Состав сверхпрочной стали, способ получения изделия из сверхпрочной стали и получаемое изделие - RU2318911C2
Код документа: RU2318911C2
Чертежи



Описание
Область, к которой относится изобретение
[0001] Настоящее изобретение касается состава сверхпрочной стали, способа производства изделия из сверхпрочной стали и конечного продукта указанного способа.
Известный уровень техники
[0002] В автомобильной промышленности существует потребность в уменьшении веса продукции, что предполагает необходимость использования более прочных материалов, с тем чтобы получить возможность уменьшения толщины деталей без ущерба для безопасности и функциональных показателей. Эта проблема может быть решена с помощью легко формуемых изделий из сверхпрочной стали (СПС).
[0003] Подобные изделия из СПС описаны в целом ряде документов. Так, например, в документе DE 19710125 описан способ получения полосы из пластичной высокопрочной (более 900 МПа) стали со следующим содержанием компонентов в вес.%: 0,1-0,2 С, 0,3-0,6 Si, 1,5-2,0 Mn, макс. 0,08 Р, 0,3-0,8 Cr, до 0,4 Мо, до 0,2 Ti и/или Zr, до 0,08 Nb. Материал производится в виде горячекатаной полосы. Указанный способ страдает тем недостатком, что при малой толщине (например, менее 2 мм) резко увеличивается давление металла на валки, что накладывает ограничения на диапазон получаемых размеров. Причина этих ограничений заключается в очень высокой прочности данного материала не только в конечном продукте, но и при температурах, имеющих место в линии отделочных клетей стана горячей прокатки. Кроме того, известно, что высокое содержание Si ведет к ухудшению качества поверхности из-за наличия оксидов Si, которые после травления обуславливают формирование поверхности с неравномерной и очень большой шероховатостью. Вдобавок к этому горячее цинкование такой подложки с высоким содержанием Si, проводимое с целью защиты от коррозии, обеспечивает, как правило, получение внешнего вида поверхности, который недостаточно привлекателен в случаях применения в автомобильной промышленности, а кроме того, существует опасность появления на поверхности оголенных участков.
[0004] В документе JP 09176741 описано получение горячекатаной стальной полосы с большой ударной вязкостью, демонстрирующей отличную гомогенность и высокие усталостные свойства. Состав этой стали в вес.%: <0,03 С, <0,1 Al, 0,7-2,0 Cu, 0,05-0,2 Ti, 0,003-0,050 В и, 0,0050 N. В структуре горячекатаного изделия объем бейнитной фазы составляет более 95%, а объем мартенситной фазы - <2%. К недостаткам этого технического решения можно отнести наряду с ограничениями по толщине, которую можно получить на стане горячей прокатки, о чем говорилось выше, использование значительного количества Cu в качестве легирующего элемента. Этот элемент применяют лишь для отдельных видов продукции, обычно же его присутствие нежелательно в композициях, используемых, например, в сталях для глубокой вытяжки, конструкционных сталях и традиционных высокопрочных сталях для применения в автомобильной промышленности. Так, из-за присутствия Cu значительно усложняются операции транспортировки и обработки лома на сталеплавильных заводах в случаях, когда большая часть выпускаемого ассортимента продукции включает в себя сорта с низким содержанием Cu. Кроме того, известно, что медь значительно уменьшает вязкость областей, которые подвергаются термическому воздействию, после сварки, тем самым ухудшая свариваемость. В дополнение к этому ее применение часто бывает сопряжено с проблемами горячеломкости.
[0005] В документе ЕР 0019193 описан способ получения двухфазной стали, содержащей, главным образом, мелкозернистый феррит с диспергированными в нем зернами мартенсита. В ее состав входят 0,05-0,2% С, 0,5-2% Si, 0,5-1,5% Mn, 0-1,5% Cr, 0-0,15% V, 0-0,15% Мо, 0-0,04% Ti, 0-0,02% Nb. Получение указанной стали осуществляют следующим образом: поддерживают температуру рулонной горячекатаной стальной полосы в пределах от 800 до 650°С в течение времени более одной минуты, разматывают рулон и охлаждают стальную полосу до температуры ниже 450°С со скоростью более 10°С/сек. В описании уточняется, что, изменяя количество мартенсита в пределах от 5 до 25%, можно получать предел прочности на растяжение от 400 до 1400 МПа и удлинение от 40 до 10%. Недостатки этого способа состоят опять же в том, что он рассчитан только на горячекатаные изделия, а также в том, что высокое содержание Si создает трудности при горячем цинковании.
[0006] В документе ЕР 861915 описаны высокопрочная сталь с высокой ударной вязкостью и способ ее получения.
Предел прочности на растяжение равен не менее 900 МПа, а состав включает в себя в вес.%: 0,02-0,1 С, Si<0,6, Mn 0,2-2,5, 1,2 [0007] В документе WO 9905336 описана сверхпрочная свариваемая борсодержащая сталь с повышенной ударной вязкостью. Предел прочности при
растяжении равен не менее 900 МПа, а микроструктура состоит, главным образом, из мелкозернистого нижнего бейнита, мелкозернистого пакетного мартенсита или их смесей. В состав стали входят (в вес.%):
от примерно 0,03 до примерно 0,10 С, от примерно 1,6 до примерно 2,1 Mn, от примерно 0,01 до примерно 0,10 Nb, от примерно 0,01 до примерно 0,10 V, от примерно 0,2 до примерно 0,5 Мо, от примерно 0,
005 до примерно 0,03 Ti, от примерно 0,0005 до примерно 0,0020 В. Эта борсодержащая сталь содержит также, по меньшей мере, одну добавку, выбираемую из группы, включающей в себя: (i) от 0 до примерно 0,
6 вес.% Si, (ii) от 0 до примерно 1,0 вес.% Cu, (iii) от 0 до примерно 1,0 вес.% Ni, (iv) от 0 до примерно 1,0 вес.% Cr, (v) от 0 до примерно 0,006 вес.% Са, (vi) от О до примерно 0,06 вес.% Al, (vii)
от 0 до примерно 0,02 вес.% редкоземельных металлов и (viii) от 0 до примерно 0,006 вес.% Mg. Здесь также возможности способа ограничены одной лишь горячей прокаткой, после которой выполняется резкое
охлаждение до температуры закалки и, наконец, воздушное охлаждение. Стоимость такого состава тоже очень велика из-за высокого содержания добавляемых Мо и V. Цели изобретения [0008] Целью настоящего изобретения является получение изделия из сверхпрочной стали (СПС), изготавливаемого холодной прокаткой и отжигом с возможным последующим электролитическим нанесением
цинкового покрытия или горячим цинкованием с погружением, что позволяет создавать изделия из СПС с малыми толщинами, которых было невозможно или крайне трудно получить с использованием горячей
прокатки. [0009] Другая цель изобретения состоит в получении изделия из сверхпрочной стали, изготавливаемого горячей прокаткой и травлением, которое может быть также подвергнуто
горячему цинкованию с сохранением при этом сверхпрочных свойств в сочетании с надежной защитой от коррозии. Краткое изложение сущности изобретения [0010] Изобретение
относится к составу сверхпрочной стали, который может быть использован в рамках способа, включающего в себя, по меньшей мере, этап горячей прокатки, и характеризуется следующим содержанием: - С: 1000-2500 м.д. (миллионных долей) - Mn: 12 000-20 000 м.д. - Si: 1500-3000 м.д. - Р: 100-500 м.д. - S: максимум 50 м.д. - N: максимум 100 м.д. - Al: максимум 1000 м.д. - В: 10-35 м.д. - Ti-фактор = Ti-3.42N+10: 0-400 м.д. - Nb: 200-800 м.д. - Cr 2500-7500 м.д. - Мо: 1000-2500 м.д. - Са: 0-50 м.д., - остальное: главным образом, железо и случайные примеси. [0011] Для
этого же состава предусмотрены три других отдельных варианта осуществления, отличающиеся поддиапазонами содержания углерода, - соответственно 1200-2500 м.д., 1200-1700 м.д. и 1500-1700 м.д. [0012] Подобным же образом, для приведенного выше состава предусмотрены два других отдельных варианта осуществления, отличающиеся поддиапазонами содержания фосфора, - соответственно 200-400
м.д. и 250-350 м.д. [0013] Наконец, для этого состава предусмотрены два других отдельных варианта осуществления, отличающиеся поддиапазонами содержания Nb, - соответственно 250-550 м.д.
и 450-550 м.д. [0014] В соответствии с еще одним признаком изобретения оно относится к составу сверхпрочной стали, который предназначен для использования в рамках способа, включающего в
себя, по меньшей мере, этап горячей прокатки, и характеризуется следующим содержанием: - С: 1000-2500 м.д. - Mn: 12 000-20 000 м.д. - Si: 1500-3000 м.д. - Р: 500-600 м.д. - S: максимум 50 м.д. - N: максимум 100 м.д. - Al: максимум 1000 м.д. - В: 10-35 м.д.
- Ti-фактор = Ti-3.42N+10: 0-400 м.д. - Nb: 200-800 м.д. - Cr: 2500-7500 м.д. - Мо: 1000-2500 м.д. - Са: 0-50 м.д.,
- остальное: главным образом, железо и случайные примеси. [0015] Изобретение охватывает также указанный состав с содержанием фосфора 500-600 м.д. и диапазоном содержания углерода
1200-2500 м.д. В соответствии с другим вариантом осуществления того же состава диапазон содержания углерода составляет 1200-1700 м.д. Согласно еще одному варианту осуществления диапазон его содержания
равен 1500-1700 м.д. [0016] Подобным же образом в составе с содержанием фосфора 500-600 м.д. диапазон содержания Nb может составлять 250-550 в соответствии с одним из вариантов
осуществления или 450-550 м.д. в соответствии с другим вариантом. [0017] Изобретение касается также способа получения изделия из сверхпрочной стали, включающего в себя следующие
этапы: - приготовление стального сляба с составом согласно изобретению, - горячую прокатку указанного сляба, причем температура конца прокатки выше температуры Аr3, с
образованием горячекатаной подложки, - охлаждение до температуры смотки в рулон, - смотку в рулон указанной подложки при температуре смотки (СТ) от 450 до 750°С,
- травление указанной подложки с целью удаления оксидов. [0018] В соответствии с одним из вариантов осуществления указанная температура смотки выше температуры Bs
(bainite start) начала образования бейнита. [0019] Способ согласно изобретению может дополнительно включать в себя этап повторного нагрева указанного сляба до температуры, по меньшей
мере, 1000°С перед указанным этапом горячей прокатки. [0020] В соответствии с первым вариантом осуществления изобретения способ дополнительно включает в себя следующие этапы: - выдержку указанной подложки при температуре 480-700°С в течение менее 80 секунд, - охлаждение указанной подложки до температуры ванны для цинкования со скоростью
более 2°С/сек, - горячее цинкование указанной подложки в указанной ванне, - окончательное охлаждение до комнатной температуры со скоростью более 2°С/сек. [0021] Горячекатаная подложка согласно изобретению может быть также подвергнута обжатию дрессировкой (пропуском в дрессировочной клети), равному максимум 2%. Вместо горячего цинкования
горячекатаной подложки может быть предусмотрен этап ее электролитического цинкования. [0022] В соответствии со вторым вариантом осуществления изобретения способ дополнительно включает в
себя следующие этапы: - холодную прокатку указанной подложки для уменьшения толщины, - отжиг указанной подложки до максимальной температуры выдержки, равной
720-860°С, - охлаждение указанной подложки со скоростью более 2°С/сек до температуры максимум 200°С, - окончательное охлаждение до комнатной
температуры со скоростью более 2°С/сек. [0023] С другой стороны, в рамках того же второго варианта осуществления можно после указанного этапа отжига выполнить:
- охлаждение указанной подложки со скоростью более 2°С/сек до температуры максимум 460°С, - выдержку подложки при указанной температуре максимум 460°С в течение
менее 250 секунд, - окончательное охлаждение до комнатной температуры со скоростью более 2°С/сек. [0024] В соответствии с третьим вариантом осуществления способ
дополнительно включает в себя следующие этапы: - холодную прокатку указанной подожки для уменьшения толщины, - отжиг указанной подложки до максимальной температуры
выдержки, равной 720-860°С, - охлаждение указанной подложки со скоростью более 2°С/сек до температуры ванны для цинкования, - горячее цинкование указанной
подложки в указанной ванне, - окончательное охлаждение до комнатной температуры со скоростью более 2°С/сек. [0025] Холоднокатаная подложка согласно изобретению
может быть также подвергнута обжатию дрессировкой, равному максимум 2%. Вместо горячего цинкования холоднокатаной подложки может быть предусмотрен этап ее электролитического цинкования.
[0026] Изобретение относится также к изделию из стали, получаемому благодаря предлагаемому способу, которое содержит, по меньшей мере, бейнитную фазу и/или мартенситную фазу и в котором распределение
фаз таково, что бейнитная и мартенситная фазы составляют в сумме более 35%. В соответствии с предпочтительным вариантом осуществления указанное изделие имеет предел прочности на растяжение более 1000
МПа. [0027] Изобретение относится также к изделию из стали, получаемому благодаря предлагаемому способу, включающему этап холодной прокатки, которое имеет предел текучести от 350 до
1150 МПа, предел прочности на растяжение от 800 до 1600 МПа и удлинение А80 от 5 до 17%. Такое изделие представляет собой предпочтительно стальной лист, толщина которого может находиться в пределах от
0,3 до 2,0 мм. [0028] Изобретение относится также к стальному изделию, получаемому благодаря предлагаемому способу, включающему этап горячей прокатки без этапа холодной прокатки,
которое имеет предел текучести от 550 до 950 МПа, предел прочности на растяжение от 800 до 1200 МПа и удлинение А80 от 5 до 17%. [0029] Стальное изделие согласно изобретению может
демонстрировать увеличение прочности при термообработке ВН2 более 60 МПа как в продольном, так и в поперечном направлениях. Краткое описание фигур чертежей
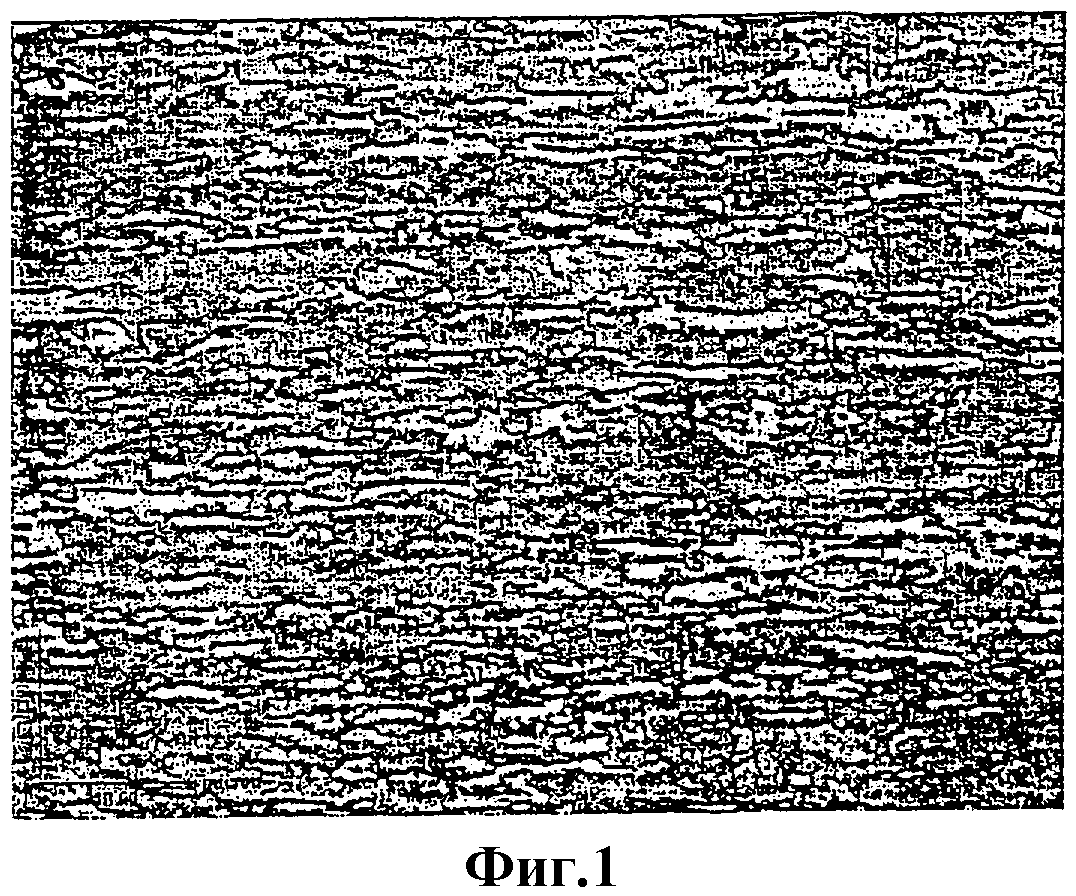
[0030] На фиг.1 показана общая микроструктура горячекатаного изделия согласно изобретению. [0031] На фиг.2 представлен пример детальной микроструктуры изделия по фиг.1.
[0032] На фиг.3 и 4 показана микроструктура холоднокатаного и отожженного изделия согласно изобретению. Подробное описание предпочтительных вариантов осуществления [0033]
В соответствии с настоящим изобретением предложено изделие из сверхпрочной стали с приведенным ниже составом. Благодаря применению указанных здесь самых широких пределов можно будет получить, при
дополнительном условии надлежащего выбора параметров технологического способа, изделия с требуемой многофазной микроструктурой, хорошей свариваемостью, а также с отличными механическими свойствами
- например, с пределом прочности на растяжение, равным 800-1600 МПа. Предпочтительные пределы соотносятся с более узкими диапазонами механических свойств, например, с гарантированным минимальным
пределом прочности на растяжение в 1000 МПа, или с более жесткими требованиями к свариваемости (максимальные пределы С - представлены в следующем абзаце). [0034] С: от 1000 до 2500 м.д.
Первый предпочтительный поддиапазон составляет 1200-2500 м.д., второй предпочтительный поддиапазон - 1200-1700 м.д. и третий предпочтительный поддиапазон -1500-1700 м.д. Минимальное содержание
углерода требуется для обеспечения нужного уровня прочности, так как углерод является самым важным элементом для обеспечения прочности. Максимальное значение диапазона связано со свариваемостью.
Влияние содержания С на механические свойства иллюстрируется с помощью примеров составов А, В и С, приведенных в таблицах 1, 13, 14, 15. [0035] Mn: от 12000 до 20000 м.д.,
предпочтительно 15000-17000 м.д. Mn добавляют для повышения прочности ценой небольших затрат, при этом добавляемые количества ограничены заявленными максимальными значениями с целью обеспечения
возможности нанесения покрытий. Он способствует также повышению прочности благодаря упрочнению твердого раствора. [0036] Si: от 1500 до 3000 м.д., предпочтительно 2500-3000 м.д. Как
известно, Si способствует повышению скорости перераспределения углерода и замедляет превращение аустенита. Он подавляет также образование карбида и способствует повышению общей прочности. Максимальные
значения заявленного диапазона соответствуют возможности выполнения горячего цинкования, в частности, применительно к смачиваемости, адгезии покрытий и внешнему виду поверхности. [0037]
Р: в соответствии с первым вариантом осуществления изобретения содержание Р составляет 100-500 м.д. Первый предпочтительный поддиапазон равен 200-400 м.д., а второй - 250-350 м.д. Фосфор способствует
повышению общей прочности благодаря упрочнению твердого раствора, а также подобно Si способен стабилизировать аустенитную фазу, перед тем как произойдет окончательное превращение.
[0038] В соответствии со вторым вариантом осуществления изобретения содержание Р составляет 500-600 м.д. в сочетании с предлагаемыми диапазонами для остальных упоминаемых в описании легирующих
элементов. Влияние содержания Р на механические свойства иллюстрируется с помощью примеров составов D и Е, приведенных в таблицах 16 и 17. [0039] S: менее 50 м.д. Содержание S
необходимо ограничивать по той причине, что слишком значительные ее включения чреваты ухудшением формуемости. [0040] Са: от 0 до 50 м.д. Обработка стали кальцием необходима для того,
чтобы остаточная сера могла связываться в сферический CaS, а не в MnS, который оказывает неблагоприятное воздействие на свойства деформируемости после прокатки (удлиненные частицы MnS легко приводят к
зарождению трещин). [0041] N: менее 100 м.д. [0042] Al: от 0 до 1000 м.д. Алюминий добавляют исключительно для целей раскисления перед добавлением Ti и Са, с тем чтобы
эти элементы не образовывали оксиды и могли выполнять предназначенные им функции. [0043] В: от 10 до 35 м.д., предпочтительно 20-30 м.д. Бор является элементом, важным с точки зрения
прочности, и его добавление позволяет достичь значений предела прочности на растяжение более 1000 МПа. Он способствует эффективному сдвигу ферритной зоны в сторону больших значений времени на
диаграмме превращений температура - время - превращение. [0044] Ti-фактор=Ti-3.42N+10: от 0 до 400 м.д., предпочтительно 50-200 м.д. Ti добавляют для связывания всего N, с тем чтобы бор
мог в полной мере выполнять свои функции. В противном случае часть бора может связываться в BN с последующим ухудшением прочности. Необходимо некоторое ограничение максимального содержания Ti, с тем
чтобы ограничить количество Ti-C-содержащих частиц, которые повышают прочность, но слишком значительно снижают формуемость. [0045] Mb: 200-800 м.д. Первый предпочтительный поддиапазон
составляет 250-550 м.д., а второй - 450-550 м.д. Nb способствует задержке рекристаллизации аустенита и ограничивает рост зерен благодаря осаждению мелкозернистых карбидов. В сочетании с бором он
предотвращает рост крупных частиц Fe23(СВ)6 на границах аустенитных зерен, в результате чего для бора сохраняется возможность оказывать свое действие по увеличению твердости.
Благодаря более мелким зернам достигается также повышение прочности с сохранением в то же время высокой пластичности до определенного уровня. Усиливается зарождение феррита вследствие накопления
напряжений в аустените при температуре, при которой не происходит рекристаллизация аустенита. Было обнаружено, что увеличение содержания Nb свыше 550 м.д. не дает дальнейшего повышения уровня
прочности. Преимущество добавления меньших количеств Nb состоит в уменьшении давления металла на валки при прокатке, особенно в станах горячей прокатки, благодаря чему расширяется номенклатура
размеров, которые может обеспечить сталевар. [0046] Cr 2500-7500 м.д., предпочтительно 2500-5000 м.д. из соображений возможностей горячего цинкования, поскольку известно, что при
Cr>0,5% ухудшается смачиваемость вследствие образования оксида Cr на поверхности. Хром снижает температуру начала образования бейнита и, взаимодействуя с В, Мо и Mn, способствует изоляции
бейнитной зоны. [0047] Мо: 1000-2500 м.д., предпочтительно 1600-2000 м.д. Мо способствует повышению прочности, снижает температуру начала образования бейнита и уменьшает критические
скорости охлаждения для образования бейнита. [0048] Остальными компонентами состава являются, главным образом, железо и случайные примеси. [0049] Благодаря сочетанию В,
Мо и Cr (и Mn) обеспечивается возможность изоляции бейнитной зоны, что в случае с горячекатаными изделиями позволяет без труда получить микроструктуру с бейнитом в качестве основного компонента. Для
ограничения содержания S величиной максимум 50 м.д. с целью снижения количества включений и для предотвращения образования MnS сталь подвергают обработке кальцием. При этом остаточные Са и S можно
обнаружить в сферическом CaS, который наносит свойствам деформируемости гораздо меньший ущерб, чем MnS. Кроме того, ограничено содержание Si по сравнению с существующими сталями, благодаря чему
обеспечиваются хорошие возможности цинкования как для горячекатаных, так и для холоднокатаных изделий с рассматриваемым составом. [0050] Изобретение охватывает также способ получения
указанного изделия из стали. Этот способ включает в себя следующие этапы: - приготовление стального сляба с составом согласно изобретению, указанным выше; - при
необходимости повторный нагрев указанного сляба до температуры более 1000°С, предпочтительно выше 1200°С, с целью растворения карбидов ниобия, благодаря чему Nb может в полной мере
выполнять свои функции. Повторный нагрев сляба может оказаться ненужным в тех случаях, когда за литьем в технологической линии следуют средства горячей прокатки; - горячую прокатку
сляба, причем температура FT (finishing rolling) конца прокатки выше температуры Аr3. Предпочтительнее использовать меньшие FT (но все-таки выше Аr3, например, 750°С), если требуется увеличить
удлинение А80 (измеренное в ходе испытания на разрыв по стандарту EN10002-1) горячекатаного рулонного изделия без снижения предела прочности на растяжение. При FT, равной 750°С, можно получить
10%-ное относительное увеличение А80 по сравнению с FT, равной 850°С, но ценой более значительного давления металла на валки при чистовой прокатке; - охлаждение до температуры
СТ смотки предпочтительно путем непрерывного охлаждения, как правило, со скоростью 40-50°С/сек. Можно также применить ступенчатое охлаждение; - смотку в рулон указанной подложки
на стане горячей прокатки при температуре смотки СТ от 450°С до 750°С, при этом температура смотки оказывает сильное воздействие на механические свойства как горячекатаного изделия, так
и изделия, получаемого после холодной прокатки и отжига (см. примеры). Во всех случаях предпочтительная минимальная температура смотки выше 550°С и выше температуры начала образования бейнита,
в результате чего превращение бейнита происходит целиком в рулоне. Температура начала образования бейнита Bs составляет ≤550°С для приведенного в примере состава при скоростях охлаждения
после чистовой клети более 6°С/мин. При температурах смотки чуть выше температуры начала образования бейнита (например, СТ=570-600°С) не возникает каких-либо трудностей на стане горячей
прокатки. Смотка в рулон при СТ, превышающей Bs, обеспечивает превращение материала в рулоне, а не на отводящем рольганге. Таким образом, изоляция бейнитной области дает возможность повысить
технологическую устойчивость, обеспечивая тем самым более высокую стабильность механических свойств в случае изменений в режиме охлаждения; - травление указанной подложки с целью
удаления оксидов. [0051] В соответствии с первым вариантом осуществления изобретения после указанных этапов выполняются: - выдержка указанной подложки при температуре
480-700°С, предпочтительно при температуре ниже или равной 650°С, в течение менее 80 секунд, - охлаждение до температуры ванны для цинкования со скоростью более 2°
С/сек, - горячее цинкование горячекатаной подложки, - окончательное охлаждение до комнатной температуры со скоростью более 2°С/сек и - при
необходимости - дрессировка до максимум 2%. [0052] Такое горячее цинкование горячекатаного изделия может быть выполнено в том случае, если толщина достаточно велика для того, чтобы
получить материал только горячей прокаткой, что позволяет получить горячеоцинкованное горячекатаное изделие. [0053] В соответствии со вторым вариантом осуществления после этапа
травления выполняются: - холодная прокатка для уменьшения толщины, например, на 50%, - отжиг до максимальной температуры выдержки, равной 720-860°С, - охлаждение со скоростью более 2°С/сек до температуры максимум 200°С, - окончательное охлаждение до комнатной температуры со скоростью более 2°С/сек.
Согласно другому варианту, охлаждение после этапа отжига со скоростью более 2°С/сек может выполняться до так называемой "температуры перестаривания", равной 460°С или менее. В этом
случае, перед тем как приступать к окончательному охлаждению до комнатной температуры, поддерживают в течение некоторого времени указанную температуру перестаривания листа. [0054] В
соответствии с третьим вариантом осуществления после этапа травления выполняются: - холодная прокатка подожки для уменьшения толщины, например, на 50%, - отжиг до
максимальной температуры выдержки, равной 720-860°С, - охлаждение со скоростью более 2°С/сек до температуры ванны для цинкования, - горячее цинкование, - окончательное охлаждение до комнатной температуры. [0055] После способов согласно второму и третьему вариантам осуществления может быть предпринята дрессировка до
максимум 2%. Толщина стальных подложек согласно изобретению после холодной прокатки может быть менее 1 мм, в зависимости от начальной толщины горячекатаного листа и от способности стана холодной
прокатки выполнять обработку на достаточно высоком уровне. Так, например, вполне достижима толщина от 0,3 до 2,0 мм. Предпочтительным представляется не использовать правку в растяжной правильной
машине и пропуск в дрессировочной клети для снижения отношения Re/Rm (предела текучести к пределу прочности) и повышения возможностей деформационного упрочнения материала. [0056]
Предпочтительная максимальная температура выдержки на этапе отжига зависит от применяемой температуры смотки и требуемых механических свойств: при более высоких температурах смотки получают более
мягкие горячие полосы (увеличение максимального холодного обжатия, которое может быть получено на конкретном стане холодной прокатки) и при тех же температуре выдержки и скорости охлаждения более
низкие уровни прочности при растяжении (см. примеры). При той же температуре смотки более высокая температура выдержки будет, как правило, способствовать повышению уровня предела прочности при
растяжении при поддержании неизменными остальных параметров технологического способа. [0057] В случае, когда изделие не подвергается горячему цинкованию, можно применить
электролитическое цинкование для усиления защиты от коррозии. [0058] Конечный горяче- или холоднокатаный продукт имеет многофазную структуру с наличием феррита, мартенсита и различных
возможных видов бейнита, а также, в ряде случаев, некоторого количества остаточного аустенита, присутствующего при комнатной температуре. Ниже в примерах приведены некоторые отдельные механические
свойства в зависимости от параметров технологического способа. [0059] При температурах смотки ниже 680°С горячекатаные изделия продемонстрировали в ходе всех проведенных
лабораторных экспериментов и производственных испытаний непрерывную текучесть (текучесть при отсутствии удлинения при пределе текучести или деформации Людерса), причем без необходимости применения
дрессировки. [0060] Холоднокатаные изделия также продемонстрировали в ходе всех экспериментов и испытаний непрерывную текучесть, однако, как правило, с меньшим отношением предела
текучести к пределу прочности Re/Rm, чем для горячекатаного изделия (в качестве примера можно указать, что Re/Rm для холоднокатаного изделия составило 0,40-0,70, тогда как для горячекатаного изделия
оно оказалось равным 0,65-0,85). Это означает, что материал отличается значительным деформационным упрочнением: первоначальные усилия, необходимые для начала пластической деформации,
можно поддерживать на очень низком уровне, что облегчает получение начальной деформации материала, но материал уже достигает при этом высоких уровней прочности благодаря значительному механическому
упрочнению после некоторой деформации. [0061] Конечный холоднокатаный продукт демонстрирует сверхвысокую прочность в сочетании с достаточной пластичностью: удается получить, в
зависимости от конкретных значений параметров технологического способа, материалы без покрытия, с электролитическим покрытием или с горячим цинкованием, имеющие предел текучести Re от 350 до 1150 МПа,
предел прочности Rm от 800 до 1600 МПа и удлинение А80 от 5 до 17%, причем толщина может быть даже меньше 1,0 мм, что невозможно в случае использования одной лишь горячей прокатки на традиционных
современных станах (механические свойства определялись согласно стандарту EN 10002-1). Холоднокатаные сверхпрочные стали (на основе других составов), имеющиеся сегодня на рынке и имеющие предел
прочности Rm более 1000 МПа, не могут быть, как правило, подвергнуты горячему цинкованию, в частности, ввиду высокого содержания в них Si, или демонстрируют, при том же уровне прочности, менее
значительные удлинения по сравнению с результатами, достигаемыми для состава согласно изобретению. [0062] Кроме того, предлагаемое изделие демонстрирует чрезвычайно широкие возможности
увеличения прочности при термообработке: значения ВН0 превышают 30 МПа как в поперечном, так и в продольном направлениях, а ВН2 оказывается в обоих направлениях даже больше 100
МПа (измерения ВН0 и ВН2 проводились в соответствии со стандартом SEW094). Это означает, что при работе с подготовленными к окраске кузовами материал приобретает в процессе сушки
краски даже еще больший предел текучести, в результате чего повышается жесткость конструкции. [0063] Все различные горячекатаные микроструктуры, получаемые после смотки в рулон в
зависимости от применяемых температур смотки, обеспечивают возможность холодной прокатки без зарождения трещин. Ранее на это нельзя было рассчитывать ввиду сверхвысокой прочности материала и, как
следствие, его низкой способности к деформации. [0064] В том, что касается технологической устойчивости, интересно заметить, что скорость охлаждения после отжига может составлять всего
лишь 2°С/сек с сохранением при этом свойств сверхвысокой прочности. Это значит, что возможен широкий диапазон размеров с сохранением удовлетворительного постоянства свойств (см. примеры), так
как размерами в большинстве случаев определяются максимальные линейные скорости и максимальные скорости охлаждения после отжига. Для традиционных высокопрочных или сверхпрочных сталей, - например,
двухфазных структур, состоящих из феррита и мартенсита, - необходимо применять, как правило, более высокие скорости охлаждения (обычно 20-50°С/сек), тогда как диапазон размеров, которого можно
достичь при работе с одним конкретным составом, в большей степени ограничен. [0065] При работе с более значительными толщинами, когда в холодной прокатке необходимости нет, само
холоднокатаное травленое изделие может быть подвергнуто горячему цинкованию с сохранением все еще хороших свойств сверхвысокой прочности, однако при этом достигается преимущество, заключающееся в
более эффективной защите от коррозии. Травленые горячекатаные изделия без покрытия с температурой смотки СТ, равной, например, 585°С, и не подвергнутые дополнительной обработке в виде
дрессировки или правки в растяжной правильной машине, демонстрируют, как правило, следующие свойства: Re 680-770 МПа, Rm 1060-1090 МПа и А80 11-13%, в то время как после пропуска горячекатаной
подложки через линию горячего цинкования (с температурой зоны выдержки, равной, например, 650°С) эти свойства все еще поддерживаются на следующих уровнях: Re 800-830 МПа, Rm 970-980 МПа и А80
10% (определение механических свойств проводилось в соответствии со стандартом EN10002-1). [0066] Состав согласно изобретению свободен от многочисленных недостатков, свойственных
составам, описанным в цитированных выше документах. Так, его стоимость снижена благодаря ограниченному применению Мо и отсутствию V, не применяются такие элементы, наиболее нетипичные для
традиционного производства углеродистых (не нержавеющих) сталей, как Cu и Mi, и, что самое главное, ограничено использование Si для достижения возможности горячего цинкования. Внешний вид поверхности
горячеоцинкованной горячекатаной стали согласно изобретению достаточно привлекателен для целей применения в автомобильной промышленности в условиях защиты от воздействия окружающей среды, тогда как
применение подложек с более высоким содержанием Si приводит обычно к получению внешнего вида поверхности, который для таких ситуаций непригоден, и кроме того, существует более высокая вероятность
появления на поверхности оголенных участков. [0067] Что же касается свариваемости предлагаемых сверхпрочных сталей, то результаты точечной сварки (оцениваемым, например, в соответствии
с требованиями стандарта AFNOR A87-001) и лазерной сварки показали удовлетворительную свариваемость, хотя в отношении такой сверхпрочной стали можно было априори ожидать некоторых проблем. Детальное описание примеров предпочтительных вариантов осуществления 1. Типовой состав А [0068] В Таблице 1 представлен первый пример состава для промышленной
отливки изделия из сверхпрочной стали согласно изобретению. Следует иметь в виду, что все упоминаемые в нижеследующем тексте механические свойства по результатам испытания на растяжение определялись в
соответствии со стандартом EN 10002-1, а значения увеличения прочности при термообработке - в соответствии со стандартом SEW094. 1.1 Горячекатаное изделие - состав А
[0069] Имели место следующие этапы обработки: повторный нагрев сляба при температуре 1240-1300°С, отделка на стане горячей прокатки при температуре
880-900°С, охлаждение при температуре 570-600°С, травление Дрессировка или правка в растяжной правильной машине не проводились. [0070] Механические свойства в различных позициях в рулоне полученного травленого изделия без покрытия сведены в Таблицу 2. Как можно видеть, изделие оказывается чрезвычайно изотропным по
своим механическим свойствам. [0071] Свойства увеличения прочности при термообработке после нулевой и 2%-ной одноосной предварительной деформации полученного изделия приведены в
Таблице 3. [0072] После пропуска материала через линию горячего цинкования с температурой участка выдержки от 600 до 650°С, где он выдерживался в течение 40-80 сек перед
охлаждением до температуры ванны для цинкования и горячим цинкованием, наблюдались следующие механические свойства: Re 800-830 МПа, Rm 970-980 МПа и А80 9,5-10,5%, при этом отличия от изделия без
покрытия обусловлены небольшими изменениями микроструктуры (осаждением карбидов). [0073] Микроструктура горячекатаного изделия состояла, как правило, из трех фаз, указанных в Таблице
4. Типовые микроструктуры, соответствующие материалу, представленному в Таблице 4, приведены на фиг.1 и 2. [0074] На фиг.1 показана общая микроструктура горячекатаного изделия согласно
изобретению, подвергнутого обработке при температуре смотки 570-600°С. После травления с использованием так называемого травящего агента Ле Пера светлая область на микрофотоснимке соответствует
мартенситу, как подтверждено рентгенографическими измерениями. [0075] На фиг.2 приведен пример детальной микроструктуры изделия по фиг.1 на снимке, полученном с помощью растрового
электронного микроскопа. Обведенные кружками зоны 1 соответствуют мартенситу, а серая зона 2 - верхнему бейниту. [0076] Изменение температуры смотки с 570-600°С (когда
механические свойства практически постоянны) на примерно 650°С приводит к следующему изменению механических свойств: Re 600 МПа, Rm 900 МПа и А8014-15%. 1.2. Холоднокатаное
изделие - состав А [0077] Дальнейшая обработка горячекатаного изделия с изменением температуры смотки СТ приводит к получению свойств холоднокатаного изделия, показанных в Таблицах
5-12 (толщина составляет везде 1 мм, а обжатие при холодной прокатке - 50%). [0078] Микроструктура холоднокатаных изделий определяется температурой смотки, температурой выдержки и
скоростью охлаждения (а также степенью обжатия при холодной прокатке). Таким образом, процентные доли распределения феррита, бейнита и мартенсита являются функцией этих параметров, однако, как правило,
можно констатировать, что для достижения пределов прочности на растяжение более 1000 МПа сумма бейнитной и мартенситной составляющих должна составлять более 40% на оптическом микроснимке (500-кратное
увеличение для обеспечения достаточной репрезентативности). [0079] Типовые примеры конечных холоднокатаных и отожженных микроструктур показаны на фиг.3 и 4. [0080] На
фиг.3 показана микроструктура (с использованием травящего агента Ле Пера и 500-кратного увеличения) холоднокатаного и отожженного изделия согласно изобретению, подвергнутого обработке при температуре
смотки 550°С, 50%-ному обжатию при холодной прокатке, выдержке с максимальной температурой 780°С и последующему охлаждению со скоростью 2°С/сек, что позволило получить
микроструктуру, состоящую из 38% мартенсита, 9% бейнита и 53% феррита. Механические свойства этой структуры приведены в Таблице 7. [0081] На фиг.4 показана микроструктура (с
использованием травящего агента Ле Пера и 500-кратного увеличения) холоднокатаного и отожженного изделия согласно изобретению, подвергнутого обработке при температуре смотки 720°С, 50%-ному
обжатию при холодной прокатке, выдержке с максимальной температурой 820°С и последующему охлаждению со скоростью 100°С/сек, что позволило получить микроструктуру, состоящую из 48%
мартенсита, 4% бейнита и 48% феррита. Механические свойства этой структуры приведены в Таблице 6. На этом снимке можно выделить три фазы: темно-серые зоны 5 соответствуют ферриту, светло-серые зоны 6
- мартенситу и черные зоны 7 - бейниту. [0082] Если говорить о сверхвысоком уровне прочности материалов, особенно в диапазоне, характеризующемся пределом прочности на нарастяжение
более 1000 МПа, то при некоторых комбинациях параметров технологического способа удается получить исключительно хорошую деформируемость, вплоть до 14-15%. 2. Типовые составы В и С [0083] В Таблице 13 два дополнительных состава отливок из стали СПС согласно изобретению, обозначенные буквами В и С. Слябы, характеризующиеся составами В
и С, прошли перечисленные ниже этапы обработки с получением стальных листов согласно изобретению: - горячую прокатку с температурой конца прокатки выше Аr3, - смотку в
рулон при температуре 630°С, - травление, - холодную прокатку с 50%-ным обжатием до толщины 1,6 мм, - отжиг до максимальной температуры выдержки
820°С, - охлаждение со скоростью 10°С/сек до температуры ванны для цинкования, - горячее цинкование, - охлаждение до комнатной
температуры. Слябы с составом С претерпели сходную обработку, с той разницей, что были произведены 60%-ное обжатие при холодной прокатке до толщины 1,0 мм и после охлаждения до
комнатной температуры - дополнительный этап дрессировки от 0 до 1%. [0084] Механические свойства 3-х горячеоцинкованных стальных листов с составами А, В и С сведены в Таблицы 14 и 15.
Эти примеры подтверждают влияние содержания углерода на механические свойства. При меньшем содержании углерода наблюдается более низкий углеродный эквивалент, что, как известно, создает благоприятные
условия для сварки. 3. Типовые составы D и Е [0085] Наконец, в Таблице 16 приведены обозначенные буквами D и Е составы еще двух отливок согласно изобретению. Слябы с
такими составами были подвергнуты обработке, включающей следующие этапы: - горячую прокатку с температурой конца прокатки выше Аr3 до получения толщины 2 мм, - смотку в
рулон при температуре 550°С, - травление. [0086] Механические свойства горячекатаного изделия (без покрытия), определенные в соответствии со стандартом EN
10002-1, приведены в Таблице 17. Из этих данных с очевидностью следует, что предел прочности на растяжение Rm для листа с составом Е (520 м.д. Р) существенно возрос по сравнению с листом с составом D
(220 м.д. Р), тогда как удлинение А80 осталось неизменным. Учитывая тот факт, что остальные элементы, кроме Р, в обеих отливках представлены примерно одинаковыми количествами, значительное улучшение
прочностных свойств при сохранении постоянного значения удлинения надо приписать увеличению количества фосфора в составе Е по сравнению с составом D. [0087] Как известно, прочие
элементы, дающие упрочняющий эффект, - такие как Ti, Nb или Мо, - обнаруживают явную тенденцию к негативному воздействию на удлинение. Поэтому для одного из предпочтительных составов согласно
изобретению требуется некоторое минимальное количество фосфора, равное 200 м.д., с тем чтобы можно было гарантировать достижение нужных механических свойств.
Таблицы 5-12: Механические свойства холоднокатаного и отожженного/горячеоцинкованного изделия из сверхпрочной стали с составом А согласно изобретению Толщина 1,0 мм
Реферат
Изобретение относится к изделию из сверхпрочной стали и способу его получения. Изделие выполнено из сверхпрочной стали, содержащей, по меньшей мере, бейнитную фазу и/или мартенситную фазу, распределение фаз таково, что бейнитная и мартенситная фазы составляют в сумме более 35%. Способ получения изделия включает приготовление стального сляба, горячую прокатку указанного сляба, причем температура конца прокатки выше температуры Аr3, с образованием горячекатаной подложки, охлаждение до температуры смотки в рулон, смотку в рулон указанной подложки при температуре смотки от 450 до 750°С, травление указанной подложки с целью удаления оксидов. Согласно изобретению получают холоднокатаный и, в ряде случаев, горячеоцинкованный стальной лист с толщиной менее 1 мм и значениями предела прочности на растяжение 800-1600 МПа, тогда как удлинение А80 составляет от 5 до 17% в зависимости от параметров технологического процесса. Состав стали изделия подобран таким образом, что удается достичь высоких уровней прочности с одновременным сохранением хорошей формуемости и оптимального качества покрытия после цинкования. 2 н. и 24 з.п. ф-лы, 17 табл., 4 ил.
Комментарии