Стальная обвязочная лента и способ ее изготовления - RU2097435C1
Код документа: RU2097435C1
Чертежи
Описание
Изобретение в основном относится к способу получения металлической обвязочной ленты и самой обвязочной ленты и, более конкретно, к способу получения нетермообработанной стальной обвязочной ленты с высоким пределом прочности на растяжение и с высокой формуемостью, которую можно накладывать в виде натянутой петли на упакованные изделия с помощью обвязывающей машины и самой нетермообработанной стальной обвязочной ленты.
Изделия, упакованные в пучок, на поддоне или в решетчатой таре для перевозок, хранения и продажи, часто укрепляют стальной или полимерной обвязочной лентой, наложенной в виде натянутой петли, с помощью автоматической или ручной обвязывающей машины. В некоторых случаях, в особенности в тех, где обвязочной лентой укрепляют упаковку с существенным весом, такую как штабель кирпичей, требуется использовать стальную ленту, которая обладает большим пределом прочности на растяжение и менее подвержена порче за счет абразивного истирания, чем полимерная и существующая нетермообработанная стальная обвязочная лента. Кроме того, хотя определенная существующая стальная обвязочная лента хорошо применима к тяжелым упакованным изделиям с цилиндрическими формами или же с гладкими или тупоугольными поверхностями, существуют ограничения по форме, которую она может принять под напряжением над острыми краями и углами упаковки и вокруг них. Более конкретно, упаковки, имеющие острые углы с малым радиусом кривизны, например, угол 90 градусов, поднимают проблему в отношении существующей стальной обвязочной ленты, потому что лента подвергается огромным напряжениям и деформациям по мере увеличения натяжения ленты до степени, требуемой для укрепления упакованного изделия. Часто эти напряжения и деформации вызывают разрыв обвязочной ленты вблизи края или угла упакованного изделия. В частности, относительно низкая пластичность нетермообработанной обвязочной ленты способствует ее повреждению при таком применении.
Данная проблема может быть особенно серьезной в применениях, где обвязочную ленту накладывают и натягивают с помощью автоматической обвязывающей машины, создающей высокое натяжение в течение короткого интервала времени, во время быстрого процесса наложения ленты. Разрушение стальной обвязочной ленты можно предупредить путем уменьшения приложенного к ленте напряжения, однако уменьшение натяжения ленты может привести к непрочно упакованным изделиям и, поэтому, часто является неприемлемой альтернативой.
Для уменьшения напряжения и деформации обвязочной ленты предлагалось также помещать защитную прокладку между лентой и острыми краями или углами упакованных изделий; однако это требует дополнительной стадии, которая занимает время и ее не просто ввести как часть операции автоматической обвязки.
Кроме того, во многих случаях помещение защитной прокладки между углами упаковки и обвязочной лентой может не привести к положительному отклонению сил на ленте так, чтобы предотвратить ее разрыв или разрушение.
Физические свойства стали, которая составляет стальную обвязочную ленту, определяют прочность на растяжение и формуемость ленты. Материал на основе железа, подходящий для стальной обвязочной ленты, обычно включает углерод, который добавляют к стали с целью увеличения предела прочности ленты на растяжение.
Известна стальная обвязочная лента, изготовленная из стали, содержащей углерод, марганец, фосфор, серу, кремний, алюминий и бор с заданным соотношением к свободному азоту, подвергнутая смотке в рулон при заданной температуре и холодной прокатке (VS, патент N 4436561, C 21 D 8/04, 1984).
Однако, добавление углерода приводит к увеличению хрупкости стали, которая понижает формуемость стали и, соответственно, способность стальной обвязочной ленты принимать форму над углами и около них без разрыва. Свободный азот является другим источником хрупкости стали, а также источником деформационного старения, которое вызывает изгибание стали во время пластической деформации. В малоуглеродистых сталях вредные воздействия свободного азота перекрывают вредные воздействия углерода. Эти вредные воздействия обычно обусловлены способностью свободного азота и углерода быстро диффундировать через структуру стали и скапливаться в дефектах или дислокациях, возникающих в решетчатой структуре, когда сталь подвергают пластической деформации. Скопление свободного азота и, в меньшей степени, атомов углерода не позволяет индивидуальным атомам решетчатой структуры двигаться по последней от одного положения к следующему положению, и в результате такого скопления решетчатая структура будет заперта и скорее разорвется, чем подвергнется пластической деформации.
Известно, что добавление к стали элементов подобных титану, цирконию или бору, приведет к удалению свободного азота, то есть удалит вредные количества свободного азота из стали, путем реакции со свободным азотом с образованием нитрида титана, нитрида циркония или нитрида бора, соответственно. Удаление свободного азота приводит к улучшенной формуемости и пластичности, уменьшенному деформационному упрочнению и устранению деформационного старения, связанного с азотом. Однако, известно, что образование нитридов титана и циркония вызывает разрыв стальной матрицы во время обжатия в холодном состоянии и уменьшает остаточную пластичность в полностью твердых холоднокатанных сталях. Кроме того, добавление элементов, удаляющих азот, в количествах, выше требуемых для удаления свободного азота, увеличит способность упрочняться и уменьшит формуемость стали, а дальнейшее добавление может привести к хрупкости.
Известен способ изготовления стальной обвязочной ленты, включающий получение заготовки из стали, содержащей углерод, марганец, фосфор, серу, кремний, алюминий и бор с заданным соотношением к свободному азоту, смотку в рулон при заданной температуре и холодную прокладку (VS, патент N 4397669, С 21 D 8/04, 1981).
Известно, что обжатие стали холодной обработкой увеличит прочность стали на растяжение, позволяя таким образом уменьшить содержание углерода при сохранении фиксированного предела прочности на растяжение. Однако, обжатие стали холодной обработкой также увеличивает хрупкость стали и уменьшает ее формуемость. Поэтому, в тех случаях, где важна формуемость стали, обжатие холодной обработкой осуществляют в ограниченной степени для того, чтобы избежать повышения хрупкости и сопутствующей потери формуемости стали. Например, в процессах производства труб обжатие стали холодной обработкой ограничивают приблизительно 10% поскольку дальнейшее обжатие холодной обработкой увеличит хрупкость стали до такой степени, что ей нельзя придать форму трубы без разрыва.
Хорошо известно улучшение прочности стали на растяжение путем легирования другими элементами или термообработкой. Однако, эти способы относительно дороги и обычно не являются подходящими решениями проблем, связанных с обвязкой стальной лентой. Кроме того, термообработка требует подвода энергии, что усугубляет всегда присутствующую проблему энергосбережения.
В свете вышеприведенного обсуждения, существует выраженная потребность в прогрессе техники стальных лент для применения в качестве обвязки.
Поэтому изобретение имеет целью предложить новую стальную обвязочную ленту.
Также, целью изобретения было предложить новую нетермообработанную стальную обвязочную ленту, которая имеет высокий предел прочности на растяжение и характеризуется высокой формуемостью.
Другой целью изобретения было предложить новую стальную обвязочную ленту, изготовленную из стали, содержащей алюминий в количестве, достаточном для полного раскисления алюминия, где алюминий удаляет вредные количества кислорода и вредные количества азота.
Следующей целью изобретения было предложить новую стальную обвязочную ленту, изготовленную из стали с отношением бора к свободному азоту таким, что он удаляет свободный азот без увеличения способности стали упрочняться и хрупкости стали.
Также, следующей целью изобретения было предложить новую стальную обвязочную ленту, изготовленную из стали, которую наматывают при температуре, уменьшающей самоотжиг, который происходит во время охлаждения на воздухе после намотки.
А также, следующей целью изобретения было предложить новую стальную обвязочную ленту, изготовленную из стали, которую обжимают примерно на 80% холодной обработкой с целью увеличить предел прочности на растяжение, поддерживая одновременно приемлемую степень формуемости.
Соответственно изобретение направлено на новый способ и устройство для получения нетермообработанной стальной обвязочной ленты с высокой прочностью на растяжение и с высокой формуемостью, которую можно наложить в виде натянутой петли вокруг упакованных изделий с помощью обвязывающей машины. Лента изготовлена из стали, содержащей примерно, 0,20 0,25 углерода; 0,30 0,60 марганца; максимально 0,04 фосфора; максимально 0,05 серы; алюминий в количестве, достаточном для его полного раскисления, где алюминий удаляет иным образом вредные количества кислорода и свободного азота; максимально 0,10 кремния, где кремний удаляет иным образом вредные количества кислорода; и отношение бора к свободному азоту в диапазоне приблизительно 1,07 1,43, где бор также удаляет свободный азот, но не увеличивает способность упрочняться и хрупкость. Сталь наматывают при температуре намотки примерно 593oC с целью уменьшения самоотжига, который происходит во время охлаждения на воздухе после намотки. Затем рулонную сталь обжимают примерно на 80% путем холодной прокатки, перед тем, как из нее изготавливают стальную обвязочную ленту, которая может быть защищена цинковым покрытием.
Эти и другие цели, отличительные признаки и преимущества изобретения будут ясны при рассмотрении последующего подробного описания изобретения.
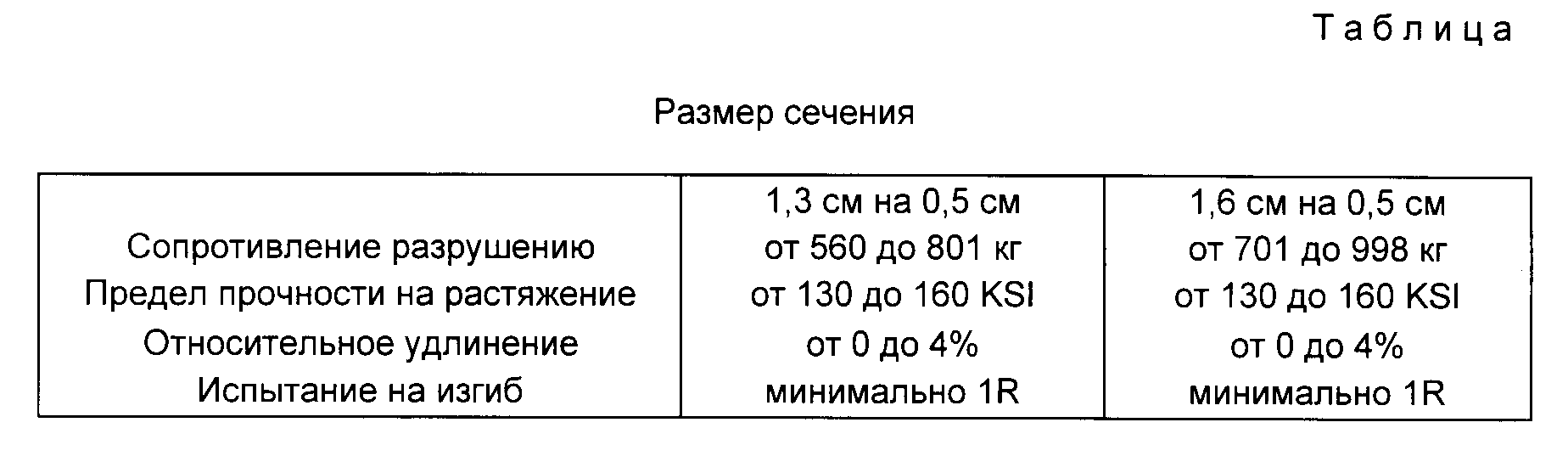
Изобретение включает способ и устройство для получения нетермообработанной стальной обвязочной ленты с высокой формуемостью, пригодной для использования в обвязывающей машине. Стальная обвязочная лента может быть использована для укрепления тяжелых упаковок с краями или углами, над которыми и вокруг которых стальная обвязочная лента должна принять форму без разрыва, например, штабеля кирпичей. В одном варианте осуществления, стальная обвязочная лента имеет размер сечения примерно 1,3 см на 0,5 см, а во втором варианте осуществления стальная обвязочная лента имеет размер сечения примерно 1,6 см на 0,5 см (см. таблицу). Однако, изобретение применимо к стальным обвязочным лентам с любым размером сечения. Стальные обвязочные ленты в примерных вариантах осуществления имеют следующие приблизительные физические характеристики, которые были определены экспериментально.
Испытание на изгиб обычно включает изгибание ленты на острый угол 90o и последующее возвращение ленты в исходную ориентацию. Результат 1 R означает, что лента была изогнута на 90o и возвращена в исходную ориентацию без разрушения.
Изобретение включает приготовление плавки из железа, регулирование содержания бора, образование стального листа, намотку при надлежащей температуре и существенное обжатие стали холодной прокаткой.
Плавка в основном включает комбинацию элементов со следующими химическими характеристиками (процентное содержание приблизительное),
Углерод 0,20 0,25
Марганец 0,30 0,60
Фосфор максимально 0,04
Сера максимально 0,05
Al PA;
Кремний максимально 0,10
Отношение бора к азоту
(B/N) 1,07 1,43
Углерод добавляют в количестве, обеспечивающем прочность и растяжение без увеличения хрупкости до степени, отрицательно влияющей на формуемость. Алюминий добавляют в
количестве, достаточном для его полного раскисления (РА). Более конкретно, алюминий добавляют в количестве, которое удаляет иным образом вредные количества кислорода и свободного азота путем реакции
с
кислородом с образованием окиси алюминия и путем реакции со свободным азотом с образованием нитрида алюминия. Кремний также удаляет кислород путем реакции с ним с образованием окиси кремния. Также
добавляют бор для удаления свободного азота из стали путем реакции со свободным азотом с образованием нитрида бора. Однако, бор реагирует со свободным азотом, который не реагирует с алюминием с
образованием нитрида алюминия. Количество добавленного бора зависит от количества свободного азота в железе и поэтому выражается в виде отношения бора к азоту, которое в настоящем изобретении лежит в
диапазоне примерно 1,07 1,43. Бор добавляют только в степени, необходимой для удаления азота, и не добавляют в избыточном количестве, которое может увеличить способность упрочняться и хрупкость.
Реакции алюминия и кремния с кислородом с образованием окиси алюминия и окиси кремния предотвращает реакцию бора с кислородом с образованием окиси бора. Реакции алюминия и кремния с кислородом
сохраняют бор, который иначе расходовался бы на образование окиси бора. Плавка не должна включать элементы, такие как титан или цирконий, которые удаляют азот более эффективно, чем бор. Эти
эффективные захватыватели азота реагируют с ним более охотно, чем с азотом реагирует бор, не оставляя азота для реакции с бором, в результате чего свободный бор может в дальнейшем увеличивать
способность упрочняться и хрупкость стали.
В одном из вариантов осуществления изобретения плавка содержит комбинацию малоуглеродистой стали технической частоты, например AlSl 1023, а
также алюминий, кремний и бор. AlSl 1023 содержит углерод, марганец, фосфор и серу в указанных выше пределах и азот в диапазоне примерно 0,0035 0,0065% Поэтому, для того, чтобы получить отношение
бора
к азоту в диапазоне примерно 1,07 1,43, будет добавлен бор в количестве в диапазоне приблизительно 0,005
0,007% В том случае, если содержание свободного азота больше или меньше,
содержание
бора нужно регулировать так, чтобы обеспечить соблюдение вышеуказанного отношения бора к азоту, которое оптимизирует удаление азота без ухудшения формуемости. После этого полученную сталь
отливают в
стальной слиток, который может быть прокатан в стальной сляб, или, в другом варианте осуществления изобретения, сталь можно непрерывно отливать в стальной сляб для дальнейшей обработки.
Стальной сляб обрабатывают на стане горячей прокатки, где его прокатывают в горячем состоянии с образованием горячекатанной полосы. Во время прокатки стальной сляб может проходить через печь повторного нагрева перед прокаткой в горячекатанную полосу с помощью совокупности черновых и чистовых клетей. После того, как стальная лента выходит из чистовой клети, ее обрабатывают на наматывающем устройстве, где ее формуют в рулон, после чего охлаждают на воздухе. Во время охлаждения на воздухе сталь самоотжигается, что характеризуется тенденцией к уменьшению предела прочности на растяжение и приводит к иным вредным воздействиям на сталь. В одном из вариантов осуществления изобретения сталь равномерно охлаждают после чистовой стадии и наматывают при температуре намотки примерно 593oC для того, чтобы уменьшить самоотжиг, проходящий во время охлаждения на воздухе после стадии намотки. После намотки и после охлаждения на воздухе рулонную сталь обжимают более чем на 70% путем холодной прокатки перед ее переработкой в стальную обвязочную ленту. В другом варианте осуществления изобретения стальную ленту обжимают приблизительно на 80% путем холодной прокатки перед переработкой в стальную обвязочную ленту. Стальную обвязочную ленту также можно оцинковать цинковой краской путем гальваностегии или путем погружения в горячий расплав для получения покрытия, защищающего стальную обвязочную ленту от коррозии.
Выше приведено описание, дающее обычному специалисту возможность воплотить и использовать предпочтительные варианты осуществления настоящего изобретения. Для специалиста очевидно, что существуют вариации, модификации и эквиваленты описанных здесь вариантов осуществления изобретения. Поэтому настоящее изобретение ограничивается только объемом притязаний прилагаемой формулы изобретения.
Реферат
Нетермообработанная стальная обвязочная лента и способ ее получения с высокой прочностью на растяжение и с высокой формуемостью, которую можно наложить в виде натянутой петли вокруг упакованных изделий с помощью обвязывающей машины. Лента изготовлена из стали, содержащей примерно, %: 0,20 - 0,25 углерода; 0,30 - 0,60 марганца; максимально 0,04 фосфора; максимально 0,05 серы; алюминий в количестве, достаточном для его полного раскисления; максимально 0,10 кремния, и отношение бора к свободному азоту приблизительно 1,07 - 1,43. Сталь наматывают при температуре намотки примерно 593oC для уменьшения самоотжига, который происходит во время охлаждения на воздухе после намотки. Затем рулонную сталь обжимают примерно на 80% путем холодной прокатки для увеличения прочности на растяжение, перед тем, как из нее изготавливают стальную обвязочную ленту, которая может быть защищена цинковым покрытием. 2 с. и 5 з. п. ф-лы, 1 табл.
Формула
Марганец 0,3 0,6
Кремний Не более 0, 1
Фосфор Не более 0,04
Сера Не более 0,05
алюминий в количестве, обеспечивающем полное раскисление стали, удаление кислорода и свободного азота с образованием окиси алюминия и нитрида алюминия, и бор в количестве, обеспечивающем соотношение к свободному азоту приблизительно 1,07 1,43, и удаление свободного азота с образованием нитрида бора, подвергнутая смотке в рулон приблизительно при 593oС и холодной прокатке с обжатием приблизительно на 80% и имеет предел прочности на растяжение, примерно 130 160 KSJ, относительное удлинение до 4,0% и минимальный изгиб приблизительно IR.
Марганец 0,3 0,6
Кремний Не более 0,1
Фосфор Не более 0,04
Сера Не более 0,05
алюминий в количестве, обеспечивающем полное раскисление стали, удаление кислорода и свободного азота с образованием окиси алюминия и нитрида алюминия, и бор в количестве, обеспечивающем соотношение к свободному азоту приблизительно 1,07 1,43 и удаление свободного азота с образованием нитрида бора, смотку в рулон осуществляют при температуре, приблизительно 593oС для уменьшения самоотжига, происходящего во время охлаждения на воздухе после смотки, а холодную прокатку ведут с обжатием примерно на 80% с получением ленты, имеющей предел прочности на растяжение в диапазоне примерно 130 160 KSJ, относительное удлинение в диапазоне до 4,0% и минимальный изгиб приблизительно IR.
Комментарии