Текстурированная электротехническая листовая сталь и способ ее производства - RU2736247C1
Код документа: RU2736247C1
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к текстурированной электротехнической листовой стали и способу ее изготовления.
Уровень техники
Текстурированные электротехнические листовые стали представляют собой магнитно-мягкие материалы, использующиеся в качестве материалов железных сердечников для трансформаторов, генераторов и тому подобного. Текстурированные электротехнические листовые стали характеризуются наличием кристаллической структуры, в которой ориентация <001>, которая соответствует оси легкого намагничивания железа, является с высокой точностью выровненной в соответствии с направлением прокатки листовой стали. Текстура, соответствующая описанной выше, формируется в результате проведения окончательного отжига (отжига вторичной рекристаллизации) в технологическом процессе изготовления текстурированной электротехнической листовой стали, где данный окончательный отжиг делает возможным предпочтительный рост кристаллических зерен до гигантского размера при наличии ориентации {110}<001>, имеющей обозначение так называемой «ориентации Госса».
В общем случае текстурированная электротехническая листовая сталь включает покрытие из форстерита и покрытие из силикофосфатного стекла в данном порядке от стороны, находящейся в контакте с листовой сталью. Покрытие из силикофосфатного стекла формируют в целях придания текстурированной электротехнической листовой стали качества изоляции, обрабатываемости и коррозионной стойкости. Между тем, стекло характеризуется низкой адгезионной способностью по отношению к металлу. Таким образом, между листовой сталью и покрытием из силикофосфатного стекла обычно формируют покрытие из форстерита.
Данные покрытия формируются при высокой температуре и характеризуются меньшим коэффициентом термического расширения в сопоставлении с соответствующей характеристикой листовой стали, и поэтому на листовую сталь оказывается воздействие натяжения вследствие различия коэффициента термического расширения между листовой сталью и каждым покрытием при падении температуры до комнатной температуры, в результате чего уменьшаются потери в сердечнике. В некоторых случаях требуется оказание воздействия на листовую сталь высокого натяжения, составляющего, например, 8 МПа или более, (смотрите пункт 2 формулы изобретения из источника патентной литературы 1).
В целях удовлетворения такого требования обыкновенно предлагались покрытия, содержащие стеклообразные вещества. Например, в источнике патентной литературы 2 предлагается покрытие, сформированное при использовании жидкости для получения покрытия, содержащей фосфат магния, коллоидальный диоксид кремния и ангидрид хромовой кислоты. В источнике патентной литературы 3 предлагается покрытие, сформированное при использовании жидкости для получения покрытия, содержащей фосфат алюминия, коллоидальный диоксид кремния и ангидрид хромовой кислоты.
В дополнение к этому, в качестве методики улучшения магнитных свойств в результате формирования покрытия, характеризующегося оказанием воздействия повышенного натяжения, в источнике патентной литературы 4, например, предлагается методика корректирования температуры стеклования коллоидального диоксида кремния.
Перечень цитирования
Источники патентной литературы:
Источник патентной литературы 1: JP 08-067913 A
Источник патентной литературы 2: JP 50-079442 A
Источник патентной литературы 3: JP 48-039338 A
Источник патентной литературы 4: JP 11-071683 A
Раскрытие сущности изобретения
Техническая проблема
В соответствии с представленным выше описанием изобретения от покрытия для текстурированной электротехнической листовой стали требуется оказание воздействия высокого натяжения на листовую сталь. Кроме того, также требуется и демонстрация хорошей адгезии покрытия.
Изобретатели настоящего изобретения провели исследования текстурированной электротехнической листовой стали, включающей на листовой стали покрытие, содержащее кристаллическое вещество, (ниже в настоящем документе также обозначаемое термином «покрытие А») и покрытие, содержащее стеклообразное вещество, (ниже в настоящем документе также обозначаемое термином «покрытие В») в данном порядке.
Говоря конкретно, текстурированную электротехническую листовую сталь, которая соответствует представленному выше описанию изобретения, подвергают воздействию обработки при использовании высокой скорости деформации, такой как поперечная резка и продольная резка. В результате покрытие иногда отслаивалось на конце обработанного участка. В данном случае невозможно дать адгезии покрытия определение «хорошая». В случае большой ширины отслаивания покрытия на конце обработанного участка будут иметь место озабоченности в отношении образования пыли, что оказывает пагубное воздействие на рабочую окружающую среду, и возникновения электрической проводимости при плакировании текстурированной электротехнической листовой стали.
Настоящее изобретение было сделано с учетом вышеизложенного и имеет своей целью предложение текстурированной электротехнической листовой стали, у которой на листовую сталь оказывается воздействие высокого натяжения, и адгезия покрытия является превосходной, а также способа ее изготовления.
Разрешение проблемы
Изобретатели настоящего изобретения провели интенсивное исследование, направленное на достижение вышеизложенных целей.
Прежде всего, изобретатели настоящего изобретения подробно исследовали конец обработанного участка и обнаружили частое возникновение отслаивания покрытия на поверхности раздела между покрытием А и покрытием В, где данная поверхность раздела исполняет при этом функцию исходной точки. Как это обнаружили изобретатели настоящего изобретения в результате проведения интенсивного разбирательства на основании представленного выше исследования, в результате примешивания большого количества элемента щелочного металла в покрытие В промотируется размягчение покрытия В во время спекания (то есть вязкость покрытия В уменьшается), и увеличивается смачиваемость на поверхности раздела между покрытием А и покрытием В, в результате чего улучшается адгезия между покрытием А и покрытием В.
Между тем, в соответствии с описанием в источнике патентной литературы 4 в параграфе [0023] добавление элемента щелочного металла может уменьшить температуру стеклования коллоидального диоксида кремния и может уменьшить натяжение, оказывающее воздействие на листовую сталь.
В соответствии с этим, изобретатели настоящего изобретения провели дополнительное исследование и обнаружили возможность предотвращения уменьшения натяжения, оказывающего воздействие на листовую сталь, в результате концентрирования элемента щелочного металла на поверхности раздела между покрытием А и покрытием В. Таким образом, было совершено данное изобретение.
Говоря конкретно, в настоящем изобретении предлагается нижеследующее от [1] до [10].
[1] Текстурированная электротехническая листовая сталь, включающая листовую сталь, покрытие А, расположенное на листовой стали и содержащее кристаллическое вещество, и покрытие В, расположенное на покрытии А и содержащее стеклообразное вещество,
где профили для элементов, полученные в направлении от покрытия В к листовой стали при использовании оптической эмиссионной спектроскопии с радиочастотным тлеющим разрядом, удовлетворяют представленным ниже формулам (1) и (2)
0,35 ≤ (tA/tFe/2) ≤ 0,75 ... (1)
0,25 ≤ (tA/2/tFe/2) ≤ 1,00 ... (2)
где tA представляет собой время пика на профиле для элемента щелочного металла, tA/2 представляет собой время половинного значения на профиле для элемента щелочного металла, и tFe/2 представляет собой время половинного значения на профиле для Fe.
[2] Текстурированная электротехническая листовая сталь, соответствующая позиции [1], где кристаллическое вещество, содержащееся в покрытии А, представляет собой оксид.
[3] Текстурированная электротехническая листовая сталь, соответствующая позиции [2], где оксид представляет собой по меньшей мере один тип, выбираемый из группы, состоящей из форстерита и кордиерита.
[4] Текстурированная электротехническая листовая сталь, соответствующая позиции [1], где кристаллическое вещество, содержащееся в покрытии А, представляет собой нитрид.
[5] Текстурированная электротехническая листовая сталь, соответствующая позиции [4], где нитрид представляет собой по меньшей мере один тип, выбираемый из группы, состоящей из нитрида титана, нитрида алюминия и нитрида хрома.
[6] Текстурированная электротехническая листовая сталь, соответствующая любой одной из позиций от [1] до [5], где стеклообразное вещество, содержащееся в покрытии В, представляет собой силикофосфатное стекло.
[7] Текстурированная электротехническая листовая сталь, соответствующая позиции [6], где силикофосфатное стекло содержит по меньшей мере один тип элемента металла, выбираемого из группы, состоящей из Mg, Al, Ca, Ti, Nd, Mo, Cr, B, Ta, Cu и Mn.
[8] Текстурированная электротехническая листовая сталь, соответствующая любой одной из позиций от [1] до [7], где элемент щелочного металла представляет собой по меньшей мере один тип, выбираемый из группы, состоящей из Na и К.
[9] Способ изготовления текстурированной электротехнической листовой стали, соответствующей любой одной позиции от [1] до [8], при этом способ включает:
стадию получения листовой стали, имеющей покрытие А, при этом покрытие А располагают на листовой стали; и
стадию формирования покрытия В на покрытии А листовой стали, имеющей покрытие А,
где до формирования покрытия В листовую сталь, имеющую покрытие А, погружают в водный раствор соединения щелочного металла, впоследствии промывают водой и высушивают, и
где у листовой стали, имеющей покрытие А, после высушивания количество покрытия из соединения щелочного металла согласно вычислению применительно к элементу щелочного металла на обеих сторонах составляет не менее, чем 1,0 × 10–5 моль/м2.
[10] Способ изготовления текстурированной электротехнической листовой стали, соответствующий позиции [9], где количество покрытия составляет не более, чем 1,0 × 10–2 моль/м2.
Выгодные эффекты от изобретения
В настоящем изобретении могут быть предложены текстурированная электротехническая листовая сталь, у которой на листовую сталь оказывается воздействие высокого натяжения, и адгезия покрытия является превосходной, а также способ ее изготовления.
Краткое описание чертежей
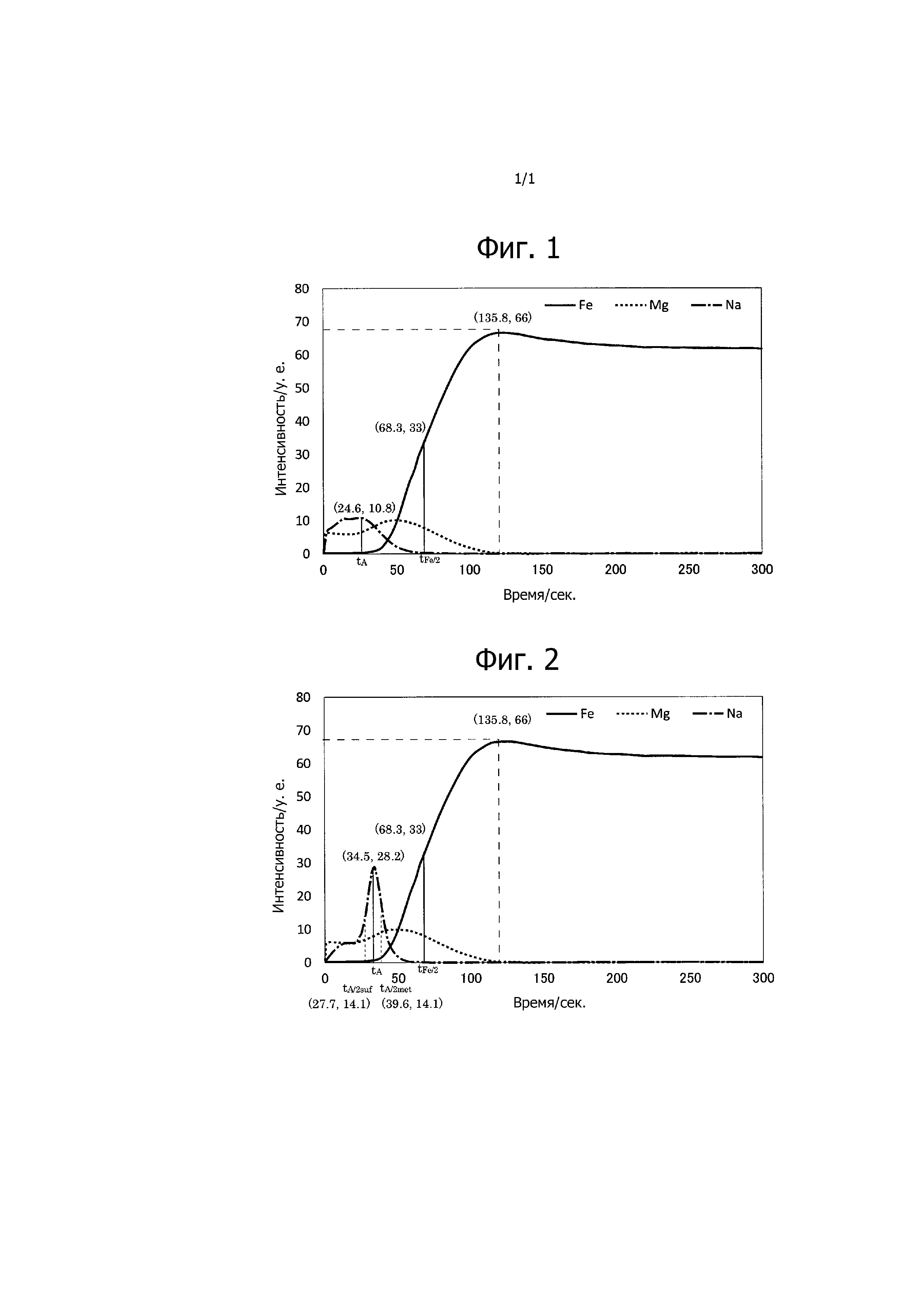
Фигура 1 представляет собой один пример профилей для элементов, измеренных у текстурированной электротехнической листовой стали из сравнительного примера.
Фигура 2 представляет собой один пример профилей для элементов, измеренных у текстурированной электротехнической листовой стали из настоящего изобретения.
Осуществление изобретения
Текстурированная электротехническая листовая сталь и способ ее изготовления
Текстурированная электротехническая листовая сталь изобретения является текстурированной электротехнической листовой сталью, включающей листовую сталь, покрытие А, расположенное на листовой стали и содержащее кристаллическое вещество, и покрытие В, расположенное на покрытии А и содержащее стеклообразное вещество, где профили для элементов, полученные в направлении от покрытия В к листовой стали при использовании оптической эмиссионной спектроскопии с радиочастотным тлеющим разрядом, удовлетворяют представленным ниже формулам (1) и (2),
0,35 ≤ (tA/tFe/2) ≤ 0,75 ... (1)
0,25 ≤ (tA/2/tFe/2) ≤ 1,00 ... (2)
где tA представляет собой время пика на профиле для элемента щелочного металла, tA/2 представляет собой время половинного значения на профиле для элемента щелочного металла, и tFe/2 представляет собой время половинного значения на профиле для Fe.
У текстурированной электротехнической листовой стали настоящего изобретения на листовую сталь оказывается воздействие высокого натяжения, и адгезия покрытия является превосходной. Адгезия покрытия включает адгезию между покрытием В и покрытием А и адгезию между покрытием А и листовой сталью.
Текстурированная электротехническая листовая сталь изобретения более подробно описывается ниже. Прежде всего, описывается профиль для элемента, а после этого будут описываться соответствующие структурные части (листовая сталь, покрытие А и покрытие В). Следующее далее описание изобретения также охватывает и способ изготовления текстурированной электротехнической листовой стали, соответствующей изобретению.
Профиль для элемента
Профиль для элемента, полученный в направлении от покрытия В к листовой стали (также обозначаемого термином «направление толщины листа»), получают при использовании оптической эмиссионной спектроскопии с радиочастотным тлеющим разрядом (ОЭС-РЧТР).
Говоря более конкретно, измерение проводят при использовании оптического эмиссионного спектроскопического анализатора с радиочастотным тлеющим разрядом, относящегося к типу Marcus, «GD-Profiler 2», производства компании HORIBA, Ltd., c плазменным газом Ar 100% в условиях давления газа: 600 Па, радиочастотной мощности: 35 Вт и интервала измерения: 0,1 секунда/точка.
На графике профилей для элементов горизонтальная ось демонстрирует время напыления (время измерения), в то время как вертикальная ось демонстрирует интенсивность эмиссии (значение интенсивности) для каждого элемента. Смотрите, например, фигуры 1 и 2.
Фигура 1 представляет собой один пример профилей для элементов, измеренных у текстурированной электротехнической листовой стали из сравнительного примера. Фигура 2 представляет собой один пример профилей для элементов, измеренных у текстурированной электротехнической листовой стали из настоящего изобретения. Каждая из фигур 1 и 2 представляет собой график, демонстрирующий профили для Fe, Mg и Na.
При измерениях профилей для элементов на фигурах 1 и 2 образцы текстурированной электротехнической листовой стали получали в соответствии с представленным ниже описанием изобретения.
Текстурированную электротехническую листовую сталь, подвергнутую воздействию окончательного отжига, характеризующуюся толщиной листа 0,23 мм и изготовленную при использовании известного способа, подвергали резке до размера 300 мм (направление прокатки) × 100 мм (в направлении, перпендикулярном направлению прокатки), и с нее удаляли непрореагировавший отжиговый сепаратор. Впоследствии проводили отжиг для снятия напряжений в условиях 800°С, 2 часов и атмосферы N2. На поверхности листовой стали формировали покрытие А, содержащее форстерит в качестве кристаллического вещества.
Вслед за этим лист подвергали воздействию легкого декапирования в водном растворе фосфорной кислоты при 5% (масс). После легкого декапирования получающийся в результате лист не подвергали воздействию какой-либо дополнительной обработки в сравнительном примере на фигуре 1. С другой стороны, в настоящем изобретении на фигуре 2 получающийся в результате лист погружали в водный раствор NaOH при 10% (масс.) при 25°C на протяжении 5 секунд, а после этого промывали водой для получения, тем самым, количества покрытия (на обеих сторонах) 0,01 г/м2 в форме NaOH.
После этого смешивали водный раствор фосфата магния (100 массовых частей согласно вычислению применительно к твердому содержимому), коллоидальный диоксид кремния (50 массовых частей согласно вычислению применительно к твердому содержимому) и CrO3 (15 массовых частей) и получающийся в результате водный раствор разбавляли чистой водой в рамках корректирования для получения относительной плотности 1,20 г/куб. см. Таким образом, готовят жидкость для получения покрытия. Приготовленную жидкость для получения покрытия наносили на обе стороны листовой стали, имеющей покрытие А, при использовании устройства для нанесения покрытия валиком таким образом, чтобы количество покрытия на обеих сторонах после высушивания стало бы составлять 10 г/м2.
Листовую сталь, имеющую покрытие А, поверх которого наносили жидкость для получения покрытия, располагали в сушильной печи и высушивали при 300°С на протяжении 1 минуты со следующим далее спеканием в условиях 800°С на протяжении 2 минут и 100% N2. В результате спекания на покрытии А формировали покрытие В, содержащее силикофосфатное стекло в качестве стеклообразного вещества.
Данным образом, получали образцы текстурированной электротехнической листовой стали (покрытие В/покрытие А/листовая сталь).
Время половинного значения tFe/2 на профиле для Fe
Время половинного значения tFe/2 на профиле для Fe будут определять как время, когда значение интенсивности (на стороне поверхности) станет составлять половину от интенсивности пика на профиле в случае наличия пика на профиле для Fe.
В случае отсутствия пика на профиле для Fe время половинного значения будут определять следующим образом. Напыление проводят на протяжении продолжительного периода времени вплоть достаточного достижения глубины напыления на листовой стали (железе основы) и получения постоянства значения интенсивности эмиссии для Fe. После этого время половинного значения tFe/2 на профиле для Fe определяют как время, когда значение интенсивности на стороне наиболее внешней поверхности (стороне покрытия В) станет составлять половину от постоянного значения интенсивности эмиссии для Fe (значения интенсивности).
Время пика tA на профиле для элемента щелочного металла
Время пика tA на профиле для элемента щелочного металла (что также выражают ниже как «А») будут определять как время пика в случае наличия на профиле только одного пика и время наивысшего пика в случае наличия на профиле множества пиков.
Время половинного значения tA/2 на профиле для элемента щелочного металла
Время половинного значения tА/2 на профиле для элемента щелочного металла будут определять как время, когда значение интенсивности станет составлять половину от значения интенсивности пика (в случае наличия на профиле только одного пика; в альтернативном варианте, половину от значения наивысшей интенсивности пика в случае наличия на профиле множества пиков). В дополнение к этому, время половинного значения на стороне поверхности (стороне покрытия В) выражают как tA/2sur, а время половинного значения на стороне листовой стали – как tA/met. Как это необходимо отметить, «tA/2» концептуально охватывает как «tA/2sur», так и «tA/2met».
Формула (1): 0,35 ≤ (tA/tFe/2) ≤ 0,75
Необходимо описать формулу (1): 0,35 ≤ (tA/tFe/2) ≤ 0,75.
В случае значения tA/tFe/2, составляющего менее, чем 0,35, элемент щелочного металла будет не концентрироваться на поверхности раздела между покрытием А и покрытием В, а преимущественно содержаться в покрытии В, и поэтому натяжение, оказывающее воздействие на листовую сталь, является недостаточным.
В случае значения tA/tFe/2, составляющего более, чем 0,75, элемент щелочного металла будет впитываться в покрытие А при концентрировании на поверхностях раздела кристаллов, что уменьшает зернограничную прочность, и адгезия между покрытием А и листовой сталью станет ухудшенной.
Между тем, в случае значения tA/tFe/2, находящегося в диапазоне от 0,35 или более до 0,75 или менее, элемент щелочного металла будет концентрироваться на поверхности раздела между покрытием А и покрытием В. В данное время поверхность раздела между покрытием А и покрытием В характеризуется хорошей смачиваемостью, и адгезия между покрытием А и покрытием В является превосходной. В дополнение к этому, вследствие предотвращения возникновения состояния, когда только покрытие В содержит большое количество элемента щелочного металла, натяжение, оказывающее воздействие на листовую сталь, является превосходным. Кроме того, вследствие предотвращения возникновения состояния, когда элемент щелочного металла впитывается в покрытие А, адгезия между покрытием А и листовой сталью является превосходной.
Предпочтительным является вариант, когда значение tA/tFe/2 находится в диапазоне от 0,40 или более до 0,75 или менее.
Формула (2): 0,25 ≤ (tA/2/tFe/2) ≤ 1,00
Необходимо описать формулу (2): 0,25 ≤ (tA/2/tFe/2) ≤ 1,00.
В соответствии с представленным выше описанием изобретения tA/2 концептуально охватывает как tA/2sur, так и tA/2met. Требуется, чтобы как tA/2sur/tFe/2, так и tA/2met/tFe/2 удовлетворяли бы диапазону от 0,25 или более до 1,00 или менее.
В случае значения tA/2sur/tFe/2, составляющего менее, чем 0,25, (то есть, в случае демонстрации элементом щелочного металла широкого профиля) данный вариант не может быть воспринят как концентрирование элемента щелочного металла на поверхности раздела между покрытием А и покрытием В; скорее, элемент щелочного металла будет преимущественно содержаться только в покрытии В. В соответствии с этим, несмотря на достижение эффекта улучшения адгезии натяжение, оказывающее воздействие на листовую сталь, является недостаточным.
В случае значения tA/2met/tFe/2, составляющего более, чем 1,00, количество элемента щелочного металла, впитывающегося в покрытие А, будет большим, элемент щелочной металл будет концентрироваться на поверхностях раздела кристаллов, что уменьшает зернограничную прочность, и адгезия между покрытием А и листовой сталью будет ухудшенной.
Между тем, в случае значения tA/2/tFe/2 (то есть, как tA/2sur/tFe/2, так и tA/2met/tFe/2), находящегося в диапазоне от 0,25 или более до 1,00 или менее, элемент щелочного металла будет концентрироваться на поверхности раздела между покрытием А и покрытием В, как в случае формулы (1). В данное время поверхность раздела между покрытием А и покрытием В характеризуется хорошей смачиваемостью, и адгезия между покрытием В и покрытием А является превосходной. В дополнение к этому, вследствие предотвращения возникновения состояния, когда только покрытие В содержит большое количество элемента щелочного металла, натяжение, оказывающее воздействие на листовую сталь, является превосходным. Кроме того, вследствие предотвращения возникновения состояния, когда элемент щелочного металла впитывается в покрытие А, адгезия между покрытием А и листовой сталью является превосходной.
Предпочтительным является вариант, когда значение tA/2/tFe/2 находится в диапазоне от 0,30 или более до 0,90 или менее.
Тип элемента щелочного металла
Примеры элемента щелочного металла (то есть, элемента щелочного металла, концентрируемого на поверхности раздела между покрытием А и покрытием В) включают Li, Na, K, Rb, Cs и Fr.
В их числе предпочтительным является выбор по меньшей мере одного типа из группы, состоящей из Li, Na и К, поскольку данные элементы характеризуются более выгодными ценами и превосходной доступностью в сопоставлении с Rb, Cs и Fr, и предпочтительным является выбор по меньшей мере одного типа из группы, состоящей из Na и К, поскольку данные элементы оказывают воздействие большего натяжения на листовую сталь в сопоставлении с Li.
Ниже будет описываться способ корректирования профиля для элемента щелочного металла.
После этого будут описываться соответствующие структурные части (листовая сталь, покрытие А и покрытие В) текстурированной электротехнической листовой стали изобретения.
Листовая сталь
Несмотря на отсутствие каких-либо конкретных ограничений, накладываемых на листовую сталь, стальной сляб, который формирует листовую сталь, предпочтительно содержит, например, в качестве компонентов стали при выражении через уровни массового процентного содержания С в количестве в диапазоне от 0,001% до 0,10%, Si в количестве в диапазоне от 1,0% до 5,0%, Mn в количестве в диапазоне от 0,01% до 1,0%, раств. Al в количестве в диапазоне от 0,003% до 0,050%, N в количестве в диапазоне от 0,001% до 0,020%, S в количестве в диапазоне от 0,001% до 0,05% и/или Se в количестве в диапазоне от 0,001% до 0,05%, при этом остаток представляет собой неизбежные примеси и Fe ради демонстрации магнитных свойств.
С представляет собой компонент, подходящий для использования при формировании кристаллических зерен при ориентации Госса, и в целях эффективной демонстрации компонентом такой функции уровень содержания С предпочтительно составляет не менее, чем 0,001% (масс.). Между тем, при чрезмерно высоком уровне содержания С обезуглероживание может оказаться безуспешным даже в случае проведения для стального сляба обезуглероживающего отжига. Таким образом, уровень содержания С предпочтительно составляет не более, чем 0,10% (масс.).
Si представляет собой компонент, который увеличивает электрическое сопротивление и уменьшает потери в сердечнике, а также является необходимым для стабилизирования структуры ОЦК у железа и делающим возможной термическую обработку при высокой температуре. Уровень содержания Si предпочтительно составляет не менее, чем 1,0% (масс.), а более предпочтительно не менее, чем 2,0% (масс.). Между тем, в случае чрезмерно высокого уровня содержания Si иногда будет затруднительным проведение холодной прокатки. Таким образом, уровень содержания Si предпочтительно составляет не более, чем 5,0% (масс.).
Mn не только вносит свой эффективный вклад в улучшение тепловой хрупкости стали, но также и формирует выделения MnS или MnSe, например, при примешивании S или Se, и поэтому Mn исполняет функцию ингибитора. В целях достаточного получения данного эффекта уровень содержания Mn предпочтительно составляет не менее, чем 0,01% (масс.). Между тем, в случае чрезмерно высокого уровня содержания Mn зерна выделений, таких как MnSe, могут огрубляться таким образом, что эффект исполнения функции ингибитора может утратиться. Таким образом, уровень содержания Mn предпочтительно составляет не более, чем 1,0% (масс.).
Al представляет собой подходящий для использования компонент, который формирует AlN в виде дисперсной второй фазы в стали и демонстрирует исполнение функции ингибитора. В случае чрезмерно низкого уровня содержания Al в некоторых случаях наличие достаточного количества выделений может оказаться необеспеченным. Между тем, в случае чрезмерно высокого уровня содержания Al выделения AlN могут огрубляться таким образом, что эффект исполнения функции ингибитора может утратиться. Таким образом, уровень содержания раств. Al предпочтительно находится в диапазоне от 0,003% (масс.) до 0,050% (масс.).
Как и в случае с Al, N представляет собой компонент, использующийся для формирования AlN. В случае чрезмерно низкого уровня содержания N формирование выделений AlN может оказаться недостаточным. Между тем, в случае чрезмерно высокого уровня содержания N сляб при нагревании может приобрести вздутия и тому подобное. Таким образом, уровень содержания Ni предпочтительно находится в диапазоне от 0,001% (масс.) до 0,020% (масс.).
S и Se представляют собой подходящие для использования компоненты, которые связываются с Mn или Cu с образованием, например, MnSe, MnS, Cu2–xSe или Cu2–xS и демонстрируют исполнение функции ингибитора дисперсной второй фазы в стали. В случае чрезмерно низких уровня содержания S и/или уровня содержания Se их добавление может оказывать неудовлетворительное воздействие, в то время как в случае чрезмерно высокого данного уровня содержания сляб может испытывать небезупречное солюбилизирование твердого вещества при нагревании, что приведет к возникновению дефекта на поверхности продукта. Таким образом, уровень содержания S и/или уровень содержания Se предпочтительно находятся в диапазоне от 0,001% (масс.) до 0,05% (масс.).
Стальной сляб, который формирует листовую сталь, может, кроме того, содержать по меньшей мере один элемент, выбираемый из группы, состоящей при выражении через уровни массового процентного содержания из Cu в количестве в диапазоне от 0,01% до 0,2%, Ni в количестве в диапазоне от 0,01% до 0,5%, Cr в количестве в диапазоне от 0,01% до 0,5%, Sb в количестве в диапазоне от 0,01% до 0,1%, Sn в количестве в диапазоне от 0,01% до 0,5%, Mo в количестве в диапазоне от 0,01% до 0,5% и Bi в количестве в диапазоне от 0,001% до 0,1%. В результате добавления элемента, который исполняет функцию добавочного ингибитора, магнитные свойства могут быть дополнительно улучшены. Примеры такого элемента включают элементы, перечисленные выше. Любой из элементов едва ли сможет продемонстрировать данный эффект при недотягивании уровня содержания элемента до вышеупомянутых количеств. Между тем, в случае превышения уровнем содержания элемента вышеупомянутых количеств покрытие может продемонстрировать ухудшенный внешний вид или может продемонстрировать свою неспособность претерпевать вторичную рекристаллизацию. Таким образом, уровень содержания элемента предпочтительно находится в пределах диапазонов, которые соответствуют вышеизложенному.
В дополнение к компонентам, перечисленным выше, стальной сляб, который формирует листовую сталь, может, кроме того, содержать по меньшей мере один элемент, выбираемый из группы, состоящей при выражении через уровни массового процентного содержания из В в количестве в диапазоне от 0,001% до 0,01%, Ge в количестве в диапазоне от 0,001% до 0,1%, As в количестве в диапазоне от 0,005% до 0,1%, P в количестве в диапазоне от 0,005% до 0,1%, Te в количестве в диапазоне от 0,005% до 0,1%, Nb в количестве в диапазоне от 0,005% до 0,1%, Ti в количестве в диапазоне от 0,005% до 0,1% и V в количестве в диапазоне от 0,005% до 0,1%. Такое добавление улучшает исполнение функции ингибитора, что, тем самым, обеспечивает стабильное достижение повышенной плотности магнитного потока.
Например, листовую сталь изготавливают в соответствии с представленным ниже описанием изобретения.
Описанный выше стальной сляб подвергают воздействию горячей прокатки для получения, тем самым, горячекатаной листовой стали. Горячекатаную листовую сталь по мере надобности подвергают воздействию отжига горячей полосы, а после этого подвергают воздействию холодной прокатки один раз или два, или более раз при проведении промежуточного отжига в промежутке между ними для получения, тем самым, холоднокатаной листовой стали, характеризующейся конечной толщиной листа. Холоднокатаную листовую сталь подвергают воздействию отжига первичной рекристаллизации и обезуглероживающему отжигу (обычно отжиг первичной рекристаллизации одновременно также исполняет и функцию обезуглероживающего отжига), а после этого подвергают воздействию окончательного отжига со следующим далее нанесением отжигового сепаратора. Данным образом, получают листовую сталь, в которой развились кристаллические зерна (зерна вторичной рекристаллизации) при ориентации Госса, (текстурированную электротехническую листовую сталь). Условия изготовления могут использовать обыкновенно известные условия, и на них каких-либо конкретных ограничений не накладывают.
Например, в случае использования отжигового сепаратора, содержащего MgO в качестве основного компонента, на поверхности получающейся в результате листовой стали будет формироваться покрытие, содержащее форстерит, (покрытие из форстерита).
Например, в случае использования отжигового сепаратора, содержащего Al2O3 в качестве основного компонента, на поверхности получающейся в результате листовой стали будет формироваться покрытие, содержащее кордиерит, (покрытие из кордиерита).
Каждое покрытие, выбираемое из покрытия из форстерита и покрытия из кордиерита, соответствует покрытию А, описываемому ниже.
В случае использования в качестве покрытия А любого одного из данных покрытий покрытие В, описываемое ниже, будет формироваться непосредственно на нем.
В случае неиспользования в качестве покрытия А ни одного из данных покрытий неиспользованное покрытие А будет удалено в результате декапирования и тому подобного со следующим далее формированием другого покрытия А (описываемого ниже, например, покрытия А, содержащего нитрид), а после этого будет формироваться покрытие В, описываемое ниже.
Текстурированная электротехническая листовая сталь (листовая сталь) может быть изготовлена без формирования данных покрытий.
Покрытие А
Покрытие А является покрытием, расположенным на листовой стали и содержащим кристаллическое вещество. На способ изготовления покрытия А каких-либо конкретных ограничений не накладывают, и его примеры включают в дополнение к вышеизложенному способу способ химического осаждения из паровой фазы (ХОПФ), способ физического осаждения из паровой фазы (ФОПФ), золь-гелевый технологический процесс и способ окисления листовой стали.
Кристаллическое вещество, содержащееся в покрытии А, иллюстрируется на примере оксида, и одним его предпочтительным примером может являться по меньшей мере один представитель, выбираемый из группы, состоящей из форстерита и кордиерита. Покрытие А, содержащее форстерит в качестве кристаллического оксида, является покрытием из форстерита, которое соответствует представленному выше описанию изобретения. Покрытие А, содержащее кордиерит в качестве кристаллического оксида, является покрытием из кордиерита, которое соответствует представленному выше описанию изобретения. Уже были обсуждены способы изготовления данных покрытий.
Кристаллическое вещество, содержащееся в покрытии А, может представлять собой нитрид. Нитрид сможет быть проиллюстрирован на примере нитрида металла. Одним предпочтительным примером нитрида металла является нитрид металла, содержащий по меньшей мере один тип металла, выбираемого из группы, состоящей из Ti, Al и Cr, а один более предпочтительный его пример выбирают из группы, состоящей из нитрида титана (TiN), нитрида алюминия (AlN) и нитрида хрома (CrN).
Покрытие А, содержащее нитрид, формируют при использовании, например, способа ХОПФ или способа ФОПФ.
Уровень содержания кристаллического вещества в покрытии А предпочтительно составляет не менее, чем 80% (масс.), более предпочтительно не менее, чем 90% (масс.), а еще более предпочтительно 100% (масс.).
Уровень содержания кристаллического вещества в покрытии А может быть измерен при использовании рентгеноструктурного анализа, использующего калибровочную кривую.
Покрытие А может быть образованным из двух или более слоев.
На толщину покрытия А на одной стороне (совокупную толщину соответствующих слоев в случае двух или более слоев) каких-либо конкретных ограничений не накладывают, и она предпочтительно находится в диапазоне от 0,05 мкм до 5,00 мкм, а более предпочтительно от 0,10 мкм до 3,00 мкм.
Покрытие В
Покрытие В является покрытием, расположенным на покрытии А и содержащим стеклообразное вещество, и представляет собой так называемое изоляционное покрытие, оказывающее воздействие натяжения.
Стеклообразное вещество, содержащееся в покрытии В, иллюстрируется на примере силикофосфатного стекла, и одним его предпочтительным примером является силикофосфатное стекло, содержащее по меньшей мере один тип элемента металла, выбираемого из группы, состоящей из Mg, Al, Ca, Ti, Nd, Mo, Cr, B, Ta, Cu и Mn. С точки зрения недавних предписаний в отношении окружающей среды предпочтительным является несодержание Cr.
Покрытие В может содержать кристаллическое вещество (исключая кристаллическое вещество, содержащееся в покрытии А). Остаток, отличный от стеклообразного вещества, представляет собой кристаллическое вещество.
Уровень содержания стеклообразного вещества в покрытии В предпочтительно находится в диапазоне от 10% (масс.) до 100% (масс.), поскольку в случае уровня содержания, составляющего менее, чем 10% (масс.), адгезия покрытия между покрытием А и покрытием В может оказаться ухудшенной.
В дополнение к этому, в результате включения кристаллического вещества в стеклообразное вещество для получения закристаллизованного стекла покрытие В может обеспечить получение свойств, которые не могут быть достигнуты при использовании одного только стеклообразного вещества, (таких как маленькое термическое расширение и высокая жаропрочность). Уровень содержания стеклообразного вещества в покрытии В предпочтительно находится в диапазоне от 30% (масс.) до 90% (масс.), а более предпочтительно от 40% (масс.) до 70% (масс.) или более.
В случае формирования покрытия В при использовании способа В1 или способа В2, описанных ниже, уровень содержания стеклообразного вещества в сформированном покрытии В может рассматриваться как составляющий не менее, чем 10% (масс.).
На способ формирования покрытия В каких-либо конкретных ограничений не накладывают, и его примером является способ получения покрытия В в результате нанесения жидкости для получения покрытия поверх покрытия А со следующим далее спеканием (способ В1). Технологический процесс спекания может представлять собой правильный отжиг, который одновременно также исполняет и функцию спекания.
Жидкость для получения покрытия предпочтительно содержит фосфорную кислоту и/или фосфат и коллоидальный диоксид кремния. Примеры видов металлов для фосфата включают Mg, Al, Ca, Mn и Ni.
Жидкость для получения покрытия, кроме того, может содержать соединение металла. Одним примером видов металлов из соединения металла является по меньшей мере один представитель, выбираемый из группы, состоящей из Mg, Al, Ca, Ti, Nd, Mo, Cr, B, Ta, Cu и Mn. Бор (В) рассматривается в качестве металла.
На количества соответствующих компонентов в жидкости для получения покрытия каких-либо конкретных ограничений не накладывают, и они в подходящем для использования случае могут быть заданы.
В случае использования жидкости для получения покрытия температура спекания будет находиться в диапазоне, например, от 600°С до 1000°С. Время спекания находится в диапазоне, например, от 1 секунды до 300 секунд. Атмосферой для спекания, например, является азотная атмосфера.
Способом формирования покрытия В может быть способ получения покрытия В в результате нанесения стеклянной фритты поверх покрытия А со следующим далее спеканием (способ В2).
Например, стеклянная фритта содержит в качестве оксида PbO, SiO2, B2O3, BaO или ZnO.
В случае использования стеклянной фритты температура спекания будет находиться в диапазоне, например, от 600°С до 1200°С. Время спекания находится в диапазоне, например, от 5 минут до 20 минут. Атмосфера для спекания является, например, азотной атмосферой.
Покрытие В может быть образовано из двух или более слоев.
Толщина покрытия В на одной стороне (совокупная толщина соответствующих слоев в случае наличия двух или более слоев) предпочтительно находится в диапазоне от 1,0 мкм до 6,0 мкм, а более предпочтительно от 1,5 мкм до 4,0 мкм, в целях достижения хороших сопротивления межслойной изоляции и коэффициента заполнения пакета сердечника.
Натяжение, оказывающее воздействие на листовую сталь в результате наличия покрытия В, предпочтительно составляет, например, не менее, чем 8 МПа, более предпочтительно не менее, чем 10 МПа, а еще более предпочтительно не менее, чем 12 МПа. В результате увеличения натяжения, оказывающего воздействие на листовую сталь, могут быть уменьшены потери в сердечнике, и может быть уменьшен шум в случае ее использования в трансформаторе.
Способ корректирования профиля для элемента щелочного металла
Способ изготовления текстурированной электротехнической листовой стали изобретения в общем случае является способом, включающим стадию получения листовой стали, имеющей покрытие А, и стадию формирования покрытия В на листовой стали, имеющей покрытие А.
В данном случае в целях удовлетворения представленных выше формул (1) и (2) способ корректирования профиля для элемента щелочного металла может быть проиллюстрирован на примерах способов от 1 до 3, описанных ниже, но без наложения ограничения только этим.
Способ 1
Способом 1 является способ, в котором до формирования покрытия В листовую сталь, имеющую покрытие А, погружают в водный раствор соединения щелочного металла, а впоследствии промывают водой и высушивают. В данное время профиль для элемента щелочного металла корректируют в результате корректирования условий водного промывания, в том числе времени водного промывания.
На элемент щелочного металла каких-либо конкретных ограничений не накладывают, и его примеры включают LiOH, NaOH, KOH, Li2SO4, Na2SO4, K2SO4, LiCl, NaCl, Na2HPO4 и К2HPO4.
В способе 1 уровень содержания соединения щелочного металла в водном растворе, в который погружают листовую сталь, имеющую покрытие А, предпочтительно составляет не менее, чем 1% (масс.), а более предпочтительно не менее, чем 5% (масс.), вследствие наличия вероятности достижения количества покрытия, описываемого ниже. Между тем, уровень содержания предпочтительно составляет не более, чем 40% (масс.), а более предпочтительно не более, чем 30% (масс.), поскольку количество соединения щелочного металла, удаляемое в результате водного промывания, может оказаться маленьким, что является экономически выгодным.
В способе 1 температура водного раствора соединения щелочного металла, в который погружают листовую сталь, имеющую покрытие А, предпочтительно составляет не менее, чем 10°С, а более предпочтительно не менее, чем 15°С, вследствие наличия вероятности достижения количества покрытия, описываемого ниже. Между тем, температура предпочтительно составляет не более, чем 80°С, а более предпочтительно не более, чем 70°С, вследствие едва ли возможного корродирования покрытия А и листовой стали под воздействием аниона, такого как ОН–, SO42– и Cl–, из соединения щелочного металла.
В способе 1 на время погружения листовой стали, имеющей покрытие А, в водный раствор соединения щелочного металла (время погружения) каких-либо конкретных ограничений не накладывают, и, например, оно предпочтительно находится в диапазоне от 1 секунды до 60 секунд, а более предпочтительно от 5 секунд до 30 секунд.
Количество покрытия из соединения щелочного металла согласно вычислению применительно к элементу щелочного металла на обеих сторонах листовой стали, имеющей покрытие А, после высушивания составляет, например, не менее, чем 1,0 × 10–6 моль/м2, и оно предпочтительно составляет не менее, чем 1,0 × 10–5 моль/м2 вследствие достижения адгезией покрытия более превосходного уровня.
На верхнее предельное значение для количества покрытия каких-либо конкретных ограничений не накладывают, и один его пример составляет не более, чем 1,0 × 10–2 моль/м2.
Количество покрытия из соединения щелочного металла применительно к элементу щелочного металла может быть установлено исходя из изменения массы листовой стали, имеющей покрытие А, до и после проведения обработки (погружения в водный раствор соединения щелочного металла, водного промывания и высушивания). В дополнение к этому, в результате предварительного получения множества листовых сталей, имеющих покрытие А при варьируемых количествах покрытий из элемента щелочного металла, в виде стандартных листов и получения калибровочных кривых на основании чисел отсчета в рентгено-флуоресцентном анализе для элемента щелочного металла количество покрытия из соединения щелочного металла применительно к элементу щелочного металла, который соответствует вышеизложенному, легко может быть измерено при использовании рентгено-флуоресцентного анализа.
В способе 1 после высушивания жидкость для получения покрытия наносят поверх покрытия А и подвергают воздействию спекания, в результате чего формируется покрытие В. В данное время распределение элемента щелочного металла может быть откорректировано в результате изменения и корректирования времени спекания и других условий спекания покрытия В для регулирования диспергирования элемента щелочного металла.
Способ 2
Способом 2 является способ, при котором нанесение жидкости для получения покрытия и спекание повторяют несколько раз для формирования покрытия В, образованного из нескольких слоев на покрытии А. Коллоидальный диоксид кремния, использующийся в жидкости для получения покрытия, в некоторых случаях может содержать элемент щелочного металла, такой как Na. В способе 2, например, количество щелочного металла в коллоидальном диоксиде кремния, использующемся для покрытия В, задают большим в первом слое покрытия В, чем во втором слое. Данным образом, профиль для элемента щелочного металла корректируют таким образом, чтобы были бы удовлетворены представленные выше формулы (1) и (2).
Способ 3
Способом 3 является способ, при котором нанесение стеклянной фритты и спекание повторяют несколько раз для формирования на покрытии А покрытия В, образованного из нескольких слоев. В способе 3 KOH, NaOH или другое соединение щелочного металла смешивают со стеклянной фриттой, которую используют для первого слоя покрытия В. Данным образом, профиль для элемента щелочного металла корректируют таким образом, чтобы были бы удовлетворены представленные выше формулы (1) и (2).
Примеры
Настоящее изобретение конкретно описывается ниже при обращении к примерам. Однако, настоящее изобретение не должно восприниматься как ограниченное следующими далее примерами.
Пример испытания 1
Производство текстурированной электротехнической листовой стали
Каждый образец текстурированной электротехнической листовой стали, включающей покрытие А и покрытие В в данном порядке на листовой стали, производили в соответствии с представленным ниже разъяснением изобретения.
Прежде всего, получали сляб кремнистой стали, содержащий при выражении через уровни массового процентного содержания Si в количестве 3,3%, С в количестве 0,06%, Mn в количестве 0,08%, S в количестве 0,001%, Al в количестве 0,015%, N в количестве 0,006%, Cu в количестве 0,05% и Sb в количестве 0,01%.
Сляб кремнистой стали нагревали при 1100°С на протяжении 30 минут, а после этого подвергали воздействию горячей прокатки, в результате чего получали горячекатаную листовую сталь, имеющую толщину 2,2 мм. Полученную горячекатаную листовую сталь подвергали воздействию отжига при 1000°С на протяжении 1 минуты, а после этого подвергали воздействию холодной прокатки, в результате чего получали рулон холоднокатаной листовой стали, имеющей конечную толщину 0,27 мм. Из центральной части таким образом полученного рулона холоднокатаной листовой стали отбирали образец холоднокатаной листовой стали с размерами 100 мм (направление, перпендикулярное направлению прокатки) × 400 мм (направление прокатки). В лаборатории отобранный образец холоднокатаной листовой стали подвергали воздействию повышенной температуры в диапазоне от комнатной температуры до 820°С при скорости нагревания 20°С/с и подвергали воздействию отжига первичной рекристаллизации во влажной атмосфере при 820°С на протяжении 60 секунд. Впоследствии отжиговый сепаратор, полученный в результате смешивания 100 массовых частей MgO и 10 массовых частей TiO2, переводили в форму водной взвеси и наносили на поверхность образца холоднокатаной листовой стали, который был подвергнут воздействию отжига первичной рекристаллизации. После этого образец высушивали. Образец холоднокатаной листовой стали после высушивания подвергали воздействию повышенной температуры в диапазоне от 300°С до 800°С на протяжении 100 часов, а после этого – повышенной температуры до 1200°С при скорости нагревания 50°С/ч и подвергали воздействию окончательного отжига при 1200°С на протяжении 5 часов. Данным образом, формировали покрытие А, содержащее форстерит в качестве кристаллического вещества, (покрытие из форстерита) и получали листовую сталь, имеющую покрытие А. Толщина покрытия А (покрытия из форстерита) составляла 1,2 мкм. Уровень содержания кристаллического вещества в покрытии А составлял не менее, чем 80% (масс.).
Полученную листовую сталь, имеющую покрытие А, погружали в водный раствор, содержащий 5% (масс.) соединения щелочного металла, продемонстрированного в представленной ниже таблице 1, при 25°С на протяжении 10 секунд. Впоследствии листовую сталь, имеющую покрытие А, промывали чистой водой и высушивали. В данном технологическом процессе в результате корректирования уровня водного промывания корректировали количество покрытия из соединения щелочного металла согласно вычислению применительно к элементу щелочного металла (на обеих сторонах) после высушивания. Количество покрытия измеряли при использовании метода, который соответствует представленному выше описанию изобретения.
После этого готовили жидкость для получения изоляционного покрытия на силикофосфатной основе, оказывающего воздействие натяжения, содержащую фосфат магния (30% (моль.) применительно к Mg(PO3)2), коллоидальный диоксид кремния (60% (моль.) применительно к SiO2) и CrO3 (10% (моль.)). Приготовленную жидкость для получения покрытия наносили поверх покрытия А и проводили спекание при 850°С. Данным образом, на покрытии А формировали покрытие В, содержащее силикофосфатное стекло в качестве стеклообразного вещества.
В данное время использовали время спекания (единица измерения: с (секунда)), продемонстрированное в таблице 1.
В качестве коллоидального диоксида кремния использовали относящийся к кислотному типу коллоидальный диоксид кремния, содержащий маленькое количество Na, «SNOWTEX-O», производства компании Nissan Chemical Industries, Ltd., (уровень содержания Na: 0,03% (масс.)).
Жидкость для получения покрытия наносили в количестве 10 г/м2 на обеих сторонах.
Толщина покрытия В составляла 2,5 мкм на каждой стороне.
Измерение профиля для элемента
У таким образом полученного образца текстурированной электротехнической листовой стали получали профили для элементов в направлении толщины при использовании аппарата «GD-Profiler 2», производства компании HORIBA, Ltd., в следующих далее условиях. Исходя из результатов измерений определяли время половинного значения tFe/2 на профиле для Fe, а также время пика tA и время половинного значения tA/2 (tA/2sur, tA/2met) на профиле для элемента щелочного металла (A: Li, Na, K). В дополнение к этому, устанавливали значения tA/tFe/2, tA/2sur/tFe/2 и tA/2met/tFe/2. Результаты продемонстрированы в представленной ниже таблице 1.
Оценка
Полученные образцы текстурированной электротехнической листовой стали оценивали в соответствии с представленным ниже описанием изобретения. Результаты продемонстрированы в представленной ниже таблице 1.
Ширина отслаивания покрытия
Для образца таким образом полученной текстурированной электротехнической листовой стали проводили работу резки в направлении толщины при использовании резальной машины. После этого для конца обработанного участка проводили наблюдения при использовании металлографического микроскопа, измеряли расстояние отслаивания на конце обработанного участка (расстояние от поверхности обработанного конца) покрытия (по меньшей мере, одного покрытия, выбираемого из покрытия А и покрытия В) и измеренное расстояние рассматривали в качестве ширины отслаивания (единица измерения: мм) на конце обработанного участка покрытия.
Меньшая ширина отслаивания покрытия может быть оценена как вариант, характеризующийся превосходной адгезией покрытия, и ширина отслаивания покрытия предпочтительно составляет менее, чем 3,0 мм для практического использования.
Диаметр отслаивания при изгибании
Образец таким образом полученной текстурированной электротехнической листовой стали подвергали воздействию отжига для снятия напряжений в азотной атмосфере при 800°С на протяжении 3 часов. Впоследствии образец сматывали вокруг прутков круглого сечения, имеющих диаметры, различающиеся с шагом изменения в 10 миллиметров, для определения минимального диаметра (диаметра отслаивания при изгибании) в числе диаметров, при использовании которых покрытие (по меньшей мере, одно покрытие, выбираемое из покрытия А и покрытия В) не отслаивалось и не претерпевало возникновения растрескивания. Меньший диаметр отслаивания при изгибании (единица измерения: мм) может быть оценен как вариант, характеризующийся превосходной адгезией покрытия, и диаметр отслаивания при изгибании предпочтительно составляет менее, чем 40 мм для практического использования.
Оказывающее воздействие натяжение
Прежде всего, на одну сторону (совокупную поверхность) произведенного образца текстурированной электротехнической листовой стали прикрепляли противокоррозионную ленту. Впоследствии образец, имеющий на себе прикрепленную противокоррозионную ленту, погружали в водный раствор, содержащий 25% (масс.) NaOH, при 110°С на протяжении приблизительно 10 минут для удаления, тем самым, покрытия В на стороне, не имеющей на себе прикрепленную противокоррозионную ленту. В результате удаления покрытия В на одной стороне возникало коробление образца. Противокоррозионную ленту удаляли и измеряли радиус кривизны образца. Исходя из измеренного радиуса кривизны определяли оказывающее воздействие натяжение (единица измерения: МПа), воздействие которого оказывается покрытием В на листовую сталь.
Оказывающее воздействие натяжение предпочтительно составляет не менее, чем 8,0 МПа.
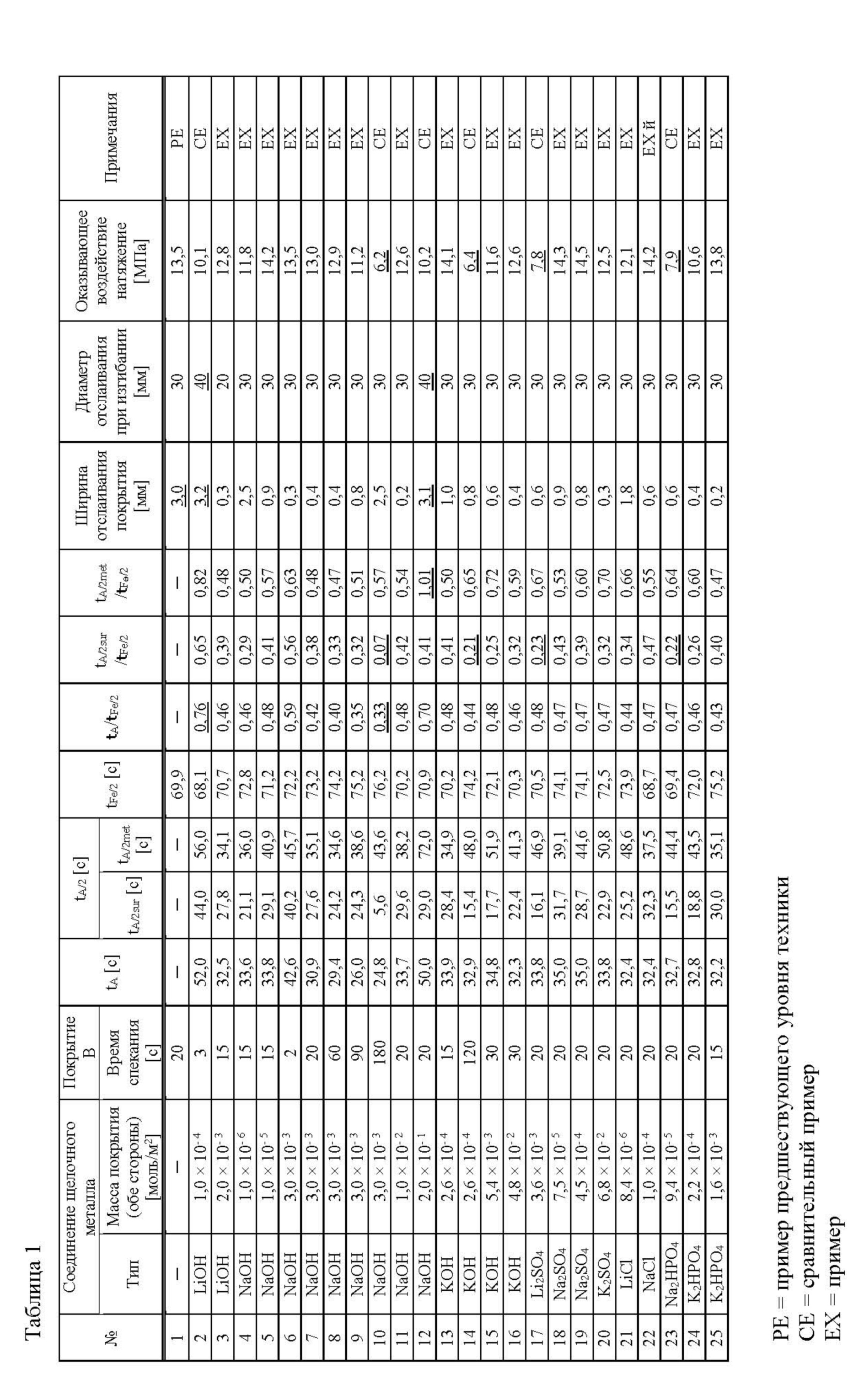
Как это было выявлено в представленной выше таблице 1, в случае удовлетворения соотношений 0,35 ≤ (tA/tFe/2) ≤ 0,75 и 0,25 ≤ (tA/2/tFe/2) ≤ 1,00 ширина отслаивания покрытия и диаметр отслаивания при изгибании были настолько маленькими, что адгезия покрытия была превосходной, и, в дополнение к этому, натяжение, оказывающее воздействие на листовую сталь, было высоким.
Помимо этого, как это было выявлено, количество покрытия (на обеих сторонах) из соединения щелочного металла применительно к элементу щелочного металла составляло не менее, чем 1,0 × 10–5 моль/м2, ширина отслаивания покрытия подавлялась до значения, составляющего не более, чем 1,0 мм, и, таким образом, адгезия покрытия была в еще большей степени превосходной.
С другой стороны, ширина отслаивания покрытия и диаметр отслаивания при изгибании были большими в № 2, где не удовлетворялось соотношение (tA/tFe/2) ≤ 0,75, и адгезия покрытия была ухудшенной.
В № 10, где не удовлетворялись соотношения 0,35 ≤ (tA/tFe/2) и 0,25 ≤ (tA/2sur/tFe/2), натяжение, оказывающее воздействие на листовую сталь, было недостаточным.
В № 12, в котором не удовлетворялось соотношение (tA/2/tFe/2) ≤ 1,00, ширина отслаивания покрытия и диаметр отслаивания при изгибании были большими, и адгезия покрытия была ухудшенной.
В №№ 14, 17 и 23, в которых не удовлетворялось соотношение 0,25 ≤ (tA/2sur/tFe/2), натяжение, оказывающее воздействие на листовую сталь, было недостаточным.
Пример испытания 2
Производство текстурированной электротехнической листовой стали
Каждый образец текстурированной электротехнической листовой стали, включающей покрытие А и покрытие В в данном порядке на листовой стали, производили в соответствии с представленным ниже разъяснением изобретения.
Прежде всего, тем же самым образом, что и в примере испытания 1, получали листовую сталь, имеющую покрытие А (покрытие из форстерита).
После этого готовили жидкость для получения покрытия, содержащую фосфорную кислоту, коллоидальный диоксид кремния и соединение металла. Уровень содержания фосфорной кислоты составлял 0,5 моль/л применительно к Р2О5. Уровень содержания коллоидального диоксида кремния составлял 1,5 моль/л применительно к SiO2. Уровень содержания соединения металла рассчитывали применительно к его оксиду металла, продемонстрированному в представленной ниже таблице 2, и задавали на уровне содержания (единица измерения: моль/л), продемонстрированном в таблице.
Приготовленную жидкость для получения покрытия наносили на поверхность полученной листовой стали, имеющей покрытие А, и проводили спекание. Нанесение и спекание проводили два раза. Данным образом, на покрытии А формировали два слоя покрытия В, содержащее силикофосфатное стекло в качестве стеклообразного вещества.
В качестве коллоидального диоксида кремния, содержащегося в жидкости для получения покрытия, использовали в первом слое покрытия В коллоидальный диоксид кремния «АТ-300» (уровень содержания Na: 0,55% (масс.)), производства компании ADEKA CORPORATION, в то время как во втором слое покрытия В использовали коллоидальный диоксид кремния «АТ-20N» (уровень содержания Na: 0,03% (масс.)), производства компании ADEKA CORPORATION.
Как первый, так и второй слои покрытия В подвергали спеканию в условиях 900°С на протяжении 30 секунд в азотной атмосфере.
Толщину покрытия В (одна сторона, единица измерения: мкм) задавали таким образом, как это продемонстрировано в представленной ниже таблице 2. Толщину оценивали в результате проведения наблюдения в поперечном сечении при использовании метода СЭМ.
Измерение профиля для элемента
Тем же самым образом, что и в примере испытания 1, у произведенного образца текстурированной электротехнической листовой стали определяли время половинного значения tFe/2 на профиле для Fe, а также время пика tA и время половинного значения tA/2 (tA/2sur, tA/2met) на профиле для элемента щелочного металла (Na). В дополнение к этому, устанавливали значения tA/tFe/2, tA/2sur/tFe/2 и tA/2met/tFe/2. Результаты продемонстрированы в представленной ниже таблице 2.
Оценка
Тем же самым образом, что и в примере испытания 1, определяли ширину отслаивания покрытия, диаметр отслаивания при изгибании и оказывающее воздействие натяжение у произведенного образца текстурированной электротехнической листовой стали. Результаты продемонстрированы в представленной ниже таблице 2.
В дополнение к этому, у произведенного образца текстурированной электротехнической листовой стали в соответствии с документом JIS C 2550 измеряли сопротивление межслойной изоляции и коэффициент заполнения пакета сердечника. Сопротивление межслойной изоляции оценивали на основании значения силы электрического тока (значения силы электрического тока Франклина). Результаты продемонстрированы в представленной ниже таблице 2.
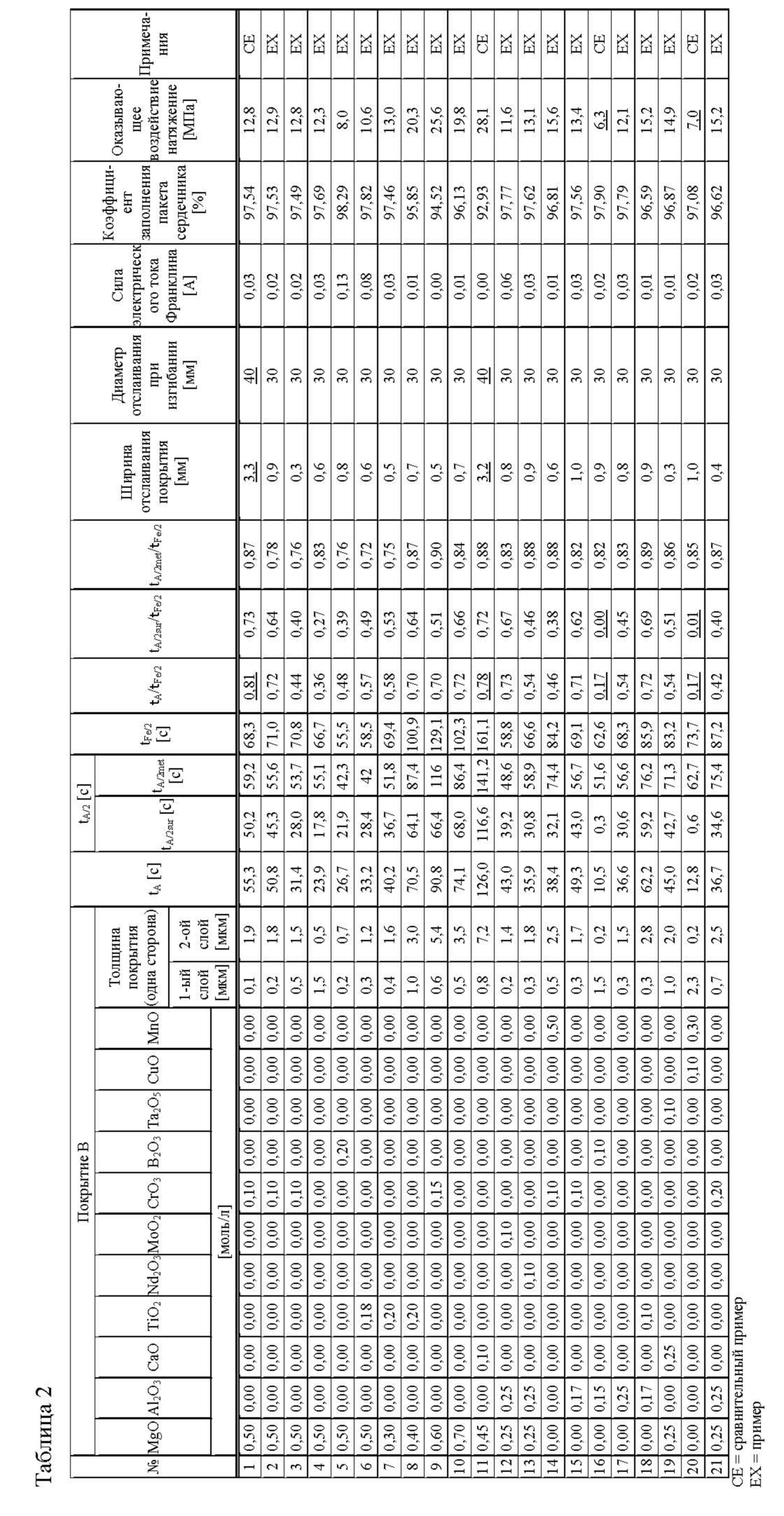
Как это было выявлено в представленной выше таблице 2, в случае удовлетворения соотношений 0,35 ≤ (tA/tFe/2) ≤ 0,75 и 0,25 ≤ (tA/2/tFe/2) ≤ 1,00 ширина отслаивания покрытия и диаметр отслаивания при изгибании были настолько маленькими, что адгезия покрытия была превосходной, и, в дополнение к этому, натяжение, оказывающее воздействие на листовую сталь, было высоким.
Что касается покрытия В, то согласно наблюдениям натяжение, оказывающее воздействие на листовую сталь, будет иметь тенденцию к увеличению по мере увеличения толщины.
С другой стороны, в №№ 1 и 11, где не удовлетворялось соотношение (tA/tFe/2) ≤ 0,75, адгезия покрытия была ухудшенной.
В №№ 16 и 20, где не удовлетворялись соотношения 0,35 ≤ (tA/tFe/2) и 0,25 ≤ (tA/2sur/tFe/2), натяжение, оказывающее воздействие на листовую сталь, было недостаточным.
Пример испытания 3
Производство текстурированной электротехнической листовой стали
Каждый образец текстурированной электротехнической листовой стали, включающей покрытие А и покрытие В в данном порядке на листовой стали, производили в соответствии с представленным ниже разъяснением изобретения.
Прежде всего, получали сляб кремнистой стали, содержащий при выражении через уровни массового процентного содержания Si в количестве 3,3%, С в количестве 0,06%, Mn в количестве 0,08%, S в количестве 0,001%, Al в количестве 0,015%, N в количестве 0,006%, Cu в количестве 0,05% и Sb в количестве 0,01%.
Сляб кремнистой стали нагревали при 1100°С на протяжении 30 минут, а после этого подвергали воздействию горячей прокатки, в результате чего получали горячекатаную листовую сталь, имеющую толщину 2,2 мм. Полученную горячекатаную листовую сталь подвергали воздействию отжига при 1000°С на протяжении 1 минуты, а после этого подвергали воздействию холодной прокатки, в результате чего получали холоднокатаную листовую сталь, имеющую конечную толщину 0,23 мм. После этого холоднокатаную листовую сталь подвергали воздействию повышенной температуры в диапазоне от комнатной температуры до 820°С при скорости нагревания 20°С/с и подвергали воздействию отжига первичной рекристаллизации во влажной атмосфере при 820°С на протяжении 60 секунд. Вслед за этим отжиговый сепаратор, полученный в результате смешивания 150 массовых частей Al2O3 и 1 массовой части Na2B4O7⋅10H2O с 50 массовыми частями MgO, переводили в форму водной взвеси и наносили на поверхность холоднокатаной листовой стали, которая был подвергнута воздействию отжига первичной рекристаллизации. После этого холоднокатаную листовую сталь высушивали. Холоднокатаную листовую сталь после высушивания подвергали воздействию повышенной температуры в диапазоне от 300°С до 800°С на протяжении 100 часов, а после этого – повышенной температуры до 1200°С при скорости нагревания 50°С/ч и подвергали воздействию окончательного отжига при 1200°С на протяжении 5 часов. В соответствии с этим, формировали покрытие А, содержащее кордиерит (2MgO⋅2Al2O3⋅5SiO2) в качестве кристаллического вещества, и получали листовую сталь (рулон), имеющую покрытие А. Из центральной части полученного рулона отбирали образец с размерами 100 мм (направление, перпендикулярное направлению прокатки) × 400 мм (направление прокатки).
У некоторых из образцов покрытие А (покрытие из кордиерита) удаляли при использовании смешанной кислоты из серной кислоты и фтористо-водородной кислоты и при использовании способа ФОПФ формировали покрытие А (покрытие из нитрида), содержащее нитрид, продемонстрированный в представленной ниже таблице 3, в качестве кристаллического вещества.
Толщина покрытия А (единица измерения: мкм) продемонстрирована в представленной ниже таблице 3.
Уровень содержания кристаллического вещества в покрытии А составлял не менее, чем 80% (масс.) у любого образца.
После этого на поверхность листовой стали, имеющей покрытие А, наносили стеклянную фритту, производства компании Asahi Glass Co., Ltd., продемонстрированную в представленной ниже таблице 3, и проводили спекание, в результате чего формировали покрытие В. Стеклянная фритта характеризовалась большим размером зерна, и, таким образом, ее размалывали при использовании шаровой мельницы для корректирования размера зерна и доведения его до среднего размера частиц 1,0 мкм и после этого использовали.
Нанесение и спекание проводили два раза для формирования покрытия В, образованного из двух слоев. В случае формирования первого слоя покрытия В со стеклянной фриттой смешивали 0,2% (масс.) КОН.
Как первый, так и второй слои покрытия В подвергали спеканию в условиях 1000°С на протяжении 10 минут в азотной атмосфере.
Толщину покрытия В (одна сторона, единица измерения: мкм) задавали таким образом, как это продемонстрировано в представленной ниже таблице 3. Толщину оценивали в результате проведения наблюдения в поперечном сечении при использовании метода СЭМ.
Измерение профиля для элемента
Тем же самым образом, что и в примере испытания 1, у произведенного образца текстурированной электротехнической листовой стали определяли время половинного значения tFe/2 на профиле для Fe, а также время пика tA и время половинного значения tA/2 (tA/2sur, tA/2met) на профиле для элемента щелочного металла (К). В дополнение к этому, устанавливали значения tA/tFe/2, tA/2sur/tFe/2 и tA/2met/tFe/2. Результаты продемонстрированы в представленной ниже таблице 3.
Оценка
Тем же самым образом, что и в примере испытания 1, определяли ширину отслаивания покрытия, диаметр отслаивания при изгибании и оказывающее воздействие натяжение у произведенного образца текстурированной электротехнической листовой стали. В дополнение к этому, тем же самым образом, что и в примере испытания 2, определяли сопротивление межслойной изоляции (значение силы электрического тока Франклина) и коэффициент заполнения пакета сердечника. Результаты продемонстрированы в представленной ниже таблице 3.

Как это было выявлено в представленной выше таблице 3, в случае удовлетворения соотношений 0,35 ≤ (tA/tFe/2) ≤ 0,75 и 0,25 ≤ (tA/2/tFe/2) ≤ 1,00 ширина отслаивания покрытия и диаметр отслаивания при изгибании были настолько маленькими, что адгезия покрытия была превосходной, и, в дополнение к этому, натяжение, оказывающее воздействие на листовую сталь, было высоким.
Что касается покрытия В, то согласно наблюдениям натяжение, оказывающее воздействие на листовую сталь, будет иметь тенденцию к увеличению по мере увеличения толщины.
С другой стороны, в № 2, где не удовлетворялось соотношение (tA/tFe/2) ≤ 1,00, адгезия покрытия была ухудшенной.
В №№ 3, 8, 9 и 10, где не удовлетворялись соотношения 0,35 ≤ (tA/tFe/2) и 0,25 ≤ (tA/2sur/tFe/2), натяжение, оказывающее воздействие на листовую сталь, было недостаточным.
В № 6, где не удовлетворялось соотношение (tA/tFe/2) ≤ 0,75, ширина отслаивания покрытия и диаметр отслаивания при изгибании были большими, и адгезия покрытия была ухудшенной.
Реферат
Группа изобретений относится к текстурированной электротехнической листовой стали и способу ее производства. Текстурированная электротехническая листовая сталь включает листовую сталь, пленку А, содержащую кристаллический материал и расположенную на листовой стали, и пленку В, содержащую стеклообразный материал и расположенную на пленке. Причем профиль для элемента, полученный при использовании метода светоэмиссионного анализа поверхности с высокочастотным тлеющим разрядом в направлении от пленки к листовой стали, удовлетворяет представленным ниже формулам (1) и (2): 0,35 ≤ (tA/tFe/2) ≤ 0,75 (1); 0,25 ≤ (tA/2/tFe/2) ≤ 1,00 (2), в которых tAпредставляет собой время пика на профиле для элемента щелочного металла, tA/2представляет собой время половинного значения на профиле для элемента щелочного металла. Техническим результатом является обеспечение текстурированной электротехнической листовой стали, у которой на листовую сталь оказывается воздействие высокого натяжения, и адгезия покрытия является превосходной. 2 н. и 14 з.п. ф-лы, 2 ил., 3 табл., 3 пр.
Формула
Документы, цитированные в отчёте о поиске
Лист из электромагнитной стали с ориентированной структурой с покрытием и способ его изготовления
Комментарии