Лист из текстурированной электротехнической стали и способ его производства - RU2509164C1
Код документа: RU2509164C1
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящая группа изобретений относится к листу из текстурированной электротехнической стали, применяемому в качестве материала для железных сердечников, например трансформаторов, и к способу его производства.
Уровень техники
Листы из текстурированной электротехнической стали, которые главным образом применяются в качестве железных сердечников для трансформаторов, должны обладать превосходными магнитными свойствами, в частности сниженными потерями в железе.
Для того чтобы соответствовать этому требованию, важно, чтобы вторично рекристаллизованные зерна имели бы в стальном листе высокоупорядоченную ориентацию (110) [001] (или так называемую ориентацию Госса), а количество примесей в конечном стальном листе было сниженным. Однако в отношении контроля кристаллической ориентации и снижения уровня примесей имеются ограничения, обусловленные необходимостью сохранения удовлетворительной стоимости производства и других подобных параметров. В связи с этим был разработан ряд способов, предполагающих создание физическими способами на поверхностях стального листа неоднородных напряжений и уменьшения ширины магнитного домена для снижения потерь в железе, а именно методы измельчения магнитной доменной структуры.
Например, в JP 57-002252 В (PTL 1) предлагается способ снижения потерь в железе стального листа посредством облучения готового стального листа лазером, обеспечивающим создание области высокой плотности дислокации в поверхностном слое стального листа и уменьшающим ширину магнитного домена.
Кроме того, JP 62-053579 В (PTL 2) предлагает способ дробления магнитных доменов посредством создания канавок глубиной более 5 мкм на основном железном участке стального листа после конечного отжига под нагрузкой от 882 до 2156 МПа (90-220 кгс/мм2) и последующего подвергания такого стального листа термической обработке при температуре 750°C или выше.
С развитием вышеописанных способов измельчения магнитной доменной структуры могут быть получены листы из текстурированной электротехнической стали, обладающие хорошими характеристиками потерь в железе.
Список цитированных документов
PTL 1: JP 57-002252 В;
PTL 2: JP 62-053579 В;
PTL 3: JP 7-268474 A.
Краткое описание существа изобретения
Техническая проблема, решаемая изобретением
Среди вышеупомянутых способов обработки для измельчения магнитной доменной структуры посредством создания канавок, в частности, технологии дробления магнитных доменов путем создания линейных канавок с помощью электролитического травления, не все обеспечивают достаточный эффект снижения потерь в железе по сравнению с другими способами измельчения магнитной доменной структуры, обеспечивающими внедрение областей высокой плотности дислокации с помощью облучения лазером и другими подобными.
Настоящее изобретение было разработано с учетом вышеописанных обстоятельств. Цель настоящего изобретения состоит в создании листа из текстурированной электротехнической стали с улучшенным эффектом снижения потерь в железе, достигаемым при образовании линейных канавок посредством электролитического травления, обеспечивающих дробление магнитных доменов, а также эффективного способа его производства.
Пути решения проблемы
Авторы настоящего изобретения провели интенсивные исследования с целью решения вышеописанной проблемы. В результате было найдено, что если обработка по измельчению магнитной доменной структуры выполняется посредством создания линейных канавок с помощью электролитического травления и средняя величина угла Р вторично рекристаллизованных зерен составляет 2,0° или менее, то ширина магнитного домена до обработки становится слишком большой для того, чтобы гарантировать эффективное дробление магнитных доменов, и, следовательно, не представляется возможным рассчитывать на достаточное улучшение показателей потерь в железе.
После этого авторы настоящего изобретения провели дополнительное изучение этого вопроса.
В результате было обнаружено, что даже если средняя величина угла β вторично рекристаллизованных зерен составляет 2,0° или менее, магнитные домены стального листа измельчаются достаточно для того, чтобы получить лист из текстурированной электротехнической стали, способный предоставить существенное, устойчивое улучшение показателей потерь в железе, посредством:
(a) определения ориентации и размера тонкодисперсных зерен, находящихся непосредственно под линейными канавками, предназначенными для измельчения магнитной доменной структуры, внутри заданного диапазона, и такое регулирование количественного отношения этих линейных канавок с указанными тонкодисперсными зернами (также упоминаемого как «частота нанесения канавок»), чтобы оно соответствовало заданной величине, и
(b) регулирование диапазона отклонений величины угла β во вторично рекристаллизованном зерне (максимальный угол β минус минимальный угол β в одном кристаллическом зерне) внутри заданных пределов.
Настоящее изобретение основывается на этих упомянутых выше обнаружениях.
Таким образом, настоящее изобретение в кратком виде представляется следующим образом.
[1] Лист из текстурированной электротехнической стали, содержащий: форстеритовую пленку и создающее напряжение покрытие на поверхности стального листа, а также линейные канавки на поверхности стального листа для дробления магнитных доменов,
в котором количественное отношение линейных канавок, непосредственно под каждой из которых имеются кристаллические зерна, составляет 20% или менее, при этом каждое кристаллическое зерно имеет ориентацию, отклоняющуюся от ориентации Госса на 10° или более, а размер зерен составляет 5 мкм или более, и
в котором вторично рекристаллизованные зерна регулируются так, чтобы иметь средний угол β в 2,0° или менее, и диапазон отклонений среднего угла β для каждого вторично рекристаллизованного зерна с размерами 10 мм или более находится в пределах от 1° до 4°.
[2] Способ производства текстурированного листа из электротехнической стали, при этом данный способ содержит:
горячую прокатку сляба листа из текстурированной электротехнической стали для получения горячекатаного текстурированного стального листа;
затем, при необходимости, отжиг в горячей зоне полученного стального листа;
последующую однократную двух или более кратную холодную прокатку с промежуточным отжигом, до достижения конечной толщины листа;
последующее обезуглероживание стального листа;
дальнейшее нанесение на поверхность стального листа сепаратора отжига, главным образом состоящего MgO до конечного отжига; и
последующее нанесение на стальной лист создающего напряжение покрытия,
в котором
(1) линейные канавки образуют электролитическим травлением в направлении по ширине стального листа перед конечным отжигом для образования форстеритовой пленки,
(2) средняя скорость охлаждения в ходе охлаждения во время отжига в горячей зоне в диапазоне температур от по меньшей мере 750°C до 350°C составляет 40°C/с или выше,
(3) средняя скорость нагревания во время обезуглероживания в диапазоне температур от по меньшей мере 500°C до 700°C составляет 50°C/с или выше, и
(4) конечный отжиг выполняют на стальном листе в форме рулона диаметром в диапазоне от 500 мм до 1500 мм.
Полезный эффект изобретения
Согласно настоящему изобретению возможно создание такого листа из текстурированной электротехнической стали, который обеспечивает значительный эффект снижения потерь в железе по сравнению с обычными стальными листами посредством выполнения обработки по измельчению его магнитной доменной структуры, при которой электролитическим травлением образуют линейные канавки.
Краткое описание чертежей
Далее настоящее изобретение описывается при обращении к сопутствующим фигурами, на которых:
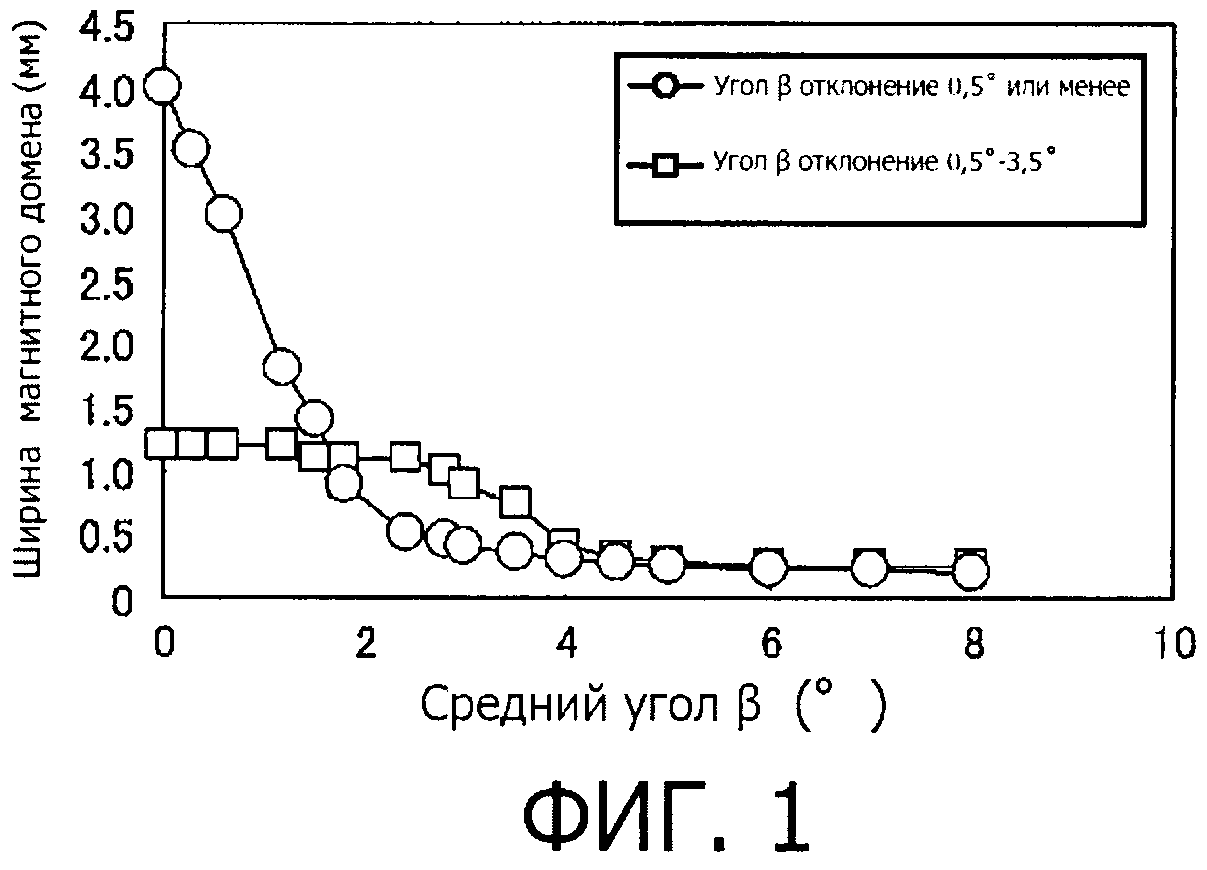
фиг.1 является графиком, иллюстрирующим зависимость между средним углом β в кристаллическом зерне и шириной магнитного домена с использованием в качестве параметра диапазона отклонений угла β в кристаллическом зерне;
фиг.2 представляет график, иллюстрирующий зависимость между средним углом β и величиной потерь в железе W17/50 стального листа, подвергнутого обработке по измельчению магнитной доменной структуры посредством образования линейных канавок, при использовании в качестве параметра диапазона отклонений угла β в кристаллическом зерне; и
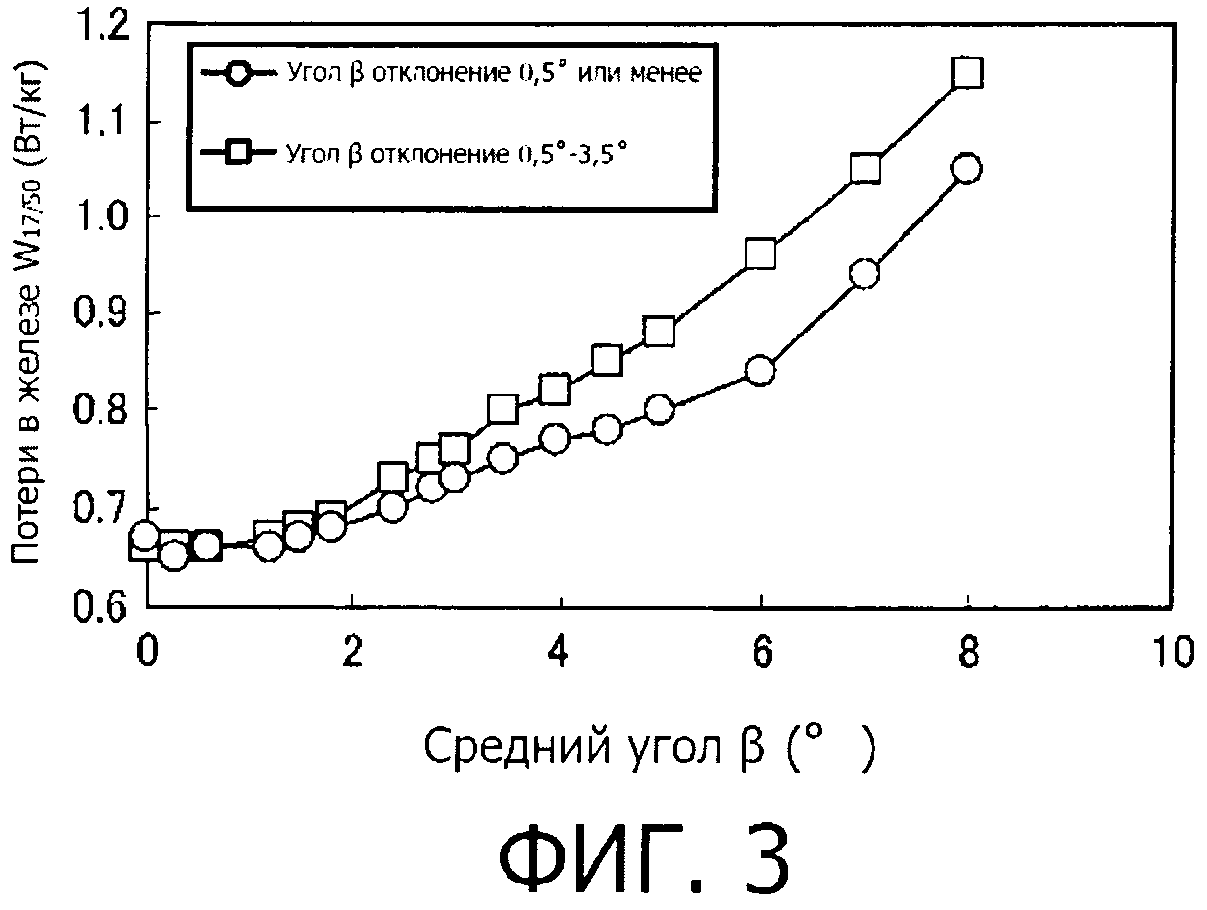
фиг.3 представляет график, иллюстрирующий зависимость между средним углом β и величиной потерь в железе W17/50 стального листа, подвергнутого обработке по измельчению магнитной доменной структуры посредством внесения напряжений, с использованием в качестве параметра диапазона отклонений угла β в кристаллическом зерне.
Осуществление изобретения
Ниже настоящее изобретение описывается более подробно.
В настоящем изобретении линейные канавки (в дальнейшем также упоминаемые как просто «канавки») образованы при помощи электролитического травления. Хотя существуют и другие способы получения канавок с использованием механических подходов (такие как применение вальцов с рельефом или скобление щетками), эти подходы рассматриваются как невыгодные, поскольку они приводят к увеличению шероховатости поверхностей стального листа и соответственно, например, к снижению коэффициента заполнения таким стальным листом пакета сердечника при производстве трансформаторов.
Кроме того, когда для образования канавок используется механический подход, необходимо выполнение отжига на более поздней стадии для того, чтобы снять напряжения в стальном листе, вследствие чего непосредственно под канавками будет образовываться множество слабо ориентированных тонкодисперсных зерен, что мешает контролированию относительного количества таких канавок с заранее заданной тонкозернистой структурой, представленной непосредственно под ними.
Частота нанесения канавок ≤20%.
Настоящее изобретение сосредоточено на таких тонкодисперсных зернах, располагающихся непосредственно под канавками, которые имеют ориентацию, отклоняющуюся от ориентации Госса на 10° или более и имеющих размер зерна 5 мкм или более, при этом важное значение имеет количественное отношение таких линейных канавок с такими располагающимися непосредственно под ними кристаллическими зернами (эта количественное отношение также упоминается как «частота нанесения канавок»). Согласно настоящему изобретению, эта частота нанесения канавок должна составлять 20% или менее.
Это связано с тем, что в настоящем изобретении для улучшения показателя потерь в железе стального листа важно, чтобы кристаллических зерен, в значительной степени отклоняющихся от ориентации Госса, непосредственно под участками с образованными канавками оставалось настолько мало, насколько это возможно.
Следует здесь отметить, что PTL 2 и PTL 3 указывают, что показатель потерь в железе стального листа улучшается в большей степени в случаях, когда тонкодисперсные зерна присутствуют непосредственно под канавками. Однако в результате проведенного авторами настоящего изобретения исследования было найдено, что необходимо минимизировать присутствие тонкодисперсных зерен, имеющих слабо выраженную ориентацию, поскольку наличие таких тонкодисперсных зерен вносит вклад в ухудшение, а не в улучшение показателя потерь в железе.
Кроме того, в результате дальнейшего исследования стальных листов, имеющих тонкодисперсные зерна непосредственно под канавками, было, как упоминалось ранее, найдено, что хорошие показатели потерь в железе продемонстрировали стальные листы, имеющие частоту нанесения канавок в 20% или менее. Таким образом, как упоминалось выше, частота нанесения канавок настоящего изобретения должна составлять 20% или менее.
В настоящем изобретении тонкодисперсные зерна вне вышеописанного диапазона, сверхмелкие зерна с размерами 5 мкм или менее, а также тонкодисперсные зерна с размерами 5 мкм или более, но обладающие хорошей кристаллической ориентацией с отклонением от ориентации Госса менее чем на 10°, не оказывали ни неблагоприятного, ни положительного влияния на показатели потерь в железе и, следовательно, никаких проблем в случае присутствия таких зерен не возникает. Кроме того, верхний предел размеров зерна составляет около 300 мкм. Это определяется тем, что если размер зерна превышает этот предел, показатель потерь в железе материала ухудшается и поэтому снижение до некоторой степени частоты нанесения канавок с тонкодисперсными зернами не оказывает значительного эффекта на улучшение потерь в железе реального трансформатора.
В настоящем изобретении диаметр кристаллического зерна тонкодисперсных зерен, расхождения в кристаллической ориентации и частоту нанесения канавок определяют следующим образом.
Что касается диаметра кристаллического зерна тонкодисперсных зерен, рассматривают сечение в 100 точках, располагающих в направлении, перпендикулярном участкам канавок и, если обнаруживают кристаллическое зерно, то размер этого кристаллического зерна вычисляют как эквивалентный диаметр круга. Кроме того, для оценки кристаллической ориентации кристаллов в нижних участках канавок с помощью EBSP (диаграмма обратного рассеяния электронов) определялись расхождения в кристаллической ориентации как угол отклонения от ориентации Госса.
Помимо этого, для целей настоящего изобретения термин «частота нанесения канавок» отображает величину, полученную делением на 100 числа канавок, ниже которых в вышеописанных 100 точках измерений присутствуют кристаллические зерна, как определено в настоящем изобретении.
Затем были проведены дальнейшие исследования ширины магнитного домена и потерь в железе листов из текстурированной электротехнической стали, имеющих различные средние величины угла β вторично рекристаллизованных зерен (в дальнейшем упоминаемые как просто «средние углы β») и различные диапазоны отклонения углов β внутри зерен во вторично рекристаллизованных зернах (в дальнейшем упоминаемые просто как «диапазоны отклонения углов β») (в этом случае оценивались образцы, имеющие средние углы β в 0,5° или менее, и образцы, имеющие средние углы β от 2,5° до 3,5°, и оказалось, что все изученные образцы имели средние углы α в диапазоне от 2,8° до 3,2° и по существу одинаковые углы α).
Фиг.1 иллюстрирует отношения между средним углом Р и шириной магнитного домена перед обработкой по измельчению магнитной доменной структуры.
Как показано на этой фигуре, для меньшего диапазона отклонений угла β существенное увеличение ширины магнитного домена наблюдалось, когда средний угол β составлял 2° или менее. С другой стороны, для большего диапазона отклонений угла β происходило небольшое увеличения ширины магнитного домена, когда средний угол β составлял 2° или менее. Предполагается, что это происходит вследствие того, что в большем диапазоне отклонений угла β некоторый участок во вторично рекристаллизованном зерне, которое имеет большие углы β, то есть меньшую ширину магнитного домена, оказывает магнитное воздействие на другие имеющиеся там участки с меньшими углами β, то есть с большей шириной магнитного домена, приводя к небольшому увеличению ширины магнитного домена.
Далее фиг.2 и 3 иллюстрируют результаты исследования соотношений между потерями в железе и средним углом β после обработки по измельчению магнитной доменной структуры посредством образования канавок и внесения напряжений.
Как показано на фиг.3, если в стальные листы вносятся напряжения, между стальными листами, имеющими меньший средний угол β, никаких существенных различий в потерях в железе в зависимости от диапазона отклонений угла β не наблюдалось, тогда как стальные листы, обладающие большим средним углом β и большими диапазонами отклонения угла β, показывали тенденцию к большим потерям в железе.
С другой стороны, было найдено, что если в стальном листе образованы канавки, такой стальной лист проявляет тенденцию демонстрировать хорошие показатели потерь в железе, если имеет небольшой средний угол β, но большой диапазон отклонений угла β, как показано на фиг.2.
Это объясняется тем, что так как эффект снижения потерь в железе, достигаемый обработкой по измельчению магнитной доменной структуры с помощью образования канавок, вначале является небольшим, оказывается невозможным обеспечение достаточного дробления магнитных доменов, когда ширина магнитного домена является большой, что ведет к недостаточному эффекту снижения потерь в железе. Напротив, в настоящем изобретении предполагается, что ширина магнитного домена утончается до обработки по измельчению магнитной доменной структуры посредством внесения в то же самое время изменений в величину угла β во вторично рекристаллизованных зернах, что приводит к стальному листу с меньшими показателями потерь в железе.
После того, в результате дальнейших исследований в условиях получения улучшенного эффекта уменьшения потерь в железе, была показана важность контролирования диапазона отклонений средней величины угла β в пределах от 1° до 4°, когда средний угол β составляет 2,0°.
В настоящем изобретении кристаллическая ориентация вторично рекристаллизованных зерен измерялась с шагом в 1 мм с помощью метода рентгеноструктурного анализа Лауэ, при том, что в каждой точке измерения в одном кристаллическом зерне определялись диапазон отклонений внутри зерна (эквивалентный диапазону отклонений угла β) и средний показатель кристаллической ориентации (угол α, угол β) такого кристаллического зерна. Кроме того, в настоящем изобретении были измерены показатели 50 кристаллических зерен в произвольном положении стального листа для вычисления их средней величины, которая затем рассматривалась в качестве характеристики кристаллической ориентации такого стального листа.
В данном контексте угол α обозначает угол отклонения ориентации вторично рекристаллизованных зерен от идеальной ориентации (110) [001] относительно оси направления нормали (ND), а угол β обозначает угол отклонения ориентации вторично рекристаллизованных зерен от идеальной ориентации (110) [001] относительно оси поперечного направления (TD).
При этом в качестве вторично рекристаллизованных зерен, предназначенных для измерения диапазона отклонений угла β, выбираются вторично рекристаллизованные зерна, имеющие размер зерна в 10 мм или более. Более конкретно, при оценке кристаллической ориентации с использованием упомянутого выше метода рентгеноструктурного анализа Лауэ одно кристаллическое зерно рассматривается как находящееся внутри диапазона, в котором угол α является неизменным, и определяется длина (крупность) каждого кристаллического зерна для получения диапазонов отклонения углов β таких кристаллических зерен, имеющих длину 10 мм или более, вычисляя, таким образом, их среднюю величину.
В настоящем изобретении ширина магнитного домена определяется посредством рассмотрения магнитных доменов поверхности, подвергнутой обработке по измельчению магнитной доменной структуры, с помощью метода Биттера. Как и в случае кристаллической ориентации, ширина магнитного домена определяется следующим образом: измеряется ширина магнитных доменов 50 кристаллических зерен для вычисления ее средней величины и полученное среднее рассматривается в качестве ширины магнитного домена всего стального листа.
Далее условия производства текстурированного листа из электротехнической стали согласно настоящему изобретению будут описаны более подробно.
Во-первых, в качестве важного пункта настоящего изобретения будет описан способ варьирования углов β.
Отклонением углов β можно управлять посредством регулирования степени изгиба, приходящейся на каждое вторично рекристаллизованное зерно, и размера каждого вторично рекристаллизованного зерна в ходе конечного отжига. Факторы, влияющие на приходящийся на каждое вторично рекристаллизованное зерно изгиб, включают диаметр рулона в ходе конечного отжига.
Таким образом, при увеличении диаметра рулона уменьшается изгиб и отклонение угла β становится менее значительным. С другой стороны, что касается размера зерна вторично рекристаллизованных зерен, отклонение угла β становится менее значительным при уменьшении размера зерна. Кроме того, для целей настоящего изобретения диаметр рулона означает диаметр витка.
Однако, хотя диаметр рулона стального листа может в ходе изготовления текстурированного листа из электротехнической стали до некоторой степени изменяться, если диаметр рулона становится слишком большим, возникают проблемы из-за деформации рулона, тогда как если диаметр рулона оказывается слишком маленьким, затрудняется выполнение корректировки формы в течение выравнивающего отжига, и так далее. В связи с этим имеется много ограничений на регулирование диапазона отклонений угла β посредством только изменения диаметра рулона, что усложняет такой контроль. Поэтому настоящее изобретение объединяет изменение диаметра рулона с регулированием крупности вторично рекристаллизованных зерен. Кроме того, крупностью вторично рекристаллизованных зерен можно управлять, контролируя скорость нагрева в диапазоне температур от по меньшей мере 500°C до 700°C при выполнении обезуглероживания.
Соответственно, в настоящем изобретении диапазон отклонений среднего угла β во вторично рекристаллизованном зерне устанавливается в пределах от 1° до 4°, что обеспечивается регулированием двух вышеописанных параметров, то есть диаметра рулона и крупности вторично рекристаллизованного зерна таким образом, чтобы:
(1) в ходе конечного отжига диаметр рулона находился в пределах от 500 мм до 1500 мм; и
(2) в течение этапа нагревания при обезуглероживании средняя скорость нагревания в температурном диапазоне от по меньшей мере 500°C до 700°C составляла 50°C/с или выше.
Верхний предел вышеуказанной средней скорости нагревания с точки зрения удобства технического обеспечения предпочтительно составляет около 700°C/с, хотя определенным диапазоном не ограничивается.
Диаметр рулона контролируют таким образом, чтобы он составлял не более 1500 мм, поскольку, как было упомянуто выше, если он превышает 1500 мм, возникают проблемы, связанные с деформацией рулона и, кроме того, такой стальной лист будет иметь слишком большую кривизну, что может привести к диапазону отклонений среднего угла β его вторичных зерен, имеющих крупность 10 мм или более, составляющему менее 1°. С другой стороны, диаметр рулона регулируется таким образом, чтобы он был не менее 500 мм, поскольку если он будет меньше 500 мм, то, как упоминалось ранее, усложняется выполнение корректировки формы в ходе выравнивающего отжига.
При том, что лист электротехнической стали согласно настоящему изобретению должен иметь средний угол β 2,0° или менее, для целей контролирования средних величин угла β исключительно эффективным является улучшение текстуры первичной рекристаллизации посредством управления скоростью охлаждения в ходе отжига в горячей зоне и управления скоростью нагревания в процессе обезуглероживания.
Таким образом, более высокая скорость охлаждения в ходе отжига при горячей прокатке делает возможным осаждение в процессе охлаждения мелкозернистых карбидов, тем самым вызывая изменения в текстуре первичной рекристаллизации, образующейся после прокатки.
Кроме того, поскольку скорость нагревания в процессе обезуглероживания может изменять текстуру первичной рекристаллизации, оказывается возможным управление не только размером зерна, но также и избирательностью вторично рекристаллизованных зерен. Таким образом, средняя величина угла β может регулироваться посредством увеличения скорости нагревания.
Более конкретно, средняя величина угла β может регулироваться посредством выполнения следующих двух условий:
(1) скорость охлаждения в пределах температурного диапазона от по меньшей мере 750°C до 350°C в ходе отжига в горячей зоне в среднем составляет 40°C/с или выше; и
(2) скорость нагревания в пределах температурного диапазона от по меньшей мере 500°C до 700°C в процессе обезуглероживания составляет в среднем 50°C/с или выше.
Верхний предел вышеописанной средней скорости охлаждения с точки зрения удобства технического обеспечения предпочтительно составляет около 100°C/с, хотя специальным диапазоном не ограничивается. Кроме того, верхний предел вышеописанной скорости нагревания предпочтительно составляет, как упомянуто выше, около 700°C/с.
В настоящем изобретении сляб для листа из текстурированной электротехнической стали может иметь любую химическую композицию, которая допускает вторичную рекристаллизацию, обладающую значительным эффектом измельчения магнитной доменной структуры.
Кроме того, если используется ингибитор, например ингибитор на основе AlN, соответственно, могут содержаться в соответствующих количествах Al и N, в то время как, если применяется ингибитор на основе MnS/MnSe, в соответствующих количествах могут, соответственно, содержаться Mn и Se и/или S. Разумеется, эти ингибиторы могут также применяться в комбинации. В этом случае содержание Al, N, S и Se предпочтительно составляет: Al: от 0,01 до 0,065 масс.%; N: от 0,005 до 0,012 масс.%; S: от 0,005 до 0,03 масс.% и Se: от 0,005 до 0,03 масс.%, соответственно.
Кроме того, настоящее изобретение также применимо к текстурированному листу из электротехнической стали, имеющему ограниченное содержание Al, N, S и Se, и не применяющему ингибитор.
В этом случае содержание Al, N, S и Se предпочтительно ограничивается по Al: 100 масс.ч./млн или менее, N: 50 масс.ч./млн или менее, S: 50 масс.ч./млн или менее и Se: 50 масс.ч./млн или менее, соответственно.
Более подробно основные элементы и другие, добавляемые при необходимости элементы сляба для листа из текстурированной электротехнической стали настоящего изобретения будут описаны ниже.
С≤0,08 масс.%.
С добавляется для улучшения текстуры горячекатаного листа. Однако содержание С, превышающее 0,08 масс.%, затрудняет снижение содержания С до 50 масс.ч./млн или менее, при которых не будет происходить магнитного старения в ходе производственного процесса. Таким образом, содержание С предпочтительно составляет 0,08 масс.% или менее. Кроме того, нижний предел содержания С не установлен, поскольку вторичная рекристаллизация допускается также и не содержащим С материалом.
2,0 масс.%≤Si≤8,0 масс.%.
Si является элементом, подходящим для применения в целях увеличения электрического сопротивления стали и улучшения показателя потерь в железе. Однако содержание Si ниже 2,0 масс.% не может обеспечивать достаточного эффекта снижения потерь в железе, тогда как содержание Si, превышающее 8,0 масс.%, ведет к существенному ухудшению обрабатываемости, а также к снижению плотности магнитного потока. Таким образом, содержание Si предпочтительно находится в пределах диапазона от 2,0 до 8,0 масс.%.
0,005 масс.%≤Mn≤1,0 масс.%.
Mn является элементом, необходимым для улучшения пригодности к горячей обработке. Однако при содержании ниже 0,005 масс.% эффект добавления Mn проявляется в слабой степени, в то время как содержание Mn, превышающее 1,0 масс.%, уменьшает плотность магнитного потока конечных листов. Таким образом, содержание Mn предпочтительно находится в пределах диапазона от 0,005 до 1,0 масс.%.
Кроме того, в дополнение к указанным выше элементам сляб может также содержать следующие элементы, широко известные в качестве элементов, способных улучшать магнитные свойства:
по меньшей мере один элемент, выбранный из: Ni: от 0,03 до 1,50 масс.%; Sn: от 0,01 до 1,50 масс.%; Sb: от 0,005 до 1,50 масс.%; Си: от 0,03 до 3,0 масс.%; Р: от 0,03 до 0,50 масс.%; Мо: от 0,005 до 0,10 масс.% и Cr: от 0,03 до 1,50 масс.%.
Ni является элементом, пригодным для улучшения текстуры горячекатаного листа в целях получения улучшенных магнитных свойств. Однако содержание Ni ниже 0,03 масс.% менее эффективно отражается на улучшении магнитных свойств, в то время как содержание Ni, превышающее 1,50 масс.% ведет к нестабильной вторичной рекристаллизации и ухудшению магнитных свойств. Таким образом, содержание Ni предпочтительно находится в пределах диапазона от 0,03 до 1,50 масс.%.
Кроме того, Sn, Sb, Cu, Р, Мо и Cr являются элементами, подходящими для применения в целях улучшения магнитных свойств. Однако, если любой из этих элементов содержится в количестве, меньшем его нижнего, указанного ранее предела, он оказывается менее эффективным в улучшении магнитных свойств, тогда как если он содержится в количестве, превышающем его верхний, указанный ранее предел, это препятствует росту вторично рекристаллизованных зерен. Таким образом, каждый из этих элементов предпочтительно содержится в количестве, ограниченном вышеописанными диапазонами.
Остальное, помимо вышеописанных элементов, представлено Fe и случайными примесями, попадающими в ходе производственного процесса.
После этого имеющий вышеописанную химическую композицию сляб обычным способом подвергается нагреванию перед горячей прокаткой. Однако сляб может быть также подвергнут горячей прокатке непосредственно после отливки, без нагревания. В случае тонкого сляба он может быть подвергнут горячей прокатке или же возможен переход к последующему этапу, минуя горячую прокатку.
Далее при необходимости горячекатаный лист подвергается отжигу в горячей зоне. В такой момент для получения в конечном листе высокоразвитой текстуры Госса температура отжига в горячей зоне предпочтительно находится в диапазоне от 800°C до 1100°C. Если температура отжига в горячей зоне составляет менее 800°C, то может сохраняться полосчатая текстура, образующаяся при горячей прокатке, которая мешает получению текстуры первичной рекристаллизации из зерен однородной крупности и препятствует развитию вторичной рекристаллизации. С другой стороны, если температура отжига при горячей прокатке превышает 1100°C, размер зерна после отжига при горячей прокатке укрупняется слишком сильно, что делает чрезвычайно трудным получение текстуры первичной рекристаллизации из зерен однородной крупности.
Кроме того, необходимо такое регулирование скорости охлаждения в ходе этого отжига в горячей зоне, чтобы она, как обсуждалось выше, в среднем составляла 40°C/с или более в пределах температурного диапазона от по меньшей мере 750°C до 350°C.
После отжига в горячей зоне лист подвергается однократной, двух или более кратной холодной прокатке, или с выполняемым между ними промежуточным отжигом до достижения конечной толщины листа, что сопровождается обезуглероживанием (объединенным с рекристаллизационным отжигом) и последующим нанесением сепаратора отжига. После нанесения на лист сепаратора отжига он подвергается намотке и конечному отжигу в целях прохождения вторичной рекристаллизации и образования форстеритовой пленки. Следует заметить, что для обеспечения возможности образования форстерита сепаратор отжига предпочтительно состоит главным образом из MgO. В данном контексте фраза «главным образом состоит из MgO» подразумевает, что помимо MgO может также содержаться любое известное подходящее в качестве сепаратора отжига соединение и любое улучшающее свойства соединение в количествах, определяемых диапазоном, не препятствующим образованию предполагаемой в соответствии с данным изобретением форстеритовой пленки.
В этом случае, как обсуждалось ранее, скорость нагревания в ходе такого обезуглероживания должна составлять в среднем 50°C/с или более в пределах температурного диапазона от по меньшей мере 500°C до 700°C, а диаметр рулона должен находиться в диапазоне 500 мм до 1500 мм.
После завершения конечного отжига действенным является подвергание листа выравнивающему отжигу с целью корректировки его формы. Согласно настоящему изобретению, до или после выравнивающего отжига на поверхности данного стального листа наносится изолирующее покрытие. В данном контексте это изолирующее покрытие обозначает такое покрытие, которое способно привнести в стальной лист напряжения для сокращения потерь в железе (в дальнейшем именуемое «создающим напряжение покрытием»). Создающее напряжение покрытие включает неорганическое покрытие, содержащее диоксид кремния и керамическое покрытие, наносимое конденсацией из газовой фазы, химическим осаждением из паров и так далее.
После заключительной холодной прокатки и перед конечным отжигом, упоминаемыми выше, настоящее изобретение включает нанесение посредством печати или другим подобным способом на поверхность листа из текстурированной электротехнической стали резиста для травления металла и последующее образование линейных канавок в незащищенных резистом областях стального листа с помощью электролитического травления. В этом случае, особым образом контролируя тонкодисперсные зерна, находящиеся под нижними участками канавок, то есть управляя плотностью размещения кристаллических зерен, и управляя средней величиной угла β вторично кристаллизованных зерен и диапазоном отклонений угла β внутри зерна, как упомянуто выше, наряду с достаточным эффектом измельчения магнитной доменной структуры оказывается возможным обеспечение более значительного улучшения показателя потерь в железе через дробление магнитных доменов посредством образования канавок. Согласно настоящему изобретению, предпочтительно, чтобы каждая канавка, образованная на поверхности стального листа, имела ширину от около 50 мкм до 300 мкм, глубину от около 10 мкм до 50 мкм и расстояние между канавками от около 1,5 мм до 10,0 мм, при том, что каждая канавка отклоняется от направления, перпендикулярного направлению прокатки, в диапазоне ±30°. В данном контексте термин «линейный» означает как сплошную линию, так и пунктирную, точечную линии и так далее.
Согласно настоящему изобретению, помимо вышеупомянутых стадий и производственных режимов соответствующим образом могут использоваться любые широко известные способы производства листа из текстурированной электротехнической стали, при которых выполняется обработка по измельчению магнитной доменной структуры посредством образования канавок.
Пример 1
Были изготовлены непрерывной разливкой стальные слябы, каждый из которых содержал элементы в соответствии с данными таблицы 1, а также Fe и случайные примеси в качестве остального. Каждый из этих стальных слябов нагревался до 1450°C, подвергался горячей прокатке, в результате которой получали горячекатаный лист, имеющий толщину 1,8 мм, и после этого в течение 180 секунд подвергался отжигу в горячей зоне при 1100°C. Затем каждый стальной лист был подвергнут холодной прокатке с получением холоднокатаного листа, имеющего конечную толщину 0,23 мм. В этом случае скорость охлаждения от температуры 350°C до 750°C в ходе стадии охлаждения отжига при горячей прокатке варьировала между 20°C/с и 60°C/с.
После этого на каждый стальной лист глубокой офсетной печатью был нанесен травильный резист. Затем каждый стальной лист был подвергнут электролитическому травлению и снятию резиста в щелочном растворе, в результате чего под углом наклона в 7,5° к направлению, перпендикулярному к направлению прокатки, через промежутки в 4,5 мм образовывались линейные канавки, каждая из которых имела ширину 200 мкм и глубину 25 мкм.
После этого каждый стальной лист был подвергнут обезуглероживанию, в ходе которого он сохранялся при степени окисления Р(H2O)/Р(Н2), равной 0,55, и выдержке при температуре 840°C в течение 60 секунд. Далее на каждый стальной лист наносился сепаратор отжига, состоящий главным образом из MgO. После чего каждый стальной лист был подвергнут конечному отжигу в целях вторичной рекристаллизации, образования форстеритовой пленки и очистки в условиях 1250°C и 100 часов в смешанной атмосфере N2:H2=70:30.
Скорость нагревания в ходе обезуглероживания варьировала между 20°C/с и 100°C/с и получаемый затем в процессе конечного отжига рулон имел внутренний диаметр 300 мм и внешний диаметр 1800 мм. После этого каждый стальной лист для корректировки его формы в течение 60 секунд подвергался выравнивающему отжигу при 850°C. Далее на каждый стальной лист было нанесено создающее напряжение покрытие, состоящее из 50% коллоидного диоксида кремния и фосфата магния, с получением конечного продукта, магнитные свойства которого были подвергнуты оценке. Для сравнения создание канавок было также выполнено способом, использующим после завершения конечного отжига вальцы с рельефом. Условия образования канавок оставались неизменными. Затем для оценки магнитных свойств из ряда участков рулона были отобраны образцы. Следует заметить, что вдоль продольного направления стального листа кристаллическая ориентация оценивалась в направлении прокатки (RD) через интервалы в 1 мм с помощью метода рентгеноструктурного анализа Лауэ, а размер зерна определялся при условии постоянства угла α для измерения отклонений угла β внутри зерна. Кроме того, выбранными в качестве вторично рекристаллизованных зерен, предназначенных для измерения диапазона отклонений угла β, были вторично рекристаллизованные зерна, имеющие размер зерна в 10 мм или более.
Результаты измерения потерь в железе и других упомянутых выше показателей представлены в таблице 2.

Как показано в таблице, в случаях, когда обработка по измельчению магнитной доменной структуры выполнялась посредством получения канавок с помощью электролитического травления, такие листы из текстурированной электротехнической стали, частота нанесения канавок в которых, средний угол β и диапазон отклонений среднего угла β находятся в пределах, соответствующих определяемым настоящим изобретением, продемонстрировали исключительно хорошие показатели потерь в железе. Однако другие листы из текстурированной электротехнической стали, которые имели любые показатели частоты нанесения канавок, среднего угла β и диапазона отклонений среднего угла β вне соответствующих диапазонов настоящего изобретения, показывали худшие свойства потерь в железе.
Реферат
Группа изобретений относится к области металлургии. Для измельчения магнитной доменной структуры и снижения магнитных потерь в листе из текстурированной электротехнической стали лист выполняют с линейными канавками на его поверхности, при этом количественное отношение линейных канавок с расположенными непосредственно под ними кристаллическими зернами, когда каждое кристаллическое зерно имеет ориентацию, отклоняющуюся от ориентации Госса на 10° или более, и размер зерна 5 мкм или более, регулируют таким образом, чтобы оно составляло 20% или менее и, кроме того, вторично рекристаллизованные зерна регулируют так, чтобы они имели средний угол β 2,0° или менее, и каждое вторично рекристаллизованное зерно, имеющее размер зерна 10 мм или более, регулирует так, чтобы иметь отклонение среднего угла β от 1° до 4°. 2 н.п. ф-лы, 3 ил., 2 табл., 1 пр.
Формула
в котором количественное отношение линейных канавок, непосредственно под каждой из которых имеются кристаллические зерна, составляет 20% или менее, при этом каждое кристаллическое зерно имеет ориентацию, отклоняющуюся от ориентации Госса на 10° или более, а размер зерен составляет 5 мкм или более, и
в котором вторично рекристаллизованные зерна имеют средний угол β в 2,0° или менее, причем диапазон отклонений среднего угла β для каждого вторично рекристаллизованного зерна с размерами 10 мм или более составляет от 1° до 4°.
горячую прокатку сляба листа из текстурированной электротехнической стали для получения горячекатаного стального листа,
затем, при необходимости, отжиг в горячей зоне полученного стального листа,
последующую однократную, двух или более кратную холодную прокатку с промежуточным отжигом между ними до достижения конечной толщины листа,
последующее обезуглероживание стального листа,
нанесение на поверхность стального листа сепаратора отжига, главным образом состоящего из MgO, перед конечным отжигом и
последующее нанесение на стальной лист создающего напряжение покрытия,
причем
линейные канавки формируют в направлении ширины стального листа электролитическим травлением перед конечным отжигом для образования форстеритовой пленки,
средняя скорость охлаждения во время отжига в горячей зоне в температурном диапазоне от по меньшей мере 750°С до 350°С составляет 40°С/с или выше,
средняя скорость нагрева во время обезуглероживания в температурном диапазоне от по меньшей мере 500°С до 700°С составляет 50°С/с или выше, и
конечный отжиг выполняют на стальном листе в форме рулона диаметром в диапазоне от 500 мм до 1500 мм.
Документы, цитированные в отчёте о поиске
Агрегат частиц оксида магния
Комментарии