Высокопрочный гальванизированный погружением стальной лист, высокопрочный подвергнутый легированию гальванизированный погружением стальной лист с превосходной характеристикой механической резки и способ их изготовления - RU2566695C1
Код документа: RU2566695C1
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к высокопрочному, гальванизированному погружением стальному листу и высокопрочному, подвергнутому легированию, гальванизированному погружением стальному листу с превосходной характеристикой механической резки, и к способу их изготовления.
УРОВЕНЬ ТЕХНИКИ
[0002] В недавние годы ужесточились требования в плане повышения прочности стальных листов, используемых в автомобилях или тому подобном, и началось применение высокопрочных стальных листов с максимальным напряжением при растяжении 900 МПа или более, в частности, с целью повышения безопасности при столкновении и тому подобного.
[0003] В общем, поскольку формуемость стальных листов ухудшается по мере возрастания прочности, интенсифицируется разработка высокопрочных стальных листов, формуемость которых не ухудшается, то есть они имеют хорошую формуемость, даже когда их прочность возрастает. Например, в стальных листах, описанных в Патентном Документе 1, структура стального листа составлена ферритом и мартенситом, чтобы обеспечить высокую степень растяжения, в то же время с сохранением высокой прочности. Более того, стальной лист, состоящий из структур феррита, остаточного аустенита и бейнита, описанный в Патентном Документе 2, достигает даже более высокой пластичности в результате использования вызванной превращением пластичности остаточного аустенита. Кроме того, стальные листы, как описанные в Патентных Документах 1, 2, отличаются способностью поглощать энергию при столкновении и тем самым используются во многих деталях в качестве автомобильных конструкционных элементов.
[0004] С другой стороны, в традиционном высокопрочном стальном листе, в дополнение к вышеописанным проблемам формования, становится проблемой повреждение оборудования для обработки этих стальных листов, обусловленное повышением прочности стальных листов. Например, при резке механическими ножницами или перфорировании, когда обрабатывают высокопрочные стальные листы, возникают такие проблемы, как истирание и выкрашивание лезвий режущих инструментов и инструментов для пробивания отверстий, и становится проблемой сокращение срока службы инструментов. Кроме того, при выполнении этих работ также возрастают нагрузки при резке и перфорировании, и тем самым это неизбежно приводит к повышению мощности оборудования.
[0005] Процесс резания во время механической резки и перфорирования может быть подразделен на три процесса: процесс пластической деформации стального листа, процесс образования трещины в положении контакта между режущей кромкой или пуансоном и стальным листом, или в положении контакта между штампом и стальным листом, и, кроме того, процесс распространения и соединения этих трещин. Процессы пластической деформации и процессы распространения трещин, как описано выше, относятся к области вязкого разрушения при комнатной температуре и при нормальной скорости обработки (деформации), и тем самым энергия, необходимая для распространения трещины, возрастает с увеличением прочности стали. В результате этого становится неминуемым повышение нагрузки при резании по мере возрастания прочности.
[0006] В качестве стальных листов с улучшенной характеристикой резки и обрабатываемости на станках во время станочной обработки, как описано выше, известны, например, стальные листы, описанные в Патентных Документах 3, 4. В стальных листах, описанных в Патентных Документах 3, 4, обрабатываемость резанием во время станочной обработки улучшают добавлением в сталь предварительно заданных количеств Pb, S, Al и диспергированием в стали сульфида на основе MnS и/или Al2O3. Согласно Патентным Документам 3, 4, обрабатываемость резанием улучшается при диспергировании в стали включений с плохой пластичностью, таких как MnS и/или Al2O3, и созданием возможности разрушения этих включений во время обработки резанием. Однако, поскольку стальные листы согласно Патентным Документам 3, 4 включают большое количество включений (сульфиды на основе MnS, Al2O3) по всему объему стали, они ухудшают формуемость, которая имеет важное значение для автомобильных стальных листов, в плане формования прессованием и расширения отверстий, и существовала такая проблема, что оказывается затруднительным применение их в качестве деталей, сформированных штамповкой. В дополнение, существует еще одна проблема в том, что добавление Pb нежелательно также по экологическим соображениям.
[0007] Между тем, Патентный Документ 5 представляет стальной лист, в котором оксиды диспергированы только в поверхностном слое стального листа. Описанная в Патентном Документе 5 технология состоит в том, что при добавлении Si и Al в сталь и выполнении высокотемпературной прокатки во время горячей прокатки или при проведении дополнительной обработки горячекатаного стального листа в поверхностном слое стального листа образуются оксиды Si и/или Mn, тем самым улучшая обрабатываемость для механической резки, перфорирования и тому подобного.
[0008] Однако в ряду реакций, как описано в Патентном Документе 5, оксиды, которые облегчают формирование трещины, диспергированы в результате выполнения дополнительной термической обработки в стадии горячей прокатки, и тем самым также облегчается образование трещины в процессе выполнения высокой пластической деформации, такой как холодная прокатка, где существует возможность вызвать разрушение листа. В дополнение, когда образуется большое количество оксидов, которые способны улучшить обрабатываемость на станках, существует проблема в том, что трещина, начинающаяся на оксиде, образуется во время холодной прокатки, которая сопровождается более интенсивной обработкой, и оксид отслаивается и прихватывается между стальным листом и валком во время прокатки, тем самым вызывая дефект на поверхности стального листа. Кроме того, в Патентном Документе 5 ничего не сообщается о структуре, предназначенной для улучшения характеристики механической резки во время резания.
[0009] Кроме того, Патентный Документ 6 предлагает высокопрочный холоднокатаный стальной лист, который содержит оксиды, содержащие Si с распределением 2×106 (оксидов/мм2) либо на одной, либо на обеих из границ кристаллического зерна в 4 мкм или менее поверхностного слоя стального листа, или внутри кристаллических зерен в поверхностном слое стального листа, имеющего компоненты стали, содержащие, в % по массе, С: от 0,07 до 0,25%, Si: от 0,3 до 2,50%, Mn: от 1,5 до 3,0%, Ti: от 0,005 до 0,07%, В: от 0,0001 до 0,01%, Р: от 0,001 до 0,03%, S: от 0,0001 до 0,01%, Al: 0,60% или менее, N: от 0,0005 до 0,0100%, О: от 0,0005 до 0,007%, и имеющего структуру стального листа, главным образом состоящую из феррита и мартенсита. В высокопрочном холоднокатаном стальном листе, описанном в Патентном Документе 6, обеспечивается максимальный предел прочности на разрыв 900 МПа или более, и предполагается наличие превосходной характеристики механической резки. Однако высокопрочный холоднокатаный стальной лист, описанный в Патентном Документе 6, имеет недостаточную пластичность, и существует такая проблема, что формование детали со сложной формой является затруднительным.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0010] Патентный Документ 1: Японская выложенная патентная публикация № 57-143435
Патентный Документ 2: Японская выложенная патентная публикация № 01-230715
Патентный Документ 3: Японская выложенная патентная публикация № 59-205453
Патентный Документ 4: Японская выложенная патентная публикация № 62-23970
Патентный Документ 5: Японский патент № 3870891
Патентный Документ 6: Японская выложенная патентная публикация № 2011-111673
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
[0011] Настоящее изобретение выполнено с учетом вышеуказанных проблем, и его цель состоит в создании высокопрочного, гальванизированного погружением стального листа и высокопрочного, подвергнутого легированию, гальванизированного погружением стального листа с превосходной характеристикой механической резки, которые способны достигать высокой пластичности, в то же время обеспечивая высокую прочность с максимальным пределом прочности на разрыв 900 МПа или более, и способа их изготовления.
РЕШЕНИЕ ЗАДАЧИ
[0012] Авторы настоящего изобретения провели обстоятельные исследования для разрешения вышеуказанных проблем. В результате этого авторы настоящего изобретения нашли, что при надлежащем регулировании компонентов стали, условий прокатки и условий отжига после прокатки и тому подобного, в то же время контролируя количество фазы остаточного аустенита в структуре стального листа до предварительно заданного количества или более, могут быть ограничены до предварительно заданного диапазона количество С твердого раствора в фазе остаточного аустенита, средний диаметр зерна и среднее межзеренное расстояние, и, более того, толщина обезуглероженного слоя в части поверхностного слоя стального листа, средний диаметр зерна и средняя плотность оксидов могут быть ограничены до предварительно заданного диапазона. Таким образом, авторы настоящего изобретения обнаружили, что в высокопрочном, гальванизированном погружением стальном листе, путем надлежащего регулирования фазы остаточного аустенита в структуре стального листа, могут быть получены превосходные пластичность и характеристика механической резки, в то же время с обеспечением максимального предела прочности на разрыв 900 МПа или более, и, более того, что путем надлежащего регулирования толщины обезуглероженного слоя в части поверхностного слоя стального листа и размеров и тому подобного оксидов, повышается адгезионная способность слоя покрытия, тем самым завершив выполнение настоящего изобретения.
Более конкретно, сущность настоящего изобретения состоит в следующем.
[0013] [1] Высокопрочный, гальванизированный погружением стальной лист с превосходной характеристикой механической резки, имеющий толщину листа от 0,6 до 5,0 мм и имеющий слой покрытия на поверхности стального листа, содержащий, в % по массе, С: от 0,075 до 0,400%, Si: от 0,01 до 2,00%, Mn: от 0,80 до 3,50%, Р: от 0,0001 до 0,100%, S: от 0,0001 до 0,0100%, Al: от 0,001 до 2,00%, N: от 0,0001 до 0,0100%, и О: от 0,0001 до 0,0100%, с остальным количеством, составленным из железа и неизбежных загрязняющих примесей, в котором: в диапазоне от 1/8 толщины до 3/8 толщины с 1/4 толщины листа как центром от поверхности стального листа, структура стального листа содержит по меньшей мере от 40 до 90% фазы феррита и 3% или более фазы остаточного аустенита по объемной доле; в фазе остаточного аустенита, количество С твердого раствора в фазе составляет от 0,70 до 1,00%, средний диаметр зерна составляет 2,0 мкм или менее, и среднее расстояние между зернами составляет от 0,1 до 5,0 мкм; толщина обезуглероженного слоя в части поверхностного слоя стального листа составляет от 0,01 до 10,0 мкм, средний диаметр зерна оксидов, содержащихся в части поверхностного слоя стального листа, составляет от 30 до 120 нм, и средняя плотность их составляет 1,0×1012 оксидов/м2 или более; и, кроме того, коэффициент деформационного упрочнения (n-параметр) в состоянии пластической деформации от 3 до 7% составляет в среднем 0,080 или более.
[2] Высокопрочный, гальванизированный погружением стальной лист с превосходной характеристикой механической резки согласно вышеуказанному пункту [1], дополнительно содержащий, в % по массе, один или более из Ti: от 0,001 до 0,150%, Nb: от 0,001 до 0,100%, и V: от 0,001 до 0,300%.
[3] Высокопрочный, гальванизированный погружением стальной лист с превосходной характеристикой механической резки согласно вышеуказанным пунктам [1] или [2], дополнительно содержащий, в % по массе, один или более из Cr: от 0,01 до 2,00%, Ni: от 0,01 до 2,00%, Cu: от 0,01 до 2,00%, Mo: от 0,01 до 2,00%, В: от 0,0001 до 0,0100%, и W: от 0,01 до 2,00%.
[4] Высокопрочный, гальванизированный погружением стальной лист с превосходной характеристикой механической резки согласно любому из вышеуказанных пунктов [1]-[3], дополнительно содержащий, в % по массе, от 0,0001 до 0,0100% в совокупности одного или более из Са, Се, Mg, Zr, La и REM (редкоземельного металла).
[5] Высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист с превосходной характеристикой механической резки, сформированный легированием слоя покрытия высокопрочного, гальванизированного погружением стального листа согласно любому из вышеуказанных пунктов [1]-[4].
[0014] [6] Способ изготовления высокопрочного, гальванизированного погружением стального листа с превосходной характеристикой механической резки, причем способ включает: стадию горячей прокатки, в которой нагревают до температуры 1180°С или более сляб, имеющий химические компоненты, содержащие, в % по массе, С: от 0,075 до 0,400%, Si: от 0,01 до 2,00%, Mn: от 0,80 до 3,50%, Р: от 0,0001 до 0,100%, S: от 0,0001 до 0,0100%, Al: от 0,001 до 2,00%, N: от 0,0001 до 0,0100%, и О: от 0,0001 до 0,0100%, с остальным количеством, составленным из железа и неизбежных загрязняющих примесей, непосредственно или после однократного охлаждения и выполняют горячую прокатку, в которой температура завершения прокатки составляет от 850 до 950°С, после этого проводят быстрое охлаждение до температуры от 500 до 650°С со средней скоростью охлаждения 10°С/сек или более, и после этого проводят намотку в рулон и медленное охлаждение до температуры 400°С, занимающее 1,0 час или более; стадию холодной прокатки, в которой выполняют холодную прокатку таким образом, что общая степень обжатия составляет от 30 до 75%, после декапирования вслед за стадией горячей прокатки; стадию отжига, в которой нагревают стальной лист после холодной прокатки до температуры 750°С или более со средней скоростью нагрева в температурном диапазоне между 600 и 750°С, составляющей 20°С/сек или менее, затем охлаждают со средней скоростью охлаждения в температурном диапазоне между 750 и 650°С, составляющей от 1,0 до 15,0°С/сек, и охлаждают от температуры 650°С со средней скоростью охлаждения 3,0°С/сек или более, и выполняют, в то же время с выдерживанием в течение времени от 20 до 1000 секунд в температурном диапазоне от 300 до 470°С, и с приложением в то же время растягивающей нагрузки от 5 до 100 МПа в этом температурном диапазоне, одно- или многократное изгибание с радиусом изгиба 800 мм или менее; стадию плакирования, в которой выполняют гальванизацию погружением на поверхности стального листа для формирования слоя покрытия после стадии отжига погружением стального листа в ванну покрытия в таких условиях, что температура ванны покрытия: от 450 до 470°С, температура стального листа во время поступления в ванну покрытия: от 430 до 490°С, и эффективное количество Al в ванне покрытия: от 0,01 до 0,18% по массе; и стадию охлаждения, в которой проводят охлаждение со средней скоростью охлаждения 0,5°С/сек или более до температуры 150°С или менее после стадии плакирования, причем стадия отжига является такой, что в зоне предварительного нагрева в таких условиях, что воздушное отношение: от 0,7 до 1,2, в газовой смеси из воздуха и газообразного топлива, используемого для горелки предварительного нагрева, причем воздушное отношение представляет собой соотношение объема воздуха, содержащегося в единице объема газовой смеси, и объема воздуха, теоретически необходимого для полного сгорания газообразного топлива, содержащегося в единице объема газовой смеси, образуются оксиды в части поверхностного слоя стального листа при сквозном продвижении, в то же время с нагреванием до температуры стального листа от 400 до 800°С, затем оксиды, образовавшиеся в зоне предварительного нагрева, восстанавливаются при нагреве до температуры 750°С или более в зоне восстановления с отношением парциальных давлений (Р(Н2О)/Р(Н2)) между водяным паром (Н2О) и водородом (Н2): от 0,0001 до 2,0, и после этого проводят охлаждение.
[7] Способ изготовления высокопрочного, подвергнутого легированию, гальванизированного погружением стального листа с превосходной характеристикой механической резки, причем способ включает, после стадии горячей прокатки, стадию холодной прокатки, стадию отжига и стадию плакирования, выполняемые способом согласно вышеуказанному пункту [6], выполнение обработки для легирования слоя покрытия, сформированного в стадии плакирования, при температуре от 470 до 620°С.
[0015] Следует отметить, что коэффициент деформационного упрочнения (n-параметр), определенный в настоящем изобретении, представляет собой характеристическую величину, как показатель способности к вытяжке (пластичность), и относится к показателю «n», когда аппроксимируют соотношение между напряжением σ и деформацией ε в пластической области, равное или большее, чем предел текучести. В это время приближенное выражение, хотя и будучи зависимым от материала, например, представляет собой простейший закон упрочнения n-ной степени σ=C?n, или кроме того, может быть использовано выражение Свифта или тому подобное, оптимизированное для железного материала. Чем больше n-параметр, тем сильнее растяжение, пока не произойдет локальное сужение, тем самым с улучшением пластичности. С другой стороны, имеется такая характеристика, что чем меньше n-параметр, тем более улучшается пригодность к механической резке.
ПРЕИМУЩЕСТВЕННЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0016] В высокопрочном, гальванизированном погружением стальном листе и высокопрочном, подвергнутом легированию, гальванизированном погружением стальном листе с превосходной характеристикой механической резки согласно настоящему изобретению используют структуру, в которой компоненты стали, структура стального листа, толщина обезуглероженного слоя, и размер и так далее оксидов в части поверхностного слоя стального листа, и так далее, заданы в надлежащих диапазонах, как описано выше. То есть, при содержании предварительно заданного количества или более фазы остаточного аустенита в структуре стального листа повышается способность к деформационному упрочнению, и тем самым могут быть улучшены прочность и пластичность стального листа, и, к тому же, при повышении плотности путем ограничения количества С твердого раствора в фазе остаточного аустенита и сокращения среднего диаметра зерна, улучшается характеристика механической резки при обработке стального листа (обрабатываемость при перфорировании). Более того, при ограничении толщины обезуглероженного слоя и среднего диаметра зерна и средней плотности оксидов в части поверхностного слоя стального листа улучшается адгезионная способность слоя покрытия. Поэтому, с обеспечением в то же время максимального предела прочности на разрыв 900 МПа или более, могут быть получены высокопрочный, гальванизированный погружением стальной лист и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист, способные достигать превосходных пластичности и характеристики механической резки.
[0017] Кроме того, в способе изготовления высокопрочного, гальванизированного погружением стального листа и высокопрочного, подвергнутого легированию, гальванизированного погружением стального листа согласно настоящему изобретению используют способ, которым регулируют компоненты стали в надлежащем диапазоне, и ограничивают условия горячей прокатки и холодной прокатки, и отжига после прокатки, в предварительно заданных диапазонах. Таким образом, количество фазы остаточного аустенита в структуре стального листа может быть отрегулировано до предварительно заданного соотношения или более, и средний диаметр зерна и среднее межзеренное расстояние могут быть ограничены до предварительно заданного диапазона, в то же время с ограничением количества С твердого раствора, содержащегося в фазе остаточного аустенита, и тем самым можно улучшить прочность и пластичность, а также характеристику механической резки стального листа. Более того, поскольку толщина обезуглероженного слоя и средний диаметр зерна и средняя плотность оксидов в части поверхностного слоя стального листа могут быть ограничены до предварительно заданного диапазона, можно улучшить адгезионную способность слоя покрытия. Поэтому, в то же время обеспечивая максимальный предел прочности на разрыв 900 МПа или более, как описано выше, можно изготовить высокопрочный, гальванизированный погружением стальной лист и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист, способные достигать превосходных пластичности и характеристики механической резки.
[0018] Поэтому, при применении высокопрочного, гальванизированного погружением стального листа и высокопрочного, подвергнутого легированию, гальванизированного погружением стального листа согласно настоящему изобретению с превосходной характеристикой механической резки, и способа их изготовления согласно настоящему изобретению, в частности, в автомобильной отрасли, можно в достаточной мере воспользоваться такими достоинствами, как повышение надежности, обеспечиваемое увеличением прочности кузова транспортного средства, улучшение технологичности для обработки детали, и тому подобными, и общественный вклад является неизмеримым.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0019] Далее будут описаны высокопрочный, гальванизированный погружением стальной лист и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист с превосходной характеристикой механической резки, и способ их изготовления, которые являются вариантом осуществления настоящего изобретения. Следует отметить, что этот вариант исполнения предназначен для подробных разъяснений, чтобы обеспечить лучшее понимание принципов высокопрочного, гальванизированного погружением стального листа и высокопрочного, подвергнутого легированию, гальванизированного погружением стального листа с превосходной характеристикой механической резки, и способа их изготовления согласно настоящему изобретению, и тем самым не ограничивает изобретение, если конкретно не оговорено иное. Следует отметить, что в нижеследующем описании «%» означает «% по массе», если конкретно не оговорено иное.
[0020] [Высокопрочный, гальванизированный погружением стальной лист]
Высокопрочный, гальванизированный погружением стальной лист с превосходной характеристикой механической резки в этом варианте исполнения (который далее для сокращения может называться просто высокопрочным гальванизированным стальным листом) образован имеющим слой покрытия на поверхности стальным листом, содержащим, в % по массе, С: от 0,075 до 0,400%, Si: от 0,01 до 2,00%, Mn: от 0,80 до 3,50%, Р: от 0,0001 до 0,100%, S: от 0,0001 до 0,0100%, Al: от 0,001 до 2,00%, N: от 0,0001 до 0,0100%, и О: от 0,0001 до 0,0100%, с остальным количеством, составленным из железа и неизбежных загрязняющих примесей. Кроме того, высокопрочный, гальванизированный погружением стальной лист в этом варианте исполнения имеет толщину листа от 0,6 до 5,0 мм. Кроме того, в высокопрочном гальванизированном стальном листе, согласно этому варианту исполнения, в диапазоне от 1/8 толщины до 3/8 толщины с 1/4 толщины листа как центром от поверхности стального листа, структура стального листа содержит по меньшей мере от 40 до 90% фазы феррита и 3% или более фазы остаточного аустенита по объемной доле, и в этой фазе остаточного аустенита количество С твердого раствора в фазе составляет от 0,70 до 1,00%, средний диаметр зерна составляет 2,0 мкм или менее, и среднее расстояние между зернами составляет от 0,1 до 5,0 мкм. Более того, в высокопрочном гальванизированном стальном листе, согласно этому варианту исполнения, толщина обезуглероженного слоя в части поверхностного слоя стального листа составляет от 0,01 до 10,0 мкм, средний диаметр зерна оксидов, содержащихся в части поверхностного слоя стального листа, составляет от 30 до 120 нм, и средняя плотность их составляет 1,0×1012 оксидов/м2 или более. Затем в высокопрочном гальванизированном стальном листе, согласно этому варианту исполнения, коэффициент деформационного упрочнения (n-параметр) в состоянии пластической деформации от 3 до 7% составляет в среднем 0,080 или более.
Здесь диапазон от 1/8 толщины до 3/8 толщины с 1/4 толщины листа как центром от поверхности стального листа означает диапазон от 1/8 толщины с 1/4 толщины листа от поверхности стального листа как центром до 3/8 толщины с 1/4 толщины листа от поверхности стального листа как центром. Кроме того, сосредоточение внимания на структуре этого диапазона обусловлено тем, что структуру этого диапазона можно рассматривать как представляющую структуру всего стального листа в целом, за исключением обезуглероженного слоя в части поверхностного слоя стального листа. То есть, когда речь идет о структуре стального листа, как описанного выше, в диапазоне от 1/8 толщины до 3/8 толщины, можно сделать вывод, что весь стальной лист в целом, за исключением обезуглероженного слоя в части поверхностного слоя стального листа, представляет собой структуру, как описанную выше.
[0021] Авторы настоящего изобретения и другие провели обстоятельные исследования для реализации высокой характеристики механической резки, в то же время обеспечивая превосходную пластичность в высокопрочном, гальванизированном погружением стальном листе, с максимальным пределом прочности на разрыв 900 МПа или более. В результате этого авторы настоящего изобретения нашли, что прежде всего ограничением компонентов стали до надлежащего диапазона и соблюдением условий прокатки и условий отжига после прокатки в надлежащих диапазонах, которые будут описаны позже, долю фазы остаточного аустенита в структуре стального листа можно регулировать до предварительно заданной величины или более, и средний диаметр зерна и среднее межзеренное расстояние могут быть ограничены до предварительно заданного диапазона, в то же время с ограничением количества С твердого раствора, содержащегося в фазе остаточного аустенита. Было обнаружено, что тем самым могут быть улучшены как пластичность, так и характеристика механической резки высокопрочного, гальванизированного погружением стального листа.
[0022] «Толщина стального листа»
Толщина листа высокопрочного, гальванизированного погружением стального листа согласно настоящему изобретению составляет от 0,6 до 5,0 мм. Когда толщина листа составляет менее 0,6 мм, затруднительно поддерживать форму стального листа плоской, что является недопустимым. Поэтому толщина листа предпочтительно составляет 0,6 мм или более. Кроме того, когда она превышает 5,0 мм, деформация, обусловленная изгибанием, не возникает, и тонкое диспергирование бейнита осложняется, делая затруднительным формирование предварительно заданной структуры стального листа. Поэтому толщина листа предпочтительно составляет 5,00 мм или менее.
[0023] «Структура стального листа»
В структуре стального листа высокопрочного, гальванизированного погружением стального листа согласно настоящему изобретению, в диапазоне от 1/8 толщины до 3/8 толщины с 1/4 толщины листа от поверхности стального листа как центром, структура стального листа содержит по меньшей мере от 40 до 90% фазы феррита и 3% или более фазы остаточного аустенита по объемной доле. Кроме того, в фазе остаточного аустенита количество С твердого раствора в фазе составляет от 0,70 до 1,00%, средний диаметр зерна составляет 2,0 мкм или менее, и среднее расстояние между зернами составляет от 0,1 до 5,0 мкм.
[0024] «Фаза остаточного аустенита»
Фаза остаточного аустенита представляет собой структуру, которая повышает способность к деформационному упрочнению и улучшает прочность и пластичность, и в настоящем изобретении объемная доля фазы остаточного аустенита составляет 3% или более. Кроме того, чтобы дополнительно повысить пластичность, объемная доля фазы остаточного аустенита предпочтительно составляет 5% или более, более предпочтительно 7% или более. С другой стороны, для получения фазы остаточного аустенита, превышающей 30%, необходимо добавлять большое количество стабилизирующих аустенит элементов, таких как С и Mn, которые значительно ухудшают свариваемость. Поэтому в настоящем изобретении объемная доля фазы остаточного аустенита предпочтительно составляет 30% или менее. Кроме того, из соображений свариваемости, объемная доля фазы остаточного аустенита предпочтительно составляет 25% или менее, более предпочтительно 20% или менее.
Следует отметить, что в отношении объемной доли остаточного аустенита выполняют рентгенографический анализ на обследуемой поверхности, которая представляет собой поверхность, параллельную поверхности листа в стальном листе и расположенную на 1/4 толщины листа от поверхности стального листа, и рассчитывают долю площади, которая затем может быть принята за объемную долю остаточного аустенита в диапазоне от 1/8 толщины до 3/8 толщины. Следует отметить, что в той мере, насколько обследуемая поверхность является параллельной поверхности листа в стальном листе, она может быть задана в любом положении в диапазоне от 1/8 толщины до 3/8 толщины с 1/4 толщины листа как центром от поверхности листа по его толщине.
[0025] Чтобы подавить ухудшение характеристики механической резки вследствие фазы остаточного аустенита, стальной лист, который легко поддается разрезанию в условиях механической резки, может быть выполнен со снижением прочности мартенсита после превращения при обработке, с ограничением количества С твердого раствора в фазе остаточного аустенита, чтобы сделать ее легко превращаемой при низкоинтенсивной обработке, и с уменьшением среднего диаметра зерна фазы остаточного аустенита для повышения плотности.
[0026] Более того, количество элементов, образующих твердый раствор в фазе остаточного аустенита, определяет стабильность фазы остаточного аустенита и изменения степени деформации, необходимые для превращения фазы остаточного аустенита в твердый мартенсит. Таким образом, можно контролировать характеристики деформационного упрочнения регулированием количества С твердого раствора в фазе остаточного аустенита, тем самым значительно улучшая способность к сохранению формы, пластичность и предел прочности на разрыв.
[0027] Количество С твердого раствора в фазе остаточного аустенита составляет 1,00% или менее. Когда количество С твердого раствора в фазе остаточного аустенита превышает 1,00%, фаза остаточного аустенита становится чрезмерно стабильной. Когда такую сталь разрезают, пластичность окружающей ферритной структуры значительно ухудшается, и затем происходит превращение в мартенсит, и разъединение легко возникает по поверхности раздела между ферритом и мартенситом, что тем самым не является предпочтительным. Кроме того, когда фаза остаточного аустенита эффективно превращается в мартенсит, количество С твердого раствора в фазе остаточного аустенита предпочтительно составляет 0,96% или менее. С другой стороны, когда количество С твердого раствора в фазе остаточного аустенита составляет менее 0,70%, мартенситное превращение начинается в процессе охлаждения до комнатной температуры после стадии отжига, и объемная доля фазы остаточного аустенита не может быть обеспечена, и тем самым количество С твердого раствора составляет 0,70% или более. Кроме того, для получения достаточного количества фазы остаточного аустенита, количество С твердого раствора предпочтительно составляет 0,75% или более, более предпочтительно 0,80% или более.
[0028] Следует отметить, что количество С твердого раствора (Cγ) в фазе остаточного аустенита может быть определено проведением испытания с рентгеновской дифракцией в таких же условиях, как для измерения доли площади фазы остаточного аустенита, чтобы получить постоянную «а» кристаллической решетки фазы остаточного аустенита, и с использованием нижеследующего уравнения (1). Уравнение (1) приведено в журнале «Scripta Metallurgica et Materialia», том 24, 1990, стр. 509-514.
[0029] [Уравнение 1]

[0030] Кроме того, метод измерения количества С твердого раствора не ограничивается вышеуказанным методом. Например, для измерения концентрации элементов соответствующих видов может быть выполнено непосредственное определение с использованием метода ЕМА (электрохимического метода анализа), трехмерного атомного зондирования (3D-AP) или тому подобных.
[0031] В фазе остаточного аустенита, содержащейся в структуре стального листа высокопрочного, гальванизированного погружением стального листа согласно настоящему изобретению, количество С твердого раствора в фазе составляет от 0,70 до 1,00%, средний диаметр зерна составляет 2,0 мкм или менее, и среднее расстояние между зернами составляет от 0,1 до 5,0 мкм.
[0032] Когда диаметр кристаллического зерна фазы остаточного аустенита укрупняется, возникающая трещина начинается на аустените. Таким образом, в настоящем изобретении средний диаметр зерна фазы остаточного аустенита задают составляющим 2,0 мкм или менее. Кроме того, средний диаметр зерна фазы остаточного аустенита предпочтительно составляет 1,5 мкм или менее, более предпочтительно 1,2 мкм или менее. Следует отметить, что хотя нижний предел среднего диаметра зерна фазы остаточного аустенита не является конкретно ограниченным, становится необходимым специальное оборудование, такое как прокатный стан или устройство для быстрого охлаждения, чтобы создавать большую деформацию, и возрастает стоимость, и тем самым он предпочтительно составляет 0,1 мкм или более.
[0033] Кроме того, когда расстояние между кристаллическими зернами фазы остаточного аустенита является чрезмерно большим, между аустенитными зернами возникает крупная трещина, и характеристика резки ухудшается, и тем самым необходимо делать межзеренное расстояние в аустените малым для стимулирования многочисленных микротрещин, чтобы улучшить характеристику резки. Таким образом, согласно настоящему изобретению, среднее расстояние между зернами фазы остаточного аустенита задают составляющим 5,0 мкм или менее. Кроме того, среднее расстояние между зернами фазы остаточного аустенита более предпочтительно составляет 3,5 мкм или менее, еще более предпочтительно 2,5 мкм или менее. С другой стороны, когда расстояние между кристаллическими зернами фазы остаточного аустенита является слишком малым, трещина, возникшая на аустенитном зерне или мартенсите, образованном при превращении аустенитного зерна, легко распространяется на соседнее аустенитное зерно или мартенсит, образованный при превращении аустенитного зерна, и тем самым многочисленные аустенитные зерна скапливаются вместе и эффективно действуют как одно аустенитное зерно. Чтобы разделить аустенит так, чтобы он действовал по отдельности, необходимо обеспечивать среднее расстояние между зернами фазы остаточного аустенита на уровне 0,1 мкм или более. Кроме того, среднее расстояние между зернами фазы остаточного аустенита более предпочтительно составляет 0,3 мкм или более, еще более предпочтительно 0,5 мкм или более.
[0034] Следует отметить, что кристаллические зерна фазы остаточного аустенита могут быть оценены выполнением на сечении параллельно направлению прокатки и перпендикулярно поверхности листа, в диапазоне от 1/8 толщины до 3/8 толщины с 1/4 толщины листа как центром от поверхности стального листа, анализа кристаллографической ориентации с высоким разрешением с помощью метода EBSD (картин дифракции обратно рассеянных электронов) с использованием сканирующей электронной микроскопии с полевой эмиссией (FE-SEM). Например, при шаге измерения, заданном на 0,1 мкм, область, где скапливаются десять или более точек, показывающих дифракционную картину FCC-железа (гранецентрированного кубического), и кристаллографическая разориентация их между собой составляет менее 10°, рассматривают как кристаллическое зерно остаточного аустенита. Затем среднее расстояние между зернами может быть измерено в диапазоне 10000 мкм2 или более заданием величины {среднее расстояние L между зернами = ([площадь наблюдения]/[число кристаллических зерен])1/2} или измерено в диапазоне, содержащем 150 или более кристаллических зерен остаточного аустенита. Кроме того, средний диаметр зерна может быть измерен обследованием площади каждого кристаллического зерна среди выбранных в произвольном порядке от 30 до 300 кристаллических зерен остаточного аустенита и получением диаметра зерна как диаметра эквивалентной окружности.
[0035] «Микроструктура»
Структура стального листа в высокопрочном гальванизированном погружением стальном листе согласно настоящему изобретению предпочтительно имеет, кроме вышеописанной фазы остаточного аустенита, по объемной доле, фазу феррита: от 40 до 90%, фазу бейнитного феррита и/или фазу бейнита: 50% или менее, фазу мартенсита отпуска: 50% или менее, фазу свежего мартенсита: 15% или менее. Высокопрочный, гальванизированный погружением стальной лист согласно настоящему изобретению становится стальным листом, имеющим превосходную формуемость, если имеет такую структуру стального листа.
[0036] (Фаза феррита)
Фаза феррита представляет собой структуру, эффективную для улучшения пластичности, и предпочтительно содержится в структуре стального листа с объемной долей от 40 до 90%. Когда объемная доля фазы феррита в структуре стального листа составляет менее 40%, может быть так, что достаточная пластичность не получается. Кроме того, в отношении объемной доли фазы феррита, содержащейся в структуре стального листа, из соображений пластичности она содержится в количестве более предпочтительно 45% или более, еще более предпочтительно 50% или более. С другой стороны, поскольку фаза феррита представляет собой мягкую структуру, то когда ее объемная доля превышает 90%, возможно, что достаточная прочность не может быть получена. Кроме того, для достаточного повышения предела прочности на разрыв стального листа, объемная доля фазы феррита, содержащегося в структуре стального листа, более предпочтительно составляет 85% или менее, еще более предпочтительно 75% или менее.
[0037] (Фаза бейнитного феррита и/или фаза бейнита)
Фаза бейнитного феррита и/или фаза бейнита представляют(ет) собой структуру с превосходным балансом между прочностью и пластичностью, и предпочтительно они содержатся в структуре стального листа с объемной долей от 10 до 50%. Кроме того, фаза бейнитного феррита и/или фаза бейнита имеют(ет) микроструктуру, имеющую прочность, которая является промежуточной между мягкой фазой феррита и твердой фазой мартенсита, фазой мартенсита отпуска и фазой остаточного аустенита, и, из соображений пригодности к отбортовке с вытяжкой, они более предпочтительно содержатся в количестве 15% или более, еще более предпочтительно 20% или более. С другой стороны, когда объемная доля фазы бейнитного феррита и/или фазы бейнита превышает 50%, чрезмерно повышается предел текучести и ухудшается способность к сохранению формы, что тем самым не является предпочтительным.
[0038] (Фаза мартенсита отпуска)
Фаза мартенсита отпуска представляет собой структуру, которая значительно повышает предел прочности на разрыв, и может содержаться в структуре стального листа с объемной долей 50% или менее. По соображениям предела прочности на разрыв, объемная доля мартенсита отпуска предпочтительно составляет 10% или более. С другой стороны, когда объемная доля мартенсита отпуска, содержащегося в структуре стального листа, превышает 50%, чрезмерно возрастает предел текучести и существует проблема ухудшения способности к сохранению формы, что тем самым не является предпочтительным.
[0039] (Фаза свежего мартенсита)
Фаза свежего мартенсита проявляет действие, состоящее в значительном повышении предела прочности на разрыв, но, с другой стороны, она становится исходной точкой разрушения и значительно ухудшает пригодность к отбортовке с вытяжкой. Соответственно этому, объемную долю ее в структуре стального листа предпочтительно ограничивают до 15% или менее. Для улучшения пригодности к отбортовке с вытяжкой объемная доля фазы свежего мартенсита в структуре стального листа более предпочтительно составляет 10% или менее, еще более предпочтительно 5% или менее.
[0040] (Другая микроструктура)
Структура стального листа в высокопрочном, гальванизированном погружением стальном листе согласно настоящему изобретению может дополнительно содержать такую структуру, как фаза перлита и/или фаза крупнозернистого цементита, иные, нежели вышеописанные структуры. Однако, когда в структуре стального листа высокопрочного стального листа присутствует большое количество фазы перлита и/или фазы крупнозернистого цементита, возникает такая проблема, как ухудшение пластичности. Таким образом, объемная доля фазы перлита и/или фазы крупнозернистого цементита, содержащихся в структуре стального листа, предпочтительно в совокупности составляет 10% или менее, более предпочтительно 5% или менее.
[0041] «Метод измерения структуры стального листа»
Объемная доля соответствующих структур, содержащихся в структуре стального листа высокопрочного, гальванизированного погружением стального листа согласно настоящему изобретению, может быть измерена, например, описанным ниже методом.
[0042] Когда измеряют объемные доли фазы феррита, фазы бейнитного феррита, фазы бейнита, фазы мартенсита отпуска и фазы свежего мартенсита, содержащихся в структуре стального листа высокопрочного, гальванизированного погружением стального листа согласно настоящему изобретению, сначала от стального листа отбирают образец из обследуемой поверхности, которая представляет собой сечение параллельно направлению прокатки и перпендикулярно поверхности листа. Затем эту обследуемую поверхность образца полируют и протравливают реагентом «Nital», и диапазон от 1/8 толщины до 3/8 толщины с 1/4 от толщины листа как центральной от поверхности стального листа наблюдают с использованием сканирующего электронного микроскопа с полевой эмиссией, и измеряют доли площади, которые могут рассматриваться как объемные доли соответствующих структур.
[0043] «Химические компоненты состава»
Далее будут описаны химические компоненты (состав) высокопрочного, гальванизированного погружением стального листа согласно настоящему изобретению. Следует отметить, что [%] в нижеследующем описании представляет [% по массе], если конкретно не оговорено иное.
[0044] «С: от 0,075 до 0,400%»
Углерод (С) содержится для повышения прочности высокопрочного стального листа. Однако, когда содержание С превышает 0,400%, становится недостаточной свариваемость, и тем самым оно предпочтительно составляет 0,400% или менее. Кроме того, по соображениям свариваемости, содержание С предпочтительно составляет 0,250% или менее, более предпочтительно 0,220% или менее. С другой стороны, когда содержание С составляет менее 0,075%, снижается прочность и становится затруднительным обеспечение максимального предела прочности на разрыв 900 МПа или более. С этой точки зрения, для дополнительного повышения прочности стального листа, содержание С более предпочтительно составляет 0,085% или более, еще более предпочтительно 0,100% или более.
[0045] «Si: от 0,01 до 2,00%»
Кремний (Si) представляет собой элемент, который подавляет образование карбида на основе железа в стальном листе и повышает прочность и формуемость. Однако, когда содержание Si превышает 2,00%, стальной лист становится хрупким и ухудшается пластичность, что делает затруднительной холодную прокатку. Из соображений пластичности, содержание Si предпочтительно составляет 1,80% или менее, более предпочтительно 1,50% или менее. С другой стороны, когда содержание Si составляет менее 0,01%, становится затруднительным достаточное диспергирование оксидов в обезуглероженном слое. С этой позиции, значение нижнего предела Si более предпочтительно составляет 0,20% или более, еще более предпочтительно 0,50% или более.
[0046] «Mn: от 0,80 до 3,50%»
Марганец (Mn) добавляют для повышения прочности стального листа. Однако, когда содержание Mn превышает 3,50%, в центральной части стального листа по толщине листа образуется участок, насыщенный крупнозернистым Mn, легко происходит охрупчивание и легко возникает такая проблема, что растрескивается отлитый сляб. Кроме того, когда содержание Mn превышает 3,50%, также ухудшается свариваемость. Поэтому содержание Mn необходимо регулировать на 3,50% или менее. Кроме того, с позиции свариваемости, содержание Mn более предпочтительно составляет 3,00% или менее, еще более предпочтительно 2,70% или менее. С другой стороны, когда содержание Mn составляет менее 0,80%, во время охлаждения после отжига образуется большое количество мягких структур и тем самым становится затруднительным обеспечение максимального предела прочности на разрыв 900 МПа или более. Таким образом, необходимо регулировать содержание Mn на 0,80% или более. Кроме того, для дополнительного повышения прочности содержание Mn более предпочтительно составляет 1,00% или более, еще более предпочтительно 1,30% или более.
[0047] «Р: от 0,0001 до 0,100%»
Фосфор (Р) склонен к ликвации в центральной части стального листа по толщине листа и вызывает охрупчивание зоны сварки. Когда содержание Р превышает 0,100%, зона сварки становится довольно хрупкой, и поэтому верхний предел содержания Р составляет 0,100%. Во избежание охрупчивания зоны сварки верхний предел содержания Р более предпочтительно составляет 0,030% или менее. С другой стороны, когда содержание Р задают на уровне менее 0,0001%, это сопровождается значительным ростом стоимости изготовления и поэтому в качестве нижнего предела задают величину 0,0001%. Кроме того, из соображений дополнительного снижения производственных затрат, содержание Р предпочтительно составляет 0,0010% или более.
[0048] «S: от 0,0001 до 0,0100%»
Сера (S) оказывает вредное влияние на свариваемость и технологичность во время литья и горячей прокатки, и поэтому значение верхнего предела содержания S регулируют на 0,0100% или менее. Кроме того, S связывается с Mn с образованием крупнозернистого MnS и снижает пластичность и пригодность к отбортовке с вытяжкой, и поэтому ее содержание более предпочтительно составляет 0,0050% или менее, еще более предпочтительно 0,0030% или менее. С другой стороны, когда содержание S задают на уровне менее 0,0001%, это сопровождается значительным ростом стоимости изготовления и поэтому в качестве нижнего предела задают величину 0,0001%. Кроме того, из соображений дополнительного снижения производственных затрат, содержание S более предпочтительно составляет 0,0005% или более, еще более предпочтительно 0,0010% или более.
[0049] «Al: от 0,001 до 2,00%»
Алюминий (Al) подавляет образование карбида на основе железа для повышения прочности и формуемости стального листа. Однако, когда содержание Al превышает 2,00%, ухудшается свариваемость, и поэтому верхний предел содержания Al составляет 2,00%. Кроме того, с этой точки зрения, содержание Al более предпочтительно составляет 1,50% или менее, еще более предпочтительно 1,20% или менее. Хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания Al, Al является неизбежной загрязняющей примесью, присутствующей в малом количестве в сырьевом материале, и регулирование его содержания на величину менее 0,001% сопровождается значительным увеличением стоимости изготовления. Таким образом, содержание Al составляет 0,001%. Al также является эффективным элементом в качестве материала для раскисления, и для получения вполне достаточного эффекта раскисления содержание Al более предпочтительно составляет 0,010% или более.
[0050] «N: от 0,0001 до 0,0100%»
Азот (N) образует крупнозернистый нитрид и ухудшает пластичность и пригодность к отбортовке с вытяжкой, и поэтому добавляемое количество его необходимо сокращать. Когда содержание N превышает 0,0100%, эта тенденция становится весьма значительной, и поэтому верхний предел содержания N регулируют на 0,0100%. Кроме того, с этой точки зрения, содержание N более предпочтительно составляет 0,0070% или менее, еще более предпочтительно 0,0050% или менее. Азот (N) также вызывает образование газового пузыря во время сварки, и поэтому чем ниже его содержание, тем лучше. Хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания N, но стоимость изготовления резко возрастает, если содержание N задают на величину менее 0,0001%, и поэтому оно составляет 0,0001% или более. Кроме того, с позиции снижения производственных расходов, содержание N более предпочтительно составляет 0,0005% или более, еще более предпочтительно 0,0010% или более.
[0051] «О: от 0,0001 до 0,0100%»
Кислород (О) образует оксид и ухудшает пластичность и пригодность к отбортовке с вытяжкой, и поэтому его содержание необходимо сокращать. Когда содержание О превышает 0,0100%, становится значительным ухудшение пригодности к отбортовке с вытяжкой, и поэтому верхний предел содержания О регулируют на 0,0100%. Кроме того, содержание О более предпочтительно составляет 0,0070% или менее, еще более предпочтительно 0,0050% или менее. Кроме того, хотя эффекты настоящего изобретения проявляются без конкретного ограничения нижнего предела содержания О, регулирование содержания О на величину менее 0,0001% сопровождается значительным повышением стоимости изготовления, и тем самым в качестве нижнего предела задают 0,0001%. Кроме того, из соображений дополнительного сокращения производственных расходов, содержание О более предпочтительно составляет 0,0003% или более, еще более предпочтительно 0,0005% или более.
[0052] В высокопрочном, гальванизированном погружением стальном листе согласно настоящему изобретению может быть дополнительно использована структура, включающая следующие элементы, если необходимо.
[0053] «Cr: от 0,01 до 2,00%»
Хром (Cr) представляет собой элемент, который подавляет фазовое превращение при высокой температуре и эффективно содействует повышению прочности, и может быть добавлен вместо части С и/или Mn. Когда содержание Cr превышает 2,00%, ухудшается обрабатываемость во время горячей обработки и снижается производительность, и поэтому содержание Cr предпочтительно составляет 2,00% или менее. Следует отметить, что, хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания Cr, содержание предпочтительно составляет 0,01% или более для получения в достаточной мере высокой прочности в результате добавления Cr.
[0054] «Ni: от 0,01 до 2,00%»
Никель (Ni) представляет собой элемент, который подавляет фазовое превращение при высокой температуре и эффективно содействует повышению прочности, и может быть добавлен вместо части С и/или Mn. Когда содержание Ni превышает 2,00%, ухудшается свариваемость, и поэтому содержание Ni предпочтительно составляет 2,00% или менее. Следует отметить, что, хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания Ni, содержание предпочтительно составляет 0,01% или более для получения в достаточной мере высокой прочности в результате добавления Ni.
[0055] «Cu: от 0,01 до 2,00%»
Медь (Cu) представляет собой элемент, который повышает прочность, присутствуя в стали в виде тонкодисперсных зерен, и может быть добавлена вместо части С и/или Mn. Когда содержание Cu превышает 2,00%, ухудшается свариваемость, и поэтому содержание Cu предпочтительно составляет 2,00% или менее. Следует отметить, что, хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания Cu, содержание предпочтительно составляет 0,01% или более для получения в достаточной мере высокой прочности в результате добавления Cu.
[0056] «Ti: от 0,001 до 0,150%»
Титан (Ti) представляет собой элемент, который содействует повышению прочности стального листа в результате дисперсионного упрочнения, упрочнения измельчением структуры благодаря подавлению роста ферритных кристаллических зерен и дислокационного упрочнения благодаря подавлению рекристаллизации. Однако, когда содержание Ti превышает 0,150%, возрастает количество выделившейся фазы карбонитрида, и ухудшается формуемость, и поэтому содержание Ti предпочтительно составляет 0,150% или менее. Кроме того, по соображениям формуемости, содержание Ti более предпочтительно составляет 0,100% или менее, еще более предпочтительно 0,070% или менее. Следует отметить, что, хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания Ti, содержание Ti предпочтительно составляет 0,001% или более, еще более предпочтительно 0,005% или более, чтобы в достаточной мере получить эффект повышения прочности от добавления Ti. Кроме того, для повышения прочности стального листа содержание Ti более предпочтительно составляет 0,010% или более, еще более предпочтительно 0,015% или более.
[0057] «Nb: от 0,001 до 0,100%»
Ниобий (Nb) представляет собой элемент, который содействует повышению прочности стального листа в результате дисперсионного упрочнения, упрочнения измельчением структуры благодаря подавлению роста ферритных кристаллических зерен и дислокационного упрочнения благодаря подавлению рекристаллизации. Однако, когда содержание Nb превышает 0,150%, возрастает количество выделившейся фазы карбонитрида и ухудшается формуемость, и поэтому содержание Nb предпочтительно составляет 0,150% или менее. Кроме того, по соображениям формуемости, содержание Nb более предпочтительно составляет 0,100% или менее, еще более предпочтительно 0,060% или менее. Следует отметить, что, хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания Nb, содержание Nb предпочтительно составляет 0,001% или более, еще более предпочтительно 0,005% или более, чтобы в достаточной мере получить эффект повышения прочности от добавления Nb. Кроме того, для повышения прочности стального листа содержание Nb более предпочтительно составляет 0,010% или более, еще более предпочтительно 0,015% или более.
[0058] «V: от 0,001 до 0,300%»
Ванадий (V) представляет собой элемент, который содействует повышению прочности стального листа в результате дисперсионного упрочнения, упрочнения измельчением структуры благодаря подавлению роста ферритных кристаллических зерен и дислокационного упрочнения благодаря подавлению рекристаллизации. Однако, когда содержание V превышает 0,300%, возрастает количество выделившейся фазы карбонитрида и ухудшается формуемость, и поэтому содержание V предпочтительно составляет 0,300% или менее. Следует отметить, что, хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания V, содержание предпочтительно составляет 0,001% или более, чтобы в достаточной мере получить эффект повышения прочности от добавления V.
[0059] «Mo: от 0,01 до 2,00%»
Молибден (Mo) представляет собой элемент, который эффективно подавляет фазовое превращение при высокой температуре и эффективно содействует повышению прочности, и может быть добавлен вместо части С и/или Mn. Когда содержание Mo превышает 2,00%, ухудшается обрабатываемость во время горячей обработки и снижается производительность, и поэтому содержание Mo предпочтительно составляет 2,00% или менее, более предпочтительно 1,00% или менее. Следует отметить, что, хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания Mo, содержание предпочтительно составляет 0,01% или более, чтобы в достаточной мере получить эффект повышения прочности от добавления Mo.
[0060] «W: от 0,01 до 2,00%»
Вольфрам (W) представляет собой элемент, который эффективно подавляет фазовое превращение при высокой температуре и эффективно содействует повышению прочности, и может быть добавлен вместо части С и/или Mn. Когда содержание W превышает 2,00%, ухудшается обрабатываемость во время горячей обработки и снижается производительность, и поэтому содержание W предпочтительно составляет 2,00% или менее, более предпочтительно 1,00% или менее. Следует отметить, что, хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания W, содержание предпочтительно составляет 0,01% или более, чтобы получить достаточный эффект повышения прочности от добавления W.
[0061] «В: от 0,0001 до 0,0100%»
Бор (В) представляет собой элемент, который подавляет фазовое превращение при высокой температуре и эффективно содействует повышению прочности, и может быть добавлен вместо части С и/или Mn. Когда содержание В превышает 0,0100%, ухудшается обрабатываемость во время горячей обработки и снижается производительность, и поэтому содержание В предпочтительно составляет 0,0100% или менее. Кроме того, с позиции производительности, содержание В более предпочтительно составляет 0,0050% или менее, еще более предпочтительно 0,0030% или менее. Следует отметить, что, хотя эффекты настоящего изобретения проявляются без конкретного задания нижнего предела содержания В, содержание бора (В) предпочтительно составляет 0,0001% или более, чтобы получить достаточный эффект повышения прочности от добавления В. Кроме того, для дополнительного повышения прочности стального листа, содержание В более предпочтительно составляет 0,0003% или более, более предпочтительно 0,0005% или более.
[0062] «От 0,0001 до 0,0100% в совокупности одного или более из Са, Се, Mg, Zr, La и REM»
В высокопрочный, гальванизированный погружением стальной лист согласно настоящему изобретению, в качестве других элементов, могут быть добавлены один или более из Са, Се, Mg, Zr, La и REM в совокупном количестве от 0,001 до 0,5000%, более предпочтительно от 0,0001 до 0,0100%. Обоснования добавления этих элементов являются следующими.
[0063] Кальций (Са), церий (Се), магний (Mg), цирконий (Zr), лантан (La) и REM (редкоземельные металлы) представляют собой элементы, эффективно улучшающие формуемость, и могут быть добавлены один или более из них. Однако, когда совокупное содержание одного или более из Са, Се, Mg, Zr, La, и REM превышает 0,5000%, существует возможность того, что, напротив, ухудшится пластичность, и поэтому совокупное содержание элементов предпочтительно составляет 0,5000% или менее, более предпочтительно 0,0100% или менее. Эффекты настоящего изобретения проявляются без конкретного ограничения нижнего предела содержания одного или более из Са, Се, Mg, Zr, La и REM, совокупное содержание этих элементов предпочтительно составляет 0,0001% или более, чтобы в достаточной степени получить эффект улучшения формуемости стального листа. По соображениям формуемости, совокупное содержание одного или более из Са, Се, Mg, Zr, La и REM более предпочтительно составляет 0,0005% или более, еще более предпочтительно 0,0010% или более. Следует отметить, что «REM» означает редкоземельный металл и относится к элементу, принадлежащему к лантаноидному ряду. В настоящем изобретении REM или Се часто добавляются в виде мишметалла, и могут содержаться элементы лантаноидного ряда в комплексе, иные, нежели La и Се. Эффекты настоящего изобретения проявляются, даже когда элементы лантаноидного ряда, иные, нежели La и Се, содержатся как неизбежные загрязняющие примеси. Кроме того, эффекты настоящего изобретения проявляются, даже когда добавлены такие металлы, как La и Се.
[0064] Остальное количество из вышеуказанных элементов может быть составлено из Fe и неизбежных загрязняющих примесей. Следует отметить, что в отношении любого из Cr, Ni, Cu, Ti, Nb, V, Mo, W, В, описанных выше, если они содержатся в очень малом количестве, меньшем, чем вышеуказанные значения нижнего предела, они являются допустимыми как загрязняющие примеси. Кроме того, в отношении Са, Се, Mg, Zr, La и REM, если они содержатся в ультрамикроколичествах, меньших, чем значения нижнего предела их совокупного содержания, они являются допустимыми как загрязняющие примеси.
[0065] «Часть поверхностного слоя стального листа»
В высокопрочном, гальванизированном погружением стальном листе согласно настоящему изобретению толщина обезуглероженного слоя в части поверхностного слоя стального листа составляет от 0,01 до 10,0 мкм, и средний диаметр зерна оксидов, содержащихся в части поверхностного слоя стального листа, составляет от 30 до 120 нм, и средняя плотность их составляет 1,0 × 1012 оксидов/м2 или более.
[0066] «Обезуглероженный слой»
В настоящем изобретении, для повышения адгезионной способности слоя покрытия, создаваемого на поверхности стального листа, часть поверхностного слоя стального листа представляет собой обезуглероженный слой, в котором доля твердой структуры мала. Когда толщина этого обезуглероженного слоя составляет менее 0,01 мкм, адгезионная способность слоя покрытия не может быть получена в достаточной степени, и тем самым толщина обезуглероженного слоя составляет 0,01 мкм или более. Для дополнительного улучшения адгезионной способности слоя покрытия толщина обезуглероженного слоя более предпочтительно составляет 0,08 мкм или более, еще более предпочтительно 0,15 мкм или более. С другой стороны, обезуглероженный слой, который является чрезмерно толстым, снижает предел прочности на разрыв и усталостную прочность стального листа. С этой точки зрения, толщина обезуглероженного слоя в части поверхностного слоя стального листа составляет 10,0 мкм или менее. Кроме того, по соображениям усталостной прочности, толщина обезуглероженного слоя более предпочтительно составляет 9,0 мкм или менее, еще более предпочтительно 8,0 мкм или менее.
[0067] Следует отметить, что описываемый в настоящем изобретении обезуглероженный слой относится к области, которая является протяженной от самой верхней поверхности базового железа, и в этой области доля твердой структуры составляет половину или менее от доли твердой структуры на 1/4 толщины. Кроме того, в отношении толщины обезуглероженного слоя, поперечное сечение параллельно направлению прокатки стального листа и перпендикулярно поверхности листа отделывают до состояния зеркального блеска и обследуют с использованием FE-SEM, толщины обезуглероженного слоя измеряют в одном стальном листе в трех точках или более, и среднее значение их принимают за толщину обезуглероженного слоя. Следует отметить, что твердая структура, описываемая в настоящем изобретении, относится к структуре, состоящей из фазы, более твердой, чем феррит, то есть структуре, главным образом состоящей из фазы бейнита, бейнитного феррита, мартенсита и мартенсита отпуска, остаточного аустенита и/или тому подобного. Кроме того, ее доля определяется с использованием объемной доли.
[0068] «Оксиды»
В обезуглероженном слое оксиды, содержащие Si и/или Mn, диспергированы в кристаллических зернах и/или на границах кристаллических зерен, для повышения характеристики резки, так что механическая резка может быть выполнена без затруднений. Чем выше плотность оксидов, тем более улучшается характеристика резки, и тем самым в настоящем изобретении плотность оксидов составляет 1,0×1012оксидов/м2 или более. Кроме того, из вышеуказанных соображений, плотность оксидов более предпочтительно составляет 3,0×1012оксидов/м2 или более, еще более предпочтительно 5,0×1012оксидов/м2 или более. С другой стороны, когда плотность оксидов превышает 1,0×1016оксидов/м2, расстояние между оксидами становится чрезмерно малым, часть поверхностного слоя растрескивается при низкоинтенсивной обработке, и, более того, слой покрытия повреждается. Таким образом, плотность оксидов предпочтительно ограничивают до 1,0×1016оксидов/м2 или менее. Кроме того, чтобы обеспечить достаточную формуемость части поверхностного слоя стального листа, плотность оксидов более предпочтительно составляет 5,0×1015оксидов/м2 или менее, еще более предпочтительно 1,0×1015оксидов/м2 или менее.
[0069] Кроме того, оксиды, диспергированные в части поверхностного слоя стального листа, не содействуют улучшению характеристики резки, когда они являются чрезмерно мелкими, и тем самым средний диаметр зерна оксидов задают в настоящем изобретении составляющим 30 нм или более. С другой стороны, когда оксиды являются чрезмерно крупнозернистыми, ухудшаются характеристики растрескивания, такие как пластичность, и тем самым средний диаметр зерна оксидов составляет 500 нм или менее. Кроме того, из вышеуказанных соображений, средний диаметр зерна оксидов более предпочтительно составляет 300 нм или менее, еще более предпочтительно 120 нм или менее, еще более предпочтительно 100 нм или менее. Кроме того, чтобы сделать средний диаметр зерна оксидов менее 30 нм, необходимо строго контролировать атмосферу при обработке и температуру, что на практике является затруднительным, и тем самым предпочтительным размером является 30 нм или более.
[0070] Что касается оксидов в части поверхностного слоя стального листа, как описано выше, сечение параллельно направлению прокатки стального листа и перпендикулярно поверхности листа отделывают до состояния зеркального блеска и обследуют с использованием FE-SEM. Плотность оксидов определяют наблюдением обезуглероженного слоя в количестве на 7 мкм2 и подсчетом числа оксидов, или получают с использованием области наблюдения, требуемой для подсчета до 1000 частиц оксидов. Кроме того, в отношении размера оксидов, усредняют величины эквивалентных диаметров круга для выбранных в произвольном порядке частиц числом от 100 до 1000 и принимают за средний диаметр зерна.
[0071] «Слой покрытия»
В настоящем изобретении на поверхности стального листа, имеющего вышеуказанную структуру, формируют образованный гальванизацией погружением слой или подвергнутый легированию образованный гальванизацией погружением слой, чтобы тем самым получить высокопрочный, гальванизированный погружением стальной лист или высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист. Путем формирования таким образом образованного гальванизацией погружением слоя на поверхности стального листа может быть получен высокопрочный, гальванизированный погружением стальной лист, имеющий превосходную коррозионную стойкость. Кроме того, формированием подвергнутого легированию, образованного гальванизацией погружением слоя на поверхности стального листа может быть получен высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист, который имеет превосходную коррозионную стойкость и превосходную адгезионную способность покрытия.
[0072] «Характеристика механической резки»
Описываемая в настоящем изобретении характеристика механической резки может быть измерена и оценена, например, описанным ниже методом.
Как правило, когда резку механическими ножницами или перфорирование выполняют многократно на высокопрочном стальном листе, режущее лезвие или торец пуансона изнашиваются, и увеличивается зазор. Таким образом, когда число циклов перфорирования стального листа возрастает, становятся крупными заусенцы на поверхности кромки среза и поверхности кромки перфорации. Соответственно этому, в качестве метода оценки характеристики механической резки высокопрочного, гальванизированного погружением стального листа согласно настоящему изобретению может быть привлечен способ, в котором проводят непрерывное перфорирование и измеряют высоту заусенца каждые 50 циклов в условиях, когда стальной лист имеет толщину 1,2 мм, матрица штампа имеет диаметр отверстия ø10,3 мм, материал пуансона представляет собой закаленную сталь SKD11, диаметр пуансона составляет ø10 мм (зазор 12,5%).
[0073] При оценке с помощью вышеуказанного метода было найдено, что когда возрастает число циклов перфорирования стального листа, торец пуансона изнашивается, и увеличивается зазор, и тем самым высота заусенца повышается. Однако, в результате повторения измерения, в зависимости от ситуации обнаружились случаи, где высота заусенца в значительной степени варьирует на конкретной поверхности кромки стального листа. Соответственно этому, пробитые отверстия были подразделены на четыре сектора по положениям 0°, 90°, 180°, 270°, и в момент, где высота заусенца по направлению одного из них в 3,0 раза превышает исходное значение, испытание завершают, и число циклов перфорирования в этот момент определяют как предельное число раз перфорирования. В более подробном описании, при измерении высоты заусенца в пробитом отверстии, максимальную высоту заусенца в диапазоне от 0° до 90° обозначают h1, максимальную высоту заусенца в диапазоне от 90° до 180° обозначают h2, максимальную высоту заусенца в диапазоне от 180° до 270° обозначают h3, максимальную высоту заусенца в диапазоне от 270° до 360° обозначают h4. При допущении, что высота заусенца, когда перфорирование выполняют первый раз, составляет h1*, h2*, h3*, h4*, число циклов перфорирования в момент, когда одно или более из соотношений h1/h1*, h2/h2*, h3/h3*, h4/h4* превышает 3,0, представляет собой предельное число раз перфорирования. Следует отметить, что в испытании на перфорирование тест выполняют таким образом, что относительные ориентации из направления холодной прокатки, пуансона для перфорирования, матрицы штампа и стального листа не изменяются, и направление перемещения при холодной прокатке среди направлений прокатки стального листа составляет 0°. В настоящем изобретении образец, на котором число циклов перфорирования превышает 600 раз, может быть определен как высокопрочный, гальванизированный погружением стальной лист с превосходной характеристикой механической резки. Более предпочтительно, предельное число циклов перфорирования составляет 800 раз, еще более предпочтительно 1000 раз.
[0074] «Коэффициент деформационного упрочнения (n-параметр)»
В высокопрочном гальванизированном погружением стальном листе, описываемом в этом варианте исполнения, коэффициент деформационного упрочнения (n-параметр) в состоянии пластической деформации от 3 до 7% составляет в среднем 0,080 или более.
[0075] Как было описано выше, коэффициент деформационного упрочнения (n-параметр), определяемый в настоящем изобретении, представляет собой характеристическое значение, как показатель способности к вытяжке (пластичности), и чем выше n-параметр, тем больше растяжение до образования локального сужения, тем самым с улучшением пластичности. Однако, с другой стороны, есть и противоречащая характеристика, что чем ниже n-параметр, тем больше улучшается характеристика механической резки. В настоящем изобретении n-параметр, на основе которого улучшается пластичность, определяется составляющим 0,080 или более. С другой стороны, хотя верхний предел n-параметра не является конкретно заданным, чтобы сделать n-параметр составляющим в среднем свыше 0,250 при пластической деформации от 3 до 7%, необходимо сделать максимальный предел прочности на разрыв меньшим, чем 900 МПа, или добавлять углерод (С) в количестве 0,40%, что, конечно, не является предпочтительным. С этой точки зрения, n-параметр предпочтительно составляет 0,200 или менее, более предпочтительно 0,18 или менее, в частности, из соображений предела прочности на разрыв. Следует отметить, что пластическая деформация от 3 до 7% находится в диапазоне пластической обработки стального листа, которую обычно часто применяют.
[0076] В настоящем изобретении, как было описано выше, способность к деформационному упрочнению повышается, когда фаза остаточного аустенита в структуре стального листа содержится в количестве 3% или более, и он имеет высокую пластичность при n-параметре, составляющем в среднем 0,080 или более. С другой стороны, в настоящем изобретении количество С твердого раствора в фазе остаточного аустенита ограничивают величиной от 0,70 до 1,00%, и средний диаметр зерна сокращают до 2,0 мкм или менее, и среднее расстояние между зернами уменьшают до 5,0 мкм, чтобы повысить плотность и тем самым улучшить характеристику механической резки. Таким образом, становится возможным получение как превосходной пластичности, так и характеристики механической резки, в то же время обеспечивая высокий предел прочности на разрыв.
[0077] «Максимальный предел прочности на разрыв»
В настоящем изобретении предпочтительно, чтобы максимальный предел прочности на разрыв составлял 900 МПа или более, как показатель прочности стального листа. Это обусловлено тем, что такая прочность делает значительным повреждение инструмента, когда резку механическими ножницами или перфорирование выполняют на высокопрочном стальном листе с прочностью 900 МПа или более. Кроме того, даже в стальном листе с прочностью менее 900 МПа может быть достигнут эффект улучшения характеристики механической резки, который является эффектом настоящего изобретения, но эффект является малым в стальном листе с низким пределом прочности на разрыв. Соответственно этому, в настоящем изобретении, вместе с вышеуказанным эффектом, также по соображениям обеспечения прочности базового материала, является предпочтительным применение для высокопрочного, гальванизированного погружением стального листа с прочностью 900 МПа или более.
[0078] [Способ изготовления высокопрочного, гальванизированного погружением стального листа]
Далее будет описан способ изготовления высокопрочного, гальванизированного погружением стального листа с превосходной формуемостью согласно настоящему изобретению.
Способ изготовления высокопрочного, гальванизированного погружением стального листа согласно этому варианту исполнения прежде всего включает стадию горячей прокатки, в которой нагревают до температуры 1180°С или более сляб, имеющий вышеописанные химические компоненты, непосредственно или после однократного охлаждения, и выполняют горячую прокатку, в которой температура завершения прокатки составляет от 850 до 950°С, после чего быстро охлаждают до температуры от 500 до 650°С со средней скоростью охлаждения 10°С/сек или более, и после этого проводят намотку в рулон и медленное охлаждение до температуры 400°С, занимающее 1,0 час или более, и стадию холодной прокатки, в которой выполняют холодную прокатку таким образом, что общая степень обжатия составляет от 30 до 75%, после декапирования вслед за стадией горячей прокатки. Кроме того, в этом варианте исполнения также включена стадия отжига, в которой нагревают стальной лист после холодной прокатки до температуры 750°С или более со средней скоростью нагрева в температурном диапазоне от 600 до 750°С, составляющей 20°С/сек или менее, затем охлаждают со средней скоростью охлаждения в температурном диапазоне от 750 до 650°С, составляющей от 1,0 до 15,0°С/сек, и охлаждают от температуры 650°С со средней скоростью охлаждения 3,0°С/сек или более, и выполняют, в то же время с выдерживанием в течение времени от 20 до 1000 секунд в температурном диапазоне от 300 до 470°С и вместе с приложением растягивающей нагрузки от 5 до 100 МПа в этом температурном диапазоне, одно- или многократное изгибание с радиусом изгиба 800 мм или менее. Кроме того, в этом варианте исполнения также включена стадия плакирования, в которой выполняют гальванизацию погружением на поверхностях стального листа для формирования слоя покрытия погружением после стадии отжига стального листа в ванну покрытия в таких условиях, что температура ванны покрытия: от 450 до 470°С, температура стального листа во время поступления в ванну покрытия: от 430 до 490°С, и эффективное количество Al в ванне покрытия: от 0,01 до 0,18% по массе. Кроме того, в этом варианте исполнения также включена стадия охлаждения, в которой проводят охлаждение со средней скоростью охлаждения 0,5°С/сек или более до температуры 150°С или менее после стадии плакирования. Затем, в этом варианте исполнения, в качестве стадии отжига применяют такой способ, что в зоне предварительного нагрева в таких условиях, что воздушное отношение: от 0,7 до 1,2, в газовой смеси из воздуха и газообразного топлива, используемого для горелки предварительного нагрева, причем воздушное отношение представляет собой соотношение объема воздуха, содержащегося в единице объема газовой смеси, и объема воздуха, теоретически необходимого для полного сгорания газообразного топлива, содержащегося в единице объема газовой смеси, образуются оксиды в части поверхностного слоя стального листа при сквозном продвижении, в то же время с нагреванием до температуры стального листа от 400 до 800°С, затем оксиды, образовавшиеся в зоне предварительного нагрева, восстанавливаются при нагреве до температуры 750°С или более в зоне восстановления с отношением парциальных давлений (Р(Н2О)/Р(Н2)) между водяным паром (Н2О) и водородом (Н2): от 0,0001 до 2,0, и после этого проводят охлаждение.
[0079] Для изготовления вышеописанного высокопрочного стального листа согласно настоящему изобретению, сначала отливают сляб, имеющий вышеописанные химические компоненты (состав).
В качестве сляба, подвергаемого горячей прокатке, может быть использован полученный непрерывным литьем сляб или сляб, изготовленный на установке для литья тонкого сляба и тому подобным путем. Способ изготовления высокопрочного стального листа согласно настоящему изобретению является совместимым с процессом типа «непрерывная разливка-прямая прокатка» (CC-DR), в котором горячую прокатку выполняют непосредственно после литья.
[0080] В стадии горячей прокатки согласно этому варианту исполнения, чтобы ослабить обусловленную литьем анизотропию кристаллографической ориентации, температура нагрева сляба составляет 1180°С или более. Кроме того, температура нагрева сляба более предпочтительно составляет 1200°С или более. Верхний предел этой температуры нагрева сляба не является конкретно заданным, но температура нагрева предпочтительно составляет 1300°С или менее, поскольку большое количество энергии требуется подводить для нагрева свыше 1300°С.
[0081] После того, как сляб нагрет до вышеуказанной температуры, выполняют горячую прокатку. В настоящем изобретении температура завершения прокатки при горячей прокатке составляет от 850 до 950°С. Когда эта температура завершения прокатки составляет менее 850°С, слишком сильно возрастает противодействие прокатке, обусловливая нагрузку на валки, и тем самым в настоящем изобретении эта температура составляет 850°C или более, более предпочтительно 870°С или более. С другой стороны, когда температура завершения прокатки превышает 950°С, микроструктура в горячекатаном листе становится крупнозернистой, и микроструктура в стадиях холодной прокатки и отжига после этого также становится крупнозернистой. Таким образом, в настоящем изобретении температура завершения прокатки составляет 950°С или менее, более предпочтительно 930°С или менее.
[0082] После горячей прокатки листа его быстро охлаждают (проводят быстрое охлаждение). В настоящем изобретении средняя скорость охлаждения, когда быстрое охлаждение проводят в диапазоне температур от 500 до 600°С, предпочтительно составляет 10°С/сек или более. Это требуется для стимулирования превращения при более низких температурах, чтобы тем самым обеспечить сокращение диаметра зерен в горячекатаном стальном листе, и уменьшить эффективный диаметр кристаллических зерен после холодной прокатки и отжига. С другой стороны, верхний предел средней скорости охлаждения не является конкретно заданным, но когда он превышает 200°С/сек, требуется специальная охлаждающая среда, что не является предпочтительным по соображениям стоимости. Таким образом, он предпочтительно составляет 200°С/сек или менее.
[0083] После того, как стальной лист быстро охлажден, его наматывают в горячекатаный рулон. В этой стадии «перлит» и/или «крупнозернистый цементит, главная ось которого превышает 1 мкм», образуются(ется) в стальном листе после горячей прокатки, чтобы тем самым рандомизировать текстуры и формы структуры превращения разнообразных типов в стадии отжига после холодной прокатки, которая будет описана позже. Для формирования перлита и/или крупнозернистого цементита этим путем, температура прекращения охлаждения при быстром охлаждении после горячей прокатки в настоящем изобретении составляет 500°С или более. Кроме того, для сокращения анизотропиитемпература прекращения охлаждения более предпочтительно составляет 530°С или более, еще более предпочтительно 550°С или более. С другой стороны, когда температура прекращения охлаждения является слишком высокой, слой окалины на части поверхностного слоя стального листа становится чрезмерно толстым и ухудшается качество поверхности, и тем самым температура прекращения охлаждения в настоящем изобретении должна быть на уровне 650°С или менее. Кроме того, по вышеуказанным соображениям, температура прекращения охлаждения предпочтительно составляет 630°С или менее. Затем, в настоящем изобретении, стальной лист, для которого вышеуказанная температура прекращения охлаждения составляет от 500 до 650°С, наматывают в горячекатаный рулон.
[0084] Кроме того, чтобы в достаточной мере сформировать перлит и/или крупнозернистый цементит и сократить анизотропию сопротивления замедленному разрушению, требуется выдерживание в температурном диапазоне, в котором цементит образуется после того, как быстрое охлаждение прекращают. Соответственно этому, в настоящем изобретении время, которое занимает медленное охлаждение после прекращения охлаждения при температуре 400°С, составляет 1,0 час или более. Кроме того, это истекшее время более предпочтительно составляет 2,0 часа или более, еще более предпочтительно 3,0 часа или более. Кроме того, верхний предел истекшего времени не является конкретно заданным, но выдерживание в течение свыше 24,0 часов требует специального оборудования, что не является предпочтительным по соображениям стоимости. Таким образом, оно предпочтительно составляет 24,0 часа или менее.
[0085] Затем, в этом варианте исполнения, горячекатаный стальной лист, полученный в вышеуказанных условиях, подвергают обработке для декапирования. Декапирование предназначено для удаления оксидов с целью улучшения характеристик цинкования высокопрочного, гальванизированного погружением стального листа или высокопрочного, подвергнутого легированию, гальванизированного погружением стального листа, как конечного продукта. Кроме того, декапирование может быть только одной обработкой или же может быть выполнено в ходе нескольких отдельных обработок.
[0086] Затем стальной лист после декапирования подвергают холодной прокатке так, что общая степень обжатия становится равной 30% или более и 75% или менее при холодной прокатке. В это время прокатку предпочтительно выполняют в несколько проходов, и число проходов при прокатке и распределение степени обжатия в проходах не имеют особого значения. Когда степень обжатия при холодной прокатке становится ниже 30%, достаточная деформация в стальном листе не накапливается, и тем самым рекристаллизация не протекает в достаточной мере в результате стадии отжига после этого, и полученная обработкой структура остается как есть, делая структуру крупнозернистой. Таким образом, среднее расстояние между зернами фазы остаточного аустенита становится большим, и характеристика резки ухудшается. Кроме того, чтобы обеспечить достаточное накопление деформации, общая степень обжатия более предпочтительно составляет 33% или более, еще более предпочтительно 36% или более. С другой стороны, когда общая степень обжатия превышает 75%, возникают ситуации, где стальной лист растрескивается во время прокатки, и тем самым общая степень обжатия при холодной прокатке в настоящем изобретении составляет 75% или менее. Кроме того, из вышеуказанных соображений, общая степень обжатия более предпочтительно составляет 70% или менее, еще более предпочтительно 65% или менее.
[0087] Затем, в настоящем изобретении, на стальном листе, подвергнутом прокатке в вышеуказанных условиях, выполняют отжиговую обработку в стадии отжига в нижеследующих условиях и после этого выполняют обработку для гальванизации погружением в стадии плакирования. В настоящем изобретении, для стадии отжига и стадии плакирования предпочтительно применяют технологическую линию непрерывного отжига и плакирования, имеющую зону предварительного нагрева, зону восстановления и зону плакирования. Кроме того, атмосфера в зоне предварительного нагрева может быть любой из окислительной атмосферы, неокислительной атмосферы и атмосферы прямого восстановления.
[0088] Как было описано выше, когда для стадии отжига и стадии плакирования применяют технологическую линию непрерывного отжига и плакирования, в качестве стадии отжига в вышеуказанных условиях может быть использован такой способ, что в зоне предварительного нагрева в условиях воздушного отношения: от 0,7 до 1,2 в газовой смеси из воздуха и газообразного топлива, используемого для горелки предварительного нагрева, причем воздушное отношение представляет собой соотношение объема воздуха, содержащегося в единице объема газовой смеси, и объема воздуха, теоретически необходимого для полного сгорания газообразного топлива, содержащегося в единице объема газовой смеси, образуются оксиды в части поверхностного слоя стального листа при продвижении, в то же время с нагреванием до температуры стального листа от 400 до 800°С, затем оксиды, образовавшиеся в зоне предварительного нагрева, восстанавливаются при нагреве до температуры 750°С или более в зоне восстановления с отношением парциальных давлений (Р(Н2О)/Р(Н2)) между водяным паром (Н2О) и водородом (Н2): от 0,0001 до 2,0, и после этого проводят охлаждение. Затем стадия плакирования после стадии отжига может представлять собой способ, в котором выполняют гальванизацию погружением в таких условиях, что стальной лист погружают в ванну покрытия в условиях с температурой ванны покрытия: от 450 до 470°С, температурой стального листа во время поступления в ванну покрытия: от 430 до 490°С, и эффективным количеством Al в ванне покрытия: от 0,01 до 0,18% по массе.
[0089] Скорость нагрева в стадии отжига влияет на характеристики рекристаллизации в стальном листе. В частности, является важной скорость нагрева в диапазоне температур от 600 до 750°С, и при регулировании средней скорости нагрева в нем на 20°С/сек или менее рекристаллизация протекает в достаточной мере, чтобы сделать микроструктуру изотропной и тонкодисперсной, тем самым делая кристаллические зерна аустенита, сформированного обратным превращением, изотропными и мелкими. Кроме того, чтобы рекристаллизация проходила дополнительно, средняя скорость нагрева более предпочтительно составляет 15°С/сек или менее, еще более предпочтительно 12°С/сек или менее. Следует отметить, что нижний предел средней скорости нагрева не является конкретно заданным, но производительность значительно снижается, когда средняя скорость нагрева составляет ниже 0,5°С/сек, и тем самым она предпочтительно составляет 0,5°С/сек или более.
[0090] В зоне предварительного нагрева выполняют обработку для окисления, чтобы сформировать покровную пленку из оксида Fe, имеющую надлежащую толщину, в части поверхностного слоя стального листа. В это время температуру стального листа, когда он проходит через зону предварительного нагрева, регулируют на величину от 400 до 800°С, и предварительным нагревом в условиях, что воздушное отношение {[соотношение, в газовой смеси из воздуха и газообразного топлива, используемого в горелке для предварительного нагрева, объема воздуха, содержащегося в единице объема газовой смеси, и объема воздуха, теоретически необходимого для полного сгорания газообразного топлива, содержащегося в единице объема газовой смеси]=[объем воздуха, содержащегося в газовой смеси в единице объема (м3)]/[объем (м3) воздуха, теоретически необходимого для полного сгорания газообразного топлива, содержащегося в единице объема газовой смеси]} составляет от 0,7 до 1,2, на поверхностном слое стального листа образуется покровная пленка из оксида Fe с толщиной от 0,01 до 20 мкм. Когда воздушное отношение является слишком высоким, превышающим 1,2, достаточная покровная пленка из оксида Fe на части поверхностного слоя стального листа не образуется. Кроме того, поскольку оксидная покровная пленка действует как источник поступления кислорода для формирования оксидов Si и/или Mn в зоне восстановления, когда воздушное отношение составляет менее 0,7, что является слишком малым, предварительно заданные оксиды не могут быть получены. Кроме того, если температура стального листа при проходе через зону предварительного нагрева составляет менее 400°С, невозможно сформировать достаточную оксидную покровную пленку, или, с другой стороны, когда она представляет собой слишком высокую температуру, превышающую 800°С, оксидная покровная пленка чрезмерно нарастает, и тем самым становится затруднительным сделать толщину обезуглероженного слоя соответствующей пределам предварительно заданного диапазона.
[0091] Кроме того, когда максимальная температура нагрева в стадии отжига является низкой, крупнозернистый цементит расплавляется и остается, что значительно ухудшает пластичность. В настоящем изобретении, чтобы в достаточной мере перевести цементит в твердый раствор для обеспечения пластичности, максимальная температура нагрева составляет 750°С или более, более предпочтительно 760°С или более. Следует отметить, что верхний предел температуры нагрева не является конкретно ограниченным, но нагрев свыше 1000°С причиняет весьма значительный ущерб качеству поверхности и ухудшает смачивающую способность плакирующего покрытия, и тем самым максимальная температура нагрева предпочтительно составляет 1000°С или менее, более предпочтительно 950°С или менее.
[0092] Максимальная температура нагрева (750°С или более) в стадии отжига предпочтительно достигается в зоне восстановления. В этой зоне восстановления покровная пленка из оксида Fe, сформированная в зоне окисления, восстанавливается с образованием обезуглероженного слоя, и умеренно диспергируются оксиды Si и/или Mn. Таким образом, в атмосфере зоны восстановления соотношение между парциальным давлением Р(Н2О) водяного пара и парциальным давлением (Р(Н2) водорода, Р(Н2О)/Р(Н2), предпочтительно составляет от 0,0001 до 2,00. Когда значение Р(Н2О)/Р(Н2) составляет менее 0,0001, оксиды Si и/или Mn образуются только на самом верхнем поверхностном слое, и становится затруднительным умеренное диспергирование оксидов Si и/или Mn внутри обезуглероженного слоя. С другой стороны, когда значение Р(Н2О)/Р(Н2) превышает 2,00, происходит чрезмерное обезуглероживание, и возможно, что толщину обезуглероженного слоя будет невозможно регулировать в предварительно заданном диапазоне. Кроме того, значение Р(Н2О)/Р(Н2) более предпочтительно варьирует в диапазоне от 0,001 до 1,50, еще более предпочтительно в диапазоне от 0,002 до 1,20.
[0093] Средняя скорость охлаждения от вышеописанной максимальной температуры нагрева является важной для достаточного генерирования феррита. Соответственно этому, в настоящем изобретении среднюю скорость охлаждения от температуры 750 до 650°С, которая представляет температурный диапазон, в котором образуется феррит, регулируют на величину от 1,0 до 15,0°С/сек. Когда средняя скорость охлаждения от максимальной температуры нагрева превышает 15,0°С/сек, возможно, что достаточное количество феррита не может быть получено, и ухудшается пластичность. С другой стороны, когда средняя скорость охлаждения является более низкой, чем 1,0°С/сек, достаточное количество твердой структуры не может быть получено вследствие чрезмерного образования феррита, формирования перлита и/или тому подобного, и ухудшается прочность.
[0094] Средняя скорость охлаждения от температуры стали 650°С до того, как охлаждение будет прекращено для поступления в ванну покрытия, предпочтительно составляет 3,0°С/сек или более. Это нужно для получения твердой структуры с более хаотичной кристаллографической ориентацией, чтобы дополнительно снизить температуру превращения в твердую структуру. По этим соображениям, средняя скорость охлаждения более предпочтительно составляет 5,0°С/сек. Кроме того, хотя верхний предел средней скорости охлаждения не является конкретно заданным, для охлаждения со средней скоростью, превышающей 200°С/сек, требуется специальное холодильное оборудование, и тем самым он предпочтительно составляет 200°С/сек или менее.
[0095] Затем выполняют стадию плакирования, в которой стальной лист после стадии отжига погружают в ванну покрытия. Компоненты ванны покрытия главным образом составлены цинком, и эффективное количество Al, которое представляет собой значение, полученное вычитанием общего количества Fe из общего количества Al в ванне, предпочтительно составляет от 0,01 до 0,20% по массе, более предпочтительно от 0,01 до 0,18% по массе. В частности, когда выполняют обработку для легирования, то для регулирования процесса легирования слоя покрытия эффективное количество Al в ванне более предпочтительно составляет от 0,07 до 0,12% по массе. Кроме того, когда слой покрытия не подвергают сплавлению, эффективное количество Al в ванне может быть в диапазоне от 0,18 до 0,20% по массе.
[0096] Кроме того, когда один или более из Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi, Sr, I, Cs, Sr, REM находятся в ванне для цинкования или примешиваются к ней, эффект настоящего изобретения не ухудшается, и даже могут быть ситуации, где они улучшают коррозионную стойкость, обрабатываемость и/или тому подобное, в зависимости от их количеств, и тем самым являются предпочтительными.
Температура ванны покрытия предпочтительно составляет от 450°С до 470°С. Когда температура ванны покрытия составляет менее 450°С, чрезмерно возрастает вязкость ванны покрытия, становится затруднительным контроль толщины слоя покрытия, и ухудшается внешний вид стального листа. С другой стороны, когда температура ванны покрытия превышает 470°С, образуется большое количество паров, затрудняя безопасное производство, и поэтому температура ванны покрытия предпочтительно составляет 470°С или менее.
Кроме того, для стабилизации температуры ванны покрытия температура стального листа, поступающего в ванну покрытия, предпочтительно составляет от 430°С до 490°С. Если температура стального листа, когда стальной лист поступает в ванну покрытия, составляет менее 430°С, становится необходимым подводить большое количество теплоты к ванне покрытия, чтобы стабилизировать температуру ванны покрытия на уровне 450°С или более, и тем самым это практически неприемлемо. С другой стороны, если температура стального листа, когда стальной лист поступает в ванну покрытия, является более высокой, чем 490°С, необходимо дополнительное оборудование для отведения большого количества теплоты от ванны покрытия для стабилизации температуры ванны покрытия на уровне 470°С или менее, и это неприемлемо по соображениям производственных расходов.
[0097] В настоящем изобретении для достаточного получения остаточного аустенита до и/или после погружения в ванну покрытия стальной лист выдерживают в диапазоне температур от 300 до 470°С, чтобы обеспечить протекание бейнитного превращения. Продолжительность этого выдерживания в диапазоне температур от 300 до 470°С составляет от 20 до 1000 секунд, включая продолжительность погружения в ванну покрытия. Когда продолжительность этого выдерживания составляет менее 20 секунд, бейнитное превращение происходит в недостаточной степени, и концентрация углерода в остаточном аустените становится недостаточной. Кроме того, для дополнительного повышения способности к термическому упрочнению продолжительность выдерживания более предпочтительно составляет 35 секунд или более, еще более предпочтительно 50 секунд или более. С другой стороны, когда вышеуказанная продолжительность выдерживания превышает 1000 секунд, углерод чрезмерно концентрируется в остаточном аустените или начинается образование цементита, и предварительно заданные характеристики не могут быть получены. Кроме того, чтобы контролировать концентрацию углерода в остаточном аустените для получения высокой способности к термическому упрочнению, продолжительность выдерживания предпочтительно составляет 600 секунд или менее, более предпочтительно 450 секунд или менее.
[0098] Более того, для сокращения диаметра кристаллического зерна остаточного аустенита является действенной мерой стимулирование зародышеобразования бейнита и/или бейнитного феррита, чтобы вызвать нуклеацию из соответствующих частей стального листа для тонкого распределения аустенита в базовой фазе. Для этого производят изгибовое деформирование в таком состоянии, что растягивающее напряжение создают в стальном листе при температуре между 300 и 470°С, тем самым облегчая зародышеобразование большого количества бейнита и/или бейнитного феррита. Что касается напряжения в это время, создают напряжение от 3 до 100 МПа таким образом, что ось растяжения ориентирована по направлению прокатки. Когда напряжение под нагрузкой составляет менее 3 МПа, эффект облегчения зародышеобразования не может проявляться, и тем самым это значение принимают за нижний предел. Кроме того, чтобы дополнительно облегчить нуклеацию для сокращения эффективного диаметра кристаллического зерна, напряжение под нагрузкой более предпочтительно составляет 5 МПа или более, еще более предпочтительно 7 МПа или более. С другой стороны, когда напряжение под нагрузкой превышает 1000 МПа, стальной лист может сильно деформироваться, и тем самым напряжение под нагрузкой составляет 100 МПа или менее. Кроме того, для дополнительного снижения деформации стального листа напряжение под нагрузкой более предпочтительно составляет 70 МПа или менее, еще более предпочтительно 50 МПа или менее.
В результате создания деформации и термической истории от стадии горячей прокатки до стадии отжига, и создания деформации во время вышеупомянутого бейнитного превращения, количество С твердого раствора в фазе остаточного аустенита может составлять от 0,70 до 1,00%, средний диаметр зерна, в дополнение, может быть 2,0 мкм или менее, и среднее расстояние между зернами может составлять от 0,1 до 5,0 мкм. Более того, коэффициент деформационного упрочнения может составлять в среднем 0,080 или более во время пластической деформации от 3 до 7%.
[0099] В результате дополнительного выполнения изгибового деформирования в состоянии, когда прилагается растягивающее напряжение в вышеуказанных условиях, значительно облегчается зародышеобразование, и тем самым в настоящем изобретении выполняют одно- или многократное изгибание с радиусом изгиба 800 мм или менее. Кроме того, чем больше интенсивность обработки, тем более облегчается зародышеобразование, и тем самым радиус изгиба предпочтительно составляет 650 мм или менее. С другой стороны, нижний предел радиуса изгиба не является конкретно заданным. Однако, поскольку затруднительно провести равномерное изгибание по всей площади стального листа при чрезмерно малом радиусе, радиус изгиба предпочтительно составляет 50 мм или более, более предпочтительно 100 мм или более.
[0100] Кроме того, число циклов изгибания составляет один или более, и, более того, предпочтительно двукратное или более изгибание, поскольку чем выше интенсивность обработки, тем больше облегчается зародышеобразование. Следует отметить, что хотя верхний предел числа циклов обработки не является конкретно заданным, затруднительно выполнить изгибание 20 раз или более во время выдерживания в температурном диапазоне, и тем самым число циклов обработки предпочтительно составляет 20 раз или менее.
[0101] В настоящем изобретении, после выполнения вышеуказанной обработки гальванизацией погружением, может быть дополнительно проведена обработка для легирования слоя покрытия с поверхностью стального листа при температурах от 470 до 620°С. Выполнением такой обработки для легирования на поверхности формируют Zn-Fe-сплав, образованный легированием полученного гальванизацией погружением слоя, тем самым получая высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист с превосходной способностью предотвращать ржавление.
[0102] Для легирования слоя покрытия температура обработки для легирования составляет 470°С или более, поскольку легирование не происходит в достаточной мере, когда она составляет менее 470°С. Кроме того, когда температура обработки для легирования превышает 620°С, образуется крупнозернистый цементит и значительно снижается прочность, и поэтому в настоящем изобретении она составляет 620°С или менее. Кроме того, температура обработки для легирования более предпочтительно составляет от 480 до 600°С, еще более предпочтительно от 490 до 580°С.
[0103] Кроме того, продолжительность обработки для легирования не является конкретно ограниченной, но требуется время от двух секунд или более для достаточного стимулирования легирования, и более предпочтительно 5 секунд или более. С другой стороны, когда продолжительность обработки для легирования превышает 200 секунд, существует проблема в том, что происходит чрезмерное легирование слоя покрытия, и характеристики ухудшаются. Таким образом, продолжительность обработки составляет 200 секунд или менее, предпочтительно 100 секунд или менее.
Следует отметить, что хотя обработку для легирования предпочтительно выполняют непосредственно после погружения в ванну покрытия, также возможно оставление для охлаждения до температуры стального листа 150°С или менее после погружения, и затем повторный нагрев до температуры обработки для легирования.
[0104] Кроме того, когда средняя скорость охлаждения при охлаждении до температуры 150°С или менее после плакирующей обработки является более низкой, чем 0,5°С/сек, образуется крупнозернистый цементит, и существует такая проблема, что ухудшаются прочность и/или пластичность. Таким образом, среднюю скорость охлаждения регулируют на 0,5°С/сек или более, более предпочтительно на 1,0°С/сек или более. Следует отметить, что хотя верхний предел средней скорости охлаждения не является конкретно заданным, он предпочтительно составляет 200°С/сек или менее, более предпочтительно 50°С/сек или менее, поскольку проведение охлаждения со средней скоростью, превышающей 200°С/сек, требует специального охлаждающего оборудования.
[0105] Кроме того, когда выполняют обработку для легирования слоя покрытия, распределение во времени выполнения вышеописанного процесса бейнитного превращения может предусматривать его до или после обработки для легирования.
[0106] Кроме того, в настоящем изобретении, в середине охлаждения или после охлаждения может быть выполнена обработка для повторного нагрева с целью отпуска мартенсита. Температура повторного нагревания для повторного нагрева предпочтительно составляет 200°С или более, поскольку отпуск не происходит в достаточной мере, когда она составляет менее 200°С. Кроме того, когда температура нагрева превышает 620°С, значительно ухудшается прочность, и поэтому она предпочтительно составляет 620°С или менее, более предпочтительно 550°С или менее.
[0107] Кроме того, в этом варианте исполнения для корректирования формы также возможно выполнение холодной прокатки со степенью обжатия 3,00% или менее на высокопрочном, гальванизированном погружением стальном листе или высокопрочном, подвергнутом легированию, гальванизированном погружением стальном листе, который охлажден до комнатной температуры.
[0108] Следует отметить, что способ изготовления согласно настоящему изобретению не ограничивается вышеописанным примером.
Например, в настоящем изобретении покровная пленка, состоящая из оксида фосфора и/или сложного оксида, содержащего фосфор, может быть добавлена на поверхность слоя покрытия высокопрочного, гальванизированного погружением стального листа, полученного вышеописанным способом. Такая покровная пленка, состоящая из оксида фосфора и/или сложного оксида, содержащего фосфор, может действовать в качестве смазочного материала при обработке стального листа и может защищать слой покрытия, сформированный на поверхности базового стального листа.
[0109] В высокопрочном, гальванизированном погружением стальном листе и высокопрочном, подвергнутом легированию, гальванизированном погружением стальном листе с превосходной характеристикой механической резки согласно настоящему изобретению, как описанных выше, используют структуру, в которой компоненты стали, структура стального листа, толщина обезуглероженного слоя и размер и так далее оксидов в части поверхностного слоя стального листа, и так далее, заданы в надлежащих диапазонах, как описано выше. То есть, при содержании предварительно заданного или более количества фазы остаточного аустенита в структуре стального листа повышается способность к деформационному упрочнению, и тем самым могут быть улучшены прочность и пластичность стального листа, и, к тому же, путем повышения плотности при ограничении количества С твердого раствора в фазе остаточного аустенита и сокращении среднего диаметра зерна улучшается характеристика механической резки при обработке стального листа (обрабатываемость при перфорировании). Более того, ограничением толщины обезуглероженного слоя и среднего диаметра зерна и среднего межзеренного расстояния оксидов в части поверхностного слоя стального листа улучшается адгезионная способность слоя покрытия. Поэтому, с обеспечением в то же время максимального предела прочности на разрыв на уровне 900 МПа или более, могут быть получены высокопрочный, гальванизированный погружением стальной лист и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист, способный достигать превосходных пластичности и характеристики механической резки.
[0110] Кроме того, в способе изготовления высокопрочного, гальванизированного погружением стального листа и высокопрочного, подвергнутого легированию, гальванизированного погружением стального листа согласно настоящему изобретению используют способ, которым регулируют компоненты стали в надлежащем диапазоне, и ограничивают условия горячей прокатки и холодной прокатки, и отжига после прокатки, в предварительно заданных диапазонах. Таким образом, количество фазы остаточного аустенита в структуре стального листа может быть отрегулировано до предварительно заданного соотношения или более, и средний диаметр зерна и среднее межзеренное расстояние могут быть ограничены до предварительно заданного диапазона, в то же время с ограничением количества С твердого раствора, содержащегося в фазе остаточного аустенита, и тем самым можно улучшить прочность и пластичность, а также характеристику механической резки стального листа. Более того, поскольку толщина обезуглероженного слоя и средний диаметр зерна и средняя плотность оксидов в части поверхностного слоя стального листа могут быть ограничены до предварительно заданного диапазона, можно улучшить адгезионную способность слоя покрытия. Поэтому, в то же время обеспечивая максимальный предел прочности на разрыв 900 МПа или более, как описано выше, можно изготовить высокопрочный, гальванизированный погружением стальной лист и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист, способные достигать превосходных пластичности и характеристики механической резки.
[0111] Поэтому при применении высокопрочного, гальванизированного погружением стального листа и высокопрочного, подвергнутого легированию, гальванизированного погружением стального листа согласно настоящему изобретению с превосходной характеристикой механической резки, и способа их изготовления согласно настоящему изобретению, в частности, в автомобильной отрасли, можно в достаточной мере воспользоваться такими достоинствами, как повышение надежности, обеспечиваемое увеличением прочности кузова транспортного средства, улучшение технологичности для обработки детали, и тому подобными, и социальные последствия этого являются неизмеримыми.
ПРИМЕР
[0112] Далее настоящее изобретение будет описано более конкретно с использованием примеров высокопрочного, гальванизированного погружением стального листа и высокопрочного, подвергнутого легированию, гальванизированного погружением стального листа с превосходной характеристикой механической резки, и способа их изготовления согласно настоящему изобретению. Однако настоящее изобретение, конечно, не ограничивается нижеприведенными примерами и может быть использовано в случае надлежащим образом предусмотренных изменений в пределах области, совместимой с описанной выше и ниже сущностью, и все они включены в техническую область настоящего изобретения.
[0113] [Изготовление стальных листов]
Сначала слябы, имеющие химические компоненты, иллюстрированные в приведенной ниже Таблице 1, были получены регулированием условий раскисления и обессеривания, и химических компонентов расплавленной стали в стадии выплавки стали. Затем, после литья, они были непосредственно подвергнуты горячей прокатке, холодной прокатке, намотке в рулон, декапированию в условиях, иллюстрированных в приведенных ниже Таблицах 2-4, и, кроме того, подвергнуты холодной прокатке. После этого полученные холоднокатаные стальные листы были пропущены через технологическую линию непрерывного отжига и плакирования в условиях, иллюстрированных в приведенных ниже Таблицах 5-8, для изготовления таким образом гальванизированных погружением стальных листов экспериментальных примеров 1-128. Кроме того, в части этих экспериментальных примеров 1-128 была выполнена обработка для легирования слоя покрытия в условиях, иллюстрированных в Таблицах 5-8, с изготовлением тем самым подвергнутых легированию, гальванизированных погружением стальных листов (GA). Для иных стальных листов, нежели эти, обработку для легирования не выполняли, или температуру обработки регулировали на величину менее 470°С, тем самым с получением гальванизированных погружением стальных листов (GI), слой покрытия которых не был подвергнут сплавлению.
[0114]

[0115]

[0116]

[0117]

[0118]
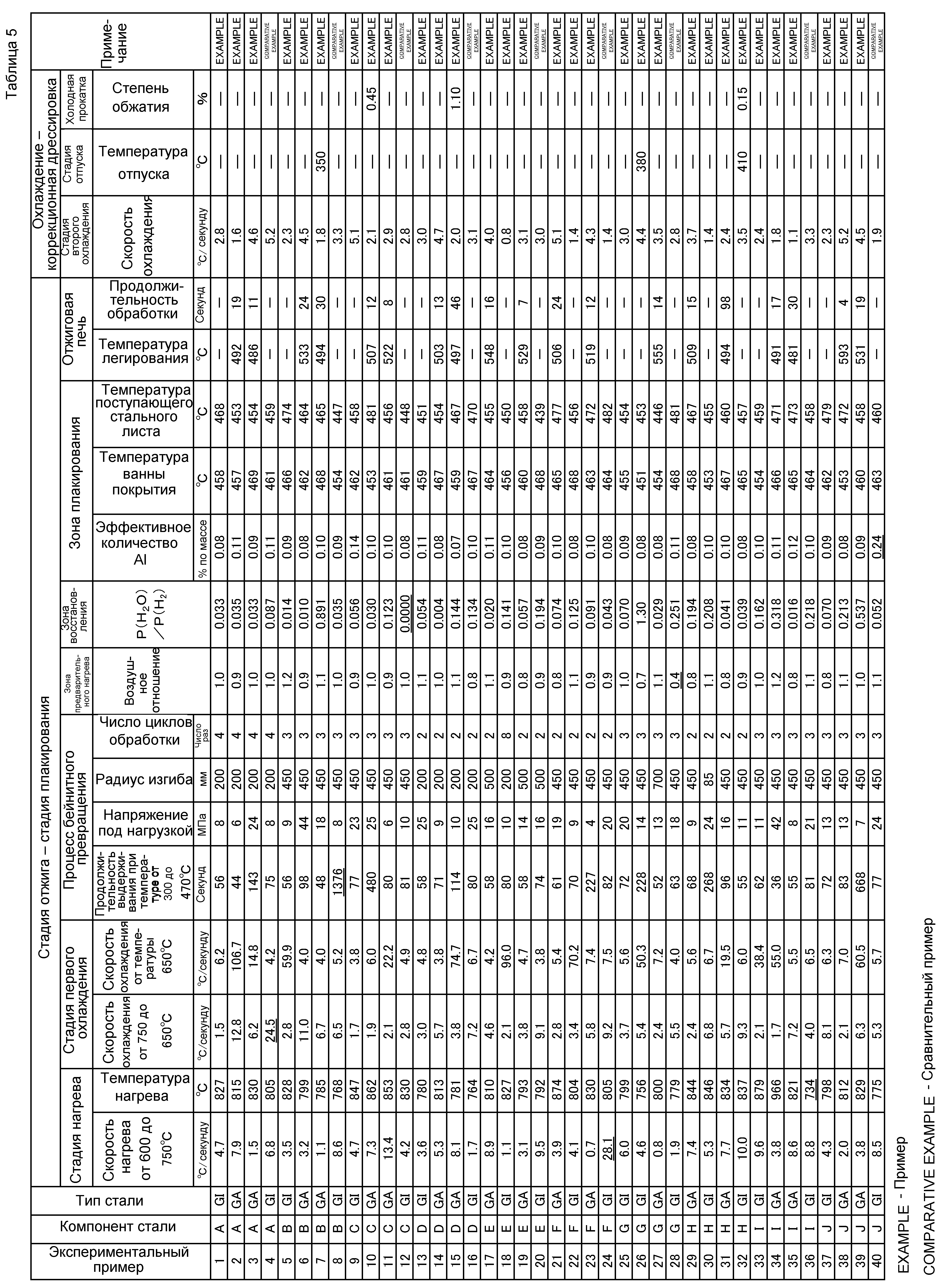
[0119]

[0120]

[0121]
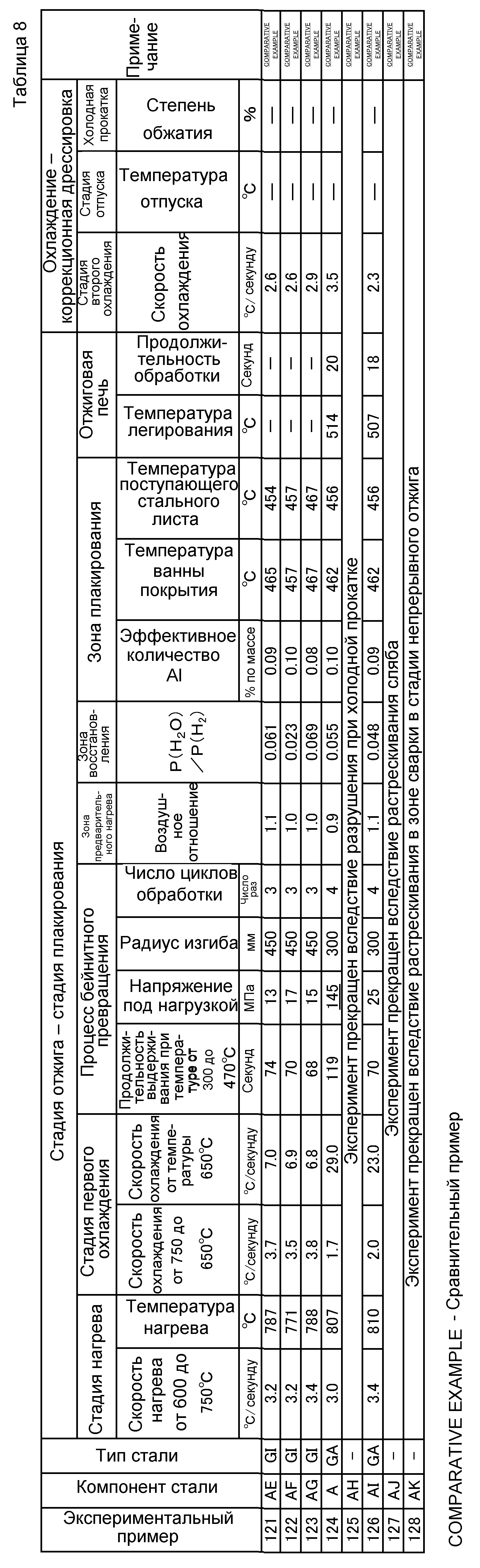
[0122] [Оценочное испытание]
В отношении стальных листов согласно экспериментальным примерам, полученных вышеуказанным способом, оценочное испытание проводили нижеследующим образом, и результаты представлены ниже в Таблицах 9-13.
[0123] [Структура стального листа]
Во-первых, обследование структуры стальных листов из экспериментальных примеров выполняли с использованием сканирующего электронного микроскопа (SEM), измеряли структурные фракции стальных листов и средние расстояния и средние диаметры зерна среди зерен фазы остаточного аустенита, которые описаны ниже в Таблицах 9-13. Здесь идентификация феррита, мартенсита, перлита, цементита, бейнита, аустенита и остальных структур и обследование существующего положения и измерение доли площади были такими, что с помощью реагента «Nital» и реагента, представленного в Японской выложенной патентной публикации № 59-219473, протравливали поперечное сечение стального листа по направлению прокатки или поперечное сечение в направлении перпендикулярно направлению прокатки, и проводили наблюдение положения на 1/4 толщины листа по его толщине при увеличениях от 1000 до 10000 раз.
[0124] Затем измеряли число кристаллических зерен в фазе остаточного аустенита с использованием анализа кристаллографической ориентации с высоким разрешением с помощью метода EBSD (анализа картин дифракции обратно рассеянных электронов) по результатам вышеописанного обследования структуры. Затем среднее расстояние между кристаллическими зернами фазы остаточного аустенита измеряли в диапазоне 10000 мкм2 или более заданием величины {среднее расстояние L между зернами=([площадь наблюдения]/[число кристаллических зерен])1/2}. Кроме того, средний диаметр зерна фазы остаточного аустенита измеряли определением площади каждого кристаллического зерна среди произвольно выбранных кристаллических зерен остаточного аустенита числом от 30 до 300, и получали диаметр зерна как диаметр эквивалентного круга.
[0125] Кроме того, количество С твердого раствора в фазе остаточного аустенита определили выполнением рентгеновского дифракционного анализа в таких же условиях, как в вышеописанном измерении доли площади фазы остаточного аустенита, для получения постоянной «а» кристаллической решетки фазы остаточного аустенита, и с использованием вышеописанного уравнения (1).
[0126] [Толщина обезуглероженного слоя в части поверхностного слоя стального листа, и средняя плотность и средний диаметр зерна оксидов]
В отношении толщины обезуглероженного слоя в части поверхностного слоя стального листа, поперечное сечение по толщине параллельно направлению прокатки каждого стального листа отполировали до зеркального блеска и обследовали с использованием FE-SEM, толщины обезуглероженного слоя измеряли в трех или более положениях в одном стальном листе, и среднее значение их принимали как толщину обезуглероженного слоя.
[0127] Кроме того, в отношении оксидов в части поверхностного слоя стального листа, сначала, подобно вышеуказанному, поперечное сечение по толщине параллельно направлению прокатки каждого стального листа отполировали до зеркального блеска и обследовали с использованием FE-SEM, и после этого наблюдали обезуглероженный слой на участке 7 мкм2 и подсчитывали число оксидов. Результаты представлены ниже в Таблицах 9-13. Кроме того, в отношении размера оксидов, усредняли величины диаметров эквивалентного круга произвольно выбранных оксидных зерен числом от 100 до 1000, и это значение принимали как средний диаметр зерна.
[0128] «Обследование внешнего вида»
В отношении стальных листов, изготовленных вышеописанным способом, проводили обследование их внешнего вида. В это время, в отношении внешнего вида поверхностей стальных листов, визуальную оценку проводили зрительным обследованием состояния на предмет появления непокрытия, и результаты представлены символами «О» и «×» в Таблицах 9-13. Следует отметить, что символ «×», приведенный в Таблицах 9-13 ниже, означает стальной лист, на котором наблюдалось непокрытие с диаметром 0,5 мм или более, и который отклоняется от допустимого диапазона внешнего вида, и символ «О» означает прочие стальные листы, имеющие внешний вид, который является практически приемлемым.
[0129] «Испытание на отслаивание плакирующего покрытия»
В отношении стальных листов, полученных вышеуказанным способом, испытание на отслаивание плакирующего покрытия выполняли согласно «Методу испытания на изгиб металлических материалов», описанному в Японском промышленном стандарте JIS Z 2248, для оценки адгезионной способности плакирующего покрытия во время обработки, в которой к стальному листу прилагают сжимающую нагрузку. Более конкретно, как раскрыто в документе «Hot-dip galvanized steel sheet manual» («Инструкция к оцинкованному горячим погружением стальному листу»), стр. 53-55, после выполнения испытания на V-образный изгиб под углом 60° с использованием каждого стального листа на внутреннюю часть изогнутого участка наклеивали липкую ленту и отрывали эту ленту. Затем по состоянию отслаивания слоя покрытия, отделенного лентой, оценивали адгезионную способность плакирующего покрытия, и результаты представлены ниже в Таблицах 9-13. Следует отметить, что приведенное ниже в Таблицах 9-13 примечание «PRESENT» («Имеет место») означает стальной лист с шириной отслаивания 7,0 мм или более, что является практически неприемлемым, и символ «-» означает другие стальные листы, имеющие адгезионную способность, которая является практически приемлемой. Здесь в качестве липкой ленты использовали «Cellotape» (зарегистрированный товарный знак) производства фирмы Nichiban.
[0130] «Характеристика механической резки (предельное число циклов перфорирования)»
Стальной лист каждого экспериментального примера подвергли холодной прокатке, отжигу и плакированию таким образом, что толщина его составляет 1,2 мм, чтобы обработать стальной лист до состояния с толщиной листа 1,2 мм, после этого выполняли непрерывное перфорирование в условиях, где матрица штампа имеет диаметр отверстия ø10,3 мм, материал пуансона представляет собой закаленную сталь SKD11, диаметр пуансона составляет ø10 мм (зазор 12,5%), и измеряли высоту заусенца каждые 50 циклов. В это время пробитое отверстие разделили на четыре сектора по положениям 0°, 90°, 180°, 270°, и испытание завершают в момент, когда высота заусенца по любому одному направлению в 3,0 раза превышает исходное значение, и число циклов перфорирования в этот момент определяют как предельное число раз перфорирования. Следует отметить, что в этом примере, для получения разнообразных степеней обжатия при холодной прокатке без изменения толщины листа стальных листовых продуктов, стальные листовые продукты были изготовлены при разнообразном изменении толщины горячекатаных стальных листов.
[0131] [Механические характеристики при растяжении]
Из стального листа каждого экспериментального примера отобрали испытательный образец № 5, описанный в стандарте JIS Z 2201, предел прочности на разрыв (МПа) и общее относительное удлинение (%) измеряли согласно методу испытания, описанному в стандарте JIS Z 2241, и, кроме того, предел текучести (МПа) измеряли в соответствии с методом испытания, описанным в стандарте JIS G 0202.
[0132] Кроме того, в отношении n-параметра (коэффициент деформационного упрочнения), по результатам испытания предела прочности на разрыв считывали номинальное напряжение в момент, когда номинальная деформация составляет от 3% до 7%, номинальное напряжение и номинальную деформацию преобразовывали в фактическое напряжение и фактическую деформацию, соответственно, и n-параметр получали согласно уравнению {n=log(σ7%/σ4%)/log(ε7%/ε4%)}. Однако в отношении стального листа, имеющего равномерное относительное удлинение менее 7%, это было получено согласно вышеуказанному уравнению из двух моментов, момента номинальной деформации 3% и момента, где предел прочности на разрыв является максимальным.
[0133] Результаты вышеуказанных оценочных испытаний представлены ниже в Таблицах 9-13.
[0134]
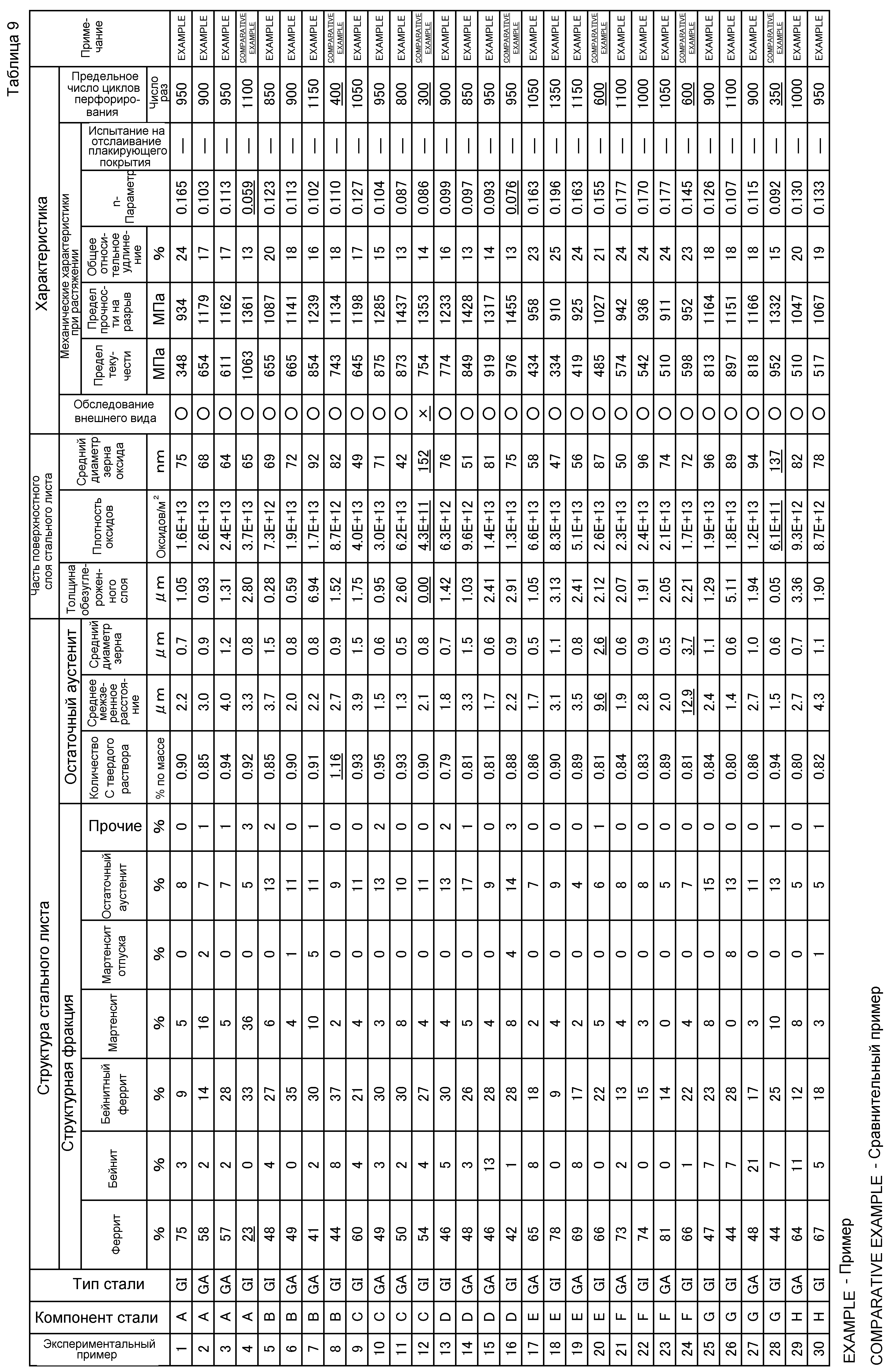
[0135]

[0136]

[0137]

[0138]
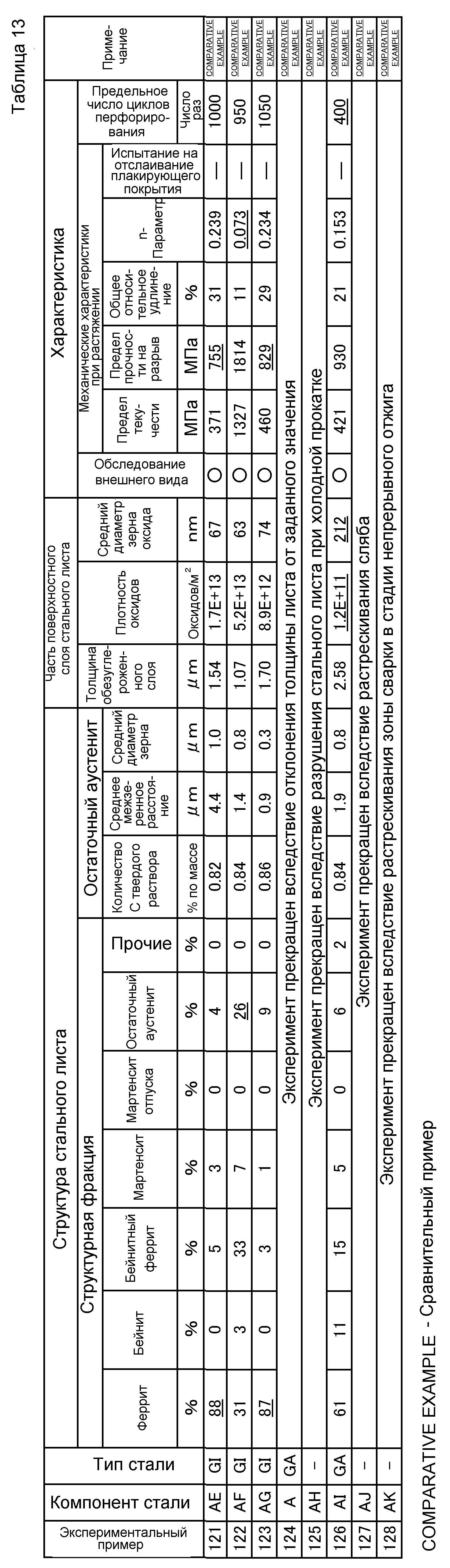
[0139] [Результаты оценки]
Как иллюстрировано в Таблицах 9-13, в высокопрочных, гальванизированных погружением стальных листах и высокопрочных, подвергнутых легированию, гальванизированных погружением стальных листах согласно примерам, имеющих компоненты стали, заданные настоящим изобретением, и полученных в условиях изготовления, определенных в настоящем изобретении (примеры согласно настоящему изобретению: смотри колонку «Примечание» в Таблицах 1-13), все характеристики, как объемная доля фазы феррита и фазы остаточного аустенита в структуре стального листа, количество С твердого раствора, средний диаметр зерна и среднее расстояние между зернами в фазе остаточного аустенита, и толщина обезуглероженного слоя, средний диаметр зерна и средняя плотность оксидов в части поверхностного слоя стального листа, а также коэффициент деформационного упрочнения (n-параметр), находятся в диапазонах, определяемых пунктом 1 патентной формулы настоящего изобретения. Затем стальные листы согласно настоящему изобретению имеют превосходную характеристику внешнего вида плакированной поверхности и характеристику отслаивания, и превосходные механические характеристики при растяжении из предела текучести, предела прочности на разрыв, общего относительного удлинения и n-параметра, и, более того, предельное число циклов перфорирования у всех составляет 650 раз или более, чем подтверждается, что они являются превосходными в отношении характеристики механической резки. Поэтому, из этих результатов оценки, было найдено, что высокопрочный, гальванизированный погружением стальной лист и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист из соответствующих настоящему изобретению примеров имеют превосходные пластичность и характеристику механической резки, вместе с тем одновременно обеспечивая максимальный предел прочности на разрыв 900 МПа.
[0140] С другой стороны, гальванизированный погружением стальной лист и подвергнутый легированию гальванизированный погружением стальной лист из сравнительных примеров не удовлетворяют любому из требований в отношении компонентов стали и условий изготовления, определенных в настоящем изобретении, и не удовлетворяют одной или более из характеристик стального листа, определенных в настоящем изобретении. Так, сравнительные примеры, как будет описано ниже, имеют результатом то, что любой показатель из механических характеристик при растяжении или одно свойство из внешнего вида стального листа и характеристики отслаивания плакирующего покрытия не удовлетворяют заданным свойствам.
[0141] В гальванизированном погружением стальном листе экспериментального примера 4 средняя скорость охлаждения от температуры 750 до 650°С в стадии отжига превышает заданный диапазон согласно настоящему изобретению, и объемная доля фазы феррита в структуре стального листа является меньшей, чем заданный диапазон в настоящем изобретении. Таким образом, это имеет результатом низкий n-параметр на уровне 0,059, что свидетельствует о том, что он имеет плохую пластичность.
[0142] В гальванизированном погружением стальном листе экспериментального примера 8 продолжительность выдерживания при температурах от 300 до 470°С в стадии отжига значительно превышает заданный настоящим изобретением диапазон, и количество С твердого раствора в фазе остаточного аустенита значительно превышает заданный настоящим изобретением диапазон. Таким образом, это приводит к низкому предельному числу циклов перфорирования, 400 раз, чем показано, что он имеет плохую характеристику механической резки.
[0143] Гальванизированный погружением стальной лист экспериментального примера 12 подвергнут обработке в атмосфере, в которой отношение парциальных давлений {Р(Н2О)/Р(Н2)} между водяным паром и водородом в зоне восстановления в стадии отжига является нулевым, и водяной пар практически не содержится, и обезуглероженный слой не образуется в части поверхностного слоя стального листа. Кроме того, поскольку средний диаметр зерна оксидов велик, плотность оксидов низка. Все из толщины обезуглероженного слоя, среднего диаметра зерна оксидов и плотности оксидов выходят за пределы заданных диапазонов настоящего изобретения, и это проявляется в значительно более низком предельном числе циклов перфорирования, 300 раз, чем показано, что он имеет плохую характеристику механической резки.
[0144] В гальванизированном погружением стальном листе экспериментального примера 16 максимальная температура нагрева сляба в стадии горячей прокатки является более низкой, чем заданный диапазон согласно настоящему изобретению, и это приводит к n-параметру 0,076, который является более низким, чем заданный в настоящем изобретении диапазон, чем показано, что он имеет плохую пластичность.
[0145] В гальванизированном погружением стальном листе экспериментального примера 20 средняя скорость охлаждения в стадии отжига является более низкой, чем заданные диапазоны согласно настоящему изобретению, и как средний диаметр зерна, так и среднее расстояние между зернами в фазе остаточного аустенита превышают заданные согласно настоящему изобретению диапазоны. Таким образом, это имеет результатом низкое предельное число циклов перфорирования, 600 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0146] В гальванизированном погружением стальном листе экспериментального примера 24 средняя скорость нагрева от 600 до 750°С в стадии отжига значительно превышает заданный в настоящем изобретении диапазон, и как средний диаметр зерна, так и среднее межзеренное расстояние в фазе остаточного аустенита превышают заданные согласно настоящему изобретению диапазоны. Тем самым это имеет результатом низкое предельное число циклов перфорирования, 600 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0147] В гальванизированном погружением стальном листе экспериментального примера 28 количество воздуха мало, поскольку воздушное отношение в зоне предварительного нагрева в стадии отжига составляет 0,4, которое является более низким, чем заданный в настоящем изобретении диапазон, и тем самым образование оксидов в части поверхностного слоя стального листа не становится надлежащим. То есть, средний диаметр оксидов является большим, и тем самым плотность оксидов низка, поэтому оба показателя выходят за пределы заданного в настоящем изобретении диапазона. Таким образом, это имеет результатом весьма низкое предельное число циклов перфорирования, 350 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0148] В гальванизированном погружением стальном листе экспериментального примера 36 максимальная температура нагрева в стадии отжига является более низкой, чем заданный в настоящем изобретении диапазон, и тем самым объемная доля фазы феррита в структуре стального листа составляет 91%, которая превышает заданный диапазон согласно настоящему изобретению. Между тем, объемная доля другой структуры очень мала. Таким образом, это приводит к очень низкому пределу текучести и пределу прочности на разрыв среди механических характеристик при растяжении, которые показывают, что он имеет плохие прочностные характеристики.
[0149] В гальванизированном погружением стальном листе экспериментального примера 40 эффективное количество Al в ванне покрытия в стадии плакирования превышает заданный согласно настоящему изобретению диапазон, и тем самым присутствуют многочисленные положения, где имеет место непокрытие, приводящее к оценке «×» в испытании внешнего вида.
[0150] В подвергнутом легированию, гальванизированном погружением стальном листе экспериментального примера 44 температура прекращения охлаждения в стадии горячей прокатки является более низкой, чем заданный в настоящем изобретении диапазон, и как средний диаметр зерна, так и среднее расстояние между зернами фазы остаточного аустенита превышают заданные в настоящем изобретении диапазоны. Тем самым это приводит к весьма низкому предельному числу циклов перфорирования, 350 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0151] Подвергнутый легированию гальванизированный погружением стальной лист экспериментального примера 48 представляет собой пример, в котором продолжительность обработки, когда обработку для легирования выполняют на плакирующем слое после стадии плакирования, является слишком длительной, и тем самым происходит отслаивание плакирующего покрытия в испытании на отслаивание плакирующего покрытия.
[0152] В гальванизированном погружением стальном листе экспериментального примера 52 средняя скорость охлаждения от 750 до 650°С в стадии отжига является более низкой, чем заданный в настоящем изобретении диапазон, объемные доли фазы бейнита и фазы бейнитного феррита в структуре стального листа являются высокими, и, к тому же, фаза мартенсита, фаза мартенсита отпуска, фаза остаточного аустенита и прочие фазы не образуются. Тем самым это приводит к низкому пределу текучести и пределу прочности на разрыв, что показывает, что он имеет плохие характеристики прочности.
[0153] Подвергнутый легированию гальванизированный погружением стальной лист экспериментального примера 56 представляет собой пример, в котором продолжительность обработки, когда обработку для легирования выполняют на плакирующем слое после стадии плакирования, является слишком короткой, и тем самым происходит непокрытие в многочисленных местах, приводя к оценке «×» в испытании внешнего вида.
[0154] В гальванизированном погружением стальном листе экспериментального примера 60 средняя скорость охлаждения после стадии плакирования является более низкой, чем заданный в настоящем изобретении диапазон, и тем самым объемная доля фазы остаточного аустенита в структуре стального листа является меньшей, чем заданный диапазон согласно настоящему изобретению. Между тем, объемная доля другой структуры высока. Кроме того, среднее расстояние между зернами фазы остаточного аустенита превышает заданный в настоящем изобретении диапазон. Тем самым это имеет результатом низкие предел текучести, предел прочности на разрыв и общее относительное удлинение, которые показывают, что он имеет плохую характеристику резки.
[0155] В гальванизированном погружением стальном листе экспериментального примера 64 температура завершения прокатки в стадии горячей прокатки превышает заданный согласно настоящему изобретению диапазон, и тем самым как средний диаметр зерна, так и среднее межзеренное расстояние фазы остаточного аустенита превышают заданные согласно настоящему изобретению диапазоны. Тем самым это приводит к весьма низкому предельному числу циклов перфорирования, 250 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0156] В гальванизированном погружением стальном листе экспериментального примера 68 отношение парциальных давлений {Р(Н2О)/Р(Н2)} между водяным паром и водородом в зоне восстановления в стадии отжига выходит за пределы заданного согласно настоящему изобретению диапазона, и толщина обезуглероженного слоя в части поверхностного слоя стального листа превышает заданный в настоящем изобретении диапазон. Тем самым стальной лист экспериментального примера 68 имеет довольно низкую усталостную прочность, которая делает его неподходящим для практического применения.
[0157] В подвергнутом легированию, гальванизированном погружением стальном листе экспериментального примера 72 продолжительность обработки, когда обработку для легирования выполняют на плакирующем слое после стадии плакирования, превышает заданный в настоящем изобретении диапазон. Тем самым объемная доля фазы остаточного аустенита в структуре стального листа является более низкой, чем заданный в настоящем изобретении диапазон, и, между тем, объемная доля других структур высока. Кроме того, количество С твердого раствора в фазе остаточного аустенита является более низким, чем заданный согласно настоящему изобретению диапазон, и среднее расстояние между зернами превышает диапазон, определенный в настоящем изобретении. Тем самым это приводит к оценке «×» в испытании внешнего вида, и в испытании на отслаивание плакирующего покрытия происходит отслаивание плакирующего покрытия. Более того, это имеет результатом низкие предел текучести и предел прочности на разрыв, что показывает, что все его свойства из прочности, пластичности и характеристики механической резки являются плохими.
[0158] В гальванизированном погружением стальном листе экспериментального примера 76 изгибание в стадии отжига не выполняли, и поэтому как средний диаметр зерна, так и среднее расстояние между зернами фазы остаточного аустенита превышают заданные в настоящем изобретении диапазоны. Тем самым это имеет результатом низкое предельное число циклов перфорирования, 500 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0159] В гальванизированном погружением стальном листе экспериментального примера 80 температура прекращения охлаждения в стадии горячей прокатки превышает определенный в настоящем изобретении диапазон, и поэтому все из среднего диаметра зерна и среднего расстояния между зернами фазы остаточного аустенита превышают заданные в настоящем изобретении диапазоны. Тем самым это имеет результатом весьма низкое предельное число циклов перфорирования, 350 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0160] В гальванизированном погружением стальном листе экспериментального примера 84 количество воздуха слишком велико, поскольку воздушное отношение в зоне предварительного нагрева в стадии отжига превышает заданный в настоящем изобретении диапазон, и тем самым толщина обезуглероженного слоя превышает определенный согласно настоящему изобретению диапазон. Тем самым ухудшается характеристика плакирования, поэтому результат испытания внешнего вида получает оценку «×», и, более того, это имеет результатом низкое предельное число циклов перфорирования, 400 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0161] В гальванизированном погружением стальном листе экспериментального примера 88 радиус изгиба при изгибании в стадии отжига превышает определенный в настоящем изобретении диапазон, и поэтому оба из среднего диаметра зерна и среднего межзеренного расстояния фазы остаточного аустенита превышают заданные в настоящем изобретении диапазоны. Таким образом, это приводит к низкому предельному числу циклов перфорирования, 550 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0162] В подвергнутом легированию, гальванизированном погружением стальном листе экспериментального примера 92 продолжительность выдерживания при температурах от 300 до 470°С в стадии отжига значительно превышает диапазон, определенный в настоящем изобретении, и количество С твердого раствора в фазе остаточного аустенита значительно превышает заданный в настоящем изобретении диапазон. Тем самым это имеет результатом весьма низкое предельное число циклов перфорирования, 350 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0163] В гальванизированном погружением стальном листе экспериментального примера 96 продолжительность выдерживания при температурах от 300 до 470°С в стадии отжига является более низкой, чем заданный в настоящем изобретении диапазон, объемная доля фазы остаточного аустенита является меньшей, чем диапазон, определенный согласно настоящему изобретению, и, между тем, объемная доля фазы мартенсита является высокой. Тем самым количество С твердого раствора в фазе остаточного аустенита является более низким, чем определенный в настоящем изобретении диапазон, и среднее межзеренное расстояние превышает заданный согласно настоящему изобретению диапазон. Тем самым это приводит к низкому n-параметру, 0,060, который показывает, что он имеет плохую характеристику механической резки.
[0164] В гальванизированном погружением стальном листе экспериментального примера 100 растягивающую нагрузку в температурном диапазоне от 300 до 470°С в стадии отжига не прилагали, и поэтому средний диаметр зерна и среднее расстояние между зернами в фазе остаточного аустенита превышают определенные в настоящем изобретении диапазоны. Тем самым это обусловливает низкое предельное число циклов перфорирования, 500 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0165] В гальванизированном погружением стальном листе экспериментального примера 104 степень обжатия в стадии холодной прокатки является более низкой, чем заданный в настоящем изобретении диапазон, и поэтому как средний диаметр зерна, так и среднее межзеренное расстояние в фазе остаточного аустенита превышают определенные в настоящем изобретении диапазоны. Тем самым это имеет результатом низкое предельное число циклов перфорирования, 450 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0166] В гальванизированном погружением стальном листе экспериментального примера 108 средняя скорость охлаждения от температуры 650°С в стадии отжига является более низкой, чем определенный в настоящем изобретении диапазон. Тем самым это приводит к тому, что фаза остаточного аустенита практически не образуется, и, между тем, формируются многие другие структуры. Тем самым предел прочности на разрыв является низким, и n-параметр является более низким, чем заданный согласно настоящему изобретению диапазон, которые показывают, что он имеет плохие прочность и пластичность.
[0167] В гальванизированном погружением стальном листе экспериментального примера 112 продолжительность медленного охлаждения до достижения температуры 400°С в стадии горячей прокатки является меньшей, чем определенный в настоящем изобретении диапазон, и как средний диаметр зерна, так и среднее расстояние между зернами в фазе остаточного аустенита превышают определенные в настоящем изобретении диапазоны. Тем самым это имеет результатом весьма низкое предельное число циклов перфорирования, 350 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0168] В экспериментальном примере 116 стальной лист разрушился, поскольку степень обжатия в стадии холодной прокатки является слишком большой, и гальванизированный погружением стальной лист получить не удалось.
[0169] В гальванизированном погружением стальном листе экспериментального примера 120 происходит отслаивание плакирующего покрытия в испытании на отслаивание плакирующего покрытия вследствие того, что эффективное количество Al в ванне покрытия в стадии плакирования составляет 0%.
[0170] Гальванизированные погружением стальные листы экспериментальных примеров 121-123 представляют собой примеры, в которых химические компоненты не соответствуют предварительно заданным диапазонам. Среди прочих, в экспериментальном примере 121 количество С является меньшим, чем нижний предел, заданный в настоящем изобретении, и тем самым это приводит к тому, что в структуре стального листа в значительной мере образуется фаза феррита, и предел прочности на разрыв является низким, который показывает, что лист имеет плохие прочностные характеристики. Кроме того, в экспериментальном примере 122 количество С превышает верхний предел, заданный в настоящем изобретении, и тем самым этим обусловливается то, что в структуре стального листа образуется большое количество фазы остаточного аустенита, и n-параметр является низким, чем показано, что лист имеет плохую пластичность. Кроме того, в экспериментальном примере 123 количество Mn является меньшим, чем нижний предел, определенный в настоящем изобретении, и тем самым это приводит к тому, что в структуре стального листа образуется большое количество фазы феррита, и предел прочности является низким, в результате чего лист имеет плохие характеристики прочности.
[0171] Подвергнутый легированию, гальванизированный погружением стальной лист экспериментального примера 124 представляет собой пример, в котором растягивающая нагрузка в температурном диапазоне от 300 до 470°С в стадии отжига превышает заданный в настоящем изобретении диапазон. Здесь приведен пример, в котором толщина стального листа после стадии отжига сократилась сравнительно с толщиной стального листа перед стадией отжига, предварительно заданную точность толщины листа получить не удалось, и эксперимент был прекращен.
[0172] В экспериментальном примере 125 содержание Si является высоким, стальной лист растрескался в стадии холодной прокатки, и эксперимент был прекращен.
[0173] В подвергнутом легированию гальванизированном погружением стальном листе экспериментального примера 126 содержание Si является низким, образование оксидов в части поверхностного слоя стального листа не становится надлежащим, и плотность оксидов выходит за пределы заданного в настоящем изобретении диапазона. Тем самым это приводит к низкому предельному числу циклов перфорирования, 400 раз, которое показывает, что он имеет плохую характеристику механической резки.
[0174] В экспериментальном примере 127 содержание Mn является высоким, сляб растрескался при обработке в стадии горячей прокатки после завершения литья, и эксперимент был прекращен.
[0175] В экспериментальном примере 128 содержание Al является высоким, участок сварки на передней и задней стороне стального листа растрескался в стадии отжига, и эксперимент был прекращен.
[0176] Из результатов примеров, какие были описаны, ясно, что высокопрочный, гальванизированный погружением стальной лист и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист с превосходной характеристикой механической резки согласно настоящему изобретению имеет превосходную пластичность, не повреждает обрабатывающее оборудование или тому подобное и имеет высокую характеристику механической резки, в то же время обеспечивая высокую прочность с максимальным пределом прочности на разрыв 900 МПа или более.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0177] Согласно настоящему изобретению, например, в таких вариантах применения, как детали, получаемые формованием стального листа штамповкой или тому подобным, получаются превосходные пластичность и характеристика механической резки, и одновременно достигаются превосходные прочность и обрабатываемость, в то же время с обеспечением высокой прочности с максимальным пределом прочности на разрыв 900 МПа или более. Тем самым, при применении настоящего изобретения в области, например, автомобильной детали или тому подобной, в частности, можно в достаточной мере воспользоваться такими достоинствами, как повышение надежности, обеспечиваемое увеличением прочности кузова транспортного средства, улучшение технологичности для обработки детали, и тому подобными, и социальные последствия этого являются неизмеримыми.
Реферат
Изобретение относится к области металлургии, а именно к высокопрочному гальванизированному погружением стальному листу, используемому в автомобилестроении. Лист содержит базовый стальной лист толщиной от 0,6 до 5,0 мм и сформированный на его поверхности гальванизацией погружением слой покрытия. Базовый стальной лист содержит, мас.%: С от 0,075 до 0,40, Si от 0,01 до 2,0, Mn от 0,80 до 3,50, Р от 0,0001 до 0,10, S от 0,0001 до 0,01, Al от 0,001 до 2,0, N от 0,0001 до 0,01, О от 0,0001 до 0,01, Fe и неизбежные примеси остальное. В диапазоне от 1/8 до 3/8 толщины от поверхности базового стального листа с центром на 1/4 толщины листа структура базового стального листа содержит, в объемной доле, 3% или более фазы остаточного аустенита и от 40 до 90% фазы феррита. Количество С в твердом растворе фазы остаточного аустенита составляет от 0,70 до 1,00 мас.%. Средний диаметр зерна фазы остаточного аустенита составляет 2,0 мкм или менее, а среднее расстояние между зернами остаточного аустенита составляет от 0,1 до 5,0 мкм. Толщина обезуглероженного слоя, сформированного на части поверхностного слоя базового стального листа, составляет от 0,01 до 10,0 мкм, средний диаметр зерна оксидов, содержащихся в части поверхностного слоя базового стального листа, составляет от 30 до 120 нм, а средняя их плотность составляет 1,0×10оксидов/мили более. Обеспечивается получение стального листа с превосходной высокой механической резкой, пластичностью и с обеспечением высокой прочности при максимальном пределе прочности на разрыв 900 МПа или более. 4 н. и 3 з.п. ф-лы, 13 табл.
Формула
С от 0,075 до 0,40,
Si от 0,01 до 2,0,
Mn от 0,80 до 3,50,
Р от 0,0001 до 0,10,
S от 0,0001 до 0,01,
Al от 0,001 до 2,0,
N от 0,0001 до 0,01,
О от 0,0001 до 0,01,
Fe и неизбежные примеси остальное, в диапазоне от 1/8 до 3/8 толщины от поверхности базового стального листа с центром на 1/4 толщины листа структура базового стального листа содержит, в объемной доле, 3% или более фазы остаточного аустенита и от 40 до 90% фазы феррита;
количество С в твердом растворе фазы остаточного аустенита составляет от 0,70 до 1,00 мас.%, средний диаметр зерна фазы остаточного аустенита составляет 2,0 мкм или менее, а среднее расстояние между зернами остаточного аустенита составляет от 0,1 до 5,0 мкм;
толщина обезуглероженного слоя, сформированного на части поверхностного слоя базового стального листа, составляет от 0,01 до 10,0 мкм, средний диаметр зерна оксидов, содержащихся в части поверхностного слоя базового стального листа, составляет от 30 до 120 нм, а средняя их плотность составляет 1,0×1012 оксидов/м2 или более;
коэффициент деформационного упрочнения (n-параметр) в состоянии пластической деформации от 3 до 7% составляет в среднем 0,080 или более.
Ti от 0,001 до 0,15,
Nb от 0,001 до 0,10,
V от 0,001 до 0,30.
Cr от 0,01 до 2,0,
Ni от 0,01 до 2,0,
Cu от 0,01 до 2,0,
Мо от 0,01 до 2,0,
В от 0,0001 до 0,01,
W от 0,01 до 2,0.
стадию горячей прокатки сляба из стали, содержащей, мас.%:
С от 0,075 до 0,40,
Si от 0,01 до 2,0,
Mn от 0,80 до 3,50,
Р от 0,0001 до 0,10,
S от 0,0001 до 0,01,
Al от 0,001 до 2,0,
N от 0,0001 до 0,01,
О от 0,0001 до 0,01,
Fe и неизбежные примеси остальное,
путем нагрева сляба до температуры 1180°C или более и выполнения горячей прокатки, при которой температура завершения прокатки составляет от 850 до 950°C, охлаждения до температуры от 500 до 650°C со средней скоростью охлаждения 10°C/сек или более, намотки в рулон и охлаждения до температуры 400°C в течение 1,0 часа или более;
стадию декапирования и холодной прокатки, выполняемой с общей степенью обжатия от 30 до 75%;
стадию отжига, на которой стальной лист нагревают до температуры 750°C или более со средней скоростью нагрева 20°C/сек или менее в температурном диапазоне между 600 и 750°C, затем охлаждают со средней скоростью охлаждения от 1,0 до 15,0°C/сек в температурном диапазоне между 750 и 650°C, и охлаждают от температуры 650°C со средней скоростью охлаждения 3,0°C/сек или более, проводят выдержку в температурном диапазоне от 300 до 470°C в течение времени от 20 до 1000 секунд с одновременным приложением растягивающей нагрузки от 5 до 100 МПа с одно- или многократным изгибанием с радиусом изгиба 800 мм или менее;
стадию плакирования, на которой выполняют гальванизацию погружением стального листа в ванну покрытия для формирования на поверхности слоя покрытия, при этом температура ванны покрытия составляет от 450 до 470°C, температура стального листа при погружении в ванну покрытия составляет от 430 до 490°C, а эффективное количество Al в ванне покрытия составляет от 0,01 до 0,18 мас.%;
стадию охлаждения, на которой проводят охлаждение со средней скоростью охлаждения 0,5°C/сек или более до температуры 150°C или менее,
причем на стадии отжига в части поверхностного слоя стального листа при его продвижении и при нагревании до температуры от 400 до 800°C формируют оксиды в зоне предварительного нагрева, в которой воздушное отношение в газовой смеси из воздуха и газообразного топлива, используемого для горелки предварительного нагрева, представляющее собой соотношение между объемом воздуха, содержащегося в единице объема газовой смеси, и объемом воздуха, теоретически необходимого для обеспечения полного сгорания газообразного топлива, содержащегося в единице объема газовой смеси, составляет от 0,7 до 1,2, затем оксиды, образовавшиеся в зоне предварительного нагрева, восстанавливают при нагреве до температуры 750°C или более в зоне восстановления с отношением парциальных давлений (Р(H2O)/Р(Н2)) между водяным паром (H2O) и водородом (Н2) от 0,0001 до 2,0, и после этого стадию охлаждения.
Документы, цитированные в отчёте о поиске
Способ производства и комплекс для производства высокопрочной оцинкованной и отожженной листовой стали
Комментарии