Высокопрочной стальной лист, обладающий превосходной способностью к термическому упрочнению и формуемостью, и способ его производства - RU2514743C2
Код документа: RU2514743C2
Чертежи


Описание
Область техники, к которой относится изобретение
Данное изобретение относится к высокопрочному стальному листу, обладающему превосходной способностью к термическому упрочнению и формуемостью, наиболее подходящему для применения в компонентах, подвергаемых завершающему отжигу, включая детали панелей, такие как двери и капоты автомобилей, а также торговые автоматы, приборные щиты, бытовую электронику, оборудование автоматизации офиса и строительные материалы, а также к способу его производства.
Кроме того, являющийся целью данного изобретения стальной лист включает не только холоднокатаные стальные листы, но также и плакированные стальные листы, такие как стальной лист, оцинкованный горячим способом, легированный оцинкованный горячим способом стальной лист и стальной лист с цинковым гальваническим покрытием и, кроме того, стальной лист с обработанной поверхностью, подвергнутый фосфатированию.
Уровень техники
В последнее время в связи с ужесточением требований к состоянию глобальной окружающей среды появилась настоятельная потребность в сокращении производства стальных листов, сопровождаемого в процессе производства значительными выбросами СО2. Кроме того, в области производства автомобилей все больше увеличивается необходимость в уменьшении массы кузова транспортного средства в целях улучшения эффективности использования топлива и снижения уровня выхлопных газов.
Эффективным способом удовлетворения этой потребности является увеличение прочности стального листа и уменьшение его толщины. Однако при большом увеличении прочности стального листа возникают проблемы недостаточной формуемости вследствие эффекта пружинения при прессовании или разрушения материала, вызываемого концентрацией деформаций из-за недостаточных показателей упругого удлинения.
Кроме того, многие штампуемые из стального листа детали после прессования подвергаются завершающему отжигу. Что касается таких компонентов, то потребность в упрочняемых при отжиге высокопрочных стальных листах, способных к дальнейшему увеличению прочности под действием выделяемого при сушке тепла после выполнения прессования, является очень большой.
В отношении стального листа, обладающего превосходной способностью к термическому упрочнению, в JP-A-S58-84929, например, раскрывается технология, при которой в стали, содержащей С в количестве <0,01 масс.%, N фиксируется добавлением В в пределах диапазона B/N=0,5-1,6 для улучшения свойств старения, в то время как С сохраняется в твердом растворе регулированием отношения Nb/C до диапазона 0,5-4 для придания способности к термическому упрочнению.
Кроме того, JP-A-H02-197549 раскрывает способ, при котором в стали, содержащей 0,001-0,0035 масс.% С и ≥0.005 масс.% Ti, Ti связывается с S и N, удовлетворяя соотношению (Ti/48)/(C/32+N/14)≤1,0, и придается способность к термическому упрочнению посредством регулирования общего количества С, добавляемого таким образом, чтобы получить С, находящийся в твердом растворе.
Краткое изложение существа изобретения
Проблемы, решаемые изобретением
При способе, раскрываемом в патентном документе JP-A-S58-84929, имеется, однако, проблема, связанная с трудностью увеличения прочности. При способе, раскрываемом в патентном документе JP-A-H02-197549, существует проблема невозможности обеспечения равномерного относительного удлинения.
Поэтому задача данного изобретения состоит в эффективном решении вышеупомянутых проблем и создании высокопрочного стального листа, обладающего превосходной способностью к термическому упрочнению и формуемостью, имеющего высокую прочность TS≥340 МПа и удовлетворяющего показателю ВН≥30 МПа, имеющего равномерное относительное удлинение ≥18% и YP-E1 после ускоренного старения ≤1,0%, а также в создании эффективного способа его производства.
Пути решения проблемы
Таким образом, краткое описание и суть изобретения являются следующими.
1. Высокопрочный стальной лист, обладающий превосходной способностью к термическому упрочнению и формуемостью, отличающий тем, что данная сталь имеет химический состав, содержащий 0,0010-0,0040 масс.% С, не более 0,05 масс.% Si, 0,1-1,0 масс.% Мn, не более 0,10 масс.% Р, не более 0,03 масс.% S, 0,01-0,10 масс.% А1, не более 0,0050 масс.% N, 0,005-0,050 масс.% Ti, остальное - Fe и неизбежные примеси, при удовлетворении условию соотношения (Ti - 3,4×N-1,5×S)/C≥6,0 и Мn/С≥100, и имеющий прочность при растяжении (TS) не менее 340 МПа, показатели увеличения термического упрочнения (ВН) не менее 30 МПа, равномерного относительного удлинения (Е1) не менее 18% и удлинения при текучести после ускоренного старения (YP-Е1) не более 1,0%.
При этом химические символы в вышеупомянутых уравнениях соответственно представляют содержание в стали соответствующих элементов (масс.%). Кроме того, все химические символы во всех уравнениях по всему описанию имеют одинаковые смысловые значения.
2. Высокопрочный стальной лист, обладающий превосходной способностью к термическому упрочнению и формуемостью, согласно пункту 1, который, кроме того, содержит 0,0005-0,0030 масс.% В.
3. Высокопрочный стальной лист, обладающий превосходной способностью к термическому упрочнению и формуемостью, согласно пунктам 1 или 2, который, кроме того, содержит 0,005-0,050 масс.% каждого из одного или более элементов, выбранных из V, Та, W и Мо.
4. Высокопрочный стальной лист, обладающий превосходной способностью к термическому упрочнению и формуемостью, согласно любому из пунктов 1-3, который, кроме того, содержит 0,01-0,10 масс.% каждого из одного или более элементов, выбранных из Cr, Ni и Си.
5. Высокопрочный стальной лист, обладающий превосходной способностью к термическому упрочнению и формуемостью, согласно любому из пунктов 1-4, который, кроме того, содержит 0,005-0,050 масс.% Sb.
6. Высокопрочный стальной лист, обладающий превосходной способностью к термическому упрочнению и формуемостью, согласно любому из пунктов 1 - 5, который, кроме того, содержит 0,0005-0,01 масс.% каждого из одного или более элементов, выбранных из Сu и REM (редкоземельные элементы).
7. Высокопрочный стальной лист, обладающий превосходной способностью к термическому упрочнению и формуемостью, согласно любому из пунктов 1 - 6, на поверхность которого нанесен слой металлического покрытия.
8. Способ производства высокопрочного стального листа, обладающего превосходной способностью к термическому упрочнению и формуемостью, с помощью горячей прокатки стального сляба с химическим составом, указанным в любом из пунктов 1 - 6, и последовательным выполнением затем намотки в рулон, травления, холодной прокатки, отжига и дрессировки, отличающийся тем, что температура при намотке после горячей прокатки составляет не менее 550°С, нагревание от 500°С до температуры выдержки при отжиге выполняется со скоростью, превышающей по меньшей мере 0,1°С/с или {0,2×(Ti-3,4×N-1,5×S)/C}°C/c, температура выдержки превышает по меньшей мере 650°С или {650+20×(Ti-3,4×N -1,5×S)/C}°C, но не выше 900°С, продолжительность выдержки составляет 10-1000 секунд и дрессировку проводят при степени обжатия в пределах диапазона от (0,8×Мn) до (2+Мn)%.
9. Способ производства высокопрочного стального листа, обладающего превосходной способностью к термическому упрочнению и формуемостью, согласно пункту 8, в котором поверхность стального листа подвергают обработке по нанесению металлического покрытия после отжига.
10. Способ производства высокопрочного стального листа, обладающего превосходной способностью к термическому упрочнению и формуемостью, согласно пункту 9, при котором слой покрытия после его нанесения подвергают легирующей обработке.
Эффект изобретения
Согласно данному изобретению могут быть получены стальные листы с улучшенным равномерным относительным удлинением при сохранении высокого TS, с высоким показателем ВН и низким YP-E1 после ускоренного старения при использовании в качестве исходного материала стального сляба, содержащего контролируемые количества С, Мn и Ti, и посредством управления температурой намотки в рулон при горячей прокатке, скоростью нагревания и температурой выдержки при отжиге после холодной прокатки и обжатием при дрессировке с тем, чтобы контролировать количества выделяющихся фаз и находящегося в твердом растворе С, а также развивающиеся при прессовании деформации, так, чтобы достичь высокой эффективности результатов при промышленном производстве.
Краткое описание чертежей
Фиг.1 демонстрирует влияние Ti*/C на ВН;
фиг.2 отображает влияние величины Мn/С на YP-E1; и
фиг.3 показывает влияние степени дрессировки (обжатие при дрессировке) на равномерное относительное удлинение.
Осуществление изобретения
Далее изобретение будет описано более подробно.
Прежде всего, будут пояснены причины, по которым химический состав данного стального листа ограничивается указанными выше диапазонами. При этом проценты, отображающие представленные далее компоненты, означают масс.%, если не указывается иного.
С: 0,0010-0,0040%.
С участвует в увеличении прочности посредством образования с Ti тонкодисперсного карбида, а также может улучшать способность к термическому упрочнению покрытия благодаря присутствию С в растворенном в твердом растворе виде. Поэтому необходимым является включение С в количестве не менее 0,0010%. С другой стороны, когда содержание С становится слишком большим, ухудшается равномерное относительное удлинение из-за увеличения количества карбида или находящегося в твердом растворе С, а также, если имеется слишком большое количество находящегося в твердом растворе С, нежелательным образом возрастает YP-E1 после ускоренного старения. Поэтому необходимо, чтобы содержание С не превышало 0,0040%. Предпочтительно оно не должно быть выше 0,0030%, более предпочтительно не выше 0,0025% и особенно предпочтительно не превышает 0,0020%.
Si: не более 0,05%.
При добавлении больших количеств Si ухудшается обрабатываемость из-за увеличения твердости, а также снижается пригодность к нанесению металлических покрытий из-за образования оксида кремния при отжиге. Поэтому необходимо, чтобы содержание Si не превышало 0,05%. Предпочтительно оно не должно быть выше 0,03%, более предпочтительно не выше 0,02% и особенно предпочтительно не превышает 0,01%.
Мn: 0,1-1,0%.
Мn не только вносит вклад в увеличение прочности благодаря упрочнению твердого раствора, но также может препятствовать возрастанию YP-E1 после ускоренного старения из-за находящегося в твердом растворе С благодаря его взаимодействию с находящимся в твердом растворе С. Кроме того, он оказывает положительное действие на равномерное относительное удлинение посредством подавления восстановления при нагревании в ходе отжига с образованием однородных рекристаллизованных зерен при выдержке. Для достижения таких эффектов содержание Мn должно быть не менее 0,1%. С другой стороны, когда содержание Мn оказывается слишком большим, равномерное относительное удлинение ухудшается из-за повышения твердости, а также ухудшается пригодность к нанесению металлических покрытий из-за образования оксида Мn при отжиге. Поэтому необходимо, чтобы содержание Мn не превышало 1,0%.
Р: не более 0,10%.
Р выделяется на границах зерен и ухудшает пластичность и ударную вязкость, поэтому его содержание не должно превышать 0,10%. Нижний предел специальным образом не ограничивается, но предпочтительно устанавливается равным около 0,03%, поскольку это позволяет эффективно воздействовать на увеличение прочности. Более предпочтительно оно составляет не менее 0,05%.
S: не более 0,03%.
S значительно ухудшает пластичность при горячей прокатке, вызывает образование горячих трещин и заметно снижает качество поверхности. Кроме того, S почти не участвует в упрочнении, образует крупнозернистый TiS в качестве примеси и ухудшает пластичность. Эти проблемы становятся заметными, когда содержание S превышает 0,03%, поэтому необходимо, чтобы содержание S было не более 0,03%. Предпочтительно оно составляет не более 0,02%, более предпочтительно не более 0,01%.
А1: 0,01-0,10%.
А1 добавляется в качестве раскисляющего элемента с тем, чтобы образующийся оксид алюминия удалялся в виде шлака. Однакокогда содержание сохраняющегося А1 падает ниже 0,01%, раскисление оказывается недостаточным, поэтому становится необходимым добавление А1 в количестве не менее 0,01%. С другой стороны, большее количество А1 вызывает увеличение содержания в стали оксида алюминия и ухудшение пластичности, поэтому необходимо, чтобы оно было не более 0,10%.
N: не более 0,0050%.
Если N существует в виде растворенного в твердом растворе N, происходит увеличение YP-E1 после ускоренного старения, в то время как в случае введения большего количества N возможно разрушение сляба при горячей прокатке, вызывающее опасения в появлении дефектов поверхности. Кроме того, N образует с Ti крупнозернистый нитрид, вследствие чего потребляется большее количество Ti. Поэтому необходимо, чтобы содержание N не превышало 0,0050%. Предпочтительно оно составляет не более 0,0030%, более предпочтительно не более 0,0020%.
Ti: 0,005-0,050%.
Ti образует с С тонкодисперсный карбид, который может участвовать в увеличении твердости. Кроме того, тонкодисперсный карбид титана подавляет восстановление в процессе нагревания при отжиге с образованием однородных рекристаллизованных зерен во время выдержки, посредством чего может быть улучшено равномерное относительное удлинение. Для этих целей необходимо добавление Ti в количестве не менее 0,005%. Предпочтительно не менее 0,010%. С другой стороны, более высокие количества добавленного Ti не только уменьшают содержание находящегося в твердом растворе С и ухудшают способность к термическому упрочнению, но также увеличивают сопротивление деформации при горячей обработке и затрудняют прокатку. Поэтому необходимо, чтобы содержание Ti не превышало 0,050%. Предпочтительно оно не должно быть выше 0,030%, более предпочтительно не выше 0,020% и особенно предпочтительно не превышает 0,015%.
Хотя приведенное выше описание относится к диапазонам, подходящим для всех основных компонентов, только доведение содержания каждого из основных ингредиентов до приведенных выше диапазонов в данном изобретении является недостаточным, и С, Ti, N и С должны удовлетворять следующему соотношению:
(Ti-3,4×N-1,5×S)/C≤6,0.
Вышеуказанное уравнение представляет соотношение, необходимое для обеспечения заданного количества находящегося в твердом растворе С.
Таким образом, при том что при повышенной температуре Ti скорее образует нитрид или сульфид, чем карбид, когда соотношение (Ti - 3,4×N-1,5×8) таково, что количество Ti помимо того Ti, который образует нитрид или сульфид, велико относительно количества С, карбид образуется легко и сохранение заданного количества С в твердом растворе оказывается сложным. Поэтому необходимо, чтобы величина соотношения (Ti-3,4×N-1,5×S)/C была не более 6,0. Предпочтительно она не должна быть выше 4,0, более предпочтительно не выше 3,5 и особенно предпочтительно не превышает 2,0. При этом нижняя граница этого уравнения специальным образом не устанавливается, но при уменьшении соотношения (Ti-3,4×N-1,5×S)/C происходит увеличение YP-E1 после ускоренного старения с N, или же не может быть достигнут эффект упрочнения, обеспечиваемый карбидом титана. Поэтому предпочтительно, чтобы величина соотношения (Ti - 3,4×N-1,5×S)/C была не ниже -10,0. Более предпочтительно не ниже -5,0, еще более предпочтительно не ниже -2,0, наиболее предпочтительно не менее 0.
В данном изобретении также необходимо, чтобы С и Мn удовлетворяли следующему соотношению:
Мn/С≥100.
Приведенное выше уравнение представляет соотношение, необходимое для препятствования увеличению YP-E1 после ускоренного старения.
Таким образом, когда отношение Мn к С делается большим, может быть подавлено увеличение YP-E1 после ускоренного старения благодаря взаимодействию с находящимся в твердом растворе С. Для достижения этого эффекта величина Мn/С должна быть не менее 100. Предпочтительно не менее 150, более предпочтительно не менее 200. При этом верхний предел этого уравнения специальным образом не устанавливается, но предпочтительно равен около 600.
Хотя выше приводятся пояснения в отношении основных компонентов и соотношений между основными компонентами, в случае необходимости в данном изобретении могут быть включены следующие элементы.
В: 0,0005-0,0030%.
В может выделяться на границах зерен и улучшает устойчивость против вторичной хрупкости, вызванной наклепом. Для обеспечения этого эффекта предпочтительно добавление В в количестве не менее 0,0005%. С другой стороны, большее количество добавленного В повышает величину сопротивления деформации при горячей обработке, затрудняя прокатку. Поэтому количество добавляемого В предпочтительно составляет не более 0,0030%, более предпочтительно не более 0,0020%.
Любой один или несколько элементов, выбираемых из V, Та, W и Мо: 0,005-0,050%. Все из V, Та, W и Мо могут способствовать увеличению прочности благодаря образованию тонкодисперсных осажденных фаз. Для достижения такого эффекта предпочтительно их индивидуальное добавление или добавление в виде смеси в количестве не менее 0,005%, соответственно. С другой стороны, когда они добавляются в более высоких количествах, в значительной степени ухудшается пластичность, поэтому предпочтительно добавление любого из них в количестве не более 0,050%.
Любой один или несколько элементов, выбираемых из Cr, Ni и Cu: 0,01-0,10%.
Все из Cr, Ni и Сu являются элементами, участвующими в увеличении прочности, достигаемой благодаря созданию более тонкодисперсной структуры. Для достижения такого эффекта предпочтительно их индивидуальное добавление или добавление в виде смеси в количестве не менее 0,01%, соответственно. С другой стороны, когда они добавляются в более высоких количествах, в значительной степени ухудшается пластичность, поэтому предпочтительно добавление любого из них в количестве не более 0,10%.
Sb: 0,005-0,050%.
Sb выделяется на поверхности при нагревании в ходе горячей прокатки для предотвращения азотирования сляба, посредством чего может подавляться вызываемое наличием N ухудшение качества материала вследствие старения. Для обеспечения этого эффекта предпочтительно добавление Sb в количестве не менее 0,005%. С другой стороны, при добавлении больших количеств Sb возрастает стоимость производства, поэтому предпочтительно, чтобы добавки Sb не превышали 0,050%.
Любой один или несколько элементов, выбираемых из Са и REM: 0,0005-0,01%.
Каждый из Са и REM может управлять формой сульфидов и улучшать пластичность. Для достижения такого эффекта предпочтительно добавление Са и REM, индивидуально или в виде смеси, в количестве не менее 0,0005%, соответственно. С другой стороны, добавление в больших количествах увеличивает стоимость производства, поэтому предпочтительно, чтобы содержание любого из них было не более 0,01%.
Даже при включении таких примесей, как Sn, Mg, Co, As, Pb, Zn, 0 и т.п., не возникает каких-либо сложностей со свойствами материала, если их общее количество не превышает 0,5%.
Хотя остальное составляет Fe и неизбежные примеси, данное изобретение допускает наличие небольших количеств других элементов без ухудшения действенности и эффективности изобретения.
В стальных листах согласно изобретению важно соответствие следующим показателям.
Прочность при растяжении (TS): не менее 340 МПа.
Высокопрочный стальной лист согласно изобретению отличается тем, что его прочность при растяжении (TS) составляет не менее 340 МПа. TS не ниже 340 МПа позволяет использовать в деталях, требующих определенной прочности, более тонкий стальной лист. В настоящее время TS может измеряться в ходе испытаний на растяжение согласно JIS Z2241 с использованием образца для испытаний на растяжение JIS №5, вырезанного в направлении, перпендикулярном направлению прокатки.
Показатель термического упрочнения (ВН): не менее 30 МПа.
Высокопрочный стальной лист согласно изобретению отличается тем, что его достигаемое термическое упрочнение (ВН) составляет не менее 30 МПа. Показатель ВН не менее 30 МПа снижает нагрузку при штамповке и также увеличивает прочность после штамповки. В настоящее время ВН может быть измерен с помощью способа для оценки достигаемого термического упрочнения согласно JIS G3135 с использованием образца для испытания на растяжение JIS №5, вырезанного в направлении, перпендикулярном направлению прокатки.
Равномерное относительное удлинение: не менее 18%.
Высокопрочный стальной лист согласно изобретению отличается тем, что его равномерное относительное удлинение составляет не менее 18%. Показатель равномерного относительного удлинения не ниже 18% может противостоять концентрации деформаций при штамповке, обеспечивая контроль за появлением дефектов.
Удлинение при текучести после ускоренного старения (YP-E1): не более 1,0%. Высокопрочный стальной лист согласно изобретению отличается тем, что его удлинение при текучести после ускоренного старения (YP-E1) составляет не более 1,0%. Величина удлинения при текучести после ускоренного старения не более 1,0% может препятствовать появлению складок при штамповке. В настоящее время показатель YP-E1 после ускоренного старения может быть измерен как удлинение при текучести в ходе выполнения испытания на растяжение после выдерживания образца для испытаний на растяжение JIS №5, вырезанного в направлении, перпендикулярном направлению прокатки, в течение 6 часов при 100°С.
Далее данное изобретение будет описано в отношении условий производства. В данном изобретении стальной сляб, имеющий указанный выше предпочтительный химический состав, является горячекатаным, подвернутым намотке в рулон и травлению, холоднокатаным, отожженным и затем дрессированным для получения стального листа. Среди прочих указанных выше этапов производства особенно важными для данного изобретения являются температура намотки в рулон после горячей прокатки, условия отжига и условия дрессировки.
Температура намотки в рулон после горячей прокатки: не ниже 550°С. Когда температура намотки в рулон после горячей прокатки невысока, подавляется осаждение TiC и находящийся в твердом растворе С сохраняется на стадии горячекатаного стального листа. Когда находящийся в твердом растворе С сохраняется на стадии горячекатаного стального листа, при холодной прокатке вносится большое количество деформаций сдвига и, следовательно, значительно ухудшается равномерное относительное удлинение. Кроме того, повышается твердость стального листа из-за образования игольчатого феррита, что приводит к увеличению нагрузки при последующей холодной прокатке и к усложнению условий производства. Поэтому температура намотки в рулон после горячей прокатки должна быть не ниже 550°С, предпочтительно не ниже 600°С. При этом верхний предел температуры намотки в рулон специальным образом не устанавливается, но предпочтительно должен быть не выше 750°С, поскольку если температура намотки в рулон слишком высока, стимулируется образование окалины, а также не только снижается выход стального листа, но и вызывается появление дефектов поверхности из-за сохранения окалины при травлении. Более предпочтительно она не превышает 700°С, еще более предпочтительно не превышает 650°С.
Скорость нагревания от 500°С до температуры выдержки при отжиге: скорость нагревания превышает по меньшей мере 0,1°С/с или {0,2×(Ti-3,4×N-1,5×S)/C}°C/c.
Когда скорость нагревания до температуры выдержки при отжиге является небольшой, поддерживается восстановление в ходе нагревания, и, следовательно, при выдержке сохраняются в том виде, как они есть, крупные восстановленные зерна, которые подавляют однородную рекристаллизацию и ухудшают равномерное относительное удлинение. Кроме того, при последующей выдержке уменьшается количество движущихся дислокаций для стабилизации осажденных фаз и подавляется перерастворение ТiС в твердом растворе со снижением содержания С, находящегося в твердом растворе, и, следовательно, ухудшается способность к термическому упрочнению. Поэтому скорость нагревания от 500°С до температуры выдержки должна быть не менее 0,1°С/с.
Кроме того, при температуре выше 500°С становится заметным восстановление в процессе нагревания, и также этот эффект реализуется при достижении больших значений отношения (Ti-3,4×N-1,5×8) к С, то есть (Ti-3,4×N-1,5×S)/C, поэтому необходимо, чтобы скорость нагревания от 500°С до температуры выдержки была не менее {0,2×(Ti-3,4×N-1,5×S)/C}°C/c.
Поэтому в данном изобретении нагревание от 500°С до температуры выдержки выполняется при скорости нагревания, превышающей по меньшей мере 0,1°С/с или {0,2×(Ti-3,4×N-1,5×S)/C}°C/c. Предпочтительно скорость нагревания превышает по меньшей мере 0,2°С/с или {0,4×(Ti-3,4×N-1,5×S)/C}°C/c, более предпочтительно превышает по меньшей мере 0,3°C/s или {0,6×(Ti-3,4×N-1,5×S)/C}°C/c, еще более предпочтительно превышает по меньшей мере 0,5°C/s или {1,0×(Ti-3,4×N-1,5×S)/C}°C/c.
При этом верхний предел скорости нагревания специальным образом не устанавливается, но нагревание может осуществляться при скорости не ниже 100°С/с с IH (индукционное нагревание) или другим подобным образом. Однако в случаях, когда никаких специальных нагревательных устройства не применяется, достаточна скорость нагревания, не превышающая 30°С/с.
Температура выдержки при отжиге: температура, превышающая по меньшей мере 650°С или {650+20×(Ti-3,4×N-1,5×S)/C}°C, но не выше 900°С.
Когда температура выдержки невысока, не происходит рекристаллизация, а также подавляется перерастворение TiC в твердом растворе со снижением содержания в твердом растворе С и, следовательно, ухудшается способность к термическому упрочнению. Поэтому температура выдержки при отжиге должна быть не ниже 650°С. Кроме того, такой эффект проявляется, когда возрастает величина отношения (Ti-3,4×N-1,5×8) к С, то есть (Ti-3,4×N-1,5×S)/C, поэтому необходимо, чтобы температура выдержки была не ниже {650+20×(Ti-3,4×N-1,5×S)/C}°C.
Поэтому в данном изобретении обработка выдержкой выполняется при температуре выше по меньшей мере 650°С или {650+20×(Ti-3,4×N-1,5×S)/C}°C. Предпочтительно при температуре выше по меньшей мере 660°С или {650+ЗОх (Ti-3,4×N-1,5×S)/C}°C, еще более предпочтительно при температуре выше по меньшей мере 670°С или {650+40×(Ti-3,4×N-1,5×S)/C}°C.
Напротив, когда температура выдержки становится слишком большой, укрупняются ферритные зерна со снижением прочности, а также поощряется перерастворение TiC в твердом растворе с увеличением содержания в твердом растворе С, тем самым вызывая снижение равномерного относительного удлинения и увеличение YP-E1 после ускоренного старения. Поэтому температура выдержки должна быть не выше 900°С. Предпочтительно она не превышает 860°С, более предпочтительно не превышает 840°С.
Время выдержки при отжиге: 10-1000 секунд.
Когда продолжительность выдержки укорачивается, не происходит завершения рекристаллизации и значительно ухудшается равномерное относительное удлинение, поэтому необходимо, чтобы продолжительность выдержки была не менее 10 секунд. Предпочтительно не менее 30 секунд, более предпочтительно не менее 100 секунд. Напротив, когда продолжительность выдержки оказывается большой, укрупняются ферритные зерна со снижением прочности, поэтому продолжительность выдержки должна быть не более 1000 секунд. Предпочтительно она не должно быть более 500 секунд, более предпочтительно не более 300 секунд и особенно предпочтительно не более 200 секунд.
Обжатие при дрессировке: от (0,8×Мn) до (2+Мn)%.
Когда после отжига выполняется дрессировка, может быть снижена величина YP-E1 и подавлено образование складок при штамповке. В сталях с увеличенной посредством добавления Мn транскристаллитной прочностью вносимые при дрессировке деформации концентрируются около границ зерна, в результате чего при работе может поддерживаться транскристаллитная деформация и может быть улучшено равномерное относительное удлинение. Для обеспечения такого действия требуется большее количество деформаций при увеличении содержания Мn, поэтому необходимо, чтобы обжатие при дрессировке было бы не менее (0,8хМn)%. Напротив, когда обжатие при дрессировке становится большим, из-за напряженного состояния снижается равномерное относительное удлинение. При снижении содержания Мn становится заметным уменьшение равномерного относительного удлинения при меньшей деформации, поэтому необходимо, чтобы обжатие не превышало величины (2+МС)%. При дрессировке может выполняться прокатка через раскатные валки, или же стальной лист может быть подвергнут растяжению приложением вытягивающего усилия. В качестве варианта прокатка и растяжение могут быть объединены.
При реализации изобретения в качестве технология плавки должным образом может применяться обычный конвертерный процесс, способ термического восстановления магния и т.п. Расплавленная сталь отливается в виде сляба, который подвергается горячей прокатке как таковой или же после повторного нагревания горячего или холодного сляба. При нагревании сляба при горячей прокатке температура нагревания может составлять около 1100-1250°С. При чистовой прокатке, выполняемой после черновой прокатки, предпочтительно, чтобы прокатка завершалась в зоне аустенита. Скорость охлаждения от температуры чистовой прокатки до температуры намотки специальным образом не ограничивается, и достаточной является скорость выше скорости воздушного охлаждения, но может осуществляться закалка со скоростью выше 20°С/с или быстрая закалка со скоростью выше 100°С/с. Вслед за чем, когда после обычного травления выполняется холодная прокатка, она может проводиться с обжатием около 50-80%. При отжиге скорость нагревания в ходе нагревания до 500°С является произвольной, но если оно осуществляется слишком долго, снижается эффективность работы, поэтому предпочтительно проводить отжиг при скорости нагревания не менее 3°С/с. Также произвольной является скорость охлаждения после выдержки, но если оно завершается слишком поздно, также снижается эффективности работы, поэтому предпочтительно выполнение охлаждения со скоростью не ниже 5°С/с. В процессе охлаждения без каких-либо осложнений может выполняться так называемое перестаривание - обработка, подразумевающая выдерживание в течение 30-600 секунд в температурной области 300-450°С.
Кроме того, в случае необходимости в процессе охлаждения может выполняться горячее цинкование погружением в ванну для цинкования с нагретым до 420-500°С расплавом. Кроме того, может быть проведена обработка по сплавлению цинка и железа, или так называемая легирующая обработка, повторным нагреванием после погружения в ванну для цинкования до температуры около 460-570°С при выполнении этого в течение не менее 1 секунды, предпочтительно не менее 5 секунд.
При нанесении покрытия помимо горячего цинкования может выполняться нанесение алюминия, нанесение цинково-алюминиевого композитного покрытия или другая подобная обработка. Если нанесение металлического покрытия проводится не в процессе отжига, в дальнейшем может быть выполнено цинкование электроосаждением, электрическое осаждение никеля или другая подобная обработка. Кроме того, покрытие может быть образовано на холоднокатаном стальном листе или плакированном стальном листе с помощью фосфатирования или другого подобного способа.
При соответствии вышеупомянутому химическому составу и условиям производства могут быть получены листы высокопрочной стали, обладающие превосходной способностью к термическому упрочнению и формуемостью, которые, как и ожидается в соответствии с изобретением, удовлетворяют показателям TS≥340 МПа, ВН≥30 МПа, равномерного относительного удлинения ≥18% и YP-E1 после ускоренного старения ≤1,0%.
Хотя механизм, способный контролировать равномерное относительное удлинение в соответствии с изобретением, все еще не имеет ясного объяснения, авторы данного изобретения полагают, что он может быть объяснен следующим образом.
На стадии отжига после горячей прокатки и холодной прокатки посредством увеличения количества добавляемого Мn и повышения скорости нагревания при нагреве подавляется восстановление с образованием однородных рекристаллизованных зерен при выдержке, в то время как при дрессировке после отжига благодаря добавлению Мn стимулируется транскристаллитная деформация и улучшается равномерное относительное удлинение с увеличением транскристаллитной прочности и концентрированием деформаций около границ зерна.
Примеры
Далее изобретение описывается с обращением к нижеследующим примерам.
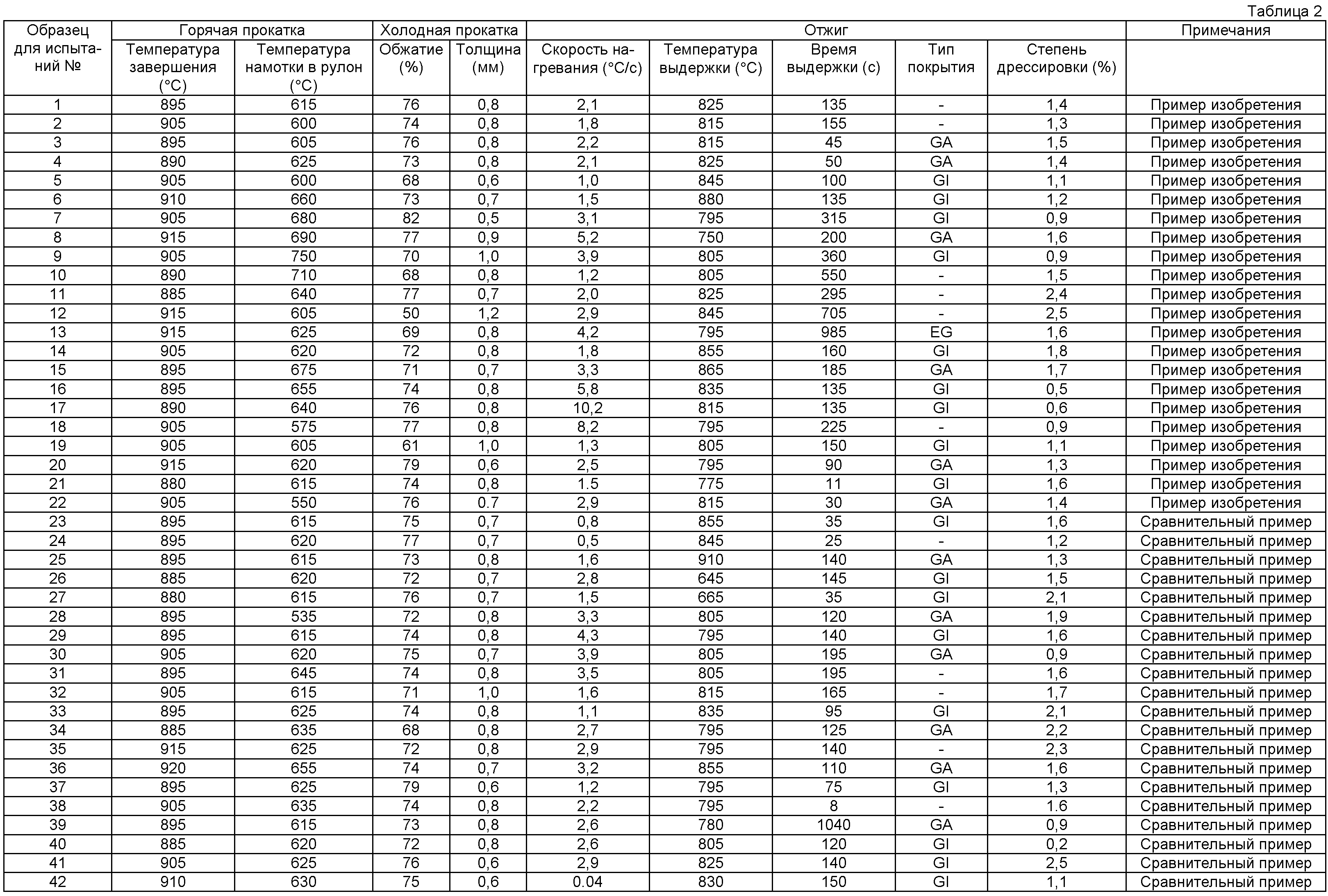
Образец для испытания с показанным в таблице 1 химическим составом обрабатывался в производственных условиях, представленных в таблице 2, для получения стального листа.
Характеристические параметры полученного таким образом образца для испытаний показаны в таблице 3.
В таблице 1 параметр И* представляет величину (Ti-3,4×N-1,5×8). Кроме того, образцы для испытаний 1-28 и 38-42 в Таблице 1 представляют подходящие стали, имеющие химический состав согласно изобретению (при том, что образцы для испытаний 38-42, как показано в Таблице 2, к способу производства согласно изобретению не относятся). Кроме того, образцы для испытания 29-37 представляют сравнительные стали с химическим составом согласно изобретению. В таблице 2 скорость нагревания является средней скоростью изменения температуры от 500°С до температуры выдержки. Что касается нанесения покрытия, то GA - горячее цинкование и GI - нанесение легированного покрытия погружением в расплав, a EG является электрическим цинкованием. Кроме того, GA и GI осуществляются в процессе охлаждения при отжиге, а EG проводится после охлаждения до комнатной температуры, сопровождаемого отжигом.
Были проведены испытания на растяжение согласно JIS Z2241 с использованием образца для испытаний на растяжение JIS №5, вырезанного в направлении, перпендикулярном направлению прокатки. В настоящем изобретении показатель ВН может быть измерен при вырезании образца для испытания JIS №5 из исследуемого стального листа в направлении, ортогональном к направлению прокатки, и подверганием образца испытанию на термическое упрочение согласно методу испытаний JIS G 3135. Показатель YP-E1 после ускоренного старения был измерен выдерживанием образца для испытания в течение 6 часов при 100°С для моделирования условий старения при 25°С в течение 6 месяцев.
Подчеркнутые данные находятся вне приемлемого диапазона изобретения. Ti*=Ti - 3,4xN - 1,5х8
Подчеркнутые данные находятся вне приемлемого диапазона изобретения.
Скорость нагревания представляет собой скорость нагревания от 500°С до температуры выдержки, а степень дрессировки обжатие при дрессировке.
Подчеркнутые данные находятся вне приемлемого диапазона изобретения.
Как видно из таблицы 3, все примеры изобретения удовлетворяют показателям TS≥340 МПа, ВН≥30 МПа, равномерного относительного удлинения ≥18% и YP-E1 после ускоренного старения ≤1,0%.
В отличие от этого по меньшей мере один из показателей TS, ВН, равномерного относительного удлинения и YP-E1 после ускоренного старения во всех сравнительных примерах, в которых химический состав и условия производства не соответствуют приемлемым диапазонам изобретения, оказываются вне заданных величин.
Фиг.1 демонстрирует результаты оценки влияния показателя Ti*/C на параметр ВН образцов для испытаний №№1-22, 35 и 36.
Как показано на фиг.1, величина ВН≥30 МПа может быть достигнута при Ti*/C≤6,0.
Фиг.2 демонстрирует результаты оценки влияния отношения Мn/С на показатель YP-E1 в образцах для испытаний №№1-22, 30 и 37.
Как показано на фиг.2, величина YP-E1≤1,0% может быть достигнута при Мn/С≥100.
Фиг.3 демонстрирует результаты оценки влияния степени дрессировки на характеристики равномерного относительного удлинения в образцах для испытаний №№1-22, 40 и 41. На фиг.3 по абсциссе отложены величины (степень дрессировки -0,8×Mn)/((2+Мn)-0,8×Мn). Когда величины на абсциссе находятся в границах от 0 до 1, степень дрессировки соответствует диапазону от (0,8×Мn) до (2+Мn)%.
Как показано на фиг.3, величины равномерного относительного удлинения ≥18% могут быть достигнуты приведением степени дрессировки к диапазону от (0,8×Мn) до (2+Мn)%.
Из данных по образцам для испытаний №№23, 24 и 42 видно, что когда скорость нагревания находится вне приемлемого для данного изобретения диапазона, показатели равномерного относительного удлинения, а также YP-E1 (%) не удовлетворяют определяемым изобретением значениям.
Кроме того, из данных по образцам для испытаний №№25, 26 и 27 видно, что когда температура выдержки находится вне приемлемого для данного изобретения диапазона, не удовлетворяют определяемым изобретением значениям показатели TS, равномерного относительного удлинения, ВН и YP-E1.
Реферат
Изобретение относится к области металлургии, а именно к высокопрочному стальному листу, обладающему повышенной способностью к термическому упрочнению и формуемостью. Лист выполнен из стали, содержащей 0,0010-0,0040 мас.% С, не более 0,05 мас.% Si, 0,1-1,0 мас.% Мn, не более 0,10 мас.% Р, не более 0,03 мас.% S, 0,01-0,10 мас.% Аl, не более 0,0050 мас.% N, 0,005-0,050 мас.% Ti, остальное - Fe и неизбежные примеси. Для состава стали выполняются следующие соотношения (Ti-3,4×N-1,5×S)/C≤6,0 и Mn/C≥100. Лист имеет значения предела прочности при растяжении TS ≥ 340 МПа, показателя термического упрочнения ВН ≥ 30 МПа, равномерного относительного удлинения El ≤ 18% и удлинения после ускоренного старения YP-E1 ≤ 1,0%. 2 н. и 15 з.п. ф-лы, 3 ил., 3 табл., 1 пр.
Формула
где химические символы представляют содержание в стали соответствующих элементов в мас.%.
Документы, цитированные в отчёте о поиске
Мягкая черная жесть для лужения и способ для ее производства
Патенты аналоги
Мягкая черная жесть для лужения и способ для ее производства
Комментарии