Высокопрочная двухфазная стальная пластина с повышенной жесткостью и пригодностью к сварке - RU2147040C1
Код документа: RU2147040C1
Чертежи
Описание
Изобретение относится к высокопрочной стали, используемой в строительстве и для изготовления труб, и к производству этой стали. В частности, изобретение относится к производству двухфазного высокопрочного стального листа, содержащего ферритную и мартенсит/бейнитную фазы, имеющего по существу однородные по толщине листа микроструктуру и механические свойства и превосходные ударную вязкость и свариваемость. Кроме того, изобретение относится к производству двухфазной высокопрочной стали, которая является высокотехнологичной благодаря своей структуре, эксплуатационной гибкости и легкости, с которой ее микроструктура может быть изменена на практике.
Уровень техники
Двухфазную сталь, содержащую феррит как относительно мягкую и мартенсит-бейнит как относительно прочную фазу, получают отжигом
при температуре в интервале между температурами превращения Ar3 и Ar1 и последующим охлаждением до комнатной температуры при скоростях в интервале от скорости охлаждения на
воздухе до скорости закалки в воде. Выбор температуры отжига зависит от химического состава стали и желаемого соотношения объемов ферритной и мартенсит/бейнитной фаз.
Состояние производства низкоуглеродистых и низколегированных двухфазных сталей хорошо описано и служит предметом интенсивных исследований металлургов (см., например: труды конференции "Fundamentals of Dual Phase Steels", "Formable HSLA and Dual Phase Steels", патенты США 4067756 и 5061325). Однако двухфазные стали применяют в основном в автомобильной промышленности, где их высокие рабочие прочностные характеристики обуславливают формообразование прессованием и штамповкой стальных листов. Следовательно, применение двухфазных сталей ограничено листами толщиной менее 10 (обычно 2-3) мм и текучестью и прочностью соответственно в пределах 344,7-413,6 МПа (50-60 ksi) и 482,6-620,5 МПа (70-90 ksi). При этом в объеме микроструктуры мартенсит/бейнитная фаза обычно составляет около 10-40%, остальное - мягкая ферритная фаза. К тому же одним из факторов, ограничивающих широкое применение таких сталей, является их высокая чувствительность к режимам обработки, часто требующая для достижения желаемых свойств точной выдержки температуры в узком диапазоне и (соблюдения) иных условий. Выход за пределы таких довольно узких диапазонов для большинства конструкционных сталей приводит к весьма драматичному резкому ухудшению свойств. Из-за этой чувствительности такие стали практически нельзя получить с использованием неизменной технологии, и поэтому их производство сосредоточено на небольшой группе всемирно известных сталелитейных заводов.
Например, из SU 1158602 A, 1985 известен способ получения двухфазной стали, включающий нагрев стального слитка до температуры, достаточной для растворения карбонитридов ванадия и ниобия, прокатку слитка и формирование листа за один или более проходов до первого уменьшения объема при температуре рекристаллизации аустенита, прокату листа за один или более проходов до второго уменьшения объема при температуре ниже температуры рекристаллизации аустенита, но выше температуры точки превращения Ar3 и охлаждение. Однако известный способ не обеспечивает возможность получения стального листа для изготовления труб с однородной микроструктурой в листах большой толщины с высокой долей мартенсит/бейнита, высоким пределом текучести, ударной вязкостью и хорошей свариваемостью при отсутствии разупрочнения в зоне теплового воздействия (ЗТВ).
В связи с этим задачей изобретения является использование высоких рабочих прочностных характеристик двухфазной стали не для улучшения формообразующих свойств, а для получения такого стального листа для изготовления труб для магистральных трубопроводов, который после 1-3% деформации сжатия имел бы высокий, т.е. ≥ 690 МПа (100 ksi), предпочтительно ≥ 827,3 МПа (120 ksi) предел текучести. Таким образом, лист из двухфазной стали с описанными характеристиками служил бы полуфабрикатом для труб магистральных трубопроводов.
Задачей изобретения также является обеспечение по существу однообразной по толщине листа микроструктуры в листах толщиной по меньшей мере 10 мм. Задачей также является увеличение объемной доли бейнит/мартенсита до примерно 75% и выше при тонком распределении составляющих фаз в микроструктуре и тем самым получение высокопрочной двухфазной стали с превосходной ударной вязкостью. Задачей также является получение высокопрочной двухфазной стали с превосходными свариваемостью и сопротивлением разупрочнению в зоне теплового воздействия (далее ЗТВ).
Указанная задача решается тем, что в способе получения двухфазной стали, включающем нагрев стального слитка до температуры, достаточной для растворения карбонитридов ванадия и ниобия, прокатку слитка и формирование листа за один или более проходов до первого уменьшения объема при температуре рекристаллизации аустенита, прокатку листа за один или более проходов до второго уменьшения объема при температуре ниже температуры рекристаллизации аустенита, но выше температуры точки превращения Ar3 и охлаждение, нагрев слитка ведут до температуры, достаточной для растворения по существу всех карбонитридов ванадия и ниобия, охлаждение листа ведут сначала до температуры между точкой превращения Ar3 и примерно 500oC, а затем окончательно охлаждают в воде до температуры ≤ 400oC с получением ферритной и мартенсит/бейнитной фазы, и имеющей предел текучести по меньшей мере 690 МПа после 1-3% деформации.
Нагрев стального слитка для растворения карбонитридов ванадия и ниобия можно вести до 1150-1250oC.
Прокатку стального слитка до первого уменьшения объема можно осуществлять со степенью деформации примерно 30-70%, а прокатку листа до второго уменьшения объема со степенью деформации 30-70%.
Охлаждение прокатанного листа до температуры между точкой превращения Ar3 и примерно 500oC можно проводить на воздухе.
Охлаждение прокатанного листа до температуры между точкой превращения Ar3 и примерно 500oC можно проводить до превращения стали в ферритную фазу на 20-60% по объему.
Окончательное охлаждение в воде прокатанного листа можно проводить со скоростью охлаждения по меньшей мере 25oC/с.
Лист можно формовать в кольцевую заготовку или трубу для трубопровода.
Кольцевую заготовку или трубу для трубопровода можно расширять на 1-3%.
Сталь может иметь следующий химический состав, мас.%:
Углерод - 0,05 - 0,12
Кремний - 0,01
- 0,50
Марганец - 0,40 - 2,0
Ниобий - 0,03 - 0,12
Ванадий - 0,05 - 0,15
Молибден - 0,2 - 0,8
Титан - 0,015 - 0,03
Алюминий - 0,01 - 0,03
Железо - Остальное
Pcm ≤ 0,024, где Pcm является параметром упрочняемости, представляющим собой следующую величину:

в которой C, Si, Mn, Cu, Ni, Cr, Mo и V - содержание соответствующих элементов в стали, мас.%. Pcm является показателем, по которому определяют прочность и свариваемость стали. Этот показатель известен в данной области техники и в промышленности (см., например, "Introduction to the Physical Metallurgy of Welding", Kenneth Easterling, 1983, p. 224).
Сумма концентраций ванадия и ниобия в стали может составлять ≥ 0,1 мас. %.
Концентрации ванадия и ниобия в стали в отдельности могут составлять≥ 0,04 мас.%.
Сталь может дополнительно содержать хром в количестве мас.% - 0,3 - 1,0%.
В обычных двухфазных сталях величины объемов фракций составляющих фаз чувствительны к небольшим колебаниям начальной температуры охлаждения.
Однако согласно изобретению химический состав стали и регулирование термомеханических режимов прокатки позволяет получить пригодную в качестве материала для труб магистральных трубопроводов высокопрочную (предел текучести больше 690 МПа (100 ksi), а после 1-3% деформации по меньшей мере 827,3 МПа (120 ksi) двухфазную сталь с микроструктурой, содержащей в ферритной матрице 40-80% (предпочтительно 50-80%) по объему мартенсит/бейнитной фазы, причем доля бейнита в мартенсит/бейнитной фазе составляет менее примерно 50%.
В предпочтительном варианте воплощения ферритную матрицу в дальнейшем упрочняют с высокой плотностью дислокаций (> 1010 см/см3) и диспергированием микроскопических выделений по меньшей мере одного, а предпочтительно всех карбидов и карбонитридов ванадия и ниобия и карбида молибдена, т.е. (V, Nb)(C, N) и Mo2 C. Тонкодисперсные (диаметром ≤ 50 ангстрем) частицы карбидов или карбонитридов ванадия, ниобия и молибдена образуются в ферритной фазе при межфазных реакциях выделения, которые протекают в ходе аустенит-ферритного превращения при температуре ниже температуры точки Ar3. В первую очередь выпадают карбиды ванадия и ниобия (V, Nb)(C,N). Таким образом, регулируя химический состав и термомеханические режимы прокатки, можно получить двухфазную сталь толщиной по меньшей мере около 15 мм, предпочтительно по меньшей мере около 20 мм со сверхвысокой прочностью.
Прочность стали зависит от присутствия мартенсит/бейнитной фазы, увеличение объема которой приводит к возрастанию прочности. Тем не менее, должен сохраняться баланс между прочностью и вязкостью (пластичностью), которая обеспечивается ферритной фазой. Например, после 2% деформации предел текучести достигается на уровне по меньшей мере примерно 689,4 МПа (100 ksi), если объемная доля мартенсит/бейнитной фазы составляет по меньшей мере около 40%, и по меньшей мере примерно 827,3 МПа (120 ksi), если эта доля составляет около 60%.
Предпочтительную сталь с высокой плотностью дислокаций и выделениями ванадия и ниобия в ферритной фазе производят путем чистового обжатия прокаткой при температурах выше температуры превращения Ar3, охлаждая на воздухе до температуры между температурами точки превращения Ar3 и 500oC, с последующей закалкой при комнатной температуре. Поэтому такой способ противоположен способу получения двухфазных сталей для автомобильной промышленности толщиной 10 или менее мм с пределом текучести 344,7-413,6 МПа (50-60 ksi) и ферритной фазой, которая должна быть свободна от выделения для обеспечения соответствующих формообразующих свойств. Выделения образуются дискретно на подвижной границе между ферритом и аустенитом, однако лишь тогда, когда присутствует соответствующее количество ванадия, или ниобия, или того и другого, а условия прокатки и термообработки тщательно контролируют. Иначе говоря, ванадий и ниобий являются ключевыми элементами химического состава стали.
Описание
чертежей
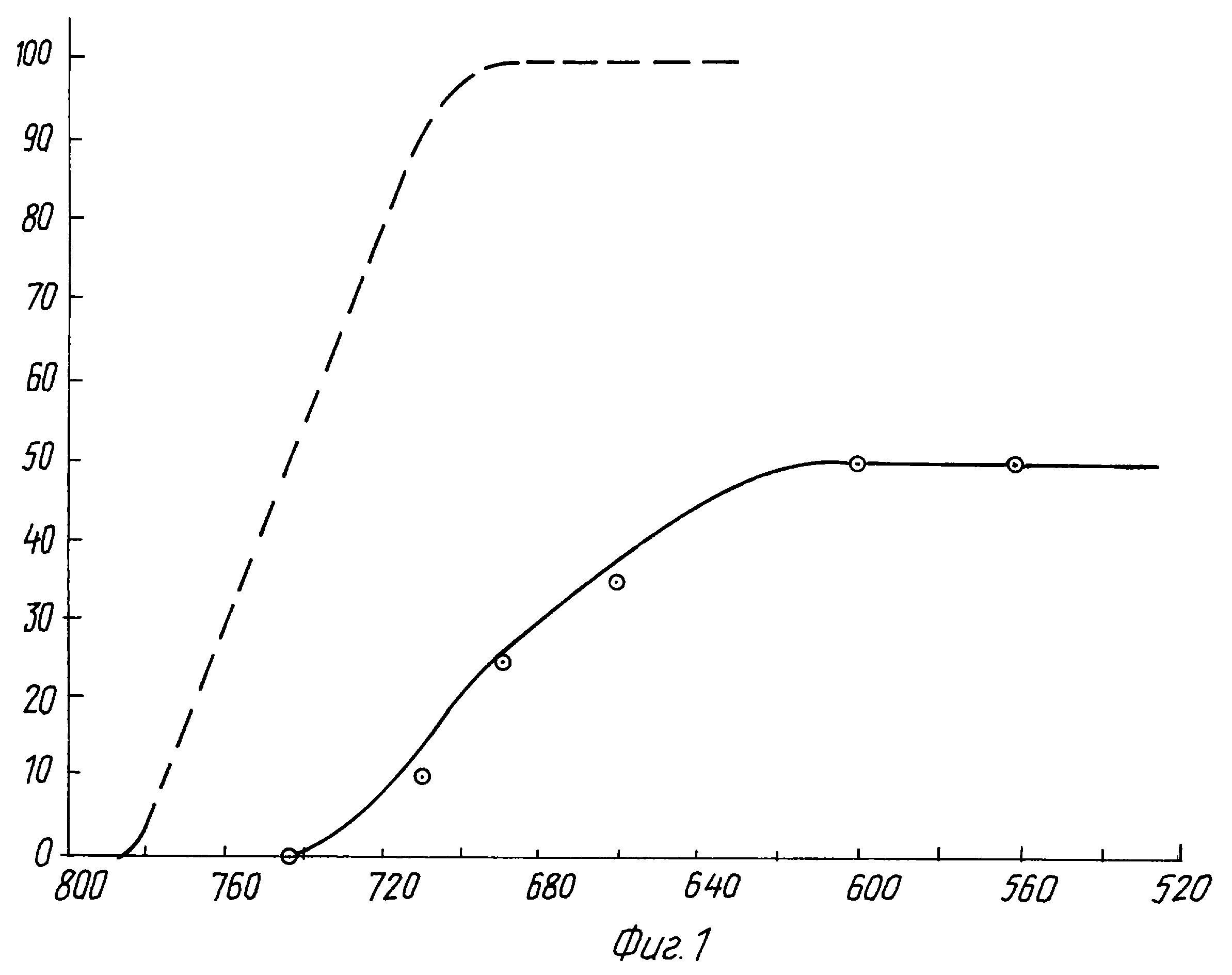
На фиг. 1 показан график зависимости доли V (в % по объему) образовавшегося феррита (ордината) от начальной температуры закалкиoC (абсцисса) для известных сталей
(штриховая линия) и для стали согласно изобретению (сплошная линия).
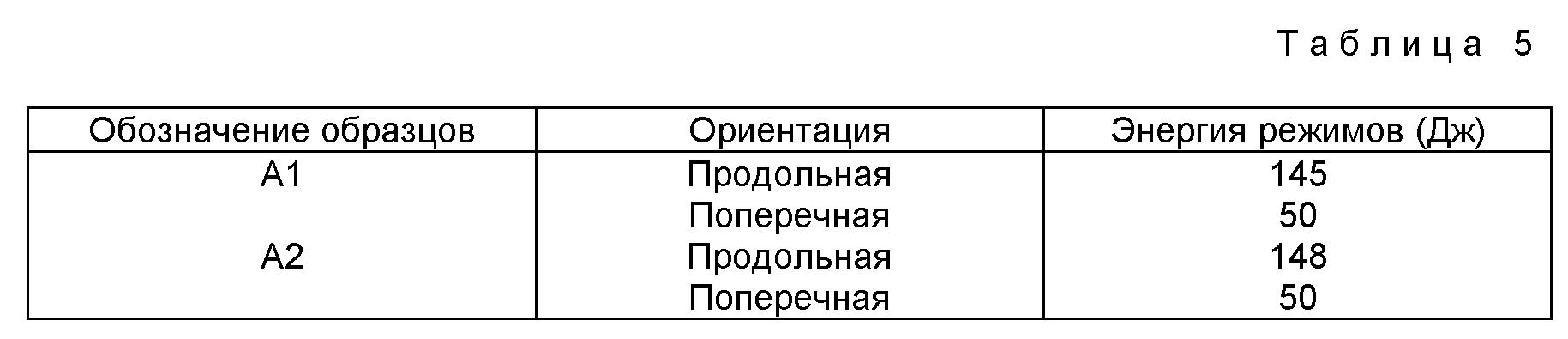
На фиг. 2а и 2б показаны сканированные электронные микрофотографии двухфазной микроструктуры, полученной способом в режиме А1. На фиг. 2а показан участок возле поверхности, а на фиг. 2б - в средней (по толщине) части. На этих фигурах серые участки - ферритная фаза, а светлые участки - мартенситная фаза.
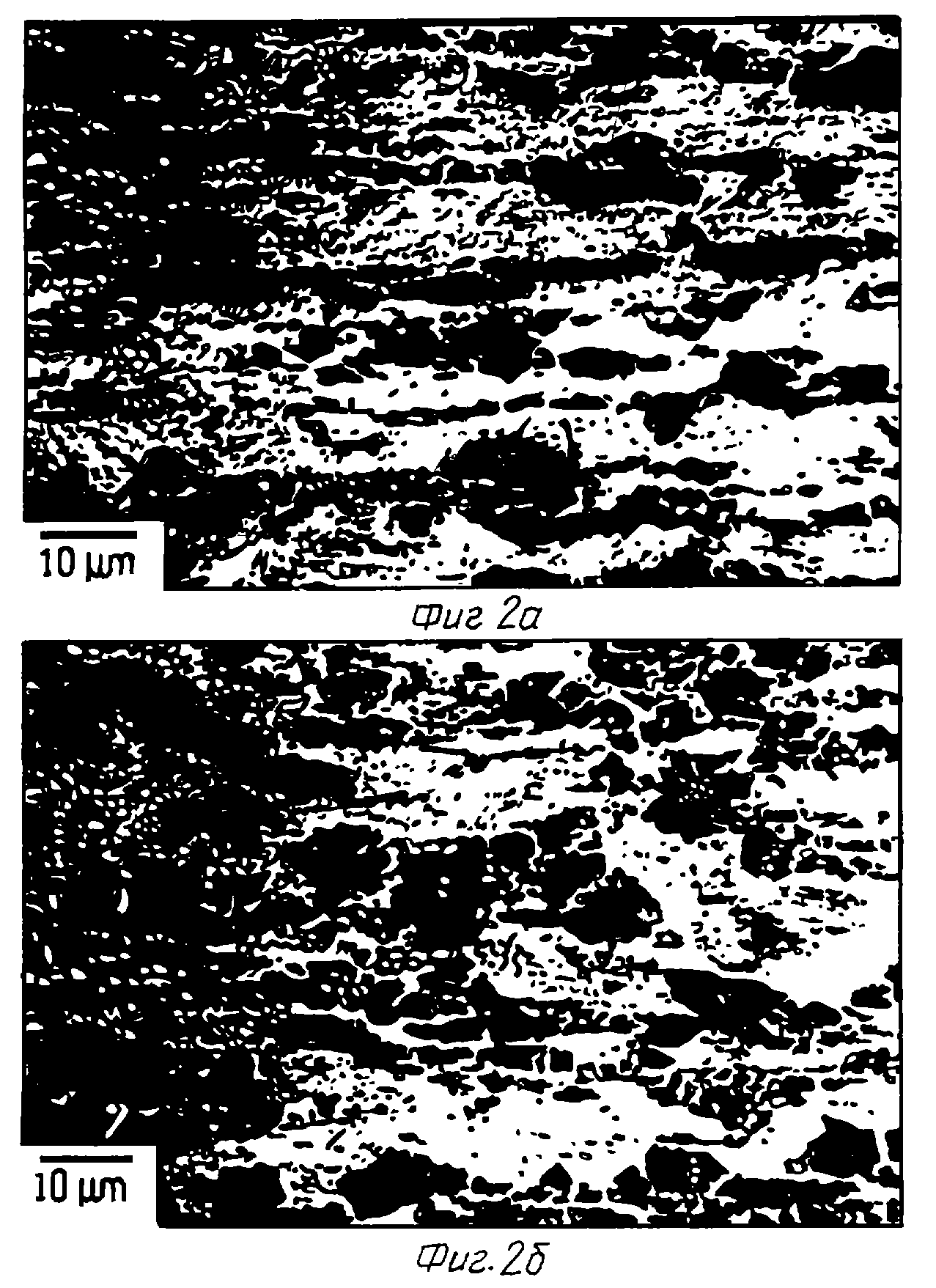
На фиг. 3 показана электронная микрофотография выделений в ферритной фазе частиц ниобия и карбонитрида ванадия диаметром менее примерно 50, предпочтительно примерно 10-50 ангстрем. Темный участок (левая сторона) - мартенситная фаза, а светлый участок (правая сторона) - ферритная фаза.
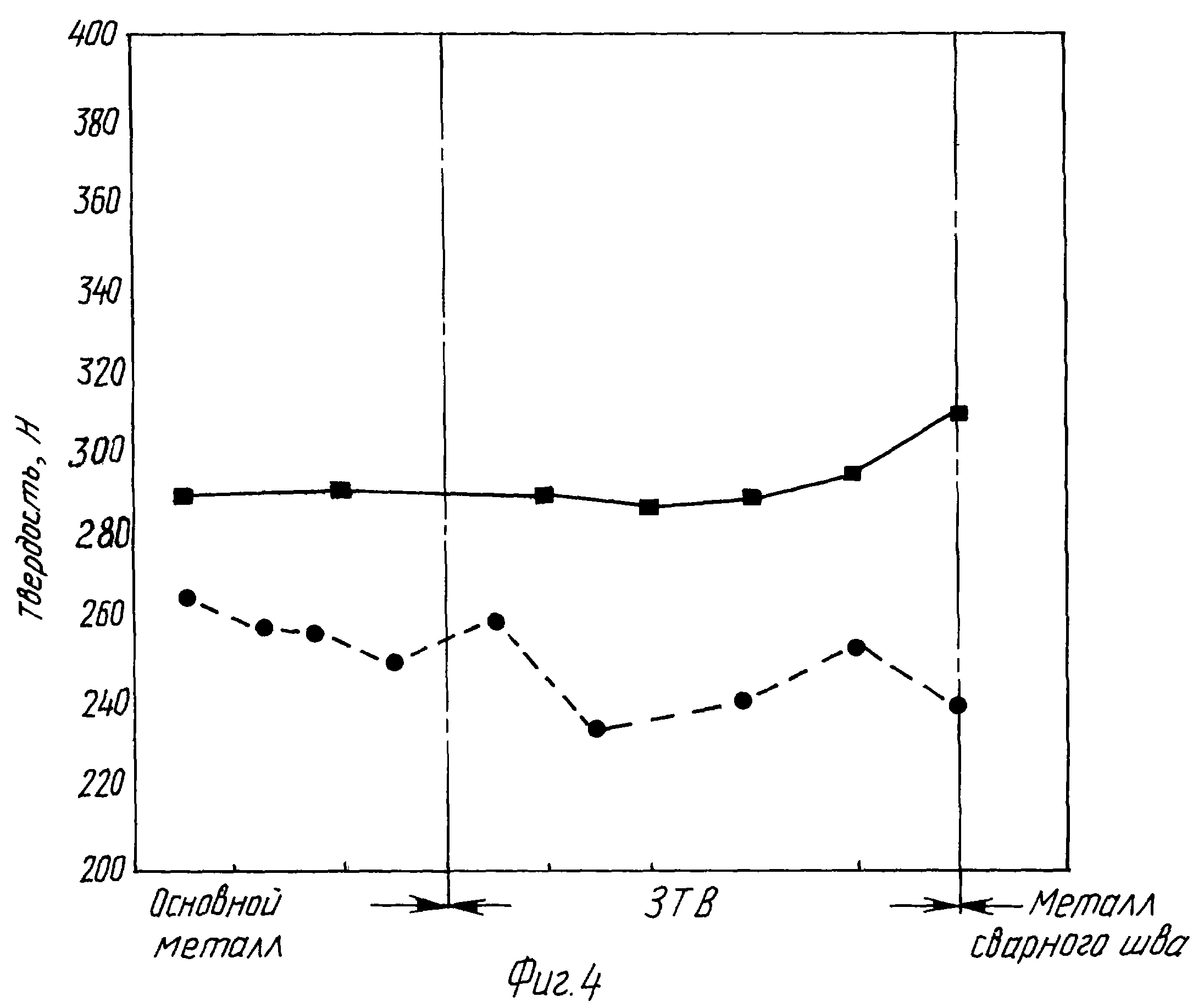
На фиг. 4 показаны графики зависимости твердости по Виккерсу в ЗТВ (ордината) для стали, изготовленной согласно изобретению в режиме А1 (сплошная линия), и подобный график для коммерческой Х100 стали для труб магистральных трубопроводов (штриховая линия). Сталь согласно изобретению показывает незначительное уменьшение прочности в ЗТВ при подводе теплоты 3 кДж/мм, тогда как для стали Х100 прочность (с оценкой по Виккерсу) в ЗТВ значительно (примерно на 15%) уменьшается.
Сталь согласно изобретению обладает высокой прочностью при весьма высокой свариваемости и вязкости при низких температурах и содержит (по массе):
0,05 - 0,12% C, предпочтительно 0,
06 - 0,12%
более предпочтительно 0,08 -0,11;
0,01 - 0,50% Si
0,40 - 2,0% Mn, предпочтительно 1,2 - 2,0;
более предпочтительно 1,7 - 2,0;
0,03 - 0,12% Nb,
предпочтительно 0,05 - 0,1;
0,05 - 0,15% V;
0,2 - 0,8% Mo;
0,3 - 1,0% Cr, предпочтительно для использования в среде водорода;
0,015 - 0,03% Ti,
0,01 - 0,
03% Al,
Pcm ≤ 0,24,
остальное - Fe и случайные примеси.
Сумма массовых долей ванадия и ниобия составляет ≥ 0,1%, но более предпочтительно содержание каждого из них ≥ 0,04%. Концентрацию хорошо известных загрязняющих примесей N, P, S минимизируют, даже если некоторое количество N, как объяснено ниже, желательно для получения зерен, подавляющих рост частиц нитрида титана. Предпочтительны концентрации N около 0,001-0,01%, концентрации S не более 0,01% и концентрации P не более 0,01% по массе. Сталь такого химического состава свободна от бора, в том смысле, что его не добавляют, а его концентрация составляет ≤ 5 млн-1 (5 ppm), предпочтительно < 1 млн-1(1 ppm).
В общем
случае способ получения материала согласно изобретению предусматривает:
обычное формование слитка вышеприведенного состава;
нагрев слитка до температуры предпочтительно в пределах от
1150 до 1250oC, достаточной для растворения по существу всех карбонитридов ванадия и ниобия и, следовательно, для перевода в раствор по существу всего ниобия, ванадия и молибдена;
горячую прокатку слитка (первое уменьшение объема) за один или более проходов с обжатием примерно на 30-70% на первом температурном уровне, когда рекристиллизуется аустенит;
горячую прокатку
обжатого слитка за один или более проходов (второе уменьшение объема на 30-70%) при несколько более низком температурном уровне, когда аустенит не рекристаллизуется, но при температуре выше
температуры точки превращения Ar3;
охлаждение на воздухе до температуры в интервале между температурой точки Ar3 и примерно 500oC, когда 20-60% аустенита
превращается в феррит;
охлаждение в воде при скорости по меньшей мере 25oC/с, предпочтительно по меньшей мере около 35oC/с (упрочнение слитка) до температуры не выше
400oC, когда исключены дальнейшие превращения; и, при желании
охлаждение на воздухе до комнатной температуры с получением катаного высокопрочного стального листа для труб
магистральных трубопроводов. В итоге зерна приобретают почти одинаковые размеры - ≤ 10 мкм, предпочтительно ≤ 5 мкм.
Высокопрочные стали должны иметь многообразные свойства, что обеспечивают комбинированием элементного состава сплава и механической обработкой. Роль легирующих элементов в сплаве и предпочтительные пределы их концентраций согласно изобретению описаны ниже.
Углерод обеспечивает матричное упрочнение всех сталей и сварных швов при любой микроструктуре, и это упрочнение обусловлено выделением достаточно мелких и многочисленных частиц NbC и VC. Кроме того, выделение NbC при горячей прокатке способствует замедлению рекристаллизации и подавлению роста зерен с получением измельченного зерна аустенита. Это приводит к повышению и прочности, и вязкости при пониженных температурах. Углерод также улучшает способность к затвердеванию, т.е. к образованию твердых и прочных микроструктур при охлаждении стали. Если содержание углерода меньше 0,01%, то такие эффекты упрочнения не наблюдаются. Если же содержание углерода превышает 0,12%, то сталь будет хладноломкой в месте сварки, а ее вязкость понизится как в стальном листе, так и в ЗТВ сварного шва.
Марганец упрочняет матрицу в сталях и сварных швах, а также усиливает способность к затвердеванию. Для достижения необходимой высокой прочности минимальное количество Mn должно составлять 0,4%. Подобно углероду избыток Mn вредно влияет на вязкость листов и сварных швов и вызывает хладноломкость сварных соединений (в полевых условиях); поэтому его количество ограничивают 2,0%. Это ограничение необходимо и для предотвращения заметной осевой сегрегации в сталях при непрерывном литье труб магистральных трубопроводов, способствующей трещинообразованию из-за наводораживания (ТОВ).
Кремний всегда добавляют в сталь в количестве по меньшей мере 0,01% для раскисления. Большее количество Si вредно влияет в ЗТВ на вязкость, которая уменьшается до неприемлемого уровня при более 0,5% Si.
Ниобий способствует улучшению зернистости микроструктуры прокатной стали, что улучшает и прочность, и вязкость. Выделение карбида ниобия при горячей прокатке замедляет рекристаллизацию и подавляет рост зерен, что обеспечивает мелкозернистость аустенита. Это дает дополнительное упрочнение при отжиге с образованием выделений NbC. Однако избыток ниобия вредит свариваемости и вязкости в ЗТВ, поэтому его максимум - 0,12%.
Титан эффективен при добавлении в небольшом количестве для образования мелких частиц TiN, которые уменьшают размеры зерна как в катаной структуре, так и в ЗТВ, тем самым улучшая вязкость. Титан добавляют в таком количестве, чтобы отношение Ti/N было в пределах 2,0-3,4. Избыток титана из-за образования крупных частиц TiN или TiC будет ухудшать вязкость стали и сварных швов. Содержание Ti < 0,002% не может обеспечить достаточную мелкозернистость, а > 0,04% вызывает ухудшение вязкости.
Алюминий добавляют для раскисления. Для этого требуется по меньшей мере 0,002% Al. Если содержание алюминия слишком велико (> 0,05%), возникает тенденция к образованию включений типа Al2O3, которые ухудшают вязкость стали в матрице и в ЗТВ.
Ванадий добавляют для повышения прочности вследствие образования в стали мелких частиц VC при отжиге, а в ЗТВ - при охлаждении после сварки. В растворе ванадий служит сильнодействующим средством, способствующим затвердеванию стали. Поэтому он будет эффективно сохранять прочность высокопрочной стали в ЗТВ. Максимум ванадия составляет 0,15%, а его избыток будет вызывать хладноломкость в зоне сварки (в полевых условиях) и ухудшать вязкость стали как таковой и в ЗТВ. Кроме того, он сильно упрочняет эвтектоидный феррит из-за межфазного выделения частиц карбонитрида ванадия диаметром ≤ 50, предпочтительно 10-50 ангстрем.
Молибден способствует увеличению твердости стали при закалке, так как образуется прочная микроструктурная матрица; он также обеспечивает упрочнение вследствие выделения при повторном нагреве частиц Mo2C и NbMo. Избыток Mo вызывает хладноломкость в зонах сварки (в полевых условиях) и ухудшает вязкость стали как таковой и в ЗТВ, поэтому его максимум составляет 0,8%.
Хром также способствует увеличению твердости стали при закалке. Он улучшает сопротивление коррозии и стойкость к растрескиванию при наводороживании. В частности, предпочтительно предотвращать проникновение водорода путем образования на поверхности стали пленки, обогащенной Cr2O3. Как и для молибдена, избыток Cr обуславливает хладноломкость в зонах сварки (в полевых условиях) и ухудшает вязкость стали как таковой и в ЗТВ, поэтому его максимум устанавливают на уровне 1,0%.
Азот проникает в сталь при ее производстве и остается в ней. Небольшое количество азота полезно для образования мелких частиц TiN, которые предотвращают рост зерен при горячей прокатке и этим повышают мелкозернистость катаной стали как таковой и в ЗТВ. Требуется по меньшей мере 0,001% N для обеспечения необходимого объема фракции TiN. Однако, слишком большое количество азота ухудшает вязкость стали в ЗТВ, поэтому его максимум - 0,01%.
Термомеханическая обработка преследует две цели: получение мелкого однородного зерна аустенита и обеспечение высокой плотности дислокаций и зон сдвига в двух фазах.
Первую цель достигают тяжелой прокаткой при температурах выше и ниже температуры рекристаллизации аустенита, но всегда выше температуры точки Ar3. Прокатка при температуре выше температуры рекристаллизации непрерывно измельчает зерна аустенита, а прокатка ниже этой температуры выравнивает размеры зерен аустенита. Поэтому охлаждение ниже температуры Ar3, когда аустенит начинает превращаться в феррит, приводит к образованию тонкоизмельченной смеси аустенита и феррита, а при быстром охлаждении ниже температуры Ar1 - к тонко разделенной смеси феррита и мертенсит/бейнита.
Вторая цель достигается третьим обжатием выравненных зерен аустенита при прокатке при температурах между Ar1 и Ar3, когда от 20% до 60% аустенита превращается в феррит.
Термомеханические процессы согласно изобретению важны для обеспечения желаемого распределения составляющих фаз.
Температура, определяющая границу между уровнями, когда аустенит рекристаллизуется и не рекристаллизуется, зависит от температуры нагрева перед прокаткой, концентрации углерода, концентрации ниобия и от величины обжатия при прокатке. Эту температуру можно легко определить для каждого состава стали или экспериментально, или математическим моделированием.
Трубы для трубопроводов формуют из листа известным UOE-способом, U-образно изгибая лист, затем формуя O-образную заготовку и развальцовывая ее на 1-3%. Формование и расширение, оказывающие сопутствующее действие по повышению твердости, обеспечивают очень высокую прочность трубы.
Следующие примеры иллюстрируют описанное изобретение.
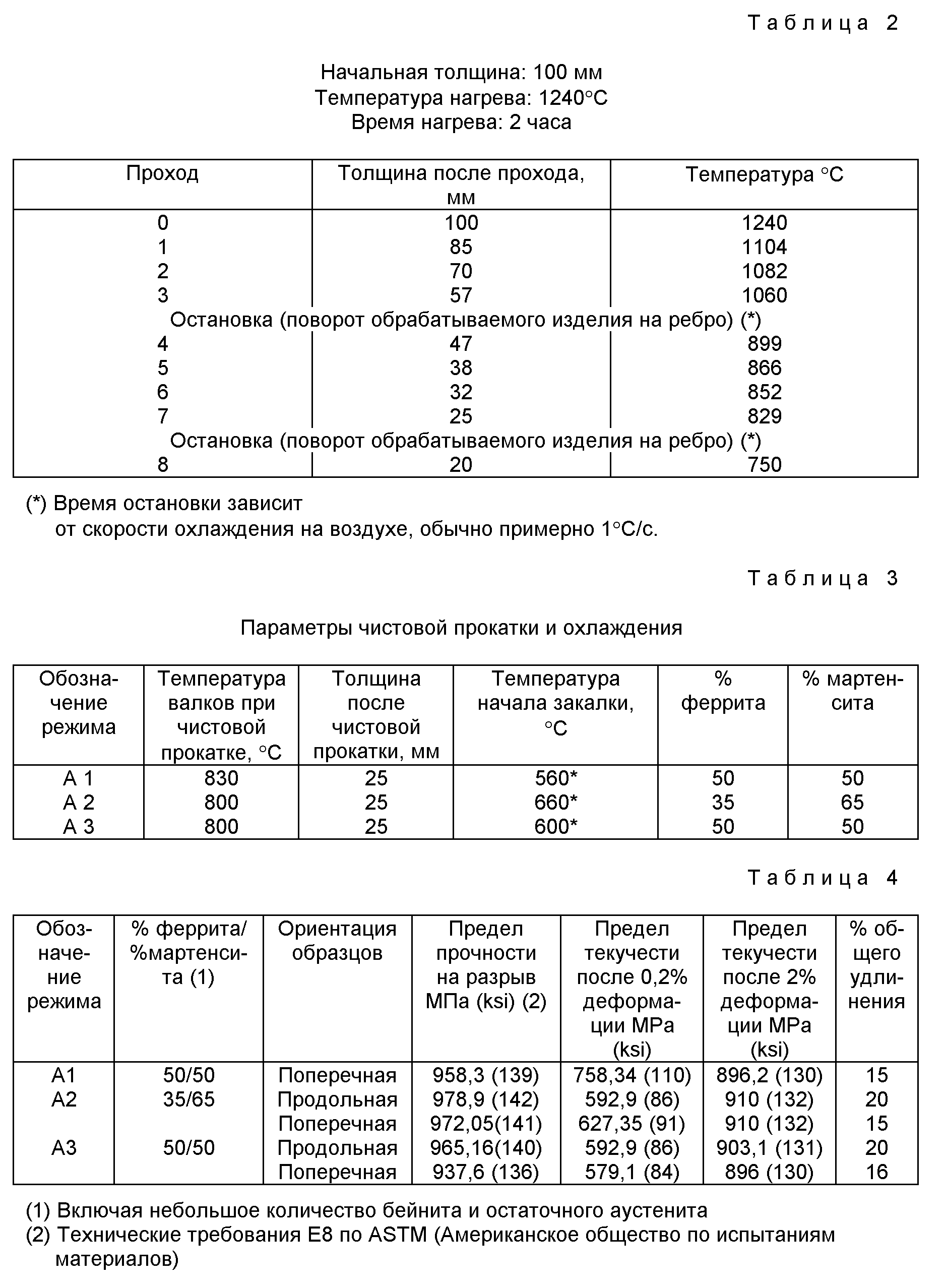
500 фунтов полученного за одну плавку сплава с химическим составом согласно табл. 1 расплавили в вакуумной индукционной печи, разлили в слитки, отковали слябы толщиной 4 дюйма, протомили их при 1240oC в течение 2-х часов и подвергли горячей прокатке с соблюдением режимов согласно табл. 2.
Сплав и термомеханический
процесс разработаны для получения следующих соотношений сильных карбидообразующих добавок, в частности ниобия и ванадия:
- примерно одна треть этих соединений выделяется в аустените до
закалки; эти выделения препятствуют рекристаллизации, способствуя сжатию зерен аустенита, в результате чего он до превращения становится мелкозернистым;
- примерно одна треть этих соединений
выделяется в процессе превращения аустенита в феррит, проходя через межкристаллическую и субкристаллическую области; эти выделения способствуют упрочнению ферритной фазы;
- примерно одна
треть этих соединений удерживается в твердом растворе для выделения в ЗТВ, чем устраняется обычное разупрочнение, наблюдаемое у других сталей.
Термомеханический процесс прокатки квадратного (100 мм х 100 мм) кованного сляба показан ниже (см. табл. 2).
Для определения количества феррита и других продуктов превращения аустенита была проведена закалка после нагрева до разных конечных температур (см. табл. 3).
Окружающий воздух охлаждали до этих температур после чистовой прокатки.
Общий объем ферритной фазы включает и проэвтектоидную ("остаточный феррит"), и эвтектоидную ("превращенный феррит") фракции феррита.
Количественные металлографические анализы проводили для прослеживания зависимости количества превращенного аустенита от температуры закалки после чистовой прокатки: эти данные показаны в виде графика на фиг. 1 и обобщены в табл. 3.
Скорость закалки при температуре чистовой прокатки должна быть порядка 20-100oC/с, более предпочтительно 30-40oC/с, чтобы получить желаемую двухфазную микроструктуру в толстых листах толщиной более 20 мм.
Как видно из фиг. 1, при снижении начальной температуры закалки от 660oC до 560oC превращение аустенита происходит в пределах 35-50%. Если начальную температуру закалки не понижать, то сталь не претерпевает каких-либо дополнительных превращений; при этом количество (аустенита) остается около 50%.
Если стали с высокой объемной долей вторичной или мартенсит/бейнитной фазы обычно характеризуются низкой пластичностью и ударной вязкостью, то стали согласно изобретению превосходно сохраняют достаточную пластичность, что обеспечивает формообразование и развальцовку в UOE-процессе. Пластичность сохраняют путем поддержания эффективных размеров частиц в микроструктуре, например в пакетном мартенсите в целом - ниже 10 мкм, а для отдельных частиц - меньше 1 мкм. На микрографии со сканирующего электронного микроскопа (СЭМ) на фиг. 2 показана двухфазная микроструктура, включающая феррит и мартенсит, полученные по режиму A1. Наблюдалось удивительное однообразие микроструктуры по толщине листа во всех двухфазных сталях.
На фиг. 3 приведена электронная микрография, показывающая тонкодисперсные межфазные выделения в ферритной области стали, полученной по режиму A1. Эвтектоидный феррит обычно наблюдаем вблизи границы во второй фазе и равномерно распределен в образце, а объем его фракции возрастает с понижением температуры закалки стали.
Основой изобретения служит открытие, что аустенитная фаза проявляет удивительную стойкость к дальнейшим превращениям после примерно 50% превращения. Это происходит в результате комбинации механизмов стабилизации и эффектов старения аустенита.
(A) Стабилизация аустенита. Имеется по меньшей мере три механизма стабилизации аустенита в сталях согласно изобретению, которые позволяют объяснить прекращение его дальнейшего превращения в ферритную фазу.
(1) Термическая стабилизация. Большая движущая сила выделения углерода из превращенного феррита в непревращенный аустенит при его превращении приводит к нескольким эффектам, обычно называемым термической стабилизацией. Этот механизм может привести к некоторому общему обогащению аустенита углеродом; более конкретно: пиковая концентрация углерода укрепляет границу аустенит/феррит, локально препятствуя дальнейшему превращению. Более того, углерод также может ускоренно выделяться в дислокации на фронте превращения, тормозя его и прекращая превращение.
(2) Пик концентрации. Углерод и другие такие сильные стабилизаторы аустенита, как Mn, при превращении переходят в остаточный аустенит. Однако из-за медленной диффузии и недостатка времени существенная гомогенизация этого выделения не происходит, что приводит к местным пикам концентрации углерода и магния на фронте превращения аустенита. Это локально повышает способность стали к затвердеванию, приводя к стабилизации. Общее уменьшение объема превращения способствует этому процессу, исключая возможность гомогенизации.
(3) Химическая стабилизация. Благодаря заметному количеству Mn в стали и присутствию связанного Mn, зоны остаточного аустенита оказываются также зонами повышенного содержания Mn, что повышает их способность к затвердеванию значительно больше, чем во всем объеме сплава. При применяемых скоростях охлаждения и термомеханической обработке это может приводить к стабилизации превращения аустенита в феррит.
(Б) Старение аустенита. Этот фактор считается главным для сталей согласно изобретению. Если фаза аустенита содержит много Nb и V, находящихся в сверхнасыщенном твердом растворе, как в случае сталей согласно изобретению, и если температура превращения аустенита достаточно низка, то избыток Nb и V может приводить к явлению выделения или предвыделения мелкого зерна. Предвыделение может включать дислокационные атмосферы как в аустените в целом, так и, в частности, при превращении, что может остановить его фронт и стабилизировать аустенит от дальнейшего превращения.
В табл. 4 приведены результаты испытаний сплавов, полученных по режимам А1, А2 и А3, на растяжение в нормальной среде.
Предел текучести после 2% удлинения при формовании трубы будет соответствовать минимально желаемой прочности, равной по меньшей мере 689,5 МПа (100 ksi), предпочтительно по меньшей мере 896,2 МПа (130 ksi) благодаря превосходным показателям затвердевания образцов с такими микроструктурами.
В табл. 5 приведены показатели ударной вязкости образцов с V-образным надрезом по Шарпи (технич. условия Е-23 ASTM) при -40oC, полученные на продольных (L-T) и поперечных (T) образцах из сплавов, обработанных согласно режимам A1 и A2.
Показатели из табл. 5 свидетельствуют о превосходной пластичности сталей согласно изобретению.
Ключевым аспектом настоящего изобретения является высокая прочность стали при хорошей свариваемости, а также исключительное сопротивление разупрочнению в ЗТВ. Для исследования хладноломкости и разупрочнения в ЗТВ были проведены лабораторные испытания одиночных сварных швов. На фиг. 4 приведен график для стали согласно изобретению. Этот график показывает, что в отличие от известных сталей, например коммерческой стали Х100 для трубопроводов, двухфазная сталь согласно изобретению не имеет заметного (поддающегося измерению) разупрочнения в ЗТВ. В противоположность этому коммерческая сталь Х100 характеризуется 15% разупрочнением (в ЗТВ) по сравнению с основным металлом. Для стали согласно изобретению металл в ЗТВ сохраняет по меньшей мере 95% прочности основного металла. Эти данные о прочности получены для теплонапряженности при сварке на уровне 1-5 кДж/мм.
Реферат
Изобретение относится к высокопрочной стали, используемой в строительстве и для изготовления труб, и к производству этой стали. Техническим результатом является обеспечение по существу однообразной по толщине листа микроструктуры в листах толщиной по меньшей мере 10 мм и увеличение обычной доли бейнит/мартенсита до примерно 75% и выше. Высокопрочную стальную композицию, содержащую ферритную фазу и мартенсит/бейнитную фазу, в которой ферритная фаза имеет первоначальные выделения карбидов или карбонитридов ванадия и ниобия, получают путем первой прокатки при температуре выше температуры рекристаллизации аустенита, второй прокатки при температуре ниже температуры рекристаллизации аустенита; охлаждения до температуры между точкой превращения Ar3 и 500oC и охлаждения в воде до температуры ниже примерно 400oC. 11 з.п.ф-лы, 4 ил., 5 табл.
Формула
Углерод - 0,05 - 0,12
Кремний - 0,01 - 0,50
Марганец - 0,40 - 2,0
Ниобий - 0,03 - 0,12
Ванадий - 0,05 - 0,15
Молибден - 0,2 - 0,8
Титан - 0,015 - 0,03
Алюминий - 0,01 - 0,03
Железо - Остальное
Pст ≤ 0,24, где Pст является параметром упрочняемости.
Комментарии