этом регулирование осуществляется путем принудительного изменения положения по высоте в направлении ширины полосового материала для его наклона по меньшей мере в одной зоне из зоны между самым верхним по ходу устройством для создания воздушной подушки в группе устройств для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно выше по ходу от такого устройства для создания воздушной подушки, зоны между двумя соседними устройствами для создания воздушной подушки и зоны между самым нижним по ходу устройством для создания воздушной подушки в группе устройств для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно ниже по ходу от такого устройства для создания воздушной подушки, при этом в качестве результата исследований было создано данное изобретение.
Таким образом, изобретением предложен способ корректировки извивания полосового материала в устройстве, осуществляющем бесконтактную транспортировку непрерывно перемещающегося полосового материала при поддержании полосового материала в плавающем состоянии посредством группы устройств для создания воздушной подушки, содержащей одно или более устройств для создания воздушной подушки, расположенных в линию,
отличающийся тем, что наклоняют полосовой материал путем принудительного изменения положения по высоте в направлении ширины полосового материала по меньшей мере в одной зоне из зоны между самым верхним по ходу устройством для создания воздушной подушки в группе устройств для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно выше по ходу от такого устройства для создания воздушной подушки, зоны между двумя соседними устройствами для создания воздушной подушки и зоны между самым нижним по ходу устройством для создания воздушной подушки в группе устройств для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно ниже по ходу от такого устройства для создания воздушной подушки, для изменения положения по высоте в направлении ширины полосового материала над устройством для создания воздушной подушки, в результате чего статическое давление, действующее на полосовой материал над устройством для создания воздушной подушки, изменяется для корректировки извивания полосового материала.
Способ корректировки извивания полосового материала согласно изобретению отличается тем, что наклоняющийся ролик располагают в зоне, где полосовой материал наклонен, так, чтобы он входил в контакт с нижней поверхностью перемещающегося полосового материала и толкал вверх полосовой материал, и наклоняют наклоняющийся ролик относительно горизонтальной поверхности для изменения положения по высоте наклоняющегося ролика в направлении ширины полосового материала, в результате чего полосовой материал наклоняется.
Способ корректировки извивания полосового материала согласно изобретению отличается тем, что наклоняющийся ролик располагают от центра устройства для создания воздушной подушки на расстоянии, которое находится в диапазоне S/2, где S – расстояние между центром самого верхнего по ходу устройства для создания воздушной подушки в группе устройств для создания воздушной подушки и центром транспортирующего ролика, расположенного непосредственно выше по ходу от такого устройства для создания воздушной подушки, расстояние между центрами двух соседних устройств для создания воздушной подушки или расстояние между центром самого нижнего по ходу устройства для создания воздушной подушки в группе устройств для создания воздушной подушки и центром транспортирующего ролика, расположенного непосредственно ниже по ходу от такого устройства для создания воздушной подушки.
Способ корректировки извивания полосового материала согласно изобретению отличается тем, что величина L подъема наклоняющегося ролика составляет от H/3 до 6H относительно линии прохождения полосового материала до расположения наклоняющегося ролика, где H – средняя величина поддержания в плавающем состоянии полосового материала над устройством для создания воздушной подушки.
Способ корректировки извивания полосового материала согласно изобретению отличается тем, что угол наклона наклоняющегося ролика находится в диапазоне от ±0,3 до ±5,0° относительно горизонтальной поверхности.
Способ корректировки извивания полосового материала согласно изобретению отличается тем, что угол наклона наклоняющегося ролика регулируют посредством управления с обратной связью и/или упреждающего управления на основе результатов измерения величины извивания полосового материала.
Способ корректировки извивания полосового материала согласно изобретению отличается тем, что окружную скорость наклоняющегося ролика регулируют в диапазоне ±4 м/мин относительно скорости транспортировки полосового материала.
Также изобретение относится к устройству для корректировки извивания полосового материала в устройстве, осуществляющем бесконтактную транспортировку непрерывно перемещающегося полосового материала при поддержании полосового материала в плавающем состоянии с помощью группы устройств для создания воздушной подушки, содержащей одно или более устройств для создания воздушной подушки, расположенных в линию;
отличающемуся тем, что оно снабжено средствами наклона по меньшей мере в одной зоне из зоны между самым верхним по ходу устройством для создания воздушной подушки в группе устройств для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно выше по ходу от устройства для создания воздушной подушки, зоны между двумя соседними устройствами для создания воздушной подушки и зоны между самым нижним по ходу устройством для создания воздушной подушки в группе устройств для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно ниже по ходу от такого устройства для создания воздушной подушки,
при этом средства наклона выполнены с возможностью принудительного изменения положения по высоте в направлении ширины полосового материала для его наклона и изменения положения по высоте в направлении ширины полосового материала над устройством для создания воздушной подушки,
чтобы в результате изменить статическое давление, действующее на полосовой материал над устройством для создания воздушной подушки, для корректировки извивания полосового материала.
Устройство для корректировки извивания полосового материала согласно изобретению отличается тем, что средства наклона для корректировки извивания полосового материала снабжены наклоняющимся роликом, установленным с возможностью входа в контакт с нижней поверхностью перемещающегося полосового материала и толкания вверх полосового материала в зоне, где полосовой материал наклонен, при этом наклоняющийся ролик выполнен с возможностью наклона относительно горизонтальной поверхности для изменения положения по высоте наклоняющегося ролика в направлении ширины полосового материала, чтобы в результате наклонить полосовой материал.
Устройство для корректировки извивания полосового материала согласно изобретению отличается тем, что наклоняющийся ролик расположен от центра устройства для создания воздушной подушки на расстоянии в диапазоне S/2, где S – расстояние между центром самого верхнего по ходу устройства для создания воздушной подушки в группе устройств для создания воздушной подушки и центром транспортирующего ролика, расположенного непосредственно выше по ходу от такого устройства для создания воздушной подушки, расстояние между центрами двух соседних устройств для создания воздушной подушки или расстояние между центром самого нижнего по ходу устройства для создания воздушной подушки в группе устройств для создания воздушной подушки и центром транспортирующего ролика, расположенного непосредственно ниже по ходу от такого устройства для создания воздушной подушки.
Устройство для корректировки извивания полосового материала согласно изобретению отличается тем, что наклоняющийся ролик выполнен с возможностью толкания вверх полосового материала в диапазоне от H/3 до 6H относительно линии прохождения полосового материала до расположения наклоняющегося ролика, где H – средняя величина поддержания в плавающем состоянии полосового материала над устройством для создания воздушной подушки.
Устройство для корректировки извивания полосового материала согласно изобретению отличается тем, что угол наклона наклоняющегося ролика является регулируемым в диапазоне от ±0,3 до ±5,0° относительно горизонтальной поверхности.
Устройств для корректировки извивания полосового материала согласно изобретению отличается тем, что угол наклона наклоняющегося ролика является регулируемым посредством управления с обратной связью и/или упреждающего управления на основе результатов измерения величины извивания полосового материала.
Благоприятные эффекты изобретения
Согласно изобретению, в транспортировочном устройстве, предназначенном для бесконтактной транспортировки непрерывно перемещающегося полосового материала с помощью транспортирующего ролика при поддержании в плавающем состоянии полосового материала посредством устройства для создания воздушной подушки, полосовой материал принудительно наклоняют в зоне, отличной от зоны, где полосовой материал поддерживают в плавающем состоянии посредством устройства для создания воздушной подушки, чтобы, таким образом, скорректировать извивание полосового материала для возвращения полосового материала к центральному положению в направлении ширины даже при пренебрежительно малой величине извивания, в результате чего возможно стабильно транспортировать полосовой материал.
Краткое описание чертежей
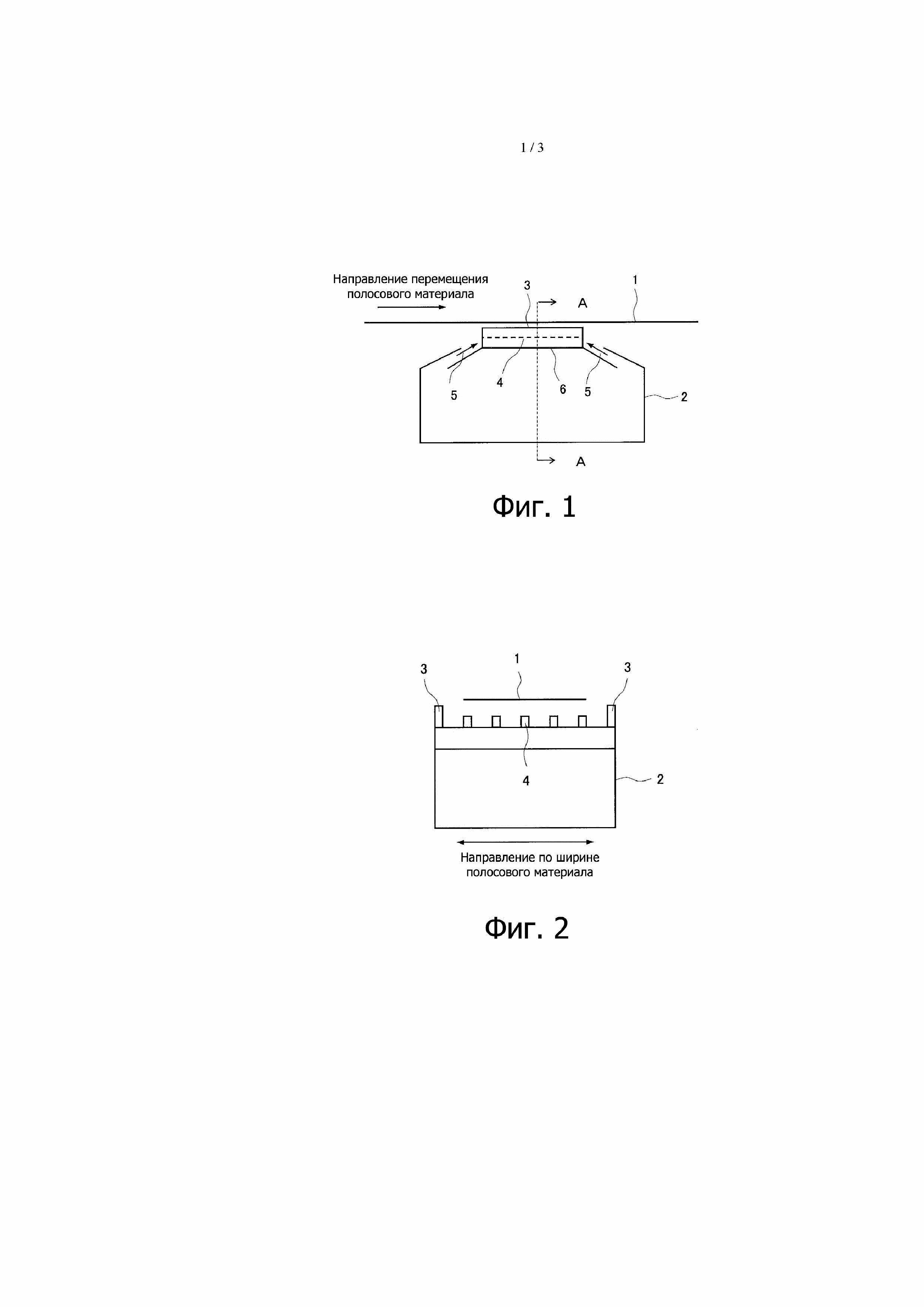
На фиг. 1 показан вид сбоку устройства для создания воздушной подушки, используемого при бесконтактной транспортировке полосового материала;
на фиг. 2 – сечение устройства для создания воздушной подушки, используемого при бесконтактной транспортировке полосового материала;
на фиг. 3 – схематический вид, иллюстрирующий известную из уровня техники теорию корректировки извивания в устройстве для создания воздушной подушки;
на фиг. 4 – схематический вид, иллюстрирующий способ и устройство для корректировки извивания, в которых используется наклоняющийся ролик;
на фиг. 5 – схематический вид, иллюстрирующий расстояние D расположения и величину L подъема наклоняющегося ролика, а также среднюю величину H поддержания полосового материала в плавающем состоянии.
Осуществление изобретения
На фиг. 1 показан вид сбоку примера устройства для создания воздушной подушки согласно изобретению, с использованием которого осуществляется транспортировка непрерывно перемещающегося полосового материала в плавающем состоянии. Устройство для создания воздушной подушки предназначено для обеспечения транспортировки полосового материала в плавающем состоянии посредством выпуска газа снизу полосового материала в сторону его нижней поверхности. Более конкретно, устройство 2 для создания воздушной подушки расположено снизу перемещающегося полосового материала 1. Давление внутри устройства 2 для создания воздушной подушки поддерживается выше атмосферного давления посредством подачи газа вентилятором, воздуходувкой и т.п. (не показаны). Газ под высоким давлением, находящийся внутри устройства 2 для создания воздушной подушки, выпускается в сторону нижней поверхности полосового материала из щелевого отверстия 5 для выпуска газа (щелевого сопла), расположенного в верхней части устройства 2 для создания воздушной подушки в направлении ширины полосового материала. Щелевые сопла 5 расположены в двух местах в направлении перемещения полосового материала, при этом направления выпускаемого из этих щелевых сопел газа противоположны друг другу. Таким образом, для создания статического давления газ, выпускаемый из щелевого сопла 5, оказывается заключенным между полосовым материалом 1 и верхней плитой 6, расположенной в верхней части устройства для создания воздушной подушки, при этом под действием статического давления полосовой материал 1 поддерживается в плавающем состоянии.
На фиг. 2 показано обозначенное на фиг. 1 сечение A–A устройства для создания воздушной подушки. В верхней части устройства для создания воздушной подушки, на верхней плите 6, расположено множество ребер 4 с заданным интервалом в направлении ширины полосового материала. Ребра 4 препятствуют оттоку газа, выпускаемого из щелевого сопла 5, в направлении по ширине, чтобы обеспечить стабильное создание статического давления между полосовым материалом 1 и верхней плитой 6, в результате чего полосовой материал 1 может стабильно поддерживаться в плавающем состоянии. В дополнение к ребрам 4, расположенным в направлении ширины, может быть установлено множество ребер в направлении перемещения полосового материала для снижения оттока газа, выпускаемого из щелевого сопла 5, в направлении перемещения полосового материала. С обеих наружных боковых сторон ребер 4 или на обоих краях плиты 6 в направлении ширины полосового материала установлены боковые стенки 3, высота которых больше высоты ребер 4, для предотвращения извивания полосового материала.
Далее пояснена работа показанного на фиг. 1 и 2 устройства для создания воздушной подушки в отношении корректировки извивания полосового материала со ссылками на фиг. 3. При извивании полосового материала 1 на одной стороне (на левой стороне на фиг. 3) просвет для прохода потока газа между боковой стенкой 3, расположенной на стороне извивания, и полосовым материалом 1 становится узким, поэтому статическое давление, действующее на нижнюю поверхность полосового материала 1, увеличивается. В результате этого на стороне извивания величина поддержания полосового материала 1 в плавающем состоянии увеличивается, и полосовой материал 1 стремится занять наклонное положение, как показано на фиг. 3. Статическое давление, действующее на нижнюю поверхность полосового материала 1, создает силу, направленную перпендикулярно к поверхности полосового материала. Эта сила может быть разложена на векторы вертикальной силы и горизонтальной силы. Вертикальная сила является силой, поддерживающей в плавающем состоянии собственный вес полосового материала 1, а горизонтальная сила действует как регулирующая сила для корректировки извивания полосового материала 1. Это означает, что, когда полосовой материал 1 наклонен над устройством для создания воздушной подушки, возникает горизонтальная составляющая силы, создаваемой статическим давлением, действующим на нижнюю поверхность, причем эта составляющая силы действует как регулирующая сила для корректировки извивания. В результате этого полосовой материал 1 можно транспортировать над устройством для создания воздушной подушки без продолжения извивания.
Однако для достижения описанной выше корректировки извивания необходимо, чтобы край полосового материала достаточно близко приблизился к боковой стенке 3, то есть необходимо, чтобы создавалась определенная величина извивания. Другими словами, вышеописанное обычное устройство для создания воздушной подушки является эффективным при большом извивании, но трудно ожидать возникновение силы корректировки извивания при небольшом извивании.
Авторами изобретения был изучен способ корректировки извивания, эффективный при небольшом извивании, при котором принимается в расчет описанная выше работа устройства для создания воздушной подушки; в результате этого авторы пришли к идее наклона полосового материала посредством принудительного изменения его положения по высоте в направлении ширины таким образом, чтобы изменялось положение полосового материала по высоте в направлении его ширины над устройством для создания воздушной подушки и чтобы, таким образом, изменялось статическое давление, действующее на полосовой материал над устройством для создания воздушной подушки, в результате чего даже при небольшой величине извивания может быть создана сила корректировки извивания, что позволило создать изобретение.
Для принудительного наклона полосового материала существует способ, заключающийся в установке ролика 7, предназначенного для подъема полосового материала, перемещающегося вблизи устройства для создания воздушной подушки, как показано на фиг. 4 (a), контактирующего с его нижней поверхностью, и наклоне ролика 7 относительно горизонтальной поверхности, как показано на фиг. 4(b) так, чтобы полосовой материал 1, входящий в контакт с роликом 7, мог быть наклонен. Так как ролик 7 может располагаться под углом в направлении ширины полосового материала, он далее называется также “наклоняющимся роликом”.
Если устройство для транспортировки содержит группу устройств для создания воздушной подушки, состоящую из одного или более устройств для создания воздушной подушки, расположенных в линию, то наклоняющийся ролик может быть расположен по меньшей мере в одной зоне из зоны между самым верхним по ходу устройством для создания воздушной подушки в группе устройств для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно выше по ходу от такого устройства для создания воздушной подушки, зоны между двумя соседними устройствами для создания воздушной подушки и зоны между самым нижним по ходу устройством для создания воздушной подушки в группе устройств для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно ниже по ходу от такого устройства для создания воздушной подушки.
Для повышения эффективности корректировки извивания с помощью наклоняющегося ролика предпочтительно, чтобы место расположения наклоняющегося ролика (расстояние D от центра устройства для создания воздушной подушки до наклоняющегося ролика) находилось в пределах S/2, где S – расстояние между центром самого верхнего по ходу устройства для создания воздушной подушки в группе устройств для создания воздушной подушки и центром транспортирующего ролика, расположенного непосредственно выше по ходу от такого устройства для создания воздушной подушки, расстояние между центрами двух соседних устройств для создания воздушной подушки или расстояние между центром самого нижнего по ходу устройства для создания воздушной подушки в группе устройств для создания воздушной подушки и центром транспортирующего ролика, расположенного непосредственно ниже по ходу от такого устройства для создания воздушной подушки. Таким образом, предпочтительно, чтобы наклоняющийся ролик был расположен ближе к устройству для создания воздушной подушки, чем наиболее низкая точка кривой провисания (линии провисания), образующейся в полосовом материале между самым верхним по ходу устройством для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно выше по ходу от такого устройства для создания воздушной подушки, между двумя соседними устройствами для создания воздушной подушки и между самым нижним по ходу устройством для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно ниже по ходу от такого устройства для создания воздушной подушки. Если наклоняющийся ролик расположен дальше описанного выше положения, то эффект от наклона полосового материала над устройством для создания воздушной подушки уменьшается и корректировка извивания, а также быстрая реакция становятся незначительными. С другой стороны, необходимо, чтобы наклоняющийся ролик был расположен по меньшей мере на некотором расстоянии от устройства для создания воздушной подушки, при этом предпочтительно, чтобы это расстояние составляло не менее 100 мм. Если наклоняющийся ролик расположен слишком близко к устройству для создания воздушной подушки, то поток газа, выпускаемого из отверстия для выпуска газа устройства для создания воздушной подушки, рассеивается наклоняющимся роликом и сложно обеспечивать стабильное статическое давление и стабильно поддерживать полосовой материал в плавающем состоянии. На фиг. 5 показан пример, в котором расстояние между центром самого нижнего по ходу устройства для создания воздушной подушки и центром транспортирующего ролика, расположенного непосредственно ниже по ходу от такого устройства для создания воздушной подушки, равно S.
Благодаря расположению наклоняющегося ролика полосовой материал вынужден входить в контакт с наклоняющимся роликом, что приводит к созданию силы трения между ними, вызывая пагубное воздействие на поверхность полосового материала. В этом случае наклоняющийся ролик расположен между самым нижним по ходу устройством для создания воздушной подушки в группе устройств для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно ниже по ходу от такого устройства для создания воздушной подушки, или в месте, где тепловая обработка, крашение и т.п. почти завершены, благодаря чему описанное выше пагубное влияние может быть снижено до минимального уровня. Наклоняющийся ролик также находится в контакте с полосовым материалом, но наибольшая часть собственного веса полосового материала поддерживается устройством для создания воздушной подушки и транспортирующими роликами, расположенными непосредственно выше по ходу и непосредственно ниже по ходу от устройства для создания воздушной подушки, поэтому сила трения, возникающая из-за контакта, является достаточно небольшой в сравнении с силой трения, возникающей при обычной роликовой транспортировке, и не ведет к значительному ухудшению качества продукта.
Предпочтительно, чтобы величина (величина L подъема), на которую поднимают вверх полосовой материал наклоняющимся роликом, находящимся в контакте с его нижней поверхностью, находилась в диапазоне от H/3 до 6H относительно линии прохождения полосового материала до расположения наклоняющегося ролика, где H – средняя величина поддержания в плавающем состоянии полосового материала над устройством для создания воздушной подушки. Величина L подъема определяется как расстояние от линии прохождения полосового материала до расположения наклоняющегося ролика или от линии провисания, образованной полосовым материалом до расположения наклоняющегося ролика, до линии провисания полосового материала, образованной после подъема наклоняющимся роликом и до наклона наклоняющегося ролика, как показано на фиг. 5. Средняя величина H поддержания в плавающем состоянии определяется как средняя величина расстояния от полосового материала до верхней части ребра по всей ширине, когда ребро расположено так, как показано на фиг. 5, или средняя величина расстояния от полосового материала до верхней плиты устройства для создания воздушной подушки по всей ширине, когда ребро отсутствует. Когда величина L подъема меньше H/3, эффект от наклона полосового материала над устройством для создания воздушной подушки и степень корректировки извивания снижаются. С другой стороны, когда величина L подъема превышает 6H, большая часть собственного веса полосового материала поддерживается наклоняющимся роликом, и статическое давление между верхней плитой устройства для создания воздушной подушки и полосовым материалом уменьшается так, что не может быть достигнута существенная корректировка извивания даже при наклоне полосового материала. Более предпочтительно, чтобы величина L подъема находилась в диапазоне H ≤ L ≤ 4H.
Механизм подъема наклоняющегося ролика может позволять свободно регулировать величину подъема, при этом можно использовать, например, цилиндр с силовым приводом, гидравлический цилиндр и т.д. Предпочтительно также, чтобы механизм подъема обладал функцией отвода, чтобы наклоняющийся ролик не контактировал с полосовым материалом, когда он не используется.
Предпочтительно, чтобы угол α наклона наклоняющегося ролика при корректировке извивания (см. фиг. 4(b)) составлял от ±0,3 до ±5,0° относительно горизонтальной поверхности. Если абсолютная величина угла α наклона меньше 0,3°, то величина наклона полосового материала является столь небольшой, что не может быть произведена существенная коррекция извивания. С другой стороны, если абсолютная величина угла α наклона превышает 5°, то величина наклона полосового материала является столь большой, что поддержание в плавающем состоянии полосового материала становится нестабильным и увеличивается горизонтальное колебание, приводящее к контакту с боковой стенкой. Более предпочтительно, чтобы угол α составлял от ±1 до ±4°.
Скорость извивания в устройстве для транспортировки, в котором полосовой материал поддерживается в плавающем состоянии посредством устройства для создания воздушной подушки и т.п., является очень большой, а сила трения (сдерживающая сила в направлении ширины) не действует на полосовой материал, поэтому необходимо управлять возникающим извиванием с достаточно быстрой реакцией. Для этого предпочтительно, чтобы величину извивания измеряли на выходной стороне устройства для транспортировки (группы устройств для создания воздушной подушки) и регулировали угол α наклона наклоняющегося ролика в устройстве для корректировки извивания, расположенном на верхней по ходу стороне, по обратной реакции на измеренную величину или величину извивания измеряли на входной стороне устройства для транспортировки (группы устройств для создания воздушной подушки) и регулировали угол α наклона наклоняющегося ролика в устройстве для корректировки извивания, расположенном на нижней по ходу стороне, посредством упреждающей информации об измеряемой величине. Также предпочтительно, чтобы форму полосового материала измеряли до устройства для транспортировки и прогнозировали тенденцию извивания по результату измерения, а угол α наклона наклоняющегося ролика в устройстве для корректировки извивания, расположенном в устройстве для транспортировки, регулировали по упреждающей информации прогноза.
В способе бесконтактной транспортировки и устройстве согласно изобретению наклоняющийся ролик входит в контакт с полосовым материалом. Таким образом, на поверхности полосового материала могут возникать поверхностные дефекты, например задиры и т.п., если скорость обработки (скорость транспортировки) полосового материала не согласуется со скоростью вращения (окружной скоростью) наклоняющегося ролика. Для предотвращения появления задиров предпочтительно, чтобы разница между скоростью транспортировки полосового материала и окружной скоростью наклоняющегося ролика регулировалась в диапазоне ±4 м/мин, независимо от величины скорости транспортировки. Более предпочтительно – в диапазоне ±2 м/мин.
Кроме того, предпочтительно, чтобы наклоняющийся ролик, используемый в изобретении, был изготовлен из материала, стойкого к высокой температуре и к коррозионной окружающей среде внутри отжиговой печи или сушильной печи. Например, в этом случае подходят керамический ролик, ролик с металлическим напылением, термостойкий стальной ролик и т.д. Предпочтительно, чтобы поверхность ролика обладала низким коэффициентом трения и была скользкой при контакте с полосовым материалом, так как эти свойства благоприятны для предотвращения повреждения полосового материала или корректировки извивания. Таким образом, предпочтительно, чтобы поверхность наклоняющегося ролика была полированной и чтобы она обладала шероховатостью не более примерно 6 мкм в соответствии со среднеарифметической шероховатостью Ra.
Для защиты подшипников ролика или уплотнений, которые защищают от печного газа, от более высокой температуры или коррозионной окружающей среды внутри отжиговой печи или сушильной печи, предпочтительно, чтобы наклоняющийся ролик был полностью отделен от зоны высокой температуры, при этом в подшипнике ролика и в уплотнении расположены теплоизоляционный материал, устройство для охлаждения газа, устройство для охлаждения воды и т.п.
Примеры
Был проведен эксперимент, в котором в устройстве для корректировки извивания использовался наклоняющийся ролик, показанный на фиг. 4, причем этот ролик был расположен между самым нижним по ходу устройством для создания воздушной подушки и транспортирующим роликом, расположенным непосредственно ниже по ходу от такого устройства для создания воздушной подушки, в линии для покраски, снабженной бесконтактным транспортировочным устройством, в котором пять устройств для создания воздушной подушки, таких как показано на фиг. 1 и 2, расположено в линию с интервалом 10 м между центрами соседних устройств для создания воздушной подушки, при этом холоднокатаный стальной лист толщиной 0,3 мм и шириной 1200 мм транспортировали при условиях, представленных в таблице 1, причем стальной лист после покраски нагревали и сушили бесконтактным способом.
Каждое расстояние из расстояния между центрами самого верхнего по ходу устройства для создания воздушной подушки и транспортирующего ролика, расположенного непосредственно выше по ходу от устройства для создания воздушной подушки, и расстояния между центрами самого нижнего по ходу устройства для создания воздушной подушки и транспортирующего ролика, расположенного непосредственно ниже по ходу от такого устройства для создания воздушной подушки, в описанном выше устройстве для транспортировки составляло 10 м.
Устройство для создания воздушной подушки имело длину 1500 мм в направлении перемещения стального листа и длину 1500 мм в направлении ширины стального листа и имело два щелевых сопла, каждое из которых имело ширину раскрытия 20 мм и длину в направлении ширины стального листа 1500 мм в верхней части устройства для создания воздушной подушки и которые расположены с интервалом 1100 мм в направлении перемещения стального листа. На обоих краях по ширине верхней плиты, расположенной в верхней части, были установлены боковые стенки, имевшие высоту 50 мм, а между боковыми стенками с интервалом 100 мм в направлении ширины листа, в 14 рядов, были расположены ребра, имевшие высоту 25 мм.
Кроме того, холоднокатаный стальной лист, использовавшийся в этом эксперименте, имел хорошую форму с коэффициентом разности удлинений в направлении ширины, составлявшей мене 0,005%. Что касается условий транспортировки, то внутреннее давление в устройстве для создания воздушной подушки было установлено на уровне около 0,6 кПа, а средняя величина высоты поддержки в плавающем состоянии стального листа была установлена на уровне 25 мм, при этом натяжение стального листа было установлено на уровне 0,6 кгс/мм2.

В описанном выше эксперименте корректировку извивания оценивали путем расположения наклоняющегося ролика в состоянии отсутствия извивания (величина извивания составляет 0 мм) для создания извивания величиной 20 мм, затем поворачивали наклоняющийся ролик в обратном направлении, чтобы угол α наклона был равен углам, показанным в таблице 1, и измеряли время, требовавшееся для возвращения величины извивания к 0 мм (время корректировки извивания), а затем оценивали наличие или отсутствие образования задиров на поверхности стального листа и величину задиров.
Помимо угла α наклона наклоняющегося ролика, расстояние D расположения наклоняющегося ролика (расстояние от центра самого нижнего по ходу устройства для создания воздушной подушки до верха наклоняющегося ролика), величину L подъема наклоняющегося ролика, скорость обработки холоднокатаного стального листа и окружную скорость наклоняющегося ролика изменяли различным образом, как показано в таблице 1, а также проводили проверку поверхности на выходной стороне линии для оценки наличия или отсутствия образования задиров на поверхности стального листа и их величину.
Кроме того, измеряли величину извивания посредством определения положения края стального листа с помощью двухмерного лазерного датчика, расположенного вблизи транспортирующего ролика, расположенного непосредственно ниже по ходу от самого нижнего по ходу (первого) устройства для создания воздушной подушки. Задиры также проверяли визуально под достаточно яркой флуоресцентной лампой на выходной стороне линии покраски.
Результаты описанного выше эксперимента транспортировки показаны также в таблице 1. Следующие факторы становятся понятными после рассмотрения этих результатов.
Когда устройство для корректировки извивания согласно изобретению не используют (Эксперимент № 1), само извивание не может происходить, если не осуществляется корректирование извивания.
С другой стороны, при использовании устройства для корректировки извивания согласно изобретению (Эксперимент № 2–29) принудительно создаваемое извивание корректировали посредством наклона наклоняющегося ролика при любых условиях, в результате чего величина извивания могла быть возвращена к 0 мм.
Однако когда место расположения наклоняющегося ролика, величина L подъема наклоняющегося ролика и угол α наклона наклоняющегося ролика выходили за пределы диапазона, предпочтительного согласно изобретению, время корректировки извивания до тех пор, пока величина извивания возвращалась к 0 мм, имело тенденцию к увеличению.
Также при разнице между окружной скоростью ролика (скоростью вращения) и скоростью транспортировки (заправочной скоростью) стального листа, составлявшей не более 4 м/мин, образование задиров не наблюдалось, тогда как при разнице скоростей, превышавшей 4 м/мин, небольшие задиры появлялись. Кроме того, если угол α наклона наклоняющегося ролика выходил за пределы предпочтительного диапазона, поддержание в плавающем состоянии стального листа становилось нестабильным, и на краях (краевых частях) стального листа наблюдались задиры. Однако наблюдаемые задиры были минимальными и находились в приемлемом диапазоне для продукта.
Промышленная применимость
Применение изобретения не ограничено холоднокатаным стальным листом, описанным в приведенных выше примерах, и оно может быть применимо для полосообразной металлической плиты, например алюминиевой плиты, медной плиты и т.п., и для полосообразной подложки, например пластиковой, бумажной и т.п.
Расшифровка позиций на чертежах
1 - Полосовой материал
1a - Линия прохождения полосового материала до расположения наклоняющегося ролика
1b - Линия прохождения полосового материала после расположения наклоняющегося ролика
2 - Устройство для создания воздушной подушки
3 - Боковая стенка
4 - Ребра
5 - Отверстие для выпуска газа (щелевое сопло)
6 - Верхняя плита устройства для создания воздушной подушки
7 - Наклоняющийся ролик
8 - Транспортирующий ролик.
Реферат
Группа изобретений относится к способу и устройству для корректировки извивания полосового материала и может быть использована в устройстве, осуществляющем бесконтактную транспортировку непрерывно перемещающегося полосового материала. Способ заключается в том, что полосовой материал поддерживают в плавающем состоянии с помощью группы устройств, создающих воздушную подушку и расположенных в линию. При этом полосовой материал принудительно наклоняют, изменяя положение по высоте в направлении ширины полосового материала по меньшей мере в одной зоне из зоны между самым верхним по ходу устройством для создания воздушной подушки в группе устройств и транспортирующим роликом, расположенным непосредственно выше по ходу от такого устройства для создания воздушной подушки, зоны между двумя соседними устройствами для создания воздушной подушки и зоны между самым нижним по ходу устройством для создания воздушной подушки в группе устройств и транспортирующим роликом, расположенным непосредственно ниже по ходу от такого устройства для создания воздушной подушки. В результате изменяют положение по высоте в направлении ширины полосового материала над устройством, создают воздушную подушку и изменяют статическое давление, действующее на полосовой материал над устройством для создания воздушной подушки, корректируя таким образом извивание полосового материала. Группа изобретений обеспечивает при небольшой величине извивания полосового материала его стабильную транспортировку без неблагоприятного воздействия на поверхность полосового материала. 2 н. и 18 з.п. ф-лы, 1 табл., 5 ил.

Комментарии