Способ обработки деталей для кухонной утвари - RU2526639C2
Код документа: RU2526639C2
Чертежи


Описание
Изобретение относится к способу обработки деталей для кухонной утвари из черных сплавов, антипригарных, царапиностойких и стойких к коррозии, а также к деталям, обработанным этим способом.
Существуют различные материалы или комбинации материалов, используемые для изготовления кухонной утвари: сталь (легированная или нелегированная), алюминий, нержавеющая сталь (то есть содержащая, как правило, более 11% хрома), медь или сплавы серебра, в частности, с покрытием или без покрытия их поверхности полимерными слоями на основе политетрафторэтилена (ПТФЭ, поступающим на рынок, в частности, под маркой Тефлон). Каждый из перечисленных материалов обладает своими достоинствами и недостатками в случае их использования по рассматриваемому назначению.
Алюминий обладает великолепной коррозионной стойкостью, обеспечивающей возможность безопасного мытья кухонной утвари, включая мытье посуды с применением моющих средств, но в то же время его легко поцарапать, да и его антипригарные свойства незначительны. Именно по этой причине его часто используют в сочетании с покрытием типа политетрафторэтилена.
Аустенитная нержавеющая сталь (содержащая примерно 18% хрома и 10% никеля) также обладает высокой коррозионной стойкостью и обладает большей, чем алюминий, стойкостью к царапинам. В то же время, она обладает низкой теплопроводностью, что не способствует равномерному распределению температуры кухонной утвари, такой как котелки, сковороды, панели для жарки, гусятницы, чугуны, грили, сотейники, решетки (мангалы), формы для духовки или кастрюли.
Медь является очень хорошим проводником тепла, подходящим по общему признанию для тепловой кулинарной обработки пищевых продуктов высокого качества. В то же время, этот материал дорогой и применяется исключительно для кухонной утвари высшей ценовой категории.
Стали, не относящиеся к нержавеющим, имеют значительное преимущество над всеми вышеперечисленными материалами, заключающееся в их цене. В самом деле, стали, особенно нелегированные стали (без элементов-добавок) или низколегированные (то есть в которых содержание всех элементов-добавок не превышает 5% по массе), легко и широко доступны, их цена низка и мало колеблется по отношению к цене нержавеющих сталей или меди. Именно поэтому стали, не относящиеся к нержавеющим, широко используются в качестве основного материала кухонной утвари нижней ценовой категории.
В то же время, эти стали обладают очень низкой стойкостью к коррозии, особенно в случае чистки утвари щелочными моющими средствами (предписана при чистке в посудомоечных машинах), их поверхность легко царапается, а их антипригарные свойства низки.
Из патента US 2008/0118763 A1 следует, что кухонная утварь может подвергаться ферритному азотонауглероживанию при температуре 1060°F (571°C) на протяжении 3 часов в атмосфере 55% азота, 41% аммиака и 4% CO2. После чего проводится газовое оксидирование (пост-оксидирование) при температуре менее 800°F (~427°C) и нанесение временной защиты выдержкой при 500°F (260°C) на протяжении 45 минут с помощью кухонного масла. Согласно этому документу обработанные поверхности имеют повышенную твердость и улучшенную стойкость к коррозии.
Обработки азотированием, азотонауглероживанием, оксиазотированием и оксиазотонауглероживанием (приставка окси- означает то, что после азотирования или азотонауглероживания проводится этап оксидирования) применяются в машиностроении (в автомобильной промышленности: клапана, газовые амортизаторы, шаровые соединения; в строительных машинах: шарнирные соединения, гидравлические домкраты и т.п.).
Указанные виды обработки выполняют промышленным способом либо газовым методом (в атмосфере на основе аммиака), либо плазменным методом (люминесцентный разряд под низким давлением), либо жидким методом (ионные жидкие среды, смотри, например, документ US 2003084963).
В промышленности обработки азотированием и азотонауглероживанием, оксиазотированием и оксиазотонауглероживанием выполняют обычно в ферритной фазе (на диаграмме железо-азот), то есть при температурах, меньших 592°C.
При этом образуется слой нитрида железа, а нижний слой квалифицируется как диффузионный слой.
Выше 592°C происходит образование фазы γN (азотистый аустенит, обычно обозначаемый γN) между слоем нитрида и диффузионным слоем. Азотистый аустенит представляет собой особую микроструктуру стали. Точное значение температуры, выше которой происходит образование фазы γN, зависит от конкретного состава стали. Если она содержит много легирующих элементов, то это предельное значение температуры может повышаться вплоть до 600°C.
Указанный слой азотистого аустенита преобразуется в азотистый браунит, другую особую микроструктуру стали под действием температуры в ходе этапа оксидирования, который обычно осуществляется после этапа азотирования или азотонауглероживания. Что касается области механических деталей, то здесь этап оксидирования обычно осуществляется в связи с тем, что желательно придать деталям стойкость к коррозии, так что азотирование повышает износостойкость, а оксидирование - коррозионную стойкость.
Указанная ретрансформация в браунит является, как правило, нежелательной, так как при применениях в производстве механических деталей, для которых азотонауглероживание собственно и предназначено, наличие слоя азотистого браунита придает хрупкость при ударах.
В самом деле, типичными механическими нагрузками, которые обычно стремятся ограничить за счет азотонауглероживания, являются циклические и/или переменные нагрузки, которые воспроизводятся с большим числом циклов, такие как, например, поверхностная усталость или удары.
Таким образом, наличия слоя браунита, как правило, пытаются избежать, так как хрупкость этого слоя может привести к отслаиванию или растрескиванию слоя нитрида под действием удара (значительный, короткий и локализованный перенос энергии между двумя деталями при движении одна относительно другой). Поэтому операции азотонауглероживания и азотирования выполняют обычно в ферритной фазе. В том случае, если аустенитное азотирование уже проведено, то этап пост-оксидирования проводят, как правило, при температуре менее 200°C, чтобы избежать ретрансформации азотистого аустенита в браунит (смотри, например, патент EP 1180552).
В то же время, касаясь идеи патента US 2008/0118763 A1, заявитель установил, что на этапе пост-оксидирования, выполняемом непосредственно после азотонауглероживания, используемые повышенные температуры (превышающие 200°C) вызывают отпуск на уровне зоны диффузии. Следствием такого отпуска является падение твердости зоны диффузии, что отрицательно сказывается на стойкости к царапинам обработанной кухонной утвари.
Следовательно, в том случае, когда прикладывают нагрузку, которая воздействует на материал по всей его массе, а не только на твердый слой его поверхности, подложка деформируется, а поверхностный твердый слой растрескивается и отслаивается.
То же самое происходит на этапе «обжарки» агента временной защиты, который проводят между 150 и 260°C, а также на протяжении всего срока службы утвари, при любом применении кухонной утвари при температуре, превышающей 200°C.
Это, в частности, противопоказано в случае низкоуглеродистых сталей, которые, как правило, используются для кухонной утвари.
В то же время следует заметить, что способы азотонауглероживания требуют значительного расхода энергии и что интересно контролировать время обработки с целью ограничения конечных затрат. Одним из недостатков режима обработки, представленного в документе US 2008/0118763 A1, является его продолжительность, которая очень длительна (3 часа).
В этом контексте той проблемой, которую предлагает решить изобретение, является придание поверхности кухонной утвари из стали (нелегированной или низконелегированной) улучшенных антипригарочных, царапиностойких свойств и стойкости к коррозии при пониженных затратах на производство.
Для решения этой проблемы предлагается способ обработки деталей для кухонной утвари, характеризующийся тем, что он включает в себя последовательно:
- этап азотирования между 592 и 750°C так, чтобы способствовать созданию слоя азотистого аустенита;
- этап обработки, предназначенный способствовать преобразованию по меньшей мере части азотистого аустенита в фазу повышенной твердости.
Способ примечателен тем, что он позволяет защитить детали для кухонной утвари от царапин.
Первоначальное твердение деталей (этап азотирования) может быть реализовано либо за счет аустенитного азотирования, либо за счет аустенитного азотонауглероживания. Следует уточнить, что под азотонауглероживанием понимается обработка диффузией азота и углерода, которая рассматривается в качестве частного случая азотирования, а термин «азотирование» обозначает обработку в более широком смысле, означающую по меньшей мере диффузию азота. Созданный слой аустенита располагается под слоем нитрида, поверх диффузионного слоя.
Последующим этапом обработки, которым может быть, в частности, термическая обработка или термохимическая обработка, позволяет повысить твердость азотистого аустенита, который таким образом меняет свою природу. Твердость измеряется согласно стандартным протоколам. В качестве примера она предпочтительно может быть повышена на по меньшей мере 200 HV0,05 или возможно 300 HV0,05.
Согласно первому варианту реализации фаза повышенной твердости представляет собой браунит. Преобразование может быть в этом случае осуществлено, в частности, путем перехода к температуре свыше 200°C в течение времени, превышающего 10 минут. В примере, относящемся к этому варианту реализации, твердость меняющей свою природу фазы повышается с примерно 400 HV0,05 до примерно 800 HV0,05.
Этап обработки приспособлен позволять преобразование слоя азотистого аустенита в азотистый браунит. С этой целью, в частности, его проводят с низким содержанием активного азота вокруг деталей. Под активным азотом понимают, в зависимости от примененного метода азотирования, газообразный аммиак, ионизированный азот или расплавленные азотсодержащие соли.
Простым способом реализации этапа преобразования является устранение любого присутствия активного азота в той среде, в которую помещены детали, однако можно ограничиться только уменьшением концентрации этих активных частиц достаточным образом для прекращения реакции азотирования. Преобразование осуществляют при температуре, меньшей или равной температуре азотирования, например при температуре, меньшей 480°C.
Следует уточнить, что между этапом азотирования и этапом преобразования детали могут быть перемещены или же могут оставаться на одном и том же месте.
Кроме того, этап преобразования может выполняться непосредственно после этапа азотирования, причем без необходимости охлаждать детали, что позволяет получить благоприятную кинетику, но он может также проводиться и по истечении некоторого времени, на протяжении которого детали будут остывать до температуры окружающей среды.
Согласно второму варианту реализации фаза повышенной твердости представляет собой азотистый мартенсит, и преобразование может, в частности, быть выполнено путем перехода к температуре ниже -40°C в течение времени, превышающего 5 минут. Азотистый мартенсит представляет собой особую микроструктуру стали, отличную от азотистого аустенита и браунита. В примере, относящемся к этому варианту реализации, твердость фазы, меняющей свою природу, меняется, таким образом, от примерно 400 HV0,05 до примерно 750 HV0,05.
При применении к кухонной утвари заявитель установил, что получаемый таким способом пакет слоев материалов обладает более высокой стойкостью к царапинам, наносимым острыми предметами (вилки, ножи), чем пакет, полученный путем ферритного азотирования. Представляется, что слой браунита или мартенсита, образовавшегося в ходе этапа преобразования, служит опорой для расположенного сверху слоя нитрида.
Фактически оказывается, что при механических нагрузках на типовые рабочие поверхности кухонной утвари (перемешивание, резка продуктов питания) площадь контакта кухонной утвари с острыми предметами очень невелика.
При азотировании или ферритном азотонауглероживании заявитель установил, как указано выше, что слой нитрида локально прогибается, так как диффузионный слой не обладает достаточной твердостью (200-250 HV0,05 для нелегированных низкоуглеродистых сталей), чтобы его поддерживать. Происходит локализованная деформация детали и слоя нитрида, который растрескивается и отслаивается.
Не вдаваясь в какие-то специальные объяснения, можно предположить, что при аустенитном азотонауглероживании слой азотистого аустенита, ретрансформированного в браунит или в мартенсит, обеспечивает такую механическую опору слоя нитрида, которая более эффективна по сравнению с той, которую способен обеспечить один только диффузионный слой в деталях, не прошедшим обработку согласно изобретению. Слой нитрида более уже не деформируется под действием типичных для кухонной утвари механических напряжений, что исключает появления царапин.
То же самое происходит и с коррозионной стойкостью. По своей природе слои нитрида и оксида являются пассивными слоями, то есть они не подвергаются коррозии. Тем не менее коррозия оксиазотированных или оксиазотонауглероженных деталей может происходить ввиду того, что слои нитрида и оксида никогда полностью не свободны от дефектов. Поэтому электролит может войти в контакт с подложкой, которая, в конце концов, все же корродирует.
Ограничение рисков возникновения царапин на слоях нитрида и оксида благодаря обработке согласно изобретению предохраняет от коррозии предметы кухонной утвари, обработанные согласно изобретению.
Заметим также, что наблюдаемый эффект связан с применением кухонной утвари, при котором частота нагрузок на их поверхность низка (всего лишь несколько ударов, наносимых время от времени ножом или шпателем) и, как правило, не всегда в одно и то же место (редко бывает, чтобы десяток или сотня ударов ножом приходились точно в одно и тоже место на сковороде). Поэтому способ применяется преимущественным образом к таким предметам кухонной утвари, как котелки, сковороды, панели для жарки, гусятницы, чугуны, грили, сотейники, решетки (мангалы), формы для духовки или кастрюли, и, в частности, к их поверхностям, предназначенным входить в контакт с продуктами питания во время тепловой кулинарной обработки. Предметы кухонной утвари приспособлены для использования при тепловой кулинарной обработке в домашних условиях, группой людей, в ресторанах или на промышленных кухнях при приготовлении готовых блюд, предназначенных, например, для упаковки и продажи.
При этом представляется, что выгодный характер наличия слоя браунита или мартенсита объясняется тем фактом, что он позволяет избежать слишком высоких градиентов твердости (как это имеет место между слоем нитрида и зоной диффузии при классическом азотировании сталей типа XC10-XC20).
Слой браунита или мартенсита, который имеет промежуточную твердость между твердостью слоя нитрида и твердостью зоны диффузии, снижает, по-видимому, этот градиент твердости таким образом, что обеспечивается более высокая механическая стойкость. Последнее тем более выгодно, поскольку, как уже упоминалось выше, этап оксидирования приводит к падению твердости в зоне диффузии.
В то же время, используя температуры обработки, составляющие между 595 и 700°C, возможно повысить в два или в три раза кинетику диффузии по сравнению с обработкой, выполняемой между 530 и 590°C, что позволяет понизить стоимость обработки и уменьшить энергетические затраты, необходимые для ее реализации.
В некоторых преимущественных вариантах реализации этап обработки, предназначенный способствовать преобразованию в браунит, является также этапом контролируемого оксидирования, который позволяет также получить усиленный эффект защиты от коррозии.
Альтернативно, или комбинированным образом, преобразование в браунит включает в себя горячую сушку при температуре свыше 250°C на протяжении времени, составляющего между 20 минутами и 3 часами, причем эта горячая сушка следует за оксидированием или предшествует оксидированию в кипящем рассоле между 120 и 160°C. Рассол может иметь, в частности, температуру между 130 и 145°C.
Согласно одной процедуре осуществления способ, предусматривающий преобразование в браунит или в мартенсит, дополнительно включает в себя оксидирование газовым методом между 350 и 550°C.
Альтернативно, или комбинированным образом, он включает в себя оксидирование в ванне расплавленных солей между 350 и 500°C.
Альтернативно, или комбинированным образом, он включает в себя оксидирование в кипящем рассоле между 120 и 160°C или между 130 и 145°C.
Предпочтительно, азотирование включает в себя фазу азотонауглероживания. Оно может также включать в себя единственную фазу азотирования, за которой следует или которой предшествует фаза азотонауглероживания. Таким образом, фаза азотонауглероживания может быть необязательно дополнена фазой диффузии азота без диффузии углерода.
Азотонауглероживание выгодно, так как оно позволяет получить монофазные слои нитрида, что улучшает механическую стойкость деталей к ударам или к царапинам, например, сверх той, которую получают, когда изобретение осуществляют с азотированием без азотонауглероживания.
Согласно одному варианту реализации азотирование включает в себя азотирование в газовой фазе, включая необязательно азотонауглероживание в газовой фазе. Согласно другому варианту реализации оно включает в себя азотирование плазменным методом, включая необязательно азотонауглероживание плазменным методом.
Согласно третьему варианту реализации оно включает в себя азотирование в жидкой ионной среде, включая необязательно азотонауглероживание в жидкой ионной среде.
Согласно выгодному признаку азотирование проводят на протяжении времени, составляющего между 10 минутами и 3 часами, а предпочтительно между 10 минутами и 1 часом.
Оно может быть предпочтительно проведено при температуре, составляющей между 610 и 650°C.
Способ преимущественно дополняется предварительным обезжириванием деталей.
Способ дополнительно включает в себя преимущественно этап предварительного нагревания обрабатываемых деталей между 200 и 450°C в печи в течение времени, составляющего между 15 и 45 минутами, после обезжиривания и перед азотированием, с тем, чтобы подготовить детали к азотированию. Это позволяет выиграть время при применении способа, в частности, в виду того, что детали не охлаждают реакционную среду, когда их вводят в нее.
Согласно другому выгодному признаку детали получают временную маслянистую защиту в конце обработки, чтобы еще повысить их коррозионную стойкость сверх эффекта защиты, уже полученного обработкой согласно изобретению, но без этой дополнительной защиты.
Наконец, способ выгоден тем, что он дополнительно придает обработанным деталям свойства износостойкости и свойства сопротивления пригоранию.
Уточним также, что способ, в частности, применим к деталям из черных сплавов, содержащих по меньшей мере 80% железа по массе, и даже к деталям из нелегированной или низколегированной стали.
Изобретение предлагает также кухонную утварь, обработанную способом согласно изобретению.
Изобретение будет описано подробно в связи с приложенными фигурами, на которых:
- на фиг. 1 представлен профиль твердости, измеренный на предмете кухонной утвари, похоже обработанном способом согласно уровню техники,
- на фиг. 2 представлен профиль твердости, измеренный на предмете кухонной утвари, обработанном согласно предпочтительному варианту реализации изобретения,
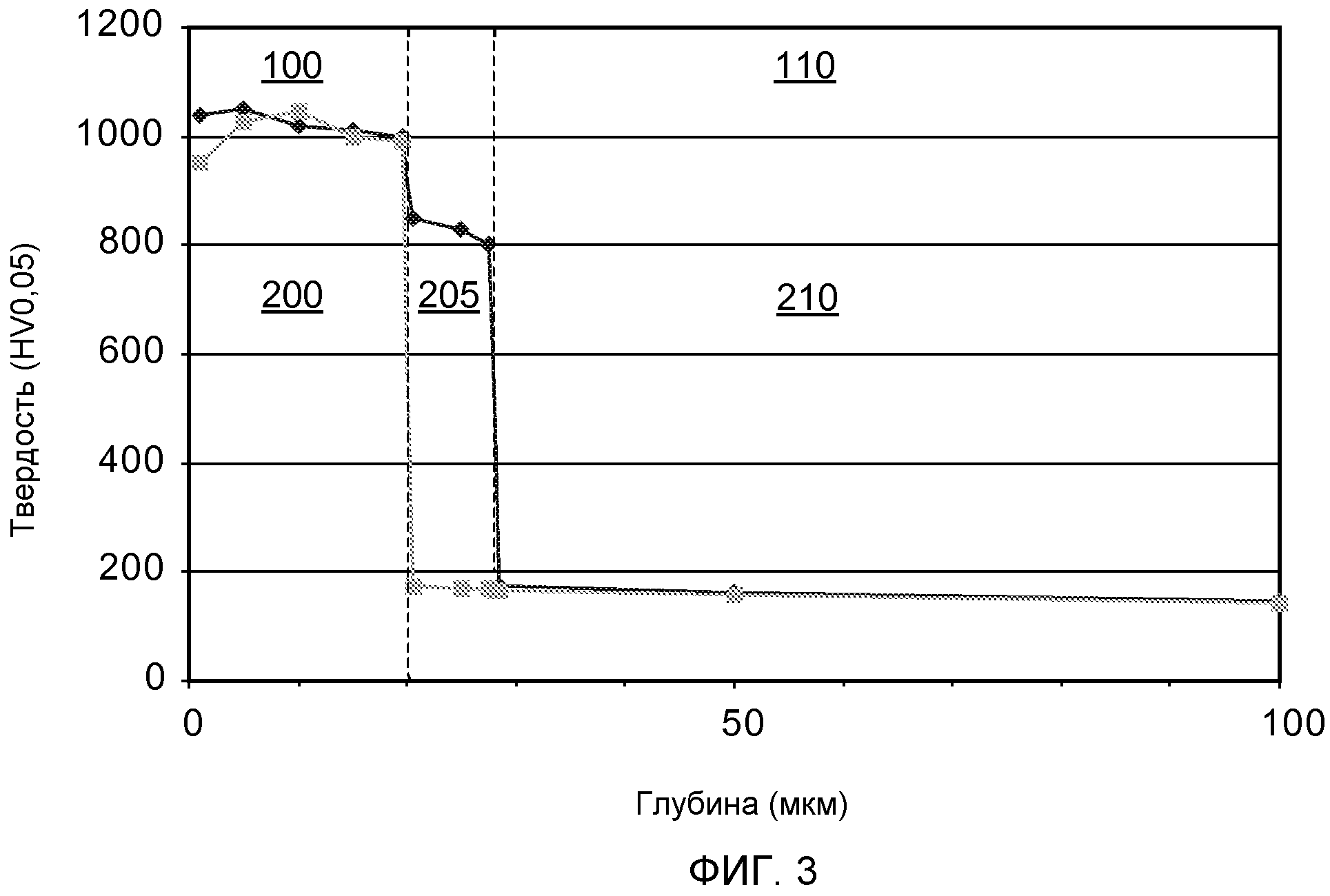
- на фиг. 3 представлено наложение друг на друга двух предыдущих профилей.
Весь маршрут обработки можно разделить на несколько этапов: прежде всего, проводят обезжиривание деталей для устранения всех следов органических соединений на поверхности, которые могут препятствовать диффузии азота и/или углерода.
Затем детали нагревают до температуры аустенитного азотирования или азотонауглероживания (между 592 и 750°C), а предпочтительно до температур, составляющих между 610 и 650°C. Обработка азотированием или азотонауглероживанием продолжается в течение времени, составляющего между 10 минутами и 3 часами, а предпочтительно от 10 минут до 1 часа.
На третьей стадии детали оксидируют при температуре, составляющей между 350 и 550°C, а предпочтительно от 410 до 440°C.
Альтернативно может проводиться оксидирование в кипящем рассоле при температуре, составляющей между 120 и 160°C, а предпочтительно между 130 и 145°C.
В этом случае необходима горячая сушка деталей при температуре, превышающей 250°C, в течение времени, составляющего между 20 минутами и 3 часами, а предпочтительно 1 час, для преобразования слоя γN в браунит.
Наконец, детали получают временную защиту в виде пищевого масла для повышения их коррозионной стойкости сверх эффекта защиты, уже полученного обработкой согласно изобретению, но без этой дополнительной защиты.
Испытания позволили выявить важные преимущества, полученные в результате такого маршрута обработки, как предлагается изобретением. Аустенитное азотонауглероживание выполняли при 640°C на протяжении 45 минут в жидкой ионной среде, содержащей по массе 15% цианатов, 1% цианидов и 40% карбонатов.
Детали затем погружали непосредственно в ванну оксидирования при 430°C на 15 минут. Затем детали охлаждали в воде, ополаскивали и высушивали. В конце на их поверхность наносили пищевое масло (подсолнечное масло) для повышения коррозионной стойкости.
Морфология слоя оксида играет роль губки для пленки масла, которая остается в микропорах слоя. Несмотря на отсутствие необходимости в выполнении конечного этапа «обжарки» последний может быть все-таки осуществлен для способствования удержанию масла слоем оксида.
Следствием такой обработки является значительное увеличение твердости слоя, служащего опорой слою нитрида, по сравнению с обработкой согласно уровню техники.
На фигуре 1 представлен профиль твердости (измеренный в соответствии со стандартным протоколом Виккерса) для детали (сталь марки XC10), обработанной согласно уровню техники (ферритное азотонауглероживание и оксидирование). Твердость измеряется по поперечному разрезу. Слой нитрида 100 имеет твердость порядка 1000 HV0,05, тогда как диффузионный слой 110 имеет твердость порядка 180 HV0,05. Переход между твердостями этих двух слоев является резким, за менее чем 3 микрона, в окрестностях глубины 20 микрон.
На фигуре 2 представлен профиль твердости для идентичной детали, обработанной согласно описанному варианту реализации изобретения. Твердость также измерялась по поперечному срезу. Твердость слоя нитрида составляет порядка 1000 HV0,05, а твердость диффузионного слоя - порядка 180 HV0,05. Хорошо различимы два перехода на профиле твердости: один на 20 микронах, а другой - на 28 микронах. Твердость промежуточного слоя, квалифицированного как слой азотистого браунита, составляет порядка 820 HV0,05. Общий градиент является меньшим, чем на фигуре 1.
На фигуре 3 дается сравнение профилей твердости, наблюдавшихся после обработки согласно изобретению и после обработки ферритным азотонауглероживанием и оксидированием.
Твердость промежуточного слоя 205 занимает промежуточное положение между твердостью диффузионного слоя 210 и твердостью слоя нитрида 200.
В то же время, реализованный таким образом маршрут температурной обработки длится всего лишь один час, что хорошо демонстрирует эффективность изобретения в энергетическом плане.
Полученные предметы кухонной утвари приобретают повышенные антипригарные свойства, что подтверждается способностью к очистке от подгоревших продуктов питания после употребления.
Уточним теперь существующие альтернативные варианты обработки. Обработка азотонауглероживанием может быть выполнена в газовой фазе с атмосферами на основе аммиака (NH3), азота (N2) и одного или нескольких горючих газов, таких как метан, этан, пропан, бутан, пентан, ацетилен, моноксид углерода, диоксид углерода, эндотермический газ, экзотермический газ.
Обработка азотонауглероживанием может также выполняться плазменным методом: в полости с пониженным давлением (типично 5-7 мбар) детали поляризуются под высоким напряжением. Таким образом создается люминесцентный разряд, и смесь газов (типично 79,5% N2+20% H2+0,5% CH4) диссоциирует, что позволяет активным азоту и углероду диффундировать.
Обработка азотонауглероживанием может также выполняться жидким методом (жидкими ионными средами), как уже указывалось, в ванне расплавленных карбонатов, цианатов и цианидов. Цианат-ионы (CNO-) служат источником азота, тогда как следы цианидов (CN-) служат источником углерода.
Этап оксидирования должен быть контролируемым и может выполняться газовым методом с окислительными атмосферами, такими как воздух, контролируемые смеси N2/O2, водяной пар, закись азота и т.п., в любом случае, преследуемой целью является формирование при температурах, составляющих между 350 и 550°C, слоя оксида железа Fe3O4 черного цвета, который представляет собой пассивный оксид, который после своего образования препятствует образованию ржавчины (оксид железа Fe2O3 красного цвета).
Оксидирование может также выполняться в жидких ионных средах при температурах, составляющих между 380 и 470°C, в течение времени от 5 до 40 минут.
И, наконец, оксидирование может выполняться в рассоле (смесь воды, нитратов, гидроксидов) при температуре, составляющей между 100 и 160°C, в течение времени от 5 до 40 минут.
В этом случае необходим пост-отпуск при температуре, превышающей 250°C, для ретрансформации слоя γN в браунит.
В соответствии со вторым вариантом реализации азотистый аустенит ретрансформируется в азотистый мартенсит в результате криогенной обработки между -40 и -200°C в течение времени, составляющего между 5 минутами и 3 часами, а предпочтительно между 1 часом и 2 часами.
Азотистый мартенсит представляет собой структуру, твердость которой близка к твердости азотистого браунита. Заявитель установил, что при этом обеспечивается эффект механической опоры слоя нитрида железа.
В соответствии с этим вариантом реализации маршрут обработки является следующим:
- обезжиривание для удаления любых следов органического продукта,
- предварительный нагрев при температуре между 250 и 400°C,
- аустенитное азотонауглероживание между 592 и 650°C,
- охлаждение до температуры окружающей среды,
- криогенная обработка при температуре между -40 и -200°C,
- оксидирование либо в газовой атмосфере, либо в солевой ванне, либо в кипящем рассоле.
В этом варианте реализации заявитель установил, что преимущественным является оксидирование в кипящем рассоле, так как оно позволяет получить твердость азотистого мартенсита, превышающую на 100 чисел твердости по Виккерсу, получаемую при оксидировании при высокой температуре (свыше 300°C, в частности, в газовой атмосфере).
Изобретение не ограничивается описанными вариантами реализации, а, напротив, охватывает все варианты реализации, находящиеся в распоряжении специалистов в данной области техники.
Реферат
Изобретение относится к способу обработки деталей из черных сплавов, содержащих по меньшей мере 80% железа по массе, или из нелегированной стали для кухонной утвари для защиты указанных деталей от царапин. Проводят первый этап азотирования или азотонауглероживания между 592 и 750°С так, чтобы способствовать созданию слоя азотистого аустенита между слоем нитрида и диффузионным слоем, этап обработки с оксидированием, предназначенный способствовать преобразованию по меньшей мере части азотистого аустенита в фазу повышенной твердости. Фазой повышенной твердости является азотистый браунит или азотистый мартенсит, при этом повышенная твердость является промежуточной между твердостью слоя нитрида и твердостью диффузионного слоя. Обеспечиваются улучшенные антипригарные, царапиностойкие свойства и стойкость к коррозии при пониженных затратах на производство. 2 н. и 16 з.п. ф-лы, 3 ил..
Комментарии