Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали - RU2519458C2
Код документа: RU2519458C2
Чертежи






Описание
Область изобретения
Изобретение относится к технологии тепловой и поверхностной обработки стальной полосы, в частности к универсальной линии для обработки стальной полосы для производства различных видов высокопрочной стали.
Предшествующий уровень техники
В ХХI веке человечество повсеместно осознает важность защиты окружающей среды и экологически безопасного развития технологий. Так, в современном автомобилестроении общепринятой тенденцией развития является уменьшение веса автомобилей и снижение энергозатрат. Исследования в области автомобилей с облегченной конструкцией показали, что в целях «снижения веса, экономии энергии и снижения вредных выбросов» необходимо снижать толщину листовой стали, т.е. повсеместно в автомобильной промышленности требуется высокопрочная сталь. Соответственно, резко возрастает спрос на высокопрочную холоднокатаную листовую сталь и сталь горячего цинкования.
Для производства высокопрочной холоднокатаной листовой стали используется установка непрерывного отжига, содержащая устройство быстрого охлаждения. Для получения продукции с прочностью 980 МПа и более, а также с идеальными для последующей обработки параметрами установку непрерывного отжига необходимо снабдить устройством быстрого охлаждения, например устройством водной закалки, устройством оросительного охлаждения или устройством охлаждения водородом под давлением.
Основной процесс непрерывного отжига включает в себя следующие шаги:
Разматывание - промывка - нагрев - выдержка - замедленное охлаждение - быстрое охлаждение - (кислотная промывка) - (повторный нагрев) - перестаривание (отпуск) - охлаждение - правка - доводка - получение высокопрочной холоднокатаной листовой стали.
В процессе непрерывного отжига холоднокатаную сталь, уже прошедшую стадии разматывания и промывки, нагревают до нужной температуры, выдерживают определенное время, затем медленно охлаждают до требуемой температуры, после чего дополнительно охлаждают ее с большой скоростью охлаждения до комнатной температуры или до температуры перестаривания посредством устройства быстрого охлаждения.
Наиболее быстрое охлаждение на данный момент обеспечивает способ водной закалки, который представляет собой недорогую процедуру и используется при изготовлении высокопрочной стали. Добавление небольшого количества легирующих элементов также позволяет получать двухфазную, многофазную и мартенситную высокопрочную сталь с высоким уровнем прочности. Однако во время водной закалки на поверхности стальной полосы может образовываться слой оксидной пленки и поэтому дополнительно необходимо осуществлять кислотную промывку. Также при использовании водной закалки достаточно сложно завершить охлаждение при достижении температуры перестаривания. Поэтому стальную полосу приходится охлаждать до температуры ниже 100°С, а потом повторно нагревать ее до температуры отпуска для выполнения отпуска стали, чтобы обеспечить устойчивость стальной полосы к старению.
Использование охлаждения водородом под давлением в процессе непрерывного отжига позволяет тщательно контролировать итоговую температуру охлаждения и таким образом избежать чрезмерного охлаждения стальной полосы до комнатной температуры и ее окисления. В результате стальная полоса может поступать на перестаривание сразу же после быстрого охлаждения или после стадии повторного нагрева без применения кислотной промывки. Однако в способе охлаждения водородом под давлением охлаждение происходит медленнее, чем в способе водной закалки. Следовательно, при добавлении одних и тех же легирующих элементов уровень прочности холоднокатаной листовой стали, полученной с использованием способа охлаждения водородом под давлением, заметно ниже уровня прочности стали, получаемой с использованием водной закалки.
Для производства высокопрочной листовой стали горячего цинкования используется установка непрерывного горячего цинкования погружением, содержащая устройство быстрого охлаждения. Для максимизации прочности основы и обеспечения качества горячего цинкования в составе установки непрерывного горячего цинкования должно иметься устройство быстрого охлаждения с помощью водорода под давлением, водной закалки или орошения, а также устройство кислотной промывки.
Основной процесс непрерывного горячего цинкования включает в себя следующие шаги:
Разматывание - промывка - нагрев - выдержка - замедленное охлаждение - быстрое охлаждение - (кислотная промывка) - (повторный нагрев) - горячее цинкование (или гальванил) - охлаждение - правка - доводка - получение высокопрочной листовой стали горячего цинкования.
В процессе непрерывного горячего цинкования холоднокатаную сталь, уже прошедшую стадии разматывания и промывки, нагревают до нужной температуры, выдерживают некоторое время, затем медленно охлаждают до требуемой температуры, после чего дополнительно охлаждают ее с большой скоростью охлаждения, приблизительно, до температуры цинковой ванны или до комнатной температуры посредством устройства быстрого охлаждения. После водной закалки стальной полосы необходимо выполнить кислотную промывку для удаления оксидной пленки с поверхности полосы, после чего полосу нагревают перед погружением в цинковую ванну для осуществления процесса горячего цинкования или гальванила. Наконец, стальную полосу после охлаждения подвергают завершающей обработке, например выполняют правку и т.д.
Поскольку горячее цинкование стальной полосы должно выполняться при температуре около 460°С, а гальванил (после горячего цинкования) выполняется при температуре около 500°С, в основу необходимо добавлять большое количество легирующих элементов - в случае изготовления высокопрочной листовой стали горячего цинкования на стандартной линии горячего цинкования. Однако при этом на поверхности листовой стали перед горячим цинкованием будут накапливаться легирующие элементы (марганец, кремний), что делает невозможным производство листовой стали горячего цинкования (в том числе гальванила) с высоким качеством поверхности. Поэтому при использовании процесса, включающего в себя водную закалку + кислотную промывку + повторный нагрев + горячее цинкование (или гальванил), можно значительно увеличить уровень прочности листовой стали, а также устранить накопление легирующих элементов на поверхности стальной полосы с помощью кислотной промывки, что позволит получить высокопрочную листовую сталь горячего цинкования (или гальванил) с хорошим качеством поверхности.
При использовании быстрого охлаждения водородом под давлением стальная полоса может направляться в цинковую ванну для проведения цинкования (в том числе гальванила) сразу после быстрого охлаждения или после повторного нагрева, без стадии кислотной промывки, а затем после охлаждения выполняются завершающие процедуры, например правка. Однако при использовании подобного процесса необходимо ограничивать объем добавляемых легирующих элементов, так как слишком большое их количество отрицательно влияет на гальванизуемость стали. При идентичном химическом составе результирующий продукт данного процесса имеет довольно низкий уровень прочности. Следовательно, в сравнении с водной закалкой способ быстрого охлаждения водородом под давлением при получении листовой стали горячего цинкования (или гальванила) дает низкий уровень прочности продукта в определенном диапазоне составов сплава.
Как видно из приведенного выше описания, в производственных процессах для изготовления высокопрочной холоднокатаной листовой стали и листовой стали горячего цинкования конструкция устройства для промывки исходного материала на входе, устройства нагрева и устройства выдержки для отжига, устройства быстрого охлаждения и связанных с ним устройств (например, устройств водной закалки, кислотной промывки, повторного нагрева и т.д.), а также устройств для правки, смазки и наматывания на выходе линии и прочих устройств, в основном, одна и та же. Следовательно, изготовление высокопрочной холоднокатаной листовой стали и высокопрочной листовой стали горячего цинкования можно объединить в одной производственной установке. Еще одним важным доводом в пользу такого объединения является тот факт, что рыночный спрос на высокопрочную холоднокатаную листовую сталь и высокопрочную листовую сталь горячего цинкования довольно мал и поэтому при сооружении двух отдельных производственных линий для раздельного изготовления вышеуказанной продукции резко возрастают затраты, а кроме того, ни одна из линий не будет работать на полную мощность. В то же время подобная установка для производства высокопрочной стали, в том числе сверхпрочной стали, не подходит для изготовления продукции из мягкой стали с высоким качеством поверхности и может лишь использоваться для получения типовой низкокачественной продукции из мягкой стали со сравнительно низким качеством поверхности, что приводит к значительной растрате ресурсов. Поэтому в сталелитейной промышленности все большее внимание уделяется выбору наиболее подходящего расположения устройств в различных секциях установки, а также исследованиям и разработке переключающего устройства для прогона листовой стали, чтобы в итоге объединить в одной установке производство высокопрочной и сверхпрочной холоднокатаной листовой стали и производство листовой стали горячего цинкования, которые производятся с множеством различных характеристик и типов, однако не пользуются большим спросом.
В японском патенте (kokai) H2003-253413 описаны устройство и способ двойного назначения для изготовления как высокопрочной холоднокатаной листовой стали, так и листовой стали горячего цинкования. В данном способе листовая сталь, выходящая из печи отжига, оборудованной секциями нагрева, выдержки и охлаждения посредством высоконапорной газовой струи, подается на устройство гальванизации в канале гальванизации для получения листовой стали горячего цинкования. Вышеупомянутая листовая сталь, поступающая из печи отжига, может также подаваться не на устройство цинкования, а к ванне водной закалки в канале холодной прокатки листовой стали без покрытия, чтобы в итоге получить высокопрочную холоднокатаную листовую сталь.
Указанный патент относится к способу двойного назначения, предназначенному для производства оцинкованной листовой стали и высокопрочной холоднокатаной листовой стали, в котором для переключения между двумя каналами разных процессов предусматривается специальное переключающее устройство. Для реализации производства двойного назначения, позволяющего изготавливать оцинкованную листовую сталь и высокопрочную холоднокатаную листовую сталь, в способе используются три варианта осуществления данного процесса: (1) переключающее устройство располагается между ванной цинкования и ванной водной закалки сразу после секции охлаждения посредством высоконапорной газовой струи; (2) переключение осуществляется подъемом или опусканием валиков, которые находятся в ванне цинкования и ванне водной закалки; (3) переключение осуществляется введением цинкового раствора или воды в общую ванну для последующего цинкования или водной закалки.
Однако у данного патента имеются недостатки, главные из которых описаны ниже:
Во-первых, в предлагаемом данным патентом способе двойного назначения не используется быстрое охлаждение водородом под давлением или водной закалкой, а также не используется кислотная промывка, в результате чего невозможно изготавливать закаливаемую посредством фазового перехода листовую сталь горячего цинкования и с покрытием гальванил с хорошим качеством поверхности и заниженным уровнем прочности, не говоря уже о высокопрочной листовой стали горячего цинкования и гальваниле.
Во-вторых, так как в предлагаемом данным патентом способе двойного назначения не используется ни кислотная промывка (после водной закалки), ни отпуск (с помощью повторного нагрева), получаемая высокопрочная холоднокатаная листовая сталь имеет низкое качество поверхности, плохую пластичность и низкую устойчивость к старению.
Наконец, второй и третий варианты осуществления предлагаемого этим патентом способа двойного назначения трудно реализуемы на практике. В частности, при переключении между листовой сталью с цинковым покрытием и холоднокатаной листовой сталью остающийся на поверхности валика цинк оказывает серьезное отрицательное воздействие на качество поверхности холоднокатаной листовой стали и на функционирование установки. Кроме того, общее использование цинковой ванны и ванны для водной закалки порождает много трудноразрешимых технических проблем, например образование трещин в цинковой ванне, а также требует значительных денежных затрат на реализацию переключения.
Раскрытие изобретения
Перед изобретением стоит задача создания универсальной линии для обработки тонкой стальной полосы для производства различных видов высокопрочной стали, которая позволяла бы получать высокопрочную холоднокатаную листовую сталь, листовую сталь горячего цинкования погружением, листовую сталь с покрытием гальванил, а также листовую сталь электролитического цинкования и никелированную листовую сталь как из закаленного холоднокатаного материала (который подвергается холодной прокатке и закаливанию), так и из горячекатаной протравленной листовой стали. Благодаря объединению в одной установке производства холоднокатаной листовой стали, листовой стали горячего цинкования и гальванила обеспечивается эффективное использование ресурсов и сокращаются затраты. Кроме того, при использовании соединительного канала можно также использовать данную производственную линию для изготовления листовой стали электролитического цинкования и никелированной листовой стали, а также получать сверхпрочную холоднокатаную листовую сталь, листовую сталь горячего цинкования и гальванил. Также, благодаря использованию кислотной промывки перед горячим цинкованием или перед процессом нанесения электролитического покрытия из железа или никеля в предлагаемом производственном процессе и устройстве полностью устраняется недостаток высокопрочной стали (в том числе, высокопрочной стали), который заключается в ее низкой способности к гальванизации (плохой гальванизуемости), что позволяет получать высокопрочную листовую сталь горячего цинкования и гальванил с хорошим качеством поверхности.
Для решения поставленной задачи используется предлагаемое в данном изобретении техническое решение, а именно:
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали содержит последовательно расположенные станцию разматывания и промывки, станцию нагрева, станцию выдержки и станцию замедленного охлаждения, после которых параллельно расположены станция охлаждения водородом под давлением и станция водной закалки, при этом после станции охлаждения водородом под давлением последовательно расположены станция повторного нагрева, станция перестаривания, станция конечного охлаждения, станция правки, станция доводки, смазочная станция и станция наматывания; после станции водной закалки последовательно расположены станция кислотной промывки и гальваническая станция; в соответствии с изобретением, станция горячего цинкования погружением расположена после станции повторного нагрева и соединена с ней; станция гальванила расположена после станции горячего цинкования и соединена с ней, а также со станцией конечного охлаждения посредством соединительного канала; станция кислотной промывки и гальваническая станция по отдельности соединены со станцией повторного нагрева посредством соединительных каналов; гальваническая станция также напрямую соединена со станцией разматывания и промывки посредством соединительного канала; станция водной закалки соединена со станцией замедленного охлаждения посредством неподвижного перепускного канала; станция повторного нагрева также соединена посредством подвижного перепускного канала со станцией перестаривания, расположенной далее по ходу движения продукции на линии; вышеупомянутый подвижной перепускной канал подсоединяется при изготовлении холоднокатаной стали методом непрерывного отжига; при изготовлении продукции горячего цинкования погружением или продукции с покрытием гальванил вышеупомянутый подвижной перепускной канал отсоединяется, а его соединительный наконечник герметично закрывается.
Универсальная линия может содержать станцию пассивирования и прочей дополнительной обработки, которая расположена после (т.е. далее по ходу движения продукции) гальванической станции и станции правки, к которым она подсоединена, и расположена перед станцией доводки, к которой она также подсоединена; перепускной канал отличается от соединительного канала тем, что представляет собой герметичный канал, газовая среда внутри которого в основном идентична воздушной среде в печи отжига, а именно представляет собой защитный газ из смеси азота и водорода с содержанием водорода 2-7%; после станции охлаждения водородом под давлением следует индукционный нагреватель для секции повторного нагрева высокой мощности, предпочтительно с частотой 1000 Гц и выше; используемый для охлаждения водородом под давлением газ может представлять собой смесь азота и водорода, причем содержание водорода составляет 20% от общего объема и более.
В сравнении с другими патентами предлагаемая производственная линия позволяет контролировать скорость быстрого охлаждения стальной полосы и позволяет обойтись без кислотной промывки, при этом все требования к процессу производства высокопрочной листовой стали посредством предлагаемого устройства выполняются в достаточном объеме.
Изобретение также предусматривает производственный процесс, использующий предлагаемую универсальную линию обработки стальной полосы для изготовления различных видов высокопрочной стали, согласно которому стальная полоса проходит стадии разматывания, промывки, нагрева, выдержки, медленного охлаждения и затем охлаждения водородом под давлением, после чего часть охлажденной стальной полосы может подвергаться перестариванию и дополнительной обработке (охлаждение, правка и т.д.) для получения высокопрочной холоднокатаной стали, тогда как оставшаяся часть стальной полосы подвергается повторному нагреву и подается в устройства для выполнения последующих процедур, например в цинковую ванну, печь гальванила и т.д., для получения высокопрочной листовой стали горячего цинкования или листовой стали с покрытием гальванил.
Также в предлагаемой универсальной линии для обработки стальной полосы для производства различных видов высокопрочной стали сталь проходит стадии разматывания, промывки, нагрева, выдержки, медленного охлаждения, водной закалки, а затем кислотной промывки, после чего промытую стальную полосу повторно нагревают и подают в цинковую ванну для получения высокопрочной стали горячего цинкования погружением; или сразу подают в секцию перестаривания для получения сверхпрочной холоднокатаной листовой стали; или наносят гальваническое покрытие из цинка или никеля, после чего сразу выполняют дополнительную обработку (пассивирование и т.д.) для получения сверхпрочной оцинкованной листовой стали; или наносят сверхтонкий слой гальванического покрытия из никеля или железа, после чего обрабатывают для улучшения гальванизуемости стали перед ее подачей в последующие устройства (секция повторного нагрева, цинковая ванна, печь гальванил и т.д.) для получения сверхпрочной листовой стали горячего цинкования и листовой стали с покрытием типа гальванил.
Как правило, и высокопрочная листовая сталь, и листовая сталь с высоким качеством поверхности (например, для панелей наружной обшивки кузова) изготавливаются на одной и той же установке холодной прокатки/непрерывной тепловой обработки, известной из предшествующего уровня техники. Однако в случае высокопрочной стали, в особенности сверхпрочной стали, требования к качеству поверхности совершенно не такие, как у листовой стали с высоким качеством поверхности. Поскольку высокопрочная сталь используется внутри автомобильных конструкций, требования к качеству поверхности такой стали сравнительно невысоки. При этом для стали, используемой в наружной обшивке автомобилей, качество поверхности, напротив, чрезвычайно важно. Когда на большой установке непрерывной тепловой обработки изготавливают небольшой объем высокопрочной стали, в особенности сверхпрочной стали, на роликах печи могут образовываться наросты, царапины и шероховатости, которые возникают из-за высокой прочности стальных пластин и их неровной формы. В результате после окончания производства высокопрочной стали установка уже не может использоваться для изготовления листовой стали с высоким качеством поверхности, ее приходится останавливать и заменять поврежденные ролики печи. Вследствие останова гигантской печи непрерывной тепловой обработки, который необходим для замены роликов, теряется очень много ресурсов. Таким образом, крайне сложно организовать в рамках одной и той же установки эффективное производство и высокопрочной стали, в особенности сверхпрочной стали и стали с высоким качеством поверхности.
Если говорить о спецификациях, то листовая сталь с высоким качеством поверхности, в том числе используемая для наружной обшивки автомобилей, как правило, имеет большую ширину и малую толщину, тогда как высокопрочная сталь, в особенности сверхпрочная сталь, обычно имеет большую толщину и малую ширину. Проектирование установки непрерывной тепловой обработки, которая подходила бы для производства обоих типов стальных изделий, сопряжено со следующими трудностями: техническая трудность, сложность устройства, огромный объем установки, а также необходимость значительных капиталовложений.
Также вышеуказанные типы стальных изделий требуют различных технологий охлаждения в печи. В установке для производства листовой стали с высоким качеством поверхности особых требований к скорости охлаждения в печи нет, однако есть требования на применение технологий высокоскоростного равномерного прогона с целью предотвращения деформаций и разрыва стальной полосы из мягкой стали при высоких температурах; кроме того, натяжение в каждой секции печи должно быть достаточно низкое и стабильное. Напротив, в установке для изготовления высокопрочной стали высокие требования предъявляются к скорости охлаждения в секции быстрого охлаждения в печи. Кроме того, высокопрочная сталь с большой толщиной и малой шириной сама по себе имеет тенденцию к проявлению различных отклонений, которая усугубляется после фазового превращения такой стальной полосы в процессе быстрого охлаждения, в результате чего портится форма листов. Таким образом, в каждой секции печи данной установки требуется обеспечивать большое натяжение, а также увеличить корректирующую способность.
Требования к правильному станку также различаются. Для получения продукции с высоким качеством поверхности крайне важно на стадии правки повышать качество поверхности, а также контролировать свойства материала и улучшать форму листов во время правки. Для этого необходимы правильные валики большего диаметра и большая сила вращения. Однако высокопрочная сталь устойчива к деформациям, и в случае использования правильных валиков со слишком большим диаметром потребуется очень большая сила вращения, что приведет к росту энергопотребления правильного станка и, соответственно, к увеличению затрат. Таким образом, для улучшения формы высокопрочной листовой стали на стадии правки, как правило, используют малый диаметр правильного валика, большую силу вращения и высокое натяжение.
Что касается смены характеристик и типов стальной продукции,то для каждого набора характеристик каждого типа высокопрочной стали, в частности сверхпрочной стали, нужен небольшой объем производства, однако общее число характеристик и типов велико, в результате чего возрастает частота смены характеристик/типов изделий при производстве стальной продукции на установке непрерывной тепловой обработки и, соответственно, растет суммарное время перехода между разнотипной продукцией. Это отрицательно влияет на стабильность работы и выход продукции при использовании большой установки непрерывной тепловой обработки.
Предлагаемая универсальная линия обработки тонкой стальной полосы для изготовления различной высокопрочной стальной продукции имеет ряд особых преимуществ. В сравнении с установками тепловой обработки предшествующего уровня техники предлагаемая производственная линия имеет следующие важные и значимые отличительные признаки и преимущества:
1. Большое разнообразие продукцииНаиболее распространенные (типовые) установки непрерывного отжига могут использоваться только для изготовления типовой холоднокатаной продукции, а наиболее распространенные установки горячего цинкования - только для изготовления изделий горячего цинкования и гальванила. Даже недавно разработанная установка двойного назначения (непрерывный отжиг/горячее цинкование) может применяться для изготовления всего лишь двух видов продукции - типовой продукции из холоднокатаной стали и продуктов горячего цинкования. Кроме того, данная установка двойного назначения (непрерывный отжиг/горячее цинкование) не предназначена для производства высокопрочной стали, в частности сверхпрочной стали. Поэтому данная установка не имеет особого превосходства в отношении разнообразия производимой продукции.
Предлагаемая в данном изобретении универсальная линия для производства различных видов высокопрочной стали, в которой устройство охлаждения водородом под давлением и устройство водной закалки установлены параллельно, особенно хорошо подходит для изготовления высокопрочной и сверхпрочной стали с множеством различных характеристик и типов для малых объемов спроса. Данная производственная линия может применяться для изготовления не только высокопрочной холоднокатаной и сверхпрочной стали с различными уровнями прочности (вплоть до 1470 МПа), но и различной высокопрочной стали горячего цинкования с уровнем прочности до 980 МПа, а также изделий электролитического цинкования, никелированных изделий и изделий с покрытием из сплава цинка и никеля, с различными уровнями прочности. В целом, в отличие от других линий обработки холоднокатаной стальной полосы, данная многофункциональная линия предоставляет сразу несколько функций и позволяет получать изделия различных видов.
2. Низкая стоимость производства
Во-первых, в качестве исходного материала может использоваться не только твердая холоднокатаная листовая сталь, но и горячекатаная протравленная листовая сталь без какой-либо специальной обработки. В изобретении используется новаторское устройство охлаждения водородом под давлением и новаторское устройство для водной закалки, которые позволяют снизить содержание легирующих добавок для получения высокопрочной стали с таким же уровнем прочности, экономя легирующие элементы и снижая производственные затраты. При этом снижаются производственные требования к процедурам изготовления стали, горячей прокатки, кислотной промывки и холодной прокатки, что увеличивает надежность работы установки и снижает затраты. Кроме того, поскольку данная универсальная производственная линия позволяет изготавливать различные виды высокопрочной стали, объединение и переход между производством различной продукции из высокопрочной стали упрощается; исчезает необходимость вкладывать большие средства в другие установки для изготовления небольшого объема сверхпрочной стали, другие установки освобождаются и производственные затраты в итоге снижаются.
3. Высокое качество продукции
Так как предлагаемая производственная линия специально спроектирована для обработки различных изделий из высокопрочной стали, для улучшения качества продукции можно применять более эффективные меры, учитывая требования к процессу производства высокопрочной стали. Например, для решения проблемы низкой скорости охлаждения типовой установки - непрерывной тепловой обработки в предлагаемой установке используются новаторские технологии высокоскоростного охлаждения водородом под давлением и водной закалки, что позволяет значительно увеличить скорость охлаждения и существенно снизить содержание легирующих добавок в составе высокопрочной стали с таким же уровнем прочности. В результате значительно повышается свариваемость и гальванизуемость изделий из высокопрочной стали, а также снижается себестоимость производства. Также новаторский процесс горячего цинкования (после водной закалки, кислотной промывки и равномерного нанесения покрытия) позволяет дополнительно улучшить гальванизуемость высокопрочной стали, что значительно повышает качество поверхности и коррозионную устойчивость высокопрочной стали горячего цинкования.
Краткое описание чертежей
На Фиг.1 изображена блок-схема, иллюстрирующая процесс из первого примера осуществления настоящего изобретения;
На Фиг.2 изображена блок-схема, иллюстрирующая процесс из второго примера осуществления настоящего изобретения;
На Фиг.3 изображена блок-схема, иллюстрирующая процесс из третьего примера осуществления настоящего изобретения;
На Фиг.4 изображена блок-схема, иллюстрирующая процесс из четвертого примера осуществления настоящего изобретения;
На Фиг.5 изображена блок-схема, иллюстрирующая процесс из пятого примера осуществления настоящего изобретения;
На Фиг.6 изображена блок-схема, иллюстрирующая процесс из шестого примера осуществления настоящего изобретения;
На Фиг.7 изображена блок-схема, иллюстрирующая процесс из седьмого примера осуществления настоящего изобретения;
На Фиг.8 изображена блок-схема, иллюстрирующая процесс из восьмого примера осуществления настоящего изобретения;
На Фиг.9 изображена блок-схема, иллюстрирующая процесс из девятого примера осуществления настоящего изобретения.
Лучший вариант осуществления изобретения
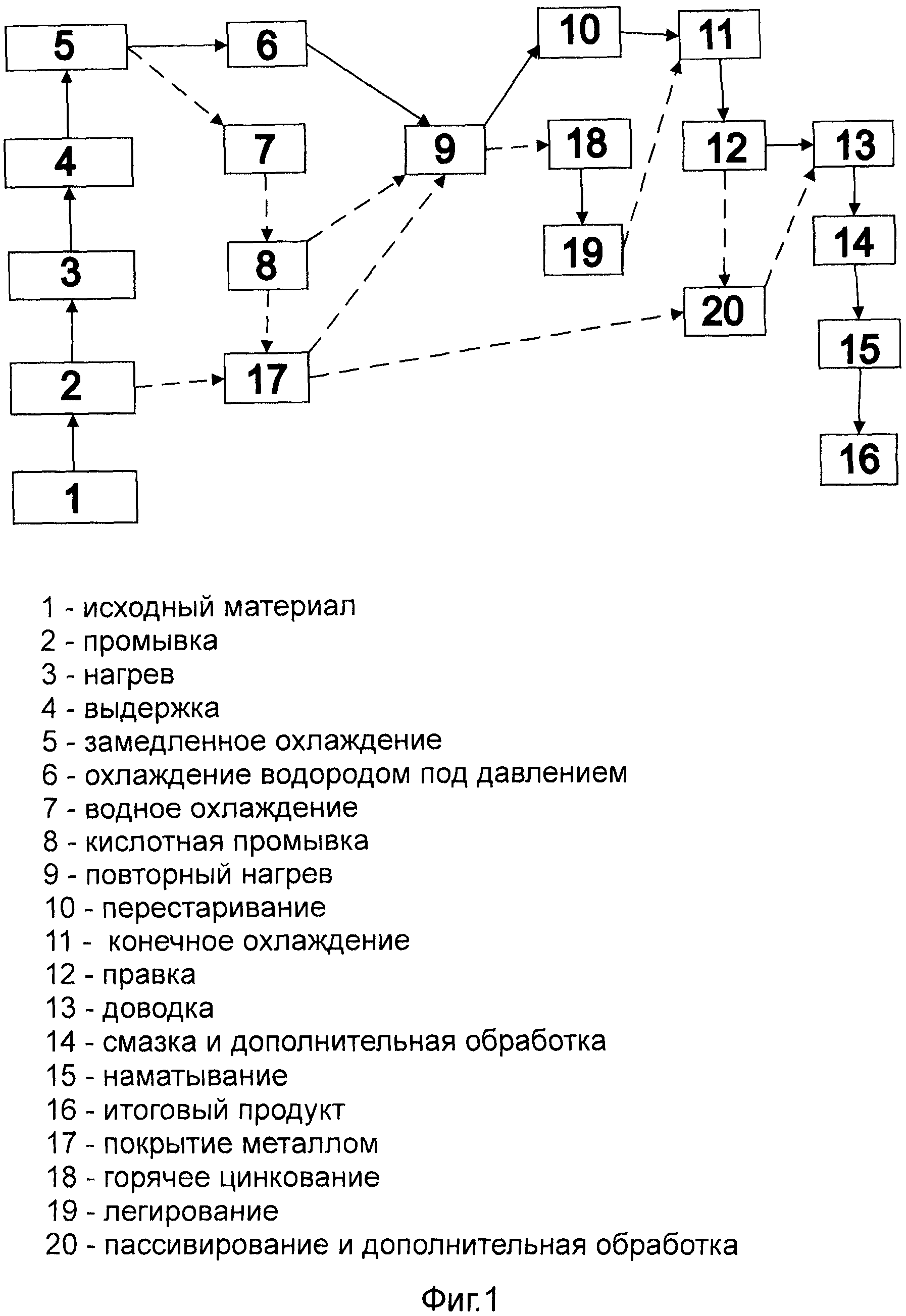
Предлагаемая универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали подробно описана ниже на базе примеров осуществления со ссылкой на чертежи (на которых сплошные стрелки обозначают схему процесса, используемую в данном примере, а пунктирные линии обозначают опциональные схемы процессов, которые могут использоваться в других примерах).
Пример 1
Как видно из Фиг.1, схема процесса данного примера включает в себя следующее: исходный материал 1 - разматывание и промывка 2 - нагрев 3 - выдержка 4 - замедленное охлаждение 5 - охлаждение с помощью газовой струи 6 (водородом под давлением) - перестаривание 10 - конечное охлаждение 11 - правка 12 - доводка 13 - смазка и дополнительная обработка 14 - наматывание 15 - итоговый продукт 16.
Предлагаемый процесс из данного примера может использоваться для изготовления типовой холоднокатаной листовой стали и высокопрочной холоднокатаной листовой стали, закаляемой посредством фазового превращения, холоднокатаной метастабильной высокопрочной аустенитной стали с высокой пластичностью (ПНП-стали) и двухфазной стали (ДФ-стали) класса 80К и менее; параметры процесса для производства холоднокатаной ПНП-стали класса 80К и двухфазной стали класса 80К приведены в Таблице 1.

Как видно из Таблицы 1, большое значение имеет контроль за температурой выдержки, температурой старения и длительностью этих процедур в процессе непрерывного отжига ПНП-стали класса 80К, при этом требования к скорости быстрого охлаждения не так критичны. Однако при изготовлении двухфазной стали класса 80Ккг, температура выдержки и скорость быстрого охлаждения являются основными параметрами управления непрерывным отжигом, в особенности высоки требования к скорости быстрого охлаждения. Старение должно происходить при низких температурах и в течение короткого промежутка времени, чтобы не допустить распада мартенсита.
Кислотная промывка и повторный нагрев исключаются из данного процесса, а выполняемая тепловая обработка имеет низкую себестоимость. Качество поверхности получаемой продукции хорошее.
Пример 2
Как видно из Фиг.2, схема процесса данного примера включает в себя следующее: исходный материал 1 - разматывание и промывка 2 - нагрев 3 - выдержка 4 - замедленное охлаждение 5 - охлаждение водородом под давлением 6 - повторный нагрев 9 - перестаривание 10 - конечное охлаждение 11 - правка 12 - доводка 13 - смазка и дополнительная обработка 14 - наматывание 15 - итоговый продукт 16.
В отличие от примера 1 в данном варианте предлагаемого процесса используется перестаривание, которое сначала выполняется при низкой температуре, затем при высокой температуре; данный процесс позволяет получать из низкоуглеродистой, раскисленной алюминием стали изделия из мягкой стали с хорошей устойчивостью к старению; в Таблице 2 приведены параметры процесса для производства из низкоуглеродистой раскисленной алюминием стали изделий мягкой стали с хорошей устойчивостью к старению. Как видно из Таблицы 2, для получения низкоуглеродистой раскисленной алюминием стали с хорошей устойчивостью к старению необходимо контролировать температуру выдержки и процесс старения на стадии непрерывного отжига, при этом процесс перестаривания необходимо выполнять сначала при низкой температуре, затем при высокой температуре, чтобы добиться достаточного выделения из стали растворенного в ней углерода. Предлагаемая производственная линия удовлетворяет указанным требованиям к процессу за счет применения быстрого охлаждения, после которого выполняется повторный нагрев.
В отличие от других патентов, в производственной линии предлагаемого изобретения индукционный нагреватель высокой мощности располагается после секции охлаждения водородом под давлением, что позволяет контролировать скорость нагрева и температуру после быстрого охлаждения, а также позволяет обходиться без кислотной промывки. Таким образом, выполняются требования к процессу производства высокопрочной листовой стали с помощью оборудования.

Важным преимуществом, видным из процесса данного примера, является возможность охлаждения стальной полосы до температуры ниже точки фазового превращения мартенсита. После фазового превращения мартенсита сталь отпускают для выполнения закалки и отпуска, чтобы получить отпущенную мартенситную структуру и таким образом полностью контролировать все характеристики листовой стали. В результате получается высокопрочная листовая сталь с улучшенным соотношением прочности и пластичности по сравнению с двухфазной стальной продукцией из примера 1. Также можно изготавливать мартенситную сталь с более низким уровнем прочности и улучшенной пластичностью. Параметры процесса производства мартенситной стальной продукции приведены в Таблице 2. Как видно из Таблицы 2, ключевым моментом в изготовлении высокопрочной мартенситной стали является контролирование температуры выдержки и скорости быстрого охлаждения во время непрерывного отжига, при этом скорость быстрого охлаждения и конечная температура быстрого охлаждения являются наиболее важными параметрами процесса изготовления качественного мартенсита с достаточной прочностью.
В отличие от традиционной процедуры быстрого охлаждения, после которой выполняется повторный нагрев, благодаря расположению индукционного нагревателя высокой мощности после секции охлаждения водородом под давлением, в предлагаемой производственной линии появляется возможность контролировать скорость нагрева и температуру после быстрого охлаждения. Кроме того, отпадает необходимость в выполнении кислотной промывки. Таким образом, выполняются требования к процессу производства высокопрочной листовой стали с помощью оборудования. Возможность осуществлять данный процесс является одним из отличительных признаков предлагаемого изобретения.
Пример 3
Как видно из Фиг.3, схема процесса данного примера включает в себя следующее: исходный материал 1 - разматывание и промывка 2 - повторный нагрев 9 - горячее цинкование (или гальванил) 18 - конечное охлаждение 11 - правка 12 - пассивирование 20 - доводка 13 (в том числе со смазкой) - смазка и дополнительная обработка 14 - наматывание 15 - итоговый продукт 16.
В предлагаемом процессе из данного примера в качестве исходного материала используется высокопрочная или сверхпрочная горячекатаная протравленная листовая сталь (например, горячекатаная мартенситная сталь). Гальванизуемость высокопрочной стали для горячего цинкования улучшается благодаря электроосаждению очень тонкого слоя таких элементов, как никель, железо и т.д., на поверхности исходного материала, после чего полученный материал нагревается до 450-550°С перед погружением в цинковую ванну для горячего цинкования (или/и для получения гальванила), после чего выполняются завершающие процедуры - правка и т.п. Благодаря короткому времени повторного нагрева и горячего цинкования (в пределах 1 мин) разложение мартенсита значительно снижается или даже полностью исключается, позволяя таким образом с заметно меньшими затратами изготавливать сверхпрочную горячекатаную листовую сталь горячего цинкования с хорошим качеством поверхности. Параметры процесса производства продукции из сверхпрочной горячекатаной мартенситной стали горячего цинкования приведены в Таблице 3. Возможность изготавливать сверхпрочную горячекатаную листовую сталь горячего цинкования является еще одним отличительным признаком предлагаемого изобретения.
Пример 4
Как видно из Фиг.4, схема процесса данного примера включает в себя следующее: исходный материал 1 - разматывание и промывка 2 - нагрев 3 - выдержка 4 - замедленное охлаждение 5 - водная закалка 7 - кислотная промывка 8 - повторный нагрев 9 - перестаривание 10 - конечное охлаждение 11 - правка 12 - доводка 13 - смазка и дополнительная обработка 14 - наматывание 15 - итоговый продукт 16.
В данном примере предлагаемый производственный процесс включает в себя водную закалку и отпуск и может использоваться для получения сверхпрочной холоднокатаной листовой стали с хорошим качеством поверхности. Благодаря использованию процесса водной закалки, скорость охлаждения которого выше, чем при охлаждении водородом под давлением, появляется возможность значительно повысить уровень прочности холоднокатаной листовой стали при таком же химическом составе или значительно уменьшить содержание легирующих добавок при сохранении того же уровня прочности высокопрочной стали, что позволяет существенно улучшить свариваемость продукции. Кроме того, образующуюся на поверхности стальной полосы оксидную пленку можно удалять с помощью кислотной промывки после водной закалки, что позволяет добиться хорошего качества поверхности листовой стали.
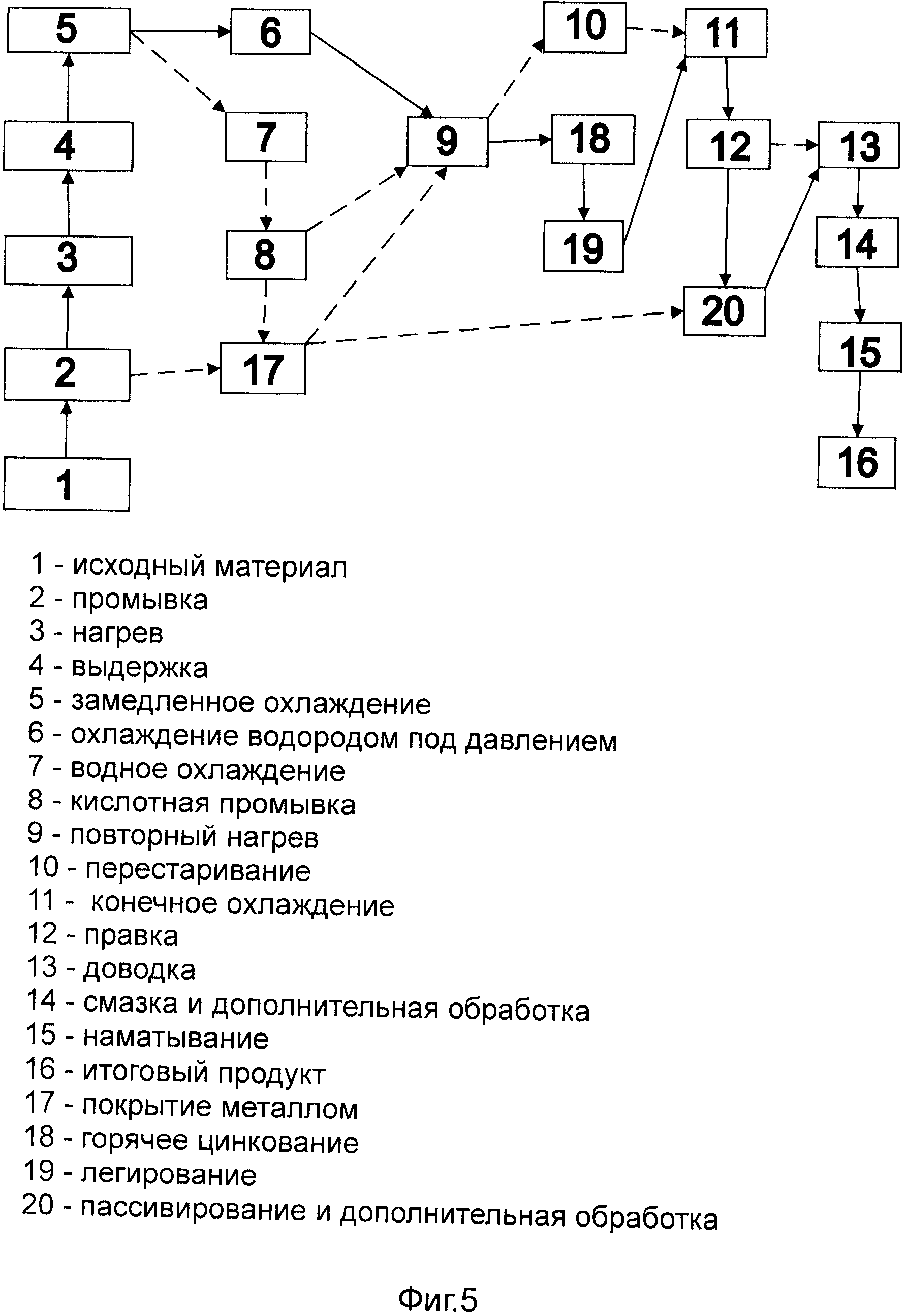
Пример 5
Как видно из Фиг.5, схема процесса данного примера включает в себя следующее: исходный материал 1 - разматывание и промывка 2 - нагрев 3 - выдержка 4 - замедленное охлаждение 5 - охлаждение водородом под давлением 6 - горячее цинкование погружением 18 (или гальванил 19) - конечное охлаждение 11 - правка 12 - дополнительная обработка, например пассивирование 20 и т.д. (или доводка 13, смазка 14 и т.д.) - наматывание 15 - итоговый продукт 16.
Предлагаемый процесс из данного примера может использоваться для изготовления высокопрочной листовой стали горячего цинкования и листовой стали с покрытием гальванил с достаточно высоким уровнем прочности; процесс особенно подходит для получения ПНП-стали горячего цинкования и двухфазной стали с меньшим уровнем прочности. Благодаря простоте производственного процесса установку можно использовать при малых затратах.
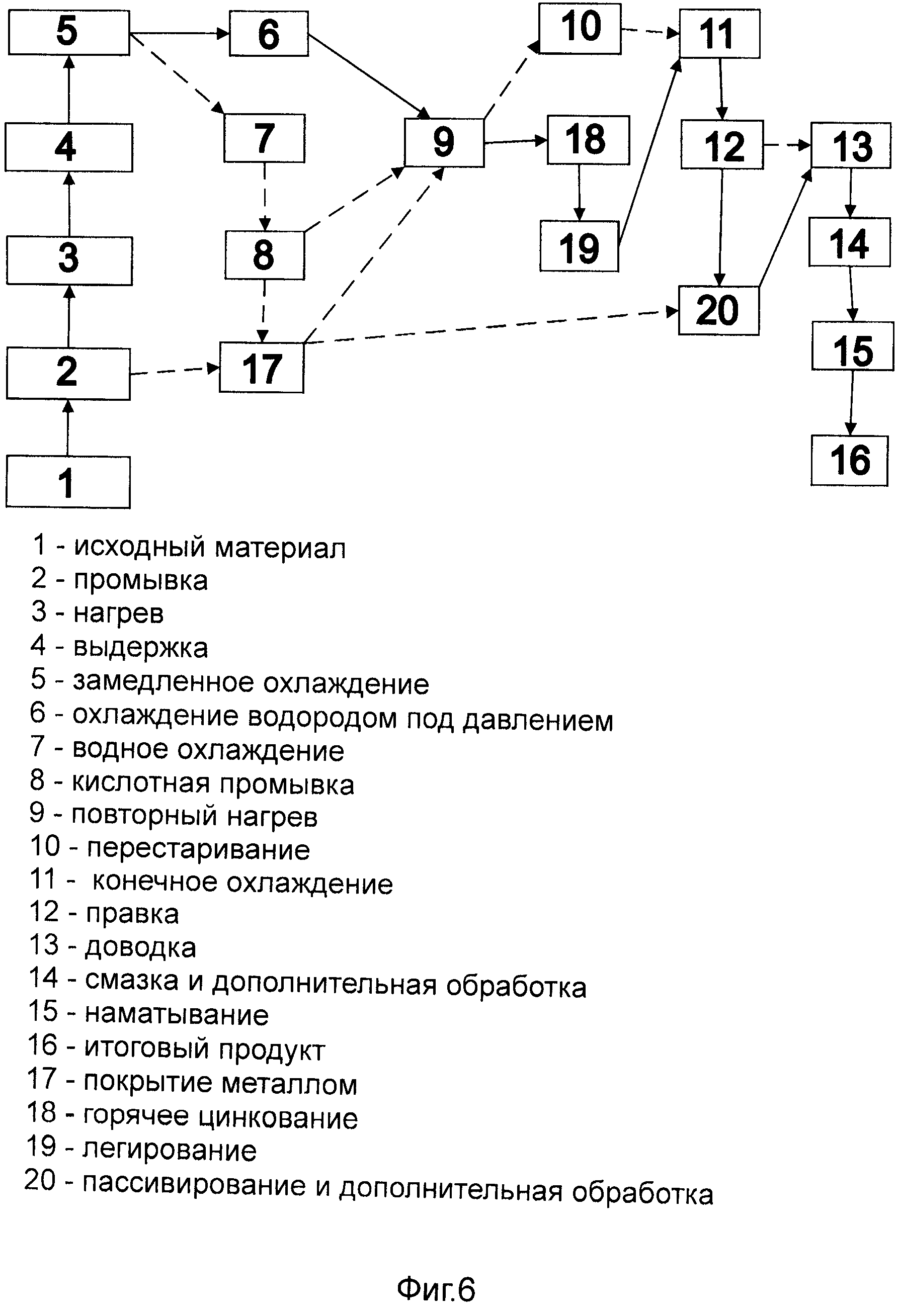
Пример 6
Как видно из Фиг.6, схема процесса данного примера включает в себя следующее: исходный материал 1 - разматывание и промывка 2 - нагрев 3 - выдержка 4 - замедленное охлаждение 5 - охлаждение водородом под давлением 6 - повторный нагрев 9 - горячее цинкование погружением 18 (или гальванил 19) - конечное охлаждение 11 - правка 12 - дополнительная обработка (предфосфоризация, пассивирование 20, доводка 13, смазка 14 и т.д.) - наматывание 15 - итоговый продукт 16.
Предлагаемый процесс из данного примера может использоваться для изготовления высокопрочной листовой стали горячего цинкования с достаточно высоким уровнем прочности и хорошим качеством поверхности. В данном варианте предлагаемого процесса стальную полосу быстро охлаждают до температуры ниже точки фазового превращения с помощью водорода под давлением, чтобы добиться фазового превращения мартенсита, после чего нагревают сталь до температуры около 460°С для выполнения горячего цинкования. Таким образом, снижаются требования к закаливаемости листовой стали, а также устраняется часть недостатков процессов, известных из предшествующего уровня техники. В процессах, известных из предшествующего уровня техники, добавление в сталь большого количества легирующих добавок (чтобы улучшить закаливаемость листовой стали и таким образом способствовать фазовому превращению мартенсита после горячего цинкования) приводит к накоплению на поверхности листовой стали легирующих элементов, например марганца и кремния, снижая качество горячего цинкования. Помимо увеличения прочности листовой стали предлагаемый процесс помогает снизить содержание легирующих добавок в основе. Содержание легирующих элементов в стали также весьма невелико. Таким образом, обеспечивается гальванизуемость и свариваемость стали, позволяя получить в результате высокопрочную листовую сталь горячего цинкования с хорошим качеством поверхности и удобством применения. Однако следует отметить, что для улучшения достигаемого в данном примере эффекта следует усилить охлаждение после гальванизации. Предпочтительно, чтобы в данном примере интенсивность охлаждения после гальванизации превышала интенсивность охлаждения в типовой установке горячего цинкования в полтора раза и более в целях снижения разложения упрочняющей фазы.
Пример 7
Как видно из Фиг.7, схема процесса данного примера включает в себя следующее: исходный материал 1 - разматывание и промывка 2 - нагрев 3 - выдержка 4 - замедленное охлаждение 5 - водная закалка 7 - кислотная промывка 8 - повторный нагрев 9 - горячее цинкование погружением 18 (или гальванил 19) - конечное охлаждение 11 - правка 12 - дополнительная обработка (предфосфоризация, пассивирование 20, доводка 13, смазка 14 и т.д.) - наматывание 15 - итоговый продукт 16.
Предлагаемый процесс из данного примера может использоваться для изготовления высокопрочной листовой стали горячего цинкования с хорошим качеством поверхности и более высоким уровнем прочности, чем в примере 6. В данном варианте предлагаемого процесса вместо охлаждения водородом под давлением используется водная закалка, которая обеспечивает более высокую скорость охлаждения, что позволяет значительно увеличить прочность листовой стали при таком же химическом составе основы. Использование кислотной промывки позволяет удалить с поверхности стальной полосы оксидную пленку, образующуюся после водной закалки, а также скопление легирующих элементов, например марганца и кремния. Таким образом, обеспечивается гальванизуемость стали, позволяя получить в результате высокопрочную листовую сталь горячего цинкования с хорошим качеством поверхности.
Пример 8
Как видно из Фиг.8, схема процесса данного примера включает в себя следующее: исходный материал 1 - разматывание и промывка 2 - нагрев 3 - выдержка 4 - замедленное охлаждение 5 - водная закалка 7 - кислотная промывка 8 - гальванизация 17 (нанесение покрытия из железа или никеля) - повторный нагрев 9 - горячее цинкование погружением 18 (или гальванил 19) - конечное охлаждение 11 - правка 12 - дополнительная обработка (предфосфоризация, пассивирование 20, доводка 13, смазка 14 и т.д.) - наматывание 15 - итоговый продукт 16.
Предлагаемый процесс из данного примера аналогичен процессу из примера 7, за исключением добавления процесса гальванизации железом или никелем после стадии кислотной промывки, во время которого на поверхность листовой стали наносят гальваническое покрытие из железа или никеля. Добавление этой стадии изменяет состояние поверхности листовой стали перед горячим цинкованием. Данный процесс полностью решает проблему плохой гальванизуемости некоторых видов сверхпрочной стали. Предлагаемый процесс может использоваться для изготовления сверхпрочной листовой стали горячего цинкования с двухслойным покрытием, которая имеет хорошую коррозионную устойчивость и высокий уровень качества поверхности. Описанная особенность является одним из отличительных признаков предлагаемого изобретения.
Пример 9
Как видно из Фиг.9, схема процесса данного примера включает в себя следующее: исходный материал 1 - разматывание и промывка 2 - нагрев 3 - выдержка 4 - замедленное охлаждение 5 - водная закалка 7 - кислотная промывка 8 - гальванизация 17 (нанесение покрытия из никеля или цинка) - дополнительная обработка (предфосфоризация, пассивирование 20, доводка 13, смазка 14 и т.д.) - наматывание 15 - итоговый продукт 16.
Процесс данного примера предусматривает объединение процедуры непрерывного отжига и процедуры гальванизации для получения холоднокатаной, оцинкованной или никелированной листовой стали в одной установке, которая позволяет изготавливать листовую сталь - продукцию отжига, гальванизации цинком или никелем. Это не только снижает затраты и повышает эффективность производства, но и снижает объем стали, срезаемой с обоих концов листа, таким образом увеличивая выход продукции. Благодаря использованию замедленного охлаждения и водной закалки процесс также предусматривает возможность изготавливать высокопрочную холоднокатаную, оцинкованную или никелированную листовую сталь из стали с низким содержанием легирующих добавок.
Реферат
Изобретение относится к линиям обработки стальных полос. Линия содержит последовательно расположенные станцию разматывания и промывки, станцию нагрева, станцию выдержки и станцию замедленного охлаждения, после которых параллельно расположены станция охлаждения водородом и станция водной закалки, при этом после станции охлаждения водородом последовательно расположены станция повторного нагрева, станция перестаривания, станция конечного охлаждения, станция правки, станция доводки, смазочная станция и станция наматывания, а после станции водной закалки последовательно расположены станция кислотной промывки и гальваническая станция. При этом после станции повторного нагрева расположена и соединена с ней станция горячего цинкования, после которой расположена и соединена с ней станция нанесения покрытия гальванил, соединенная со станцией конечного охлаждения соединительным каналом, при этом станция кислотной промывки и гальваническая станция по отдельности соединены со станцией повторного нагрева соединительными каналами, гальваническая станция также напрямую соединена со станцией разматывания и промывки соединительным каналом, а станция водной закалки соединена со станцией замедленного охлаждения неподвижным перепускным каналом. Станция повторного нагрева соединена также со станцией перестаривания подвижным перепускным каналом, выполненным с возможностью подсоединения и отсоединения. Линия объединяет в одной установке функции изготовления различной продукции. 5 з.п. ф-лы, 9 ил., 3 табл., 9 пр.
Комментарии