Поверхностно-упрочняемая сталь, способ ее получения и машинная конструкционная деталь с использованием поверхностно- упрочняемой стали - RU2532770C1
Код документа: RU2532770C1
Описание
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к поверхностно-упрочняемой стали, которая становится исходным материалом для машинной конструкционной детали, используемой после науглероживания в транспортном оборудовании, таком как автомобиль и тому подобные, строительном оборудовании, другой промышленной технике и тому подобном, способу ее получения и к машинной конструкционной детали, полученной с использованием поверхностно-упрочняемой стали, и более конкретно относится к поверхностно-упрочняемой стали, которая проявляет пригодность к холодной штамповке и характеристики предотвращения укрупнения кристаллических зерен после науглероживания, способу ее получения и машинной конструкционной детали.
Уровень техники
[0002] В машинной конструкционной детали, используемой в разнообразном промышленном оборудовании, таком как транспортное оборудование, строительное оборудование, прочая промышленная техника, и тому подобные, в частности, в качестве исходного материала для машинной конструкционной детали, требующей высокой прочности, традиционно использовали низколегированную сталь для применения в машинных конструкциях (поверхностно-упрочняемую сталь), указанную в Японском Промышленном Стандарте (JIS), такую как SCr, SCM, SNCM, и тому подобные. Поверхностно-упрочняемую сталь подвергают формованию до желательной конфигурации детали станочной обработкой, такой как ковка, обработка резанием, и тому подобная, после этого подвергают обработке для поверхностного упрочнения (обработка для поверхностной закалки), такой как науглероживание, нитроцементация, и тому подобная, и после этого последующей обработке в таких стадиях, как шлифование и тому подобное, в результате чего изготавливают машинную конструкционную деталь.
[0003] В недавние годы в стадии изготовления машинной конструкционной детали стало желательным изменение технологии с переходом от традиционной горячей ковки и горячей штамповки к холодной штамповке. Холодная штамповка представляет собой обработку, выполняемую обычно в атмосфере при температуре 200°С или ниже, и холодная штамповка имеет такие преимущества, как превосходная производительность, и превосходные как размерная точность, так и выход стали, по сравнению с этими параметрами при горячей ковке и горячей штамповке. Однако когда используют поверхностно-упрочняемую сталь, оговоренную в вышеуказанных стандартах JIS, возникают такие проблемы, как недостаточная пригодность к холодной штамповке, ухудшение механических характеристик, таких как прочность детали, вследствие укрупнения кристаллических зерен при науглероживании после холодной штамповки. Поэтому в качестве технологии для предотвращения укрупнения кристаллических зерен были раскрыты способы согласно Патентным Документам 1-3. В этих документах были представлены способы добавления в сталь таких элементов, как Ti, Nb и тому подобные, для образования тонкодисперсных выделившихся фаз, таких как TiC, Nb(CN), и тому подобные, тем самым вызывая пиннинг-эффект и предотвращая укрупнение кристаллических зерен. Кроме того, например, в Патентном Документе 4 была предложена технология повышения пригодности к холодной штамповке регулированием добавляемого количества легирующих элементов в то же время с принятием таких мер для предотвращения укрупнения кристаллических зерен.
[Список цитированной литературы]
[Патентные Документы]
[0004]
[Патентный Документ 1] Публикация Японской Нерассмотренной Патентной Заявки № Н11-92868
[Патентный Документ 2] Публикация Японской Нерассмотренной Патентной Заявки № 2005-200667
[Патентный Документ 3] Публикация Японской Нерассмотренной Патентной Заявки № 2007-321211
[Патентный Документ 4] Публикация Японской Нерассмотренной Патентной Заявки № 2003-183773
Сущность изобретения
[Технические проблемы]
[0005] В области машинных конструкционных деталей, где все больше и больше возрастают потребности в применении холодной штамповки, и, кроме того, в отношении поверхностно-упрочняемой стали, которая становится исходным материалом для них, было желательным в большей степени, чем раньше, создание поверхностно-упрочняемой стали, имеющей превосходные как пригодность к холодной штамповке, так и характеристики предотвращения укрупнения кристаллических зерен после науглероживания.
[0006] Настоящее изобретение было разработано с учетом таких обстоятельств, как описанные выше, и его цель состоит в создании новой поверхностно-упрочняемой стали, имеющей превосходные характеристики предотвращения укрупнения кристаллических зерен после науглероживания, в то же время с сохранением достаточной пригодности к холодной штамповке даже в детали, имеющей усложненную форму, и крупногабаритной детали, способа ее получения, и машинной конструкционной детали, полученной с использованием поверхностно-упрочняемой стали.
[Разрешение проблем]
[0007] Поверхностно-упрочняемая сталь в отношении настоящего изобретения, которое могло бы разрешить эти проблемы, представляет собой поверхностно-упрочняемую сталь, содержащую, в % по массе, С: 0,05-0,20%, Si: 0,01-0,1%, Mn: 0,3-0,6%, Р: 0,03% или менее (за исключением 0%), S: 0,001-0,02%, Cr: 1,2-2,0%, Al: 0,01-0,1%, Ti: 0,010-0,10%, N: 0,010% или менее (за исключением 0%), и В: 0,0005-0,005%, с остальным количеством, приходящимся на железо и неизбежные загрязняющие примеси, причем плотность выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности менее 20 нм, составляет 10-100 частиц/мкм2, плотность выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности 20 нм или более, составляет 1,5-10 частиц/мкм2, и твердость по Виккерсу составляет 130 HV или менее.
[0008] В одном предпочтительном варианте осуществления настоящего изобретения поверхностно-упрочняемая сталь дополнительно содержит Mo: 2% или менее (за исключением 0%).
[0009] В одном предпочтительном варианте осуществления настоящего изобретения поверхностно-упрочняемая сталь дополнительно содержит Cu: 0,1% или менее (за исключением 0%), и/или Ni: 3% или менее (за исключением 0%).
[0010] Кроме того, способ получения поверхностно-упрочняемой стали в отношении настоящего изобретения, которое могло бы разрешить эти проблемы, включает стадии, в которых получают сталь с химическим составом, описанным в любом из вышеуказанных абзацев, проводят обработку томлением в течение 30 минут или менее при температуре 1100-1280°С и повторную термическую обработку в течение 120 минут или менее при температуре 800-1000°С.
[0011] Кроме того, в настоящем изобретении машинная конструкционная деталь, полученная холодной обработкой вышеописанной поверхностно-упрочняемой стали и после этого науглероживанием ее, также входит в пределы области настоящего изобретения при следующем условии: (А) индекс среднего размера зерен бывшего аустенитного зерна в области от поверхности до положения на глубине 200 мкм имеет № 8-14, (В) индекс среднего размера зерен бывшего аустенитного зерна имеет № 6-12 в области от положения на глубине 200 мкм до положения на глубине 500 мкм от поверхности, и не содержатся крупные зерна бывшего аустенитного зерна с индексом размера зерен № 5,5 или ниже.
[Преимущественные эффекты изобретения]
[0012] В соответствии с поверхностно-упрочняемой сталью согласно настоящему изобретению, поскольку тонкодисперсные выделившиеся фазы на основе Ti, имеющие диаметр эквивалентной окружности менее 20 нм, и крупнозернистые выделившиеся фазы на основе Ti, имеющие диаметр эквивалентной окружности 20 нм или более, были диспергированы с хорошо сбалансированной надлежащей плотностью, твердость была высокой, и было подавлено сопротивление деформированию при холодной штамповке, тем самым была улучшена пригодность для холодной штамповки, и могло быть предотвращено укрупнение зерен при проводимом после этого науглероживании.
Краткое описание чертежа
[0013]
[Фиг. 1] Фиг. 1 представляет схематический чертеж, показывающий условия науглероживания в примере 1.
Описание вариантов осуществления изобретения
[0014] Хотя, как было описано выше, было весьма желательным создание поверхностно-упрочняемой стали с превосходными характеристиками предотвращения укрупнения зерен после науглероживания, и также с превосходной пригодностью к холодной штамповке, как правило, считалось, что одновременное достижение их обеих является затруднительным. Причиной тому является следующее: как представлено в вышеописанных Патентных Документах 1-3, чтобы предотвратить укрупнение кристаллических зерен при науглероживании после холодной штамповки, результативным является формирование тонкодисперсных выделившихся фаз, таких как TiC и тому подобных, однако когда выделившиеся фазы, полезные для предотвращения укрупнения кристаллических зерен, образуются сверх необходимого количества, это оказывает вредное влияние, ухудшая пригодность к холодной штамповке вследствие повышения твердости и сопротивления деформированию при холодной штамповке, затрудненной пластической деформации стали, сокращения срока службы пресс-формы, и тому подобного.
[0015] Поэтому авторы настоящего изобретения провели многократные исследования, чтобы создать поверхностно-упрочняемую сталь с превосходными свойствами в отношении как характеристик предотвращения укрупнения кристаллических зерен, так и пригодности к холодной штамповке. В результате было найдено, что желательная цель могла быть достигнута, когда использовали поверхностно-упрочняемую сталь, в которой выделившиеся фазы на основе Ti в стали были диспергированы надлежащим образом сбалансированными в зависимости от их размера (диаметра эквивалентной окружности), и было выполнено настоящее изобретение.
[0016] Хотя выделившиеся фазы на основе Ti, на которых сосредоточено настоящее изобретение, представляет собой выделившиеся фазы, эффективные в предотвращении укрупнения кристаллических зерен, как было описано выше, они скорее являются вредными с позиции пригодности к холодной штамповке, также становясь причиной повышения твердости и сопротивления деформированию стали вследствие дисперсионного твердения под влиянием выделившихся фаз на основе Ti и поэтому обусловливая ухудшение пригодности к холодной штамповке. Чтобы предотвратить ухудшение пригодности к холодной штамповке, например, представляется эффективным сокращение, насколько это возможно, плотности крупнозернистых выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности 20 нм или более, оказывающих значительное вредное влияние на сопротивление деформированию, чтобы тем самым снизить эффект дисперсионного твердения от крупнозернистых выделившихся фаз на основе Ti и улучшить пригодность к холодной штамповке. Однако согласно экспериментам авторов настоящего изобретения было известно, что, когда плотность крупнозернистых выделившихся фаз на основе Ti была чрезмерно сокращена, эффект предотвращения укрупнения кристаллических зерен мог бы проявиться на участке поверхностного слоя цементированного материала после науглероживания, однако укрупнение кристаллических зерен происходило бы внутри, и в результате этого характеристики предотвращения укрупнения кристаллических зерен науглероживаемого материала не проявлялись бы в достаточной мере.
[0017] Поэтому были повторно проведены дополнительные эксперименты и в результате было найдено, что, когда плотность крупнозернистых выделившихся фаз на основе Ti и плотность тонкодисперсных выделившихся фаз на основе Ti регулировали с хорошим балансом, с предотвращением укрупнения кристаллических зерен не только на участке поверхностного слоя науглероживаемого материала, но также внутри него, путем регулирования плотности крупнозернистых выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности 20 нм или более, в предварительно заданном диапазоне (1,5-10 частиц/мкм2), и регулирования плотности тонкодисперсных выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности менее 20 нм, в предварительно заданном диапазоне (10-100 частиц/мкм2), чтобы подавить повышение сопротивления деформированию при холодной штамповке вследствие присутствия крупнозернистых выделившихся фаз на основе Ti (в частности, снижением верхнего предела плотности тонкодисперсных выделившихся фаз на основе Ti до 100 частиц/мкм2 или менее), могла быть получена поверхностно-упрочняемая сталь, имеющая твердость, подходящую для пригодности к холодной штамповке, способная дополнительно довести сопротивление деформированию при холодной штамповке до более низкого уровня, чем раньше, способная эффективно подавлять укрупнение кристаллических зерен не только на участке поверхностного слоя науглероженного материала, но также внутри него, и имеющая исключительно высокие характеристики предотвращения укрупнения кристаллических зерен всего науглероженного материала в целом, и было выполнено настоящее изобретение.
[0018] В настоящем описании «поверхностно-упрочняемая сталь» означает сталь, полученную при использовании литья стали с химическим составом, содержащим легирующие элементы Cr, Mn, и тому подобные, такого как SCr, SCM, и тому подобного, с проведением горячей ковки после обработки томлением (термической обработки на твердый раствор), и повторной горячей обработки (например, горячей прокатки). Кроме того, в настоящем описании «машинная конструкционная деталь» означает деталь, полученную формованием поверхностно-упрочняемой стали, изготовленной, как описано выше, в деталь с желательной формой путем холодной штамповки, станочной обработки и тому подобной, и после этого подверганием обработке для поверхностной закалки (обработке для поверхностного упрочнения), такой как науглероживание, нитроцементация и тому подобная.
[0019] Кроме того, в настоящем описании «с превосходной пригодностью к холодной штамповке» означает, что, когда твердость по Виккерсу и среднее сопротивление деформированию до 55% поверхностно-упрочняемой стали измеряют в условиях, описанных в приведенном ниже примере, твердость по Виккерсу составляет 130 HV или менее, среднее сопротивление деформированию до 55% составляет 600 МПа или менее. Эти значения предпочтительно являются настолько малыми, насколько возможно, и предпочтительно твердость по Виккерсу составляет 125 HV или менее, и среднее сопротивление деформированию предпочтительно составляет 590 МПа или менее.
[0020] Кроме того, в настоящем описании «с превосходными характеристиками предотвращения укрупнения кристаллических зерен после науглероживания» означает, что в отношении науглероживаемого материала после науглероживания, когда как (А) индекс среднего размера зерен в зернах, присутствующих в области самого наружного слоя от поверхности до положения на глубине 200 мкм, так и (В) индекс среднего размера зерен в зернах, присутствующих во внутренней области от положения на глубине 200 мкм до положения на глубине 500 мкм от поверхности, измеряют соответственно методу, описанному в приведенном ниже примере, то удовлетворяются такие условия, что как (А) индекс среднего размера зерен в зернах, присутствующих в области самого наружного слоя, имеет № 8-14, так и (В) индекс среднего размера зерен в зернах, присутствующих во внутренней области, имеет № 6-12, и что не содержатся крупные зерна бывшего аустенитного зерна с индексом размера зерен № 5,5 или ниже. Эти индексы среднего размера зерен предпочтительно являются настолько высокими, насколько возможно (то есть, средний размер зерен предпочтительно является настолько малым, насколько возможно), и предпочтительно, чтобы удовлетворялись такие условия, что как (А) индекс среднего размера зерен в зернах, присутствующих в области самого наружного слоя, имел № 9-13, так и (В) индекс среднего размера зерен в зернах, присутствующих во внутренней области, имел № 7-11, и что не содержались крупные зерна бывшего аустенитного зерна с размером зерен № 5,5 или ниже.
[0021] Во-первых, будут описаны выделившиеся фазы на основе Ti, которые наиболее значительно характеризуют настоящее изобретение.
[0022] В настоящем изобретении «выделившиеся фазы на основе Ti» означают выделившиеся фазы, по меньшей мере содержащие Ti. Более конкретно, в дополнение к выделившимся фазам, содержащим только Ti, например, таким как TiC (карбид титана), TiN (нитрид титана), Ti(CN) (карбонитрид титана), к выделившимся фазам на основе Ti также относятся композитные выделившиеся фазы, которые представляют собой описанные выше выделившиеся фазы, дополнительно содержащие карбид-, нитрид- и карбонитридобразующие элементы, например, такие как В, Al и тому подобные.
[0023] Кроме того, поверхностно-упрочняемая сталь согласно настоящему изобретению отличается тем, что плотность выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности менее 20 нм, составляет 10-100 частиц/мкм2, и плотность выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности 20 нм или более, составляет 1,5-10 частиц/мкм2. В настоящем описании, для удобства разъяснения, в случае выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности менее 20 нм, они называются «тонкодисперсными выделившимися фазами на основе Ti», и выделившиеся фазы на основе Ti, имеющие диаметр эквивалентной окружности 20 нм или более, называются «крупнозернистыми выделившимися фазами на основе Ti».
[0024] Здесь еще раз будет описана концепция регулирования плотности выделившихся фаз на основе Ti в настоящем изобретении. Как неоднократно упомянуто, в поверхностно-упрочняемой стали выделившиеся фазы на основе Ti, как известно, в основном проявляют действие предотвращения укрупнения кристаллических зерен при науглероживании, и об улучшении таких характеристик предотвращения укрупнения кристаллических зерен можно говорить, когда диаметр частиц выделившихся фаз на основе Ti является меньшим, и плотность является более высокой. Однако поскольку происходит дисперсионное твердение, и пригодность к холодной штамповке ухудшается вследствие образования выделившихся фаз на основе Ti, для придания превосходной пригодности к холодной штамповке диаметр частиц выделившихся фаз на основе Ti следует сделать настолько малым, насколько возможно, и следует снизить плотность. Поэтому для одновременного достижения как превосходной пригодности к холодной штамповке, так и превосходных характеристик предотвращения укрупнения кристаллических зерен следует тщательно регулировать диаметр частиц и плотность выделившихся фаз на основе Ti. Согласно результатам проведенных авторами настоящего изобретения экспериментов было обнаружено, что поверхностно-упрочняемая сталь, в которой плотность тонкодисперсных выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности менее 20 нм, и плотность крупнозернистых выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности 20 нм или более, соответственно регулировали в хорошем балансе, с выделившимися фазами на основе Ti, имеющими диаметр эквивалентной окружности 20 нм в качестве границы, превосходила сталь согласно прототипу как по характеристикам предотвращения укрупнения кристаллических зерен после науглероживания, так и по пригодности к холодной штамповке.
[0025] Этот момент будет описан немного подробнее. Согласно результатам проведенных авторами настоящего изобретения экспериментов было обнаружено, что не все из выделившихся фаз на основе Ti эффективно проявляют характеристики предотвращения укрупнения кристаллических зерен при науглероживании после холодной штамповки, но характеристики предотвращения укрупнения кристаллических зерен в значительной мере обусловливаются диаметром их частиц и содержанием углерода (С) в матрице. Другими словами, когда диаметр частиц (диаметр эквивалентной окружности) выделившихся фаз на основе Ti является малым, или содержание С в матрице является низким, выделившиеся фазы на основе Ti при науглероживании становятся нестабильными, и характеристики предотвращения укрупнения кристаллических зерен не могут эффективно проявляться. Кроме того, поскольку содержание С значительно варьирует между участком поверхностного слоя и внутренней областью стали при науглероживании, и внутри стали может происходить укрупнение кристаллических зерен, где содержание С является низким по сравнению с участком поверхностного слоя стали, где содержание С является высоким даже в той же самой стали (науглероженном материале), для предотвращения этого следует повысить плотность выделившихся фаз на основе Ti с большим диаметром частиц. Однако когда плотность выделившихся фаз на основе Ti с большим диаметром частиц повышается, происходит вредное ухудшение пригодности к холодной штамповке, и поэтому в настоящем изобретении верхний предел плотности тонкодисперсных выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности менее 20 нм, ограничен с целью компенсации ухудшения пригодности к холодной штамповке, которое сопровождается образованием крупнозернистых выделившихся фаз на основе Ti.
[0026] С другой стороны, хотя тонкодисперсные выделившиеся фазы на основе Ti, в частности, проявляют эффективные характеристики предотвращения укрупнения кристаллических зерен в поверхностном слое стали, где содержание С является высоким, для дополнительного повышения прочности стали после науглероживания следует дополнительно уменьшить размер кристаллических зерен в поверхностном слое (то есть, должна быть повышена плотность тонкодисперсных выделившихся фаз на основе Ti). Поэтому в настоящем изобретении для формирования большого количества тонкодисперсных выделившихся фаз на основе Ti с меньшими вредными влияниями на пригодность к холодной штамповки, чем от крупнозернистых выделившихся фаз на основе Ti, и для действенного проявления эффекта миниатюризации размеров зерен в поверхностном слое, где содержание С является высоким, был ограничен нижний предел плотности тонкодисперсных выделившихся фаз на основе Ti.
[0027] Ниже будут описаны соответствующие выделившиеся фазы на основе Ti.
[0028] Во-первых, плотность тонкодисперсных выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности менее 20 нм, составляет 10-100 частиц/мкм2. Тонкодисперсные выделившиеся фазы на основе Ti действуют так, что эффективно проявляют характеристики предотвращения укрупнения кристаллических зерен после науглероживания, и для эффективного проявления такого действия нижний предел плотности тонкодисперсных выделившихся фаз на основе Ti был установлен на 10 частиц/мкм2 или более. С другой стороны, когда плотность тонкодисперсных выделившихся фаз на основе Ti является чрезмерно высокой, пригодность к холодной штамповке ухудшается вследствие дисперсионного твердения, обусловленного выделившимися фазами на основе Ti, и поэтому верхний предел ее был установлен на уровне 100 частиц/мкм2 или менее. Когда принимается во внимание баланс между характеристиками предотвращения укрупнения кристаллических зерен после науглероживания и пригодностью к холодной штамповке, плотность тонкодисперсных выделившихся фаз на основе Ti предпочтительно составляет 20-90 частиц/мкм2 и более предпочтительно плотность составляет 25-85 частиц/мкм2.
[0029] Далее, плотность выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности 20 нм или более, составляет 1,5-10 частиц/мкм2. Крупнозернистые выделившиеся фазы на основе Ti, имеющие диаметр эквивалентной окружности 20 нм или более, являются полезными для улучшения характеристик предотвращения укрупнения кристаллических зерен внутри стали (науглероженного материала), где содержание С является в особенности низким, и для эффективного проявления такого действия нижний предел плотности крупнозернистых выделившихся фаз на основе Ti был установлен на 1,5 частицы/мкм2 или более. С другой стороны, крупнозернистые выделившиеся фазы на основе Ti оказывают значительные вредные действия на пригодность к холодной штамповке, и, когда плотность крупнозернистых выделившихся фаз на основе Ti является чрезмерно высокой, пригодность к холодной штамповке ухудшается вследствие дисперсионного твердения, обусловленного выделившимися фазами на основе Ti, и поэтому верхний предел ее был установлен на 10 частиц/мкм2 или менее. Когда принимается во внимание баланс между характеристиками предотвращения укрупнения кристаллических зерен после науглероживания и пригодностью к холодной штамповке, плотность крупнозернистых выделившихся фаз на основе Ti предпочтительно составляет 2,0-9,0 частиц/мкм2 и более предпочтительно плотность составляет 2,5-8,5 частиц/мкм2.
[0030] Хотя плотность тонкодисперсных выделившихся фаз на основе Ti и крупнозернистых выделившихся фаз на основе Ti в поверхностно-упрочняемой стали в отношении настоящего изобретения является такой, как было описано выше, плотность всех выделившихся фаз на основе Ti, присутствующих в поверхностно-упрочняемой стали, как правило, предпочтительно составляет 11,5-110 частиц/мкм2, более предпочтительно 20-100 частиц/мкм2.
[0031] Выше были описаны выделившиеся фазы на основе Ti, наиболее значительно характеризующие настоящее изобретение.
[0032] Хотя поверхностно-упрочняемая сталь согласно настоящему изобретению отличается содержанием крупнозернистых выделившихся фаз на основе Ti и тонкодисперсных выделившихся фаз на основе Ti в хорошем балансе предварительно заданных величин плотности, как было описано выше, также должен быть надлежащим образом отрегулирован компонентный состав стали. Хотя состав стали согласно настоящему изобретению должен регулироваться в диапазоне поверхностно-упрочняемой стали, оговоренном стандартами JIS, в настоящем изобретении сокращение сопротивления деформированию при холодной штамповке до меньшего, чем раньше, показано как одна из проблем, которые должны быть разрешены, и по этим соображениям содержание С регулируется до нижнего предела. Кроме того, чтобы предотвратить ухудшение прокаливаемости, которое сопровождается снижением содержания С, содержатся повышающие прокаливаемость элементы, такие как бор (В), и тому подобные, в качестве обязательного компонента, и также содержатся улучшающие прокаливаемость элементы, такие как Mo и тому подобные, как выборочные по необходимости.
[0033] Ниже будет описан компонентный состав поверхностно-упрочняемой стали в отношении настоящего изобретения.
[0034]
[С: 0,05-0,20%]
Углерод (С) представляет собой элемент, необходимый для обеспечения твердости сердцевинной части, необходимой для детали, и, когда количество С составляет менее 0,05%, статическая прочность детали недостаточна вследствие недостаточной твердости. Кроме того, существует также проблема в том, что снижается плотность крупнозернистых выделившихся фаз на основе Ti, полезных для предотвращения укрупнения кристаллических зерен внутри науглероживаемого материала. Однако когда содержание С является слишком высоким, прочность чрезмерно возрастает, баланс плотности тонкодисперсных выделившихся фаз на основе Ti и крупнозернистых выделившихся фаз на основе Ti нарушается с ухудшением пригодности к холодной штамповке, и поэтому его верхний предел установлен на 0,20% или менее. Содержание С предпочтительно составляет 0,07% или более, и 0,18% или менее, более предпочтительно 0,08% или более, и 0,17% или менее.
[0035]
[Si: 0,01-0,1%]
Кремний (Si) представляет собой элемент, эффективный в подавлении снижения твердости при обработке для отпуска после науглероживания и обеспечении твердости поверхностного слоя науглероженной детали (машинной конструкционной детали). Для эффективного проявления такого действия нижний предел количества Si установлен на 0,01% или более. Действие усиливается, когда количество Si возрастает, и нижний предел предпочтительно составляет 0,02% или более, более предпочтительно 0,03% или более. Однако когда содержание Si является чрезмерным, плотность крупнозернистых выделившихся фаз на основе Ti значительно падает, оказывая вредное влияние на пригодность к холодной штамповке, и поэтому верхний предел количества Si установлен на 0,1%. Верхний предел количества Si предпочтительно составляет 0,08% или менее, и более предпочтительно 0,06% или менее.
[0036]
[Mn: 0,3-0,6%]
Марганец (Mn) представляет собой элемент, заметно повышающий прокаливаемость при обработке для науглероживания. Кроме того, Mn представляет собой элемент, действующий как раскислитель и оказывающий действие, состоящее в снижении количества включений оксидного типа, присутствующих в стали, и улучшении внутреннего качества стали. Кроме того, когда количество Mn недостаточно, возникает красноломкость, ведущая к снижению производительности. Для эффективного проявления такого действия нижний предел количества Mn установлен на уровне 0,3% или более. Нижний предел количества Mn предпочтительно составляет 0,33% или более, и более предпочтительно 0,35% или более. Однако когда Mn содержится в чрезмерном количестве, возникают такие проблемы, как вредное ухудшение пригодности к холодной штамповке, становится заметной полосчатая ликвация, повышается вариация свойств материала, и тому подобное. Кроме того, при чрезмерном добавлении Mn ухудшается пригодность к холодной штамповке, возникает полосчатая ликвация, и усиливается вариация свойств материала. Поэтому верхний предел количества Mn установлен на 0,6%. Верхний предел количества Mn составляет 0,55% или менее, и более предпочтительно 0,5% или менее.
[0037]
[Р: 0,03% или менее (за исключением 0%]
Фосфор (Р) представляет собой элемент, содержащийся в стали в качестве неизбежных загрязняющих примесей, выделяется на границах кристаллических зерен, обусловливая ухудшение сопротивления усталости при ударных нагрузках на машинную конструкционную деталь, и поэтому верхний предел количества Р установлен на 0,03% или менее. Количество Р предпочтительно снижают, насколько это возможно, и предпочтительно оно составляет 0,025% или менее, и более предпочтительно 0,020% или менее.
[0038]
[S: 0,001-0,02%]
Сера (S) представляет собой элемент, образующий MnS при соединении с Mn и улучшающий обрабатываемость материала при станочной обработке после холодной обработки. Для эффективного проявления такого действия нижний предел количества S установлен на 0,001% или более. Нижний предел количества S предпочтительно составляет 0,002% или более, и более предпочтительно 0,005% или более. Однако когда содержание S является чрезмерным, может падать сопротивление усталости при ударных нагрузках, и поэтому верхний предел количества S выбран на уровне 0,02%. Верхний предел количества S предпочтительно составляет 0,015% или менее, и более предпочтительно 0,010% или менее.
[0039]
[Cr: 1,2-2,0%]
Поскольку хром (Cr) представляет собой элемент, полезный в содействии науглероживанию, в формировании упрочненного слоя на поверхности стали, и в обеспечении прочности детали после науглероживания, нижний предел количества Cr установлен на 1,2%. Нижний предел количества Cr предпочтительно составляет 1,30% или более, и более предпочтительно 1,35% или более. Однако когда содержание Cr является слишком высоким, происходит чрезмерное науглероживание, образуется карбид хрома (Cr), прочность детали после науглероживания возрастает, ухудшая пригодность к холодной штамповке, и поэтому верхний предел количества Cr установлен на 2,0%. Верхний предел количества Cr предпочтительно составляет 1,90% или менее, и более предпочтительно 1,80% или менее.
[0040]
[Al: 0,01-0,1%]
Алюминий (Al) представляет собой элемент, действующий как раскислитель, и для эффективного проявления такого действия нижний предел количества Al установлен на 0,01%. Нижний предел количества Al предпочтительно составляет 0,02%, и более предпочтительно 0,03% или более. Однако когда содержится чрезмерное количество Al, повышаются сопротивление деформированию и твердость стали, ухудшая пригодность к холодной штамповке, и поэтому верхний предел количества Al установлен на 0,1%. Верхний предел количества Al предпочтительно составляет 0,08% или менее, и более предпочтительно 0,07% или менее.
[0041]
[Ti: 0,010-0,10%]
Титан (Ti) представляет собой элемент, необходимый для связывания с присутствующими в стали углеродом (С) и азотом (N), и для формирования выделившихся фаз на основе Ti, проявляющих пиннинг-эффект, который полезен для предотвращения укрупнения кристаллических зерен при науглероживании. Для эффективного проявления такого действия нижний предел количества Ti установлен на 0,010%. Нижний предел количества Ti предпочтительно составляет 0,02%, и более предпочтительно 0,030% или более. Однако когда содержание Ti является чрезмерным, возрастает плотность тонкодисперсных выделившихся фаз на основе Ti, приводя к ухудшению пригодности к холодной штамповке, и поэтому верхний предел количества Ti установлен на 0,10%. Верхний предел количества Ti предпочтительно составляет 0,06% или менее, и более предпочтительно 0,050% или менее.
[0042]
[N: 0,010% или менее (за исключением 0%)]
Хотя азот (N) представляет собой элемент, неизбежно поступающий на стадии получения стали, N образует твердый раствор в матрице и ухудшает пригодность к холодной штамповке по мере повышения количества N. Кроме того, когда количество N повышается, падает плотность тонкодисперсных выделившихся фаз на основе Ti, желательные характеристики предотвращения укрупнения кристаллических зерен не могут быть обеспечены, и поэтому верхний предел количества N установлен на 0,010% или менее. Верхний предел количества N предпочтительно составляет 0,008% или менее, и более предпочтительно 0,05% или менее.
[0043]
[В: 0,0005-0,005%]
Бор (В) представляет собой элемент, значительно улучшающий прокаливаемость стали при минимальном содержании. Кроме того, бор (В) также обусловливает упрочнение границ кристаллических зерен и повышение сопротивления усталости при ударных нагрузках. Для эффективного проявления таких действий нижний предел количества В установлен на 0,0005%. Нижний предел количества В предпочтительно составляет 0,0007% или более, и более предпочтительно 0,0009% или более. Однако когда содержание В является чрезмерным, эти эффекты насыщаются, напротив, возникает вероятность образования нитрида бора (В), вызывая ухудшение холодной обрабатываемости и горячей обрабатываемости, и поэтому верхний предел количества В установлен на 0,005%. Верхний предел количества В предпочтительно составляет 0,0045% или менее, и более предпочтительно 0,0040% или менее.
[0044] Легирующие элементы, содержащиеся в поверхностно-упрочняемой стали согласно настоящему изобретению, являются такими, как описанные выше, и остальное количество составляют железо и неизбежные загрязняющие примеси. В качестве неизбежных загрязняющих примесей можно перечислить элементы, вносимые, например, по обстоятельствам с сырьевыми материалами, из материалов производственного оборудования, и тому подобных.
[0045] Для поверхностно-упрочняемой стали согласно настоящему изобретению также полезным является дополнительное содержание (а) Mo, (b) Cu и/или Ni, и тому подобных, в качестве других элементов, при необходимости в дополнение к вышеописанным элементам, и свойства поверхностно-упрочняемой стали дополнительно улучшаются согласно виду содержащегося элемента.
[0046]
[(а) Mo: 2% или менее (за исключением 0%)]
Молибден (Mo) представляет собой элемент, полезный в улучшении прокаливаемости при обработке для науглероживания и в повышении сопротивления усталости при ударных нагрузках в машинной конструкционной детали. Для эффективного проявления такого действия нижний предел количества Mo предпочтительно составляет 0,2% или более, более предпочтительно 0,30% или более, и еще более предпочтительно 0,40% или более. Однако когда содержание Mo является чрезмерным, повышается сопротивление деформированию при холодной штамповке, ухудшая пригодность к холодной штамповке, и поэтому верхний предел количества Mo предпочтительно составляет 2% или менее. Верхний предел количества Mo более предпочтительно составляет 1,5% или менее, и еще более предпочтительно 1,0% или менее.
[0047]
[(b) Cu: 0,1% или менее (за исключением 0%), и/или Ni: 3% или менее (за исключением 0%)]
Подобно описанному выше Mo, медь (Cu) и никель (Ni) представляют собой элементы, полезные для повышения прокаливаемости при обработке с науглероживанием и улучшения сопротивления усталости при ударных нагрузках машинной конструкционной детали. Кроме того, поскольку Cu и Ni представляют собой элементы, которые не окисляются так же легко, как Fe, они также действуют как повышающие коррозионную стойкость машинной конструкционной детали. Для эффективного проявления таких действий Cu предпочтительно содержится в количестве 0,03% или более, более предпочтительно 0,04% или более, и еще более предпочтительно 0,05% или более. Ni предпочтительно содержится в количестве 0,03% или более, более предпочтительно 0,05% или более, и еще более предпочтительно 0,08% или более. Однако при чрезмерном содержании Cu ухудшается пригодность к горячей прокатке, и возможно возникновение таких проблем, как растрескивание, и тому подобных. Поэтому верхний предел количества Cu предпочтительно устанавливают на 0,1% или менее. Более предпочтительно, количество Cu составляет 0,08% или менее, и еще более предпочтительно 0,05% или менее. Кроме того, когда Ni содержится в чрезмерном количестве, возрастает стоимость, и поэтому верхний предел количества Ni предпочтительно устанавливают на 3% или менее. Более предпочтительно, количество Ni составляет 2% или менее, и еще более предпочтительно 1% или менее. Может содержаться один элемент из Cu и Ni, или могут присутствовать они оба.
[0048] Выше был описан состав стали согласно настоящему изобретению.
[0049] Далее будет описан способ получения поверхностно-упрочняемой стали. Способ получения поверхностно-упрочняемой стали согласно настоящему изобретению отличается тем, что включает стадию, в которой получают сталь, состав которой регулируют в вышеописанном диапазоне, и проводят обработку томлением (термическую обработку на твердый раствор) в течение 30 минут или менее при температуре 1100-1280°С, и стадию, в которой выполняют повторную горячую обработку в течение 120 минут или менее при температуре 800-1000°С. Более конкретно, способ выполняют в стадиях, в которых выплавляют сталь, подвергают литой сляб согласно обычному методу обработке томлением (термической обработке на твердый раствор) в течение 30 минут или менее при температуре 1100-1280°С, после этого горячей ковке, охлаждают до комнатной температуры путем воздушного охлаждения и проводят повторную горячую обработку (например, горячую прокатку) в течение 120 минут или менее при температуре 800-1000°С. Здесь названная первой обработка томлением (термическая обработка на твердый раствор) эквивалентна стадии, в которой проводят прокатку в обжимной клети, и названная последней повторная горячая обработка эквивалентна стадии, в которой выполняют прокатку стального прутка.
[0050] Далее соответственные стадии будут описаны подробнее.
[0051] Во-первых, получают описанную выше сталь и выполняют обработку томлением (термическую обработку на твердый раствор) в течение 30 минут или менее при температуре 1100-1280°С. При нагревании при описанной выше температуре и проведении прокатки в обжимной клети до горячей проковки выделившиеся фазы на основе Ti, образовавшиеся в отливке, могут расти из зародышей в последующей повторной горячей обработке с минимальным возможным образованием твердого раствора в матрице и в результате этого могут быть обеспечены предварительно заданные выделившиеся фазы на основе Ti.
[0052] В частности, в настоящем изобретении важно сокращать продолжительность обработки томлением в вышеописанном температурном диапазоне до 30 минут или менее. Поскольку выделившиеся фазы на основе Ti, образовавшиеся в отливке, не являются полностью перешедшими в твердый раствор матрицы, и часть их сохраняется при такой кратковременной обработке томлением, желательные крупнозернистые/тонкодисперсные выделившиеся фазы на основе Ti формируются в хорошем балансе при нагревании во время проводимой после этого прокатке стального прутка, причем оставшиеся выделившиеся фазы на основе Ti становятся ядрами для формирования зародышей. Когда продолжительность обработки томлением превышает 30 минут, то, поскольку образовавшиеся в отливке выделившиеся фазы на основе Ti полностью переходят в твердый раствор, плотность тонкодисперсных выделившихся фаз на основе Ti чрезмерно повышается вследствие нагревания во время прокатки стального прутка, тогда как плотность крупнозернистых выделившихся фаз на основе Ti чрезмерно падает, желательные характеристики предотвращения укрупнения кристаллических зерен не могут быть обеспечены, твердость снижается, и желательная пригодность к холодной штамповке не может быть обеспечена (смотри описанные ниже примеры). Продолжительность обработки томлением предпочтительно составляет 28 минут или менее, и более предпочтительно 25 минут или менее. Кроме того, когда продолжительность обработки томлением является слишком короткой, то поскольку часть выделившихся фаз на основе Ti, сформированных в отливке, не может в достаточной мере перейти в твердый раствор, могут оставаться в чрезмерном количестве тонкодисперсные выделившиеся фазы на основе Ti, которые могут становиться центрами формирования зародышей для крупнозернистых выделившихся фаз на основе Ti при нагревании во время прокатки стального прутка. Поэтому продолжительность обработки томлением в вышеописанном температурном диапазоне предпочтительно составляет 10 минут или более и более предпочтительно 15 минут или более.
[0053] Кроме того, в настоящем изобретении по соображениям, подобным причине регулирования продолжительности обработки томлением, температуру при обработке томлением регулируют на диапазон 1100-1280°С. Когда температура обработки томлением превышает 1280°С, то, поскольку образованные в отливке выделившиеся фазы на основе Ti полностью переходят в твердый раствор, чрезмерно возрастает плотность тонкодисперсных выделившихся фаз на основе Ti при нагревании во время прокатки стального прутка, тогда как плотность крупнозернистых выделившихся фаз на основе Ti чрезмерно снижается, желательные характеристики предотвращения укрупнения кристаллических зерен не могут быть обеспечены, твердость снижается, и желательная пригодность к холодной штамповке не может быть достигнута (смотри описанные ниже примеры). Кроме того, когда температура обработки томлением составляет ниже 1100°С, то, поскольку часть выделившихся фаз на основе Ti, сформированных в отливке, не может в достаточной мере перейти в твердый раствор, могут оставаться в чрезмерном количестве тонкодисперсные выделившиеся фазы на основе Ti, которые могут становиться центрами формирования зародышей для крупнозернистых выделившихся фаз на основе Ti при нагревании во время прокатки стального прутка. Предпочтительная температура обработки томлением составляет 1150-1270°С и более предпочтительно 1200-1260°С.
[0054] Полученную такой прокаткой в обжимной клети заготовку подвергают горячей ковке, охлаждают до комнатной температуры путем воздушного охлаждения и тому подобного, после этого повторно нагревают до проведения горячей обработки (например, горячей прокатки, такой как прокатка стального прутка и тому подобная) и тем самым получают поверхностно-упрочняемую сталь согласно настоящему изобретению. В настоящем изобретении важно поддерживать температуру при повторном нагревании на уровне температуры (800-1000°С), сравнительно более низком, чем температура вышеописанной обработки томлением (1100-1280°С), и проводить обработку в течение 120 минут или менее, и тем самым получить поверхностно-упрочняемую сталь, в которой надлежащим образом отрегулировано состояние кристаллизации выделившихся фаз на основе Ti.
[0055] Здесь, когда температура нагревания во время повторной горячей обработки является чрезмерно высокой, существует опасность того, что выделившиеся фазы на основе Ti, полученные при прокатке в обжимной клети, перейдут в твердый раствор матрицы, плотность крупнозернистых выделившихся фаз на основе Ti будет падать, плотность тонкодисперсных выделившихся фаз на основе Ti повысится и желательная плотность крупнозернистых выделившихся фаз на основе Ti не может быть получена. В результате этого не могут быть получены желательные характеристики предотвращения укрупнения кристаллических зерен, и ухудшается пригодность к холодной штамповке (смотри описанный ниже пример). С другой стороны, когда температура нагревания во время повторной горячей обработки является чрезмерно низкой, не стимулируется рост выделившихся фаз на основе Ti из зародышеобразователей, крупнозернистые выделившиеся фазы на основе Ti не образуются, и может происходить укрупнение кристаллических зерен после науглероживания. Кроме того, когда продолжительность нагревания во время повторной горячей обработки является чрезмерно длительной, это может вызывать созревание Оствальда и снижение плотности тонкодисперсных или крупнозернистых выделившихся фаз на основе Ti, которые требуются для предотвращения укрупнения кристаллических зерен при науглероживании (смотри описанный ниже пример). Предпочтительными условиями во время повторной горячей обработки являются: температура: 825°С или выше и 975°С или ниже, продолжительность: 60 минут или менее, и более предпочтительные условия: температура: 850°С или выше и 950°С или ниже, продолжительность: 45 минут или менее. Кроме того, когда продолжительность нагревания во время повторной горячей обработки является слишком короткой, возникает такая проблема, что крупнозернистые выделившиеся фазы на основе Ti не образуются, может происходить укрупнение кристаллических зерен при науглероживании, и тому подобные процессы, поэтому температура нагрева во время повторной горячей обработки предпочтительно составляет 10 мин или более и более предпочтительно 15 минут или более.
[0056] Полученную таким образом поверхностно-упрочняемую сталь подвергают формованию в деталь с предварительно заданной формой с помощью холодной обработки (например, холодной штамповки) согласно обычному способу, после этого подвергают обработке для науглероживания согласно обычному способу, и тем самым может быть изготовлена машинная конструкционная деталь. Условия обработки для науглероживания не являются конкретно ограниченными, и обработка может быть выполнена, например, выдерживанием в течение приблизительно 1-12 часов при температуре приблизительно 850-950°С в типичной науглероживающей атмосфере.
[0057] В полученной таким образом машинной конструкционной детали, (А) индекс среднего размера зерен бывшего аустенитного зерна в области от поверхности до положения на глубине 200 мкм имеет № 8-14, (В) индекс среднего размера зерен бывшего аустенитного зерна в области от положения на глубине 200 мкм до положения на глубине 500 мкм от поверхности имеет № 6-12, и не содержатся укрупненные зерна бывшего аустенитного зерна с индексом размера зерен № 5,5 или ниже. В настоящем изобретении, когда измеряют индекс среднего размера зерен машинной конструкционной детали после науглероживания, те индексы, которые удовлетворяют описанному выше условию, оцениваются как «превосходные в отношении характеристик предотвращения укрупнения кристаллических зерен после науглероживания».
[0058] Настоящее изобретение весьма пригодно для применения в плане не только того, что может быть предотвращено укрупнение кристаллических зерен, присутствующих в области самого наружного слоя от поверхности до глубины 200 мкм, но и того, что может быть предотвращено укрупнение кристаллических зерен, присутствующих во внутренней области от положения на глубине 200 мкм до положения на глубине 500 мкм от поверхности. Здесь предпочтительный индекс среднего размера зерен бывшего аустенитного зерна в области от поверхности до положения на глубине 200 мкм имеет № 8-14. Кроме того, предпочтительный индекс среднего размера зерен бывшего аустенитного зерна в области от положения на глубине 200 мкм до положения на глубине 500 мкм от поверхности имеет № 6-12, и не содержатся бывшие аустенитные зерна с индексом размера зерен № 5,5 или ниже.
[0059] В качестве конкретной формы машинной конструкционной детали, полученной согласно настоящему изобретению, могут быть названы, например, шестерня, шестерня с валом, составной вал, такой как коленчатый вал и тому подобный, шкив бесступенчатой трансмиссии (CVT), шарнир равных угловых скоростей (CVJ, ШРУС), подшипник, и тому подобные. Поверхностно-упрочняемая сталь согласно настоящему изобретению может быть выгодно использована в качестве конической шестерни, применяемой в блоке дифференциала, в частности, среди прочих шестерен.
[0060] Ниже настоящее изобретение будет описано более конкретно с привлечением примеров, однако настоящее изобретение не ограничивается описанными ниже примерами, и также может быть реализовано на практике с модификациями, вносимыми в пределах области, которая согласуется с описанными выше и ниже целями, и любая из них должна быть включена в пределы технической области настоящего изобретения.
ПРИМЕРЫ
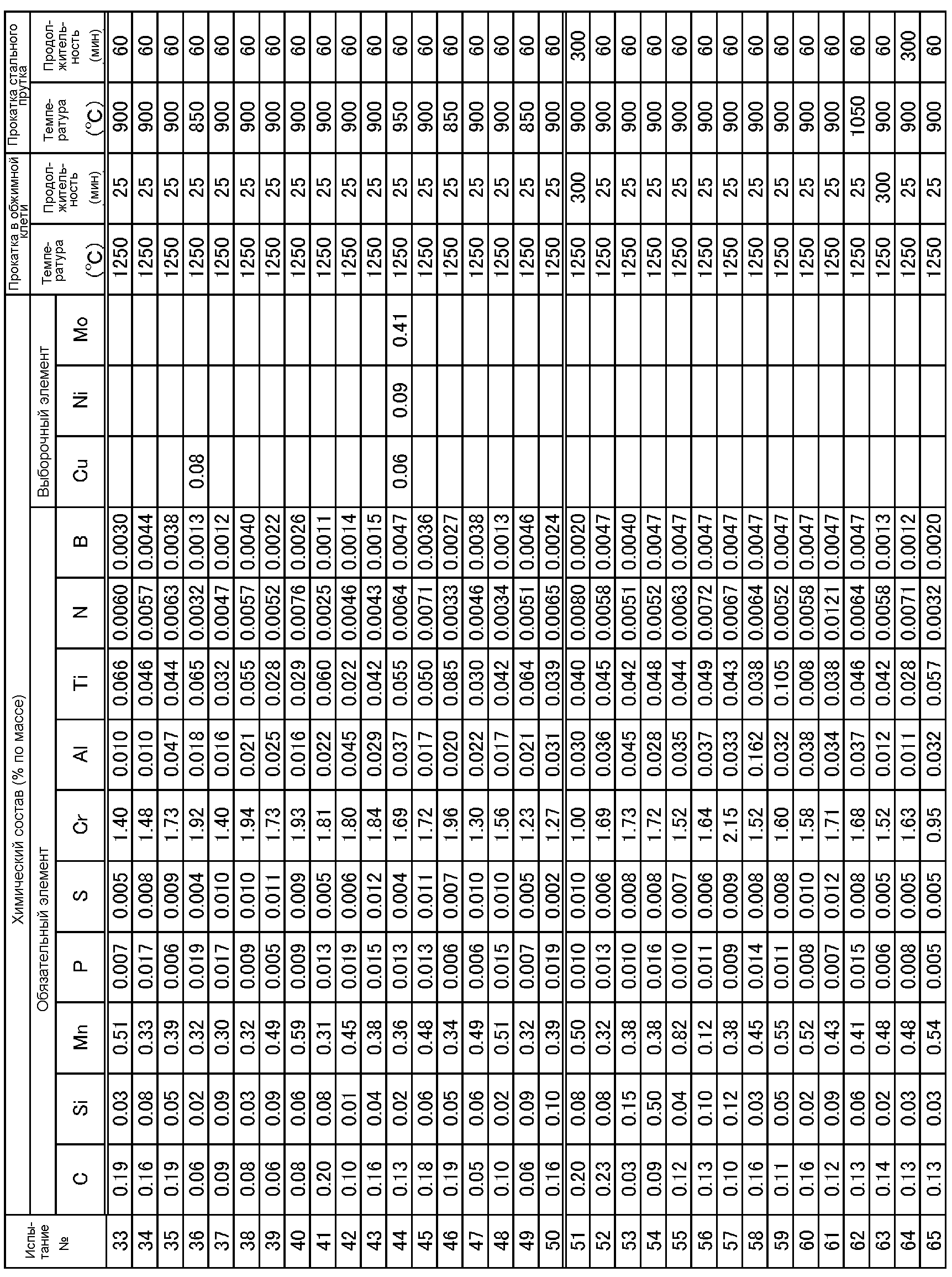
[0061] Сталь была выплавлена в плавильной печи, и были получены заготовки, имеющие химический состав, показанный ниже в Таблице 1 или Таблице 2 (остальное количество составляют железо с неизбежные загрязняющие примеси).
[0062] Затем полученную заготовку нагрели до температуры прокатки в обжимной клети, показанной ниже в Таблице 1 или Таблице 2, после этого подвергли прокатке в обжимной клети и затем охладили до комнатной температуры. Затем заготовку нагрели до температуры прокатки стального прутка, показанной ниже в Таблице 1 или Таблице 2, и подвергли прокатке стального прутка, и получили стальной пруток с диаметром 55 мм.
[0063] На полученном таким образом стальном прутке провели измерения, как описано ниже.
[0064]
(1) Измерение плотности выделившихся фаз на основе Ti в стальном прутке
В положении D/4 (D представляет диаметр стального прутка) поперечного сечения (в плоскости, перпендикулярной оси стального прутка) стального прутка отполировали вертикальное поперечное сечение (в плоскости, параллельной оси стального прутка), относительно произвольного поля зрения с размером 0,9 мкм × 1,3 мкм, провели как (а) наблюдение с использованием ТЕМ (просвечивающего электронного микроскопа), так и (b) анализ с помощью EDX (энергорассеивающая рентгеновская спектрометрия) в описанных ниже условиях, измерили компонентный состав и идентифицировали выделившиеся фазы на основе Ti. Для анализа использовали пакет программ «Particle Analysis Ver. 30», разработанный фирмой Sumitomo Kinzoku Technology Kabushiki Kaisha.
[0065] Затем (с) провели наблюдение с помощью STEM-HAADE (темнопольная сканирующая просвечивающая электронная микроскопия с регистрацией электронов, рассеянных под большими углами), с помощью STEM-изображения (полученного в сканирующем просвечивающем электронном микроскопе) подтвердили размер (диаметр эквивалентной окружности) выделившихся фаз на основе Ti и по HAADF-изображению (в растровом режиме с темнопольным детектором) измерили состояние кристаллизации (плотность) выделившихся фаз на основе Ti. Операции, подобные вышеуказанным, выполнили для трех полей зрения в целом, рассчитали среднее значение и соответственно измерили плотность тонкодисперсных выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности менее 20 нм, и плотность крупнозернистых выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности 20 нм или более, в расчете на присутствие обеих из выделившихся фаз на 1 мкм2 поля зрения.
[0066] Более подробные условия измерения являются такими, как описано ниже.
(а) Просвечивающий электронный микроскоп: просвечивающий электронный микроскоп с полевой эмиссией типа HF-2200 (производства фирмы Hitachi, Ltd.)
(Ускоряющее напряжение: 200 кВ)
(Увеличения наблюдения: 100000 раз)
(b) EDX-анализатор: EDX-анализатор типа EMAX7000 (производства фирмы Horiba, Ltd.)
(с) Прибор для наблюдений в режиме STEM-HAADE: прибор для наблюдений изображений просвечивающего сканирующего электронного микроскопа типа HF-2210 (производства фирмы Hitachi, Ltd.)
(Ускоряющее напряжение: 200 кВ)
(Увеличения наблюдения: 100000 раз)
[0067]
(2) Измерение сопротивления деформированию
Изготовили цилиндрический образец с диаметром 20 мм × длиной 30 мм, параллельно вертикальному направлению (в плоскости, перпендикулярной оси), с положением D/4 поперечного сечения стального прутка в центре окружности, провели испытание на поперечное сжатие с фиксированными торцевыми поверхностями, в котором выполнили сжимающее действие из состояния, в котором торцевые поверхности образца были зажаты, и измерили сопротивление деформированию во время холодной штамповки (среднее сопротивление деформированию до 55%). Более конкретно, выполнили описанное ниже испытание на сжатие в отношении продольного направления образца и измерили сопротивление деформированию до 0-55% на основе полученной кривой зависимости деформации от напряжения. Подобные операции провели в целом на трех штуках образцов, и среднее значение их результатов было принято как «среднее сопротивление деформированию до 55%».
[0068]
(Условия испытания на сжатие)
Прибор для испытания на сжатие: шатунный пресс типа LCH1600 с усилием 1600 тонн (производства фирмы Kobe Steel, Ltd.)
(Средняя скорость деформации: 8,78 сек-1)
(Максимальная сжимаемость: 85%)
(Температура при прессовании: комнатная температура)
[0069]
В данном примере считались приемлемыми образцы, в которых среднее сопротивление деформированию до 55%, измеренное, как описано выше, составляло 600 МПа или менее.
[0070]
(3) Измерение твердости по Виккерсу
Приготовили цилиндрический образец с диаметром 20 мм × длиной 30 мм, описанный в вышеупомянутом пункте (2) (образец до проведения испытания на сжатие), отрезали по плоскости, перпендикулярной продольному направлению, и провели измерение в положении D/4 (D показывает радиус) поперечного сечения. Твердость внутри бывшего аустенитного зерна измерили с использованием микротвердомера Виккерса с нагрузкой 10 г. Измерение провели в пяти местах и рассчитали среднее значение.
[0071] Затем на образце для испытания на сжатие, использованном в измерении в вышеуказанном пункте (2), провели науглероживание в условиях, показанных в Фиг. 1. Более конкретно, как показано в Фиг. 1, образец нагрели до температуры 950°С, выдержали в течение 350 минут в условиях 0,8% углеродного потенциала (СР) атмосферы при этой температуре, затем охладили до температуры 860°С, выдержали в течение 70 минут в условиях 0,8% углеродного потенциала (СР) атмосферы при этой температуре, резко охладили с использованием масляной ванны до температуры 70°С и охладили до комнатной температуры.
[0072] В данном примере считались приемлемыми образцы, в которых твердость по Виккерсу, измеренная, как описано выше, составляла 130 HV или ниже.
[0073] На образцах, подвергнутых обработке для науглероживания, (4) исследовали размер кристаллических зерен.
[0074]
(4) Измерение размера кристаллических зерен
Провели разрез параллельно направлению сжатия образца и протравили жидким реактивом «Ниталь», после чего с использованием оптического микроскопа с 400-кратным увеличением обследовали участок поверхностного слоя в 16 мм по направлению от центра к краю (участок от поверхности до положения на глубине 200 мкм) и внутреннюю область (участок от положения на глубине 200 мкм до положения на глубине 500 мкм от поверхности) и определили индекс размера зерен бывшего аустенитного зерна (бывшей γ-фазы) в соответствии со стандартом JIS G 0551.
[0075] В настоящем изобретении были оценены как приемлемые образцы, в которых (А) индекс среднего размера зерен бывшего аустенитного зерна на участке поверхностного слоя имел № 8-14, (В) индекс среднего размера зерен бывшего аустенитного зерна внутри имел № 6-12, и не содержались крупные зерна бывшего аустенитного зерна с индексом размера зерен № 5,5 или ниже (с превосходными характеристиками предотвращения укрупнения кристаллических зерен после науглероживания).
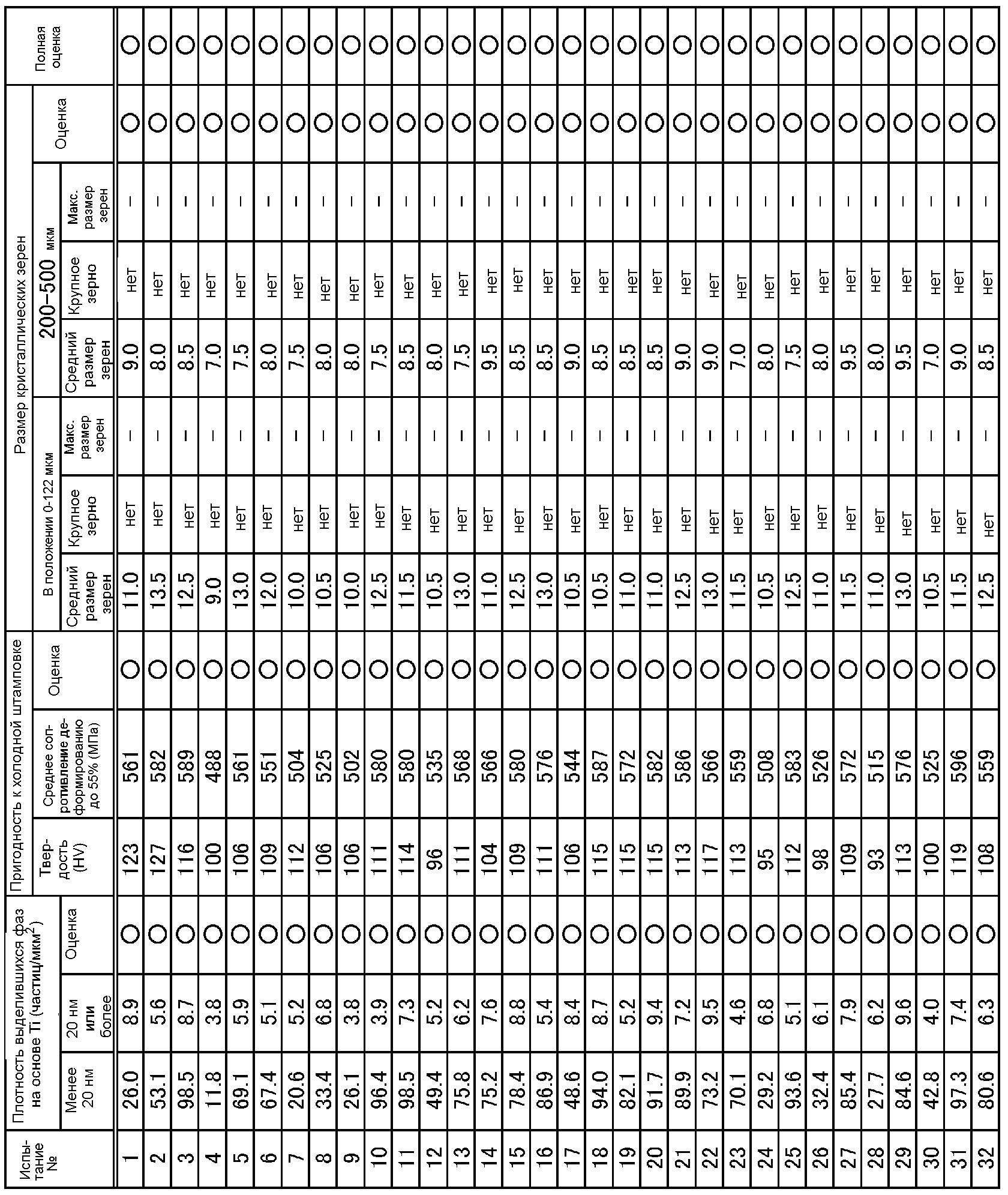
[0076] В качестве справочной информации, колонка «coarse grain (крупное зерно)» была размещена в Таблице 3 и Таблице 4, «present (присутствует)» описывало те крупные зерна (зерна с индексом размера кристаллических зерен № 5,5 или ниже), которые были видны в поле зрения, и «none (нет)» описывало те крупные зерна, которые не были видны. Кроме того, только для тех крупных зерен, которые были видны, был описан индекс размера кристаллических зерен, максимальный из кристаллических зерен, присутствующих в поле зрения.
[0077] В данном примере были оценены как приемлемые (с превосходной пригодностью к холодной штамповке) те образцы, которые удовлетворяли как среднему сопротивлению деформированию до 55% в вышеуказанном пункте (2), так и твердости по Виккерсу в вышеуказанном пункте (3).
[0078] Эти результаты показаны в Таблице 3 и Таблице 4.
[0079]
[Таблица 1]

[0080]
[Таблица 2]
[0081]
[Таблица 3]
[0082]
[Таблица 4]

[0083] Результаты из Таблицы 3 и Таблицы 4 могут быть проанализированы следующим образом. Все образцы из №№ 1-50 представляют примеры, удовлетворяющие требованиям, оговоренным в настоящем изобретении, и известно, что они имеют превосходные характеристики предотвращения укрупнения кристаллических зерен при науглероживании, поскольку плотность тонкодисперсных выделившихся фаз на основе Ti и плотность крупнозернистых выделившихся фаз на основе Ti надлежащим образом соответственно отрегулированы, и имеют в высшей степени превосходную пригодность к холодной штамповке, также потому, что как твердость по Виккерсу, так и сопротивление деформированию являются низкими.
[0084] С другой стороны, образцы №№ 51-65 представляют примеры, не удовлетворяющие любому из требований, оговоренных в настоящем изобретении.
[0085] Образец № 51 представляет пример, в котором количество Cr является недостаточным, и как продолжительность прокатки в обжимной клети, так и продолжительность прокатки стального прутка являются чрезмерно длительными, плотность тонкодисперсных выделившихся фаз на основе Ti становилась высокой, и плотность крупнозернистых выделившихся фаз на основе Ti становилась низкой. В результате этого как твердость по Виккерсу, так и сопротивление деформированию возрастали, и пригодность к холодной штамповке ухудшалась.
[0086] Образец № 52 представляет пример, в котором имеется большое количество С, плотность тонкодисперсных выделившихся фаз на основе Ti становилась высокой, и плотность крупнозернистых выделившихся фаз на основе Ti становилась низкой. В результате этого как твердость по Виккерсу, так и сопротивление деформированию возрастали, и пригодность к холодной штамповке ухудшалась.
[0087] Образец № 53 представляет пример, в котором количество С является недостаточным, и плотность крупнозернистых выделившихся фаз на основе Ti становилась низкой. В результате этого внутри стали (науглероженного материала) образовывались крупные зерна, и желательные характеристики предотвращения укрупнения кристаллических зерен не могли быть обеспечены.
[0088] Образец № 54 представляет пример, в котором имеется большое количество Si, и крупнозернистые выделившиеся фазы на основе Ti не образовывались вообще. В результате этого повышалась твердость, и пригодность к холодной штамповке ухудшалась.
[0089] Образец № 55 представляет пример, в котором имеется большое количество Mn, и плотность крупнозернистых выделившихся фаз на основе Ti становилась низкой. В результате этого как твердость по Виккерсу, так и сопротивление деформированию возрастали, и пригодность к холодной штамповке ухудшалась.
[0090] Образец № 56 представляет пример, в котором количество Mn является недостаточным, и плотность крупнозернистых выделившихся фаз на основе Ti становилась низкой. В результате этого как твердость по Виккерсу, так и сопротивление деформированию повышались, и пригодность к холодной штамповке ухудшалась. Кроме того, внутри стали (науглероженного материала) образовывались крупные зерна, и желательные характеристики предотвращения укрупнения кристаллических зерен не могли быть обеспечены.
[0091] Образец № 57 представляет пример, в котором присутствует большое количество Cr, твердость повышалась, и пригодность к холодной штамповке ухудшалась.
[0092] Образец № 58 представляет пример, в котором присутствует большое количество Al, твердость возрастала, и пригодность к холодной штамповке ухудшалась.
[0093] Образец № 59 представляет пример, в котором присутствует большое количество Ti, и плотность тонкодисперсных выделившихся фаз на основе Ti становилась высокой. В результате этого как твердость по Виккерсу, так и сопротивление деформированию повышались, и пригодность к холодной штамповке ухудшалась.
[0094] Образец № 60 представляет пример, в котором количество Ti является недостаточным, плотность тонкодисперсных выделившихся фаз на основе Ti была низкой, и крупнозернистые выделившиеся фазы на основе Ti не образовывались вообще. В результате этого внутри стали (науглероженного материала) образовывались крупные зерна, и желательные характеристики предотвращения укрупнения кристаллических зерен не могли быть обеспечены.
[0095] Образец № 61 представляет пример, в котором количество N является недостаточным, и плотность тонкодисперсных выделившихся фаз на основе Ti становилась низкой. В результате этого внутри стали (науглероженного материала) образовывались крупные зерна, и желательные характеристики предотвращения укрупнения кристаллических зерен не могли быть обеспечены. Кроме того, поскольку количество N является недостаточным, возрастала твердость по Виккерсу, и пригодность к холодной штамповке ухудшалась.
[0096] Образец № 62 представляет пример, в котором температура прокатки стального прутка является высокой, плотность тонкодисперсных выделившихся фаз на основе Ti была высокой, и крупнозернистые выделившиеся фазы на основе Ti не образовывались вообще. В результате этого как твердость по Виккерсу, так и сопротивление деформированию повышались, и пригодность к холодной штамповке ухудшалась. Кроме того, внутри стали (науглероженного материала) образовывались крупные зерна, и желательные характеристики предотвращения укрупнения кристаллических зерен не могли быть обеспечены.
[0097] Образец № 63 представляет пример, в котором продолжительность прокатки в обжимной клети является длительной, плотность тонкодисперсных выделившихся фаз на основе Ti была высокой, и крупнозернистые выделившиеся фазы на основе Ti не образовывались вообще. В результате этого как твердость по Виккерсу, так и сопротивление деформированию повышались, и пригодность к холодной штамповке ухудшалась. Кроме того, внутри стали (науглероженного материала) образовывались крупные зерна, и желательные характеристики предотвращения укрупнения кристаллических зерен не могли быть обеспечены.
[0098] Образец № 64 представляет пример, в котором продолжительность прокатки стального прутка является длительной, плотность тонкодисперсных выделившихся фаз на основе Ti становилась низкой, и плотность крупнозернистых выделившихся фаз на основе Ti также становилась низкой. В результате этого внутри стали (науглероженного материала) образовывались крупные зерна, и желательные характеристики предотвращения укрупнения кристаллических зерен не могли быть обеспечены.
[0099] Образец № 65 представляет пример, в котором мало количество Cr, и плотность крупнозернистых выделившихся фаз на основе Ti становилась низкой. В результате этого внутри стали (науглероженного материала) формировались крупные зерна, и желательные характеристики предотвращения укрупнения кристаллических зерен не могли быть обеспечены.
Реферат
Изобретение относится к области металлургии, а именно к поверхностно-упрочняемой стали. Сталь содержит в мас.%: 0,05-0,20 С, 0,01-0,1 Si, 0,3-0,6 Mn, 0,03 или менее Р (за исключением 0), 0,001-0,02 S, 1,2-2,0 Cr, 0,01-0,1 Al, 0,010-0,10 Ti, 0,010 или менее N (за исключением 0), 0,0005-0,005 В, железо и неизбежные примеси остальное. Плотность выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности менее 20 нм в поверхностно-упрочняемой стали, составляет 10-100 частиц/мкм, плотность выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности 20 нм или более в поверхностно-упрочняемой стали, составляет 1,5-10 частиц/мкм, а твердость по Виккерсу составляет 130 HV или менее. Сталь обладает высокой пригодностью к холодной штамповке и высокими характеристики предотвращения укрупнения кристаллических зерен после науглероживания. 3 н. и 4 з.п. ф-лы, 1 ил., 4 табл., 1 пр.
Формула
С: 0,05-0,20%
Si: 0,01-0,1%
Mn: 0,3-0,6%
Р: 0,03% или менее, за исключением 0%
S: 0,001-0,02%
Cr: 1,2-2,0%
Al: 0,01-0,1%
Ti: 0,010-0,10%
N: 0,010% или менее, за исключением 0%, и
В: 0,0005-0,005%, с остальным количеством, приходящимся на железо и неизбежные примеси, причем
плотность выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности менее 20 нм, составляет 10-100 частиц/мкм2;
плотность выделившихся фаз на основе Ti, имеющих диаметр эквивалентной окружности 20 нм или более, составляет 1,5-10 частиц/мкм2; и
твердость по Виккерсу составляет 130 HV или менее.
получают сталь с химическим составом, указанным в любом из пп.1-4;
проводят обработку томлением в течение 10 минут или более и 30 минут или менее при температуре 1100-1280°С; после чего
проводят горячую ковку и охлаждение до комнатной температуры, затем
проводят повторную горячую обработку в течение 120 минут или менее при температуре 800-1000°С.
индекс среднего размера зерен бывшего аустенитного зерна в области от поверхности до положения на глубине 200 мкм имеет №8-14;
индекс среднего размера зерен бывшего аустенитного зерна в области от положения на глубине 200 мкм до положения на глубине 500 мкм от поверхности имеет №6-12; и
не содержатся крупные зерна бывшего аустенитного зерна с индексом размера зерен №5,5 или ниже.
Документы, цитированные в отчёте о поиске
Сталь для деталей машин, способ изготовления деталей машин из этой стали и изготовленные детали машин
Комментарии