Фрикционный клин поглощающего аппарата - RU188454U1
Код документа: RU188454U1
Чертежи

Описание
Полезная модель относится к конструктивным элементам фрикционных поглощающих аппаратов автосцепных устройств железнодорожного транспорта.
Неотъемлемой составной частью фрикционного поглощающего аппарата является фрикционный клин. Как правило, конструкция аппарата предусматривает установку двух клиньев. Клинья воспринимают нагрузку от нажимного конуса и взаимодействуют с неподвижными фрикционными пластинами и опорной плитой.
Известны фрикционные поглощающие аппараты по патентам RU112881 B61G 9/18, F16F 7/08; RU149492 B61G 9/02, B61G 9/18, F16F 7/08; RU161005 B61G 9/06; RU161005 B61G 9/06, B61G 9/14; RU169138 B61G 9/00; RU169528 B61G 9/00; RU177828 B61G 9/10, B61G 9/18; RU2380257 B61G 9/18; RU2473440 B61G 9/18, B61G 11/14; RU2591471 B61G 9/06, B61G 9/08, B61G 9/10. Данные аппараты имеют принципиально схожую конструкцию и состоят из корпуса в виде стакана, в котором симметрично его внутренним стенкам размещен нажимной усеченный конус, пара фрикционных клиньев с опорной плитой, по паре подвижных и неподвижных пластин, а также возвратно-подпорное устройство в виде пакета упругих элементов (пружины или полимер).
В данных патентах конструкция и способ изготовления фрикционных клиньев не указывается.
В качестве прототипа взят фрикционный клин поглощающего аппарата ПМКП-110 по ТУ 3183.002.02068031-2004, который имеет три рабочих поверхности. Первая работает в паре трения с неподвижной пластиной, вторая – в паре трения с конусом нажимным, третья – в паре трения с опорной пластиной. Клин изготавливается методом штамповки, а, следовательно, имеет штамповочные уклоны и радиусы.
Недостатки данного клина обусловлены методом его изготовления. Штамповка клина подразумевает выполнение клина цельным со штамповочными уклонами и радиусами. Такие конструктивные особенности повышают материалоемкость фрикционного клина. Также в процессе изготовления требуется дополнительная операция по удалению заусенцев, образующихся по линии разъема штампов. Это усложняет процесс производства и снижает технологичность изготовления клиньев.
Технический результат, на достижение которого направлена предлагаемая полезная модель, заключается в снижении материалоемкости фрикционного клина и повышение технологичности изготовления.
Указанный технический результат достигается тем, что фрикционный клин поглощающего аппарата состоит из корпуса с тремя рабочими поверхностями и отличается тем, что корпус изготавливается методом литья в песчано-глинистую форму и имеет в центре технологическое отверстие.
Кроме того, фрикционный клин может быть выполнен из стали 38ХСЛ по ТУ 087020-001-38743637-2015.
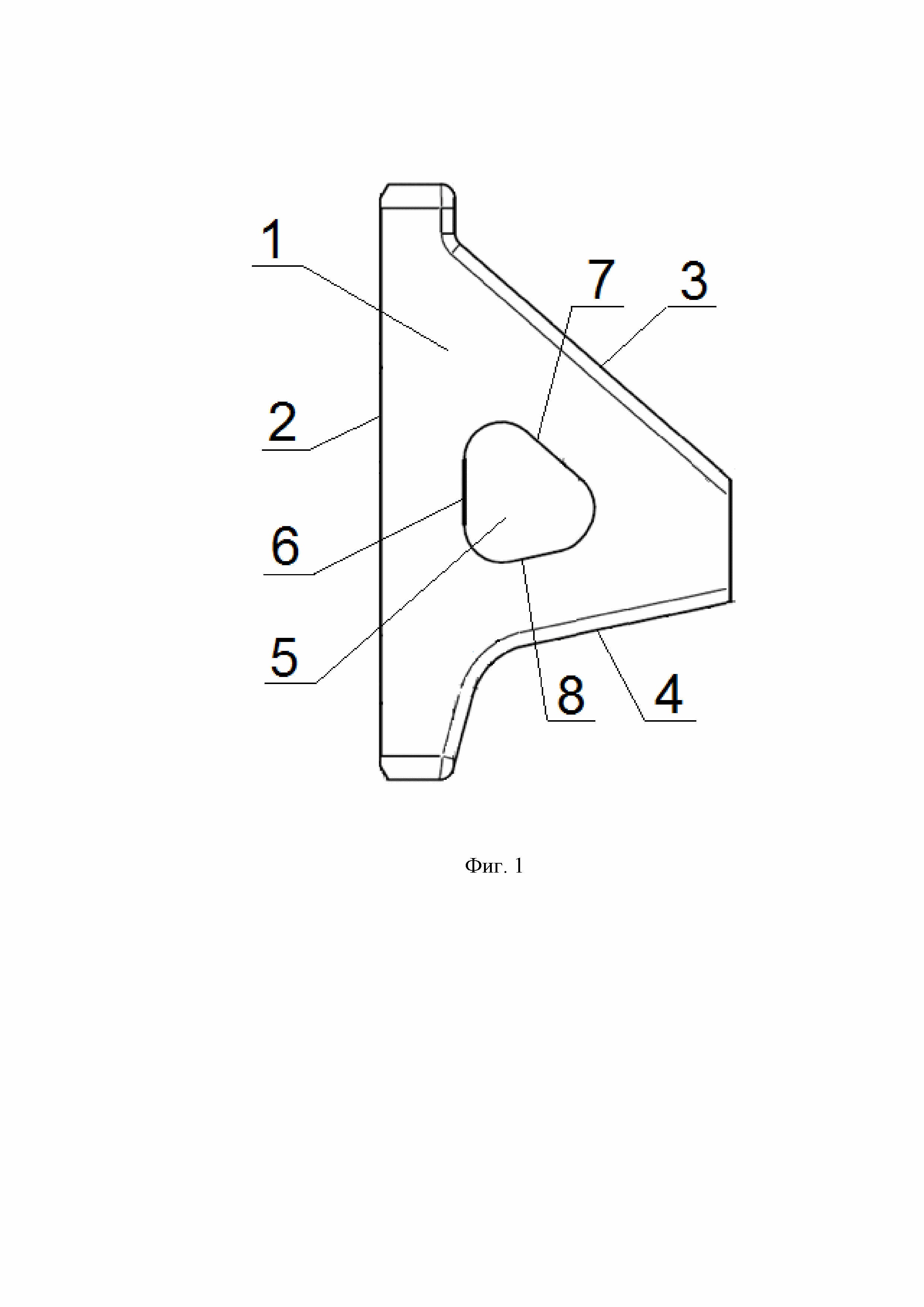
Кроме того, отверстие может иметь треугольную форму, при этом каждая сторона треугольного отверстия параллельна ближайшей к ней рабочей поверхности.
Предлагаемое изобретение поясняется следующими чертежами, на которых изображен частный случай выполнения полезной модели:
Фиг. 1 – фрикционный клин, вид сбоку;
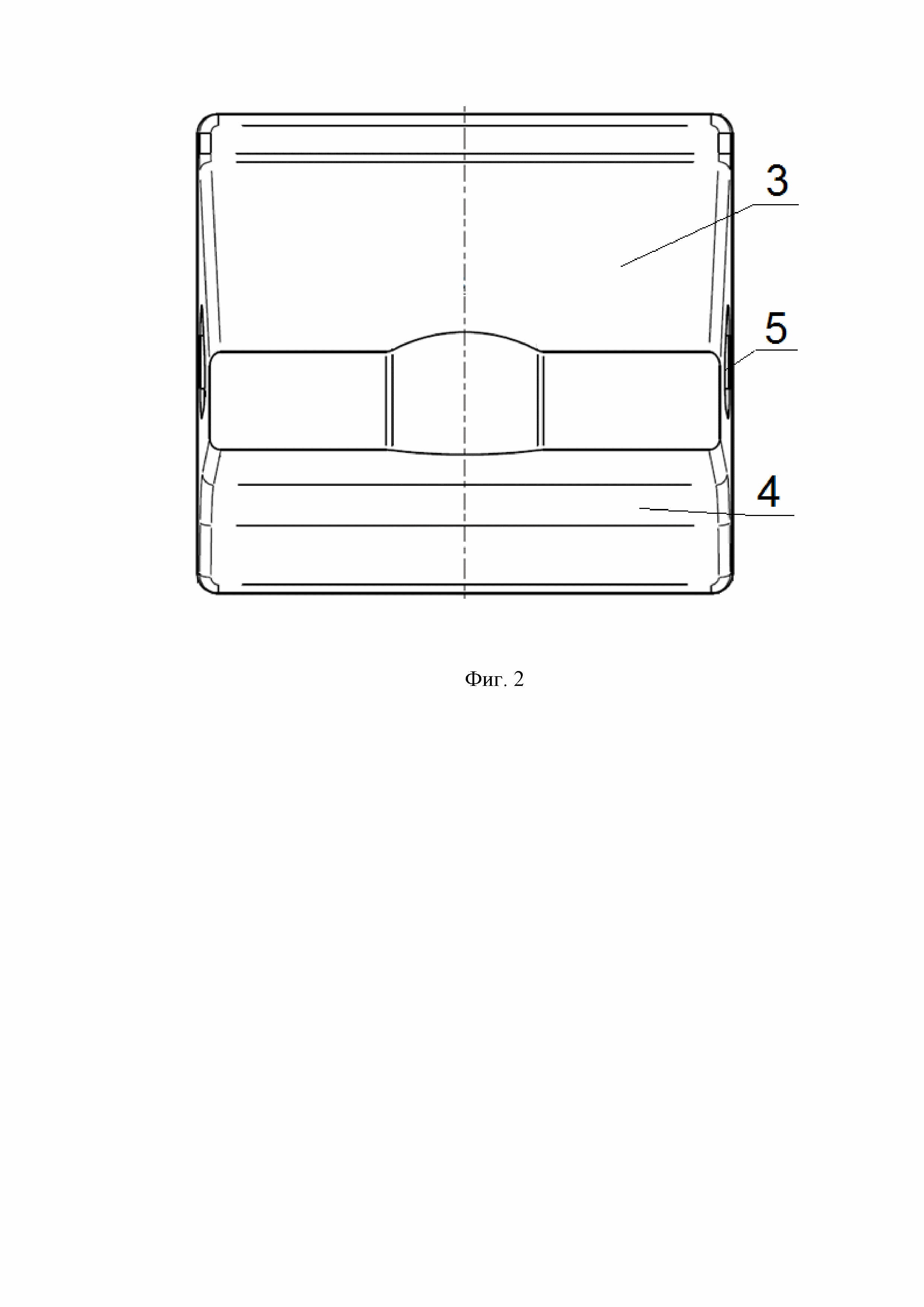
Фиг. 2 – фрикционный клин, вид сверху;
Фиг. 3 – фрикционный клин, пример выполнения.
Фрикционный клин поглощающего аппарата (фиг. 1, 2) состоит из корпуса 1 с тремя рабочими поверхностями 2, 3, 4. В корпусе выполнено технологическое отверстие 5, имеющее три стороны 6, 7, 8. Сторона 6 параллельна поверхности 2, сторона 7 – поверхности 3, сторона 8 – поверхности 4.
Фрикционный клин применяется во фрикционных поглощающих аппаратах автосцепных устройств железнодорожных транспортных средств и работает следующим образом. При действии на автосцепное устройство (на фиг. не показано) сжимающего усилия ее хвостовик через упорную плиту давит на конус нажимной и поглощающий аппарат начинает сжиматься. Когда конус нажимной приходит в движение вместе с ним фрикционный клин начинает перемещаться. Возникают следующие пары трения, по рабочей поверхности 2 фрикционный клин работает в паре трения с металлокомпозитной накладкой неподвижной пластины, по рабочей поверхности 3 в паре трения с конусом нажимным, по рабочей поверхности 4 в паре трения с опорной пластиной.
За счет того, что фрикционный клин по полезной модели изготавливается методом литья в песчано-глинистую форму, и имеет технологическое отверстие его материалоемкость меньше, чем у прототипа, изготовленного методом штамповки. Так, фрикционный клин по полезной модели имеет массу 5,3 кг, а прототип – 5,8 кг.
Таким образом, решения, используемые в полезной модели, позволяют снизить материалоемкость фрикционного клина и повысить технологичность изготовления, что обеспечивает достижение технического результата.
Реферат
Полезная модель относится к конструктивным элементам фрикционных поглощающих аппаратов автосцепных устройств железнодорожного транспорта.Предлагается фрикционный клин поглощающего аппарата, который состоит из корпуса с тремя рабочими поверхностями и отличается тем, что корпус изготавливается методом литья в песчано-глинистую форму и имеет в центре технологическое отверстие.Технический результат, на достижение которого направлена предлагаемая полезная модель, заключается в снижении материалоемкости фрикционного клина и повышение технологичности изготовления.
Комментарии