Способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали - RU2760149C1
Код документа: RU2760149C1
Чертежи

Описание
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления электротехнической толстолистовой стали, а, в частности, к способу изготовления текстурированной электротехнической толстолистовой стали.
Уровень техники
Электротехнические толстолистовые стали в общем случае подразделяют на категории текстурированных электротехнических толстолистовых сталей и нетекстурированных электротехнических толстолистовых сталей. В их числе текстурированная электротехническая толстолистовая сталь характеризуется уровнем содержания кремния, составляющим приблизительно 3% (масс.), и кристаллической текстурой, характеризующейся ориентацией зерен (110)[001]. Она демонстрирует превосходные магнитные эксплуатационные характеристики вдоль направления прокатки и может быть использована в качестве материалов сердечников для трансформаторов, двигателей, генераторов и других видов электронного оборудования.
В последние годы для некоторых электронных и электротехнических компонентов увеличивают рабочую частоту в целях улучшения эффективности, чувствительности и уменьшения размера, и, таким образом, постепенно увеличивается потребность в материалах для железных сердечников, обладающих превосходными высокочастотными магнитными свойствами. Высококремнистая толстолистовая сталь, содержащая 6,5% (масс.) Si, характеризуется константой магнитострикции (λs), составляющей приблизительно ноль, таким образом, демонстрирует значительно уменьшенные потери в сердечнике при высокой частоте, высокую максимальную магнитную проницаемость (мкм) и низкую коэрцитивную силу по магнитной индукции (Нс), что является наиболее хорошо подходящим для изготовления моторов и аппаратуры для записи и воспроизведения звука при высокой скорости и высокой частоте, высокочастотных трансформаторов, дроссельных катушек и магнитных экранов при высоких частотах, а также может быть использовано для уменьшения потребления энергии в двигателе и улучшения коэффициента полезного действия двигателя.
Однако, высококремнистая толстолистовая сталь не может быть произведена при использовании обыкновенных технологических процессов, таких как горячая прокатка, холодная прокатка и отжиг предшествующего уровня техники. На предшествующем уровне техники в китайской патентной публикации CN107217129A, датированной 29 сентября 2017 года и озаглавленной «High silicon steel plate with excellent processability and magnetic properties and production method thereof», раскрывается способ изготовления высококремнистой толстолистовой стали, где используют двойные ролики для бесслиткового литья высококремнистых штрипсов, характеризующихся толщиной, составляющей 5 мм и менее, и уровнем содержания Si в диапазоне 4% – 7%, уровнем содержания Al в диапазоне 0,5% – 3% и уровнем содержания смеси из Si и Al в диапазоне 4,5% – 8%, со следующими далее технологическими процессами горячей прокатки, холодной прокатки и отжига для получения конечной продукции. В китайской патентной публикации CN1692164A, датированной 2 ноября 2005 года и озаглавленной «A method for manufacturing a high silicon grain-oriented electrical steel plate with an excellent iron loss performance», раскрывается высококремнистая текстурированная электротехническая толстолистовая сталь, где на основании обыкновенного способа изготовления текстурированной кремнистой стали на поверхность толстолистовой стали, претерпевшей обезуглероживающий отжиг, наносят покрытие из агента для нанесения порошкового покрытия, силицированного во взвеси, а после этого во время высокотемпературного отжига при 1200°С активируют реакцию диффундирования кремния для получения высококремнистой толстолистовой стали. Несмотря на демонстрацию продукцией, изготовленной при использовании вышеупомянутых способов, превосходных магнитных свойств массовое производство при использовании данного способа является затруднительным вследствие наличия таких обстоятельств, как высокая производственная себестоимость и нестабильное качество продукции, таким образом, осуществление промышленного внедрения данного способа является затруднительным.
На основании этого ожидается получение способа изготовления высококремнистой текстурированной электротехнической толстолистовой стали, которая характеризуется низкой стоимостью, и изготовленная высококремнистая текстурированная электротехническая толстолистовая сталь демонстрирует стабильное качество и превосходные магнитные свойства.
Раскрытие сущности изобретения
Задача изобретения заключается в предложении способа изготовления высококремнистой текстурированной электротехнической толстолистовой стали, которая характеризуется низкой стоимостью, и изготовленная высококремнистая текстурированная электротехническая толстолистовая сталь демонстрирует стабильное качество и превосходные магнитные свойства.
Для достижения вышеупомянутой задачи в изобретении предлагается способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, где высококремнистая текстурированная электротехническая толстолистовая сталь характеризуется уровнем содержания кремния, составляющим более чем 4% (масс.), при этом способ включает стадии:
(1) проведение обезуглероживающего отжига при использовании холоднокатаной толстолистовой стали;
(2) обеспечение столкновения частиц из высококремнистого сплава в полностью твердом состоянии с поверхностью претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению при большой скорости, таким образом, чтобы сформировать покрытие из высококремнистого сплава на поверхности толстолистовой стали, подвергаемой напылению;
(3) нанесение покрытия из разделительного агента и высушивание;
(4) отжиг.
На стадии (2) вышеупомянутого способа, то есть, во время технологического процесса холодной прокатки, частицы из высококремнистого сплава не расплавляются до столкновения с поверхностью толстолистовой стали, подвергаемой напылению при высокой скорости. Частицы из высококремнистого сплава претерпевают сильное пластическое деформирование в микрообласти поверхности толстолистовой стали, подвергаемой напылению во время столкновения, и их кинетическая энергия преобразуется в тепловую энергию и энергию деформации, что, таким образом, обеспечивает осаждение на поверхности толстолистовой стали, подвергаемой напылению, при формировании покрытия из высококремнистого сплава. На стадии (3) в некоторых вариантах осуществления разделительный агент может быть в основном образован из MgO, Al2O3 или смеси из них обоих. Вследствие отсутствия в способе настоящего изобретения потребности в формировании слоя на основе силиката магния (Mg2SiO4), как в обыкновенном технологическом процессе изготовления текстурированной электротехнической толстолистовой стали, может быть использован разделительный агент, характеризующийся меньшей активностью, чем обыкновенный соответствующий агент, такой как MgO.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) частицы из высококремнистого сплава характеризуются уровнем содержания Si в диапазоне 10 – 50% (масс.).
Как это обнаружил в результате проведения исследования изобретатель данного изобретения, в способе настоящего изобретения при демонстрации частицами из высококремнистого сплава уровня содержания Si, составляющего менее, чем 10% (масс.), в целях производства высококремнистой текстурированной электротехнической толстолистовой стали настоящего изобретения необходимо увеличивать толщину покрытия из высококремнистого сплава и продлевать последующий период диффундирования кремния во время высокотемпературного отжига, что в результате приводит к уменьшению эффективности производства. При демонстрации частицами из высококремнистого сплава уровня содержания Si, составляющего более чем 50% (масс.), ослабляется способность частиц из высококремнистого сплава подвергаться пластической деформации, что делает более затруднительным формирование покрытия из кремнистого сплава. Поэтому изобретатель данного изобретения накладывает ограничения на уровень содержания элемента Si в частицах из высококремнистого сплава значением в диапазоне 10 – 50% (масс.).
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) частицы из высококремнистого сплава характеризуются размером частиц в диапазоне 1 – 80 мкм.
Как это обнаружил в результате проведения исследования изобретатель данного изобретения, в способе настоящего изобретения в случае демонстрации частицами из высококремнистого сплава размера частиц, составляющего менее, чем 1 мкм, будет увеличиваться производственная себестоимость частиц из высококремнистого сплава, и будет легко окисляться поверхность частиц из высококремнистого сплава. При демонстрации частицами из высококремнистого сплава размера частиц, составляющего более чем 80 мкм, затруднительным является ускорение частиц из высококремнистого сплава до критической скорости для связывания во время технологического процессе напыления. Поэтому изобретатель данного изобретения накладывает ограничения на размер частиц для частиц из высококремнистого сплава значением в диапазоне 1 – 80 мкм.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) частицы из высококремнистого сплава в полностью твердом состоянии сталкиваются с поверхностью претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению при скорости в диапазоне 500 – 900 м/с.
Как это обнаружил в результате проведения исследования изобретатель данного изобретения, в способе настоящего изобретения при скорости столкновения для частиц из высококремнистого сплава, составляющей менее, чем 500 м/с, возникает только эрозия при отсутствии связывания, а при скорости столкновения частиц из высококремнистого сплава, составляющей более чем 900 м/с, частицы из высококремнистого сплава будут корродировать высококремнистую текстурированную электротехническую толстолистовую сталь. Поэтому изобретатель данного изобретения контролируемо выдерживает скорость столкновения частиц из высококремнистого сплава на уровне значения в диапазоне 500 – 900 м/с.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) частицы из высококремнистого сплава направляются течением струи рабочего газа до столкновения с поверхностью претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) рабочий газ представляет собой азот, гелий или смесь из азота и гелия.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) частицы из высококремнистого сплава и рабочий газ эжектируют через сопло на поверхность толстолистовой стали, подвергаемой напылению, таким образом, чтобы частицы из высококремнистого сплава в полностью твердом состоянии сталкивались бы с поверхностью претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению при высокой скорости.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) температуру частиц из высококремнистого сплава на выпускном отверстии сопла контролируемо выдерживают на уровне значения в диапазоне 80 – 500°С.
Как это обнаружил в результате проведения исследования изобретатель данного изобретения, в способе настоящего изобретения при температуре частиц из высококремнистого сплава на выпускном отверстии сопла, составляющей менее, чем 80°С, достижения эффекта увеличения адгезии невозможно добиться вследствие низкой температуры, а при температуре частиц из высококремнистого сплава, составляющей более чем 500°С, легко окисляются частицы из высококремнистого сплава, что, в свою очередь, приводит к увеличению поверхностных дефектов для конечной высококремнистой толстолистовой стали. Поэтому изобретатель данного изобретения накладывает ограничения на температуру частиц из высококремнистого сплава на выпускном отверстии сопла значением в диапазоне 80 – 500°С.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) рабочий газ нагревают до 200 – 700°С, а после этого отправляют в сопло.
В вышеупомянутом техническом решении нагревание газа может увеличивать скорость частиц из высококремнистого сплав, а также обеспечивает достижение частицами из высококремнистого сплава определенной температуры таким образом, чтобы частицы из высококремнистого сплава были бы в большей степени подвержены пластической деформации при их столкновении с толстолистовой сталью, подвергаемой напылению.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) сопло является соплом Лаваля.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) выпускное отверстие сопла устанавливают на удалении в диапазоне 10 – 60 мм от поверхности толстолистовой стали, подвергаемой напылению.
В способе настоящего изобретения в целях предотвращения замедления и избыточного окисления частиц из высококремнистого сплава в рабочем газа на расстояние между выпускным отверстием сопла и поверхностью толстолистовой стали, подвергаемой напылению, накладывают ограничения значением в диапазоне 10 – 60 мм.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (2) на поверхности одной стороны или обеих сторон толстолистовой стали, подвергаемой напылению, формируют покрытие из высококремнистого сплава, и толщина покрытия из высококремнистого сплава удовлетворяет следующей далее формуле:
Tc/Ts ≥ (x1 – x2)/(x3 – x1),
где Тс представляет собой толщину покрытия из высококремнистого сплава в мкм, и при формировании на обеих сторонах толстолистовой стали покрытия из высококремнистого сплава толщина покрытия из высококремнистого сплава представляет собой сумму толщин покрытий для двух сторон толстолистовой стали; Ts представляет собой толщину претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению, в мкм; х1 представляет собой целевой уровень содержания кремния в высококремнистой текстурированной электротехнической толстолистовой стали в % (масс.); х2 представляет собой первоначальный уровень содержания кремния в толстолистовой стали, подвергаемой напылению, в % (масс.); х3 представляет собой уровень содержания кремния в частицах из высококремнистого сплава в % (масс.).
При удовлетворении толщины покрытия соотношению Tc/Ts < (x1 – x2)/(x3 – x1) совокупный уровень содержания кремния в толстолистовой стали и покрытии из сплава будет меньшим, чем целевой уровень содержания кремния в высококремнистой текстурированной электротехнической толстолистовой стали, что является невозможным для получения желательной высококремнистой толстолистовой стали в результате проведения последующей силицирующей обработки, и, принимая во внимание такие факторы, как неизбежные полости в покрытии и стабильность последующего силицирования требуется иметь Tc/Ts ≥ (x1 – x2)/(x3 – x1). В условиях стабильности других технологических параметров толщину покрытия Тс обычно точно контролируемо выдерживают для обеспечения приближения фактического уровня содержания кремния в толстолистовой стали к целевому уровню содержания кремния. Кроме того, в способе изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, на стадии (1) совокупный уровень содержания кислорода на поверхности претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению, контролируемо выдерживают на уровне значения, составляющего менее, чем 700 ч/млн, при этом уровень содержания элемента С контролируемо выдерживают на уровне значения, составляющего менее, чем 50 ч/млн, и точку росы на стадии обезуглероживающего отжига контролируемо выдерживают на уровне значения в диапазоне 40 ~ 65°С.
В способе настоящего изобретения совокупный уровень содержания кислорода на поверхности претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению, контролируемо выдерживают на уровне значения, составляющего менее, чем 700 ч/млн, а уровень содержания элемента С составляет менее, чем 50 ч/млн. Как это обнаружил в результате проведения исследования изобретатель данного изобретения, при контролируемом выдерживании точки росы на стадии обезуглероживающего отжига на уровне значения в диапазоне 40 ~ 65°С может быть обеспечен эффект обезуглероживания таким образом, чтобы исключить магнитное старение конечной продукции, и может быть подавлено формирование оксидной пленки на поверхности толстолистовой стали. С одной стороны, выгодным является комбинация из частиц из высококремнистого сплава и претерпевшей обезуглероживающий отжиг толстолистовой стали. С другой стороны, также выгодной является инфильтрация покрытия из высококремнистого сплава в претерпевшую обезуглероживающий отжиг толстолистовую сталь, подвергаемую напылению при использовании кремния, во время технологического процесса отжига стадии (4). Вследствие формирования покрытия из высококремнистого сплава поверхность толстолистовой стали характеризуется достаточной шероховатостью таким образом, чтобы могла бы быть гарантирована реализация для изолирующего покрытия способности формировать покрытие в технологическом процессе нанесения изолирующего покрытия, который может включаться после стадии (4), без формирования слоя на основе силиката магния, как в обыкновенном технологическом процессе изготовления текстурированной электротехнической толстолистовой стали. Поэтому совокупный уровень содержания кислорода на поверхности толстолистовой стали, подвергаемой напылению, является меньшим, чем в обыкновенном технологическом процессе.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (4) воплощают вторичную рекристаллизацию при температуре отжига, составляющей более чем 1100°С, и в атмосфере N2 + H2, а после этого толстолистовую сталь равномерно нагревают при температуре, составляющей более чем 1150°С, на протяжении, по меньшей мере, 20 часов и в восстановительной атмосфере, характеризующейся уровнем содержания Н2, составляющим более чем 90%, таким образом, чтобы добиться достижения равномерного диффундирования элемента Si.
Кроме того, способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали, соответствующей настоящему изобретению, где на стадии (4) способ, кроме того, включает стадии: нанесения изолирующего покрытия и проведения отжига для горячего растяжения и правки.
В способе настоящего изобретения в некоторых вариантах осуществления до нанесения изолирующего покрытия может быть использован кислотный раствор для удаления непрореагировавших компонентов, оставшихся на поверхности толстолистовой стали после стадии (4), а после этого наносят изолирующее покрытие, содержащее фосфат и коллоидальный диоксид кремния, и проводят отжиг для горячего растяжения и правки в целях получения, в заключение, высококремнистой текстурированной электротехнической толстолистовой стали, обладающей превосходными магнитными свойствами.
В дополнение к этому, как это необходимо отметить, в некоторых вариантах осуществления устройство обработки для холодного напыления в целях воплощения стадии (2) способа настоящего изобретения включает: газовый резервуар, газорегулирующее устройство, транспортер для частиц, газонагреватель и опорный ролик с приданной функцией контролируемого выдерживания температуры, сопельное устройство, устройство извлечения частиц, устройство детектирования температуры толстолистовой стали для измерения температуры толстолистовой стали. В данном случае описывается конкретный технологический процесс обработки в отношении устройства для холодного напыления. Рабочий газ в газовом резервуаре транспортируют в газонагреватель через газорегулирующее устройство; рабочий газ нагревают при использовании газонагревателя, а после этого транспортируют к сопельному устройству и ускоряют в сопельном устройстве для формирования высокоскоростной струи. После нагнетания транспортером для частиц частиц из высококремнистого сплава в сопельное устройство частицы из высококремнистого сплава ускоряются высокоскоростной струей до скорости столкновения. При столкновении частиц с поверхностью претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению при высокой скорости, на поверхности толстолистовой стали, подвергаемой напылению, формируется покрытие из высококремнистого сплава. Одно или несколько сопельных устройств могут быть скомпонованы рядом друг с другом вокруг опорного ролика, чему придается функция контролируемого выдерживания температуры, таким образом, чтобы добиться осуществления технологического процесса обработки стадии (2). В дополнение к этому, сопельное устройство может быть зафиксировано вокруг опорного ролика или может перемещаться взад и вперед вдоль направления по ширине толстолистовой стали, подвергаемой напылению. Частицы из высококремнистого сплава, оставшиеся после столкновения с поверхностью толстолистовой стали, подвергаемой напылению при высокой скорости, собирают при использовании устройства извлечения частиц.
В сопоставлении с предшествующим уровнем техники способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали настоящего изобретения демонстрирует наличие следующих далее выгодных эффектов:
(1) Способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали настоящего изобретения имеет в своей основе обыкновенные производственные технологические линии и может обеспечить массовое производство высококремнистых текстурированных электротехнических толстолистовых сталей в результате добавления комплекта устройства обработки для холодного напыления, что, тем самым, разрешает существующую проблему, связанную с высокой производственной себестоимостью.
(2) Способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали настоящего изобретения делает возможным осаждение в твердом состоянии частиц из высококремнистого сплава на поверхности толстолистовой стали, подвергаемой напылению при низкой температуре, что может значительно уменьшить или даже полностью исключить неблагоприятные эффекты, такие как окисление и фазовое превращение частиц из высококремнистого сплава. Тем самым, обеспечивается достижение стабильности силицирования во время технологического процесса отжига стадии (4), и разрешается проблема, связанная с нестабильным качеством высококремнистой толстолистовой стали в существующем способе изготовления.
(3) Высококремнистая текстурированная электротехническая толстолистовая сталь, изготовленная при использовании способа настоящего изобретения, обладает превосходными магнитными свойствами, и способ демонстрирует широкие перспективы применения.
Краткое описание чертежей
Фиг. 1 представляет собой схематическое изображение, демонстрирующее структуру устройства обработки для холодного напыления в целях реализации технологического процесса обработки для холодного напыления в способе изготовления высококремнистой текстурированной электротехнической толстолистовой стали настоящего изобретения в некоторых вариантах осуществления.
Осуществление изобретения
Способ изготовления высококремнистой текстурированной электротехнической толстолистовой стали настоящего изобретения будет дополнительно разъяснен и описан в связи с описанием чертежей и конкретных вариантов осуществления. Однако, разъяснение и описание не накладывают ненадлежащих ограничений на техническое решение настоящего изобретения.
Фиг. 1 представляет собой схематическое изображение, демонстрирующее структуру устройства обработки для холодного напыления в целях реализации технологического процесса обработки для холодного напыления в способе изготовления высококремнистой текстурированной электротехнической толстолистовой стали настоящего изобретения в некоторых вариантах осуществления. Как это можно видеть, устройство обработки для холодного напыления в целях реализации технологического процесса обработки для холодного напыления в способе изготовления настоящего изобретения включает: газовый резервуар 3, газорегулирующее устройство 4, транспортер для частиц 5, и газонагреватель 6, опорный ролик 7 с приданной функцией контролируемого выдерживания температуры, сопельное устройство 8, устройство извлечения частиц 9 и устройство детектирования температуры толстолистовой стали 10 для измерения температуры толстолистовой стали.
В данном случае описывается конкретный рабочий режим. После проведения в печи для обезуглероживающего отжига 2 обработки для обезуглероживающего отжига в отношении холоднокатаной толстолистовой стали 1 она поступает для обработки в устройство обработки для холодного напыления. Рабочий газ в газовом резервуаре 3 транспортируют в газонагреватель 6 через газорегулирующее устройство 4 (такое как трубопроводы и клапаны); рабочий газ нагревают при использовании газонагревателя 6, а после этого транспортируют в сопельное устройство 8 и ускоряют в сопельном устройстве 8 для формирования высокоскоростной струи. После нагнетания транспортером для частиц 5 частиц из высококремнистого сплава в сопельное устройство 8 частицы из высококремнистого сплава ускоряются высокоскоростной струей до скорости столкновения. При столкновении частиц с поверхностью претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению при высокой скорости, на поверхности толстолистовой стали, подвергаемой напылению, формируется покрытие из высококремнистого сплава. Сопельное устройство 8 фиксированно компонуют вокруг опорного ролика 7, чему придают функцию контролируемого выдерживания температуры, таким образом, чтобы для претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению, проходило бы холодное напыление при передвижении через опорный ролик 7. В дополнение к этому, в некоторых вариантах осуществления сопельное устройство 8 также может перемещаться взад и вперед вдоль направления по ширине толстолистовой стали, подвергаемой напылению. Частицы из высококремнистого сплава, оставшиеся после столкновения с поверхностью толстолистовой стали, подвергаемой напылению при высокой скорости, собирают при использовании устройства извлечения частиц 9. После холодного напыления на толстолистовую сталь она поступает в систему для нанесения покрытия из разделительного агента 11 для последующей переработки.
Ниже в данном техническом решении будут использоваться конкретные данные из примеров в целях дополнительного описания технического решения для данного случая и подтверждения выгодных эффектов в данном случае.
В стальных заготовках из примеров 1 – 24 и сравнительных примеров 1 – 15 используются одни и те же уровни массового процентного содержания химических элементов.
В таблице 1 перечисляются уровни массовых процентных содержаний химических элементов в стальных заготовках из высококремнистых текстурированных электротехнических толстолистовых сталей из примеров 1 – 24 и сравнительных примеров 1 – 15.
Таблица 1. (% (масс.), остаток представляет собой Fe и другие неизбежные примеси)
Примеры 1 – 10 и сравнительные примеры 1 – 5
Высококремнистые текстурированные электротехнические толстолистовые стали из примеров 1 – 10 и сравнительных примеров 1 – 5 получали при использовании следующих далее стадий:
(1) повторное нагревание стальной заготовки, характеризующейся уровнем массового процентного содержания каждого химического элемента из таблицы 1, при 1050 ~ 1215°С, после этого горячая прокатка и отжиг при 1050 ~ 1150°С и декапирование; вслед за этим прокатка при использовании одноклетьевого прокатного стана;
(2) в атмосфере смеси из влажных азота и водорода, характеризующейся точкой росы в диапазоне 40 ~ 65°С, проведение обезуглероживающего отжига при использовании холоднокатаной толстолистовой стали при температуре отжига в диапазоне 820 ~ 850°С; контролируемое выдерживание совокупного уровня содержания кислорода на поверхности претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению, на уровне значения, составляющего менее, чем 700 ч/млн, и контролируемое выдерживание уровня содержания элемента С на уровне значения, составляющего менее, чем 50 ч/млн;
(3) эжектирование частиц из высококремнистого сплава и нагретого рабочего газа (азота) при 400°С на поверхность толстолистовой стали, подвергаемой напылению, через сопло Лаваля, имеющее коническую внутреннюю поверхность, таким образом, чтобы обеспечить столкновение частиц из высококремнистого сплава в полностью твердом состоянии с поверхностью претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению при скорости в диапазоне 500 – 900 м/с, с прохождением в нее, при этом частицы из высококремнистого сплава характеризуются уровнем содержания Si в диапазоне 10 – 50% (масс.), причем частицы из высококремнистого сплава характеризуются размером частиц в диапазоне 1 – 80 мкм, при этом температуру частиц из высококремнистого сплава на выпускном отверстии сопла контролируемо выдерживают на уровне значения 300°С, и причем выпускное отверстие сопла устанавливают на удалении 25 мм от поверхности толстолистовой стали, подвергаемой напылению;
(4) нанесение покрытия из разделительного агента MgO и высушивание в печи;
(5) отжиг: воплощение вторичной рекристаллизации при температуре отжига, составляющей более чем 1100°С, в атмосфере N2 + H2, а после этого равномерное нагревание толстолистовой стали при температуре, составляющей более чем 1150°С, на протяжении, по меньшей мере, 20 часов в восстановительной атмосфере, характеризующейся уровнем содержания Н2, составляющим более чем 90%;
(6) удаление непрореагировавших компонентов, оставшихся на поверхности отожженной толстолистовой стали, при использовании кислоты, после этого нанесение изолирующего покрытия, содержащего фосфат и коллоидальный диоксид кремния, и проведение отжига для горячего растяжения и правки таким образом, чтобы получить конечную толстолистовую сталь.
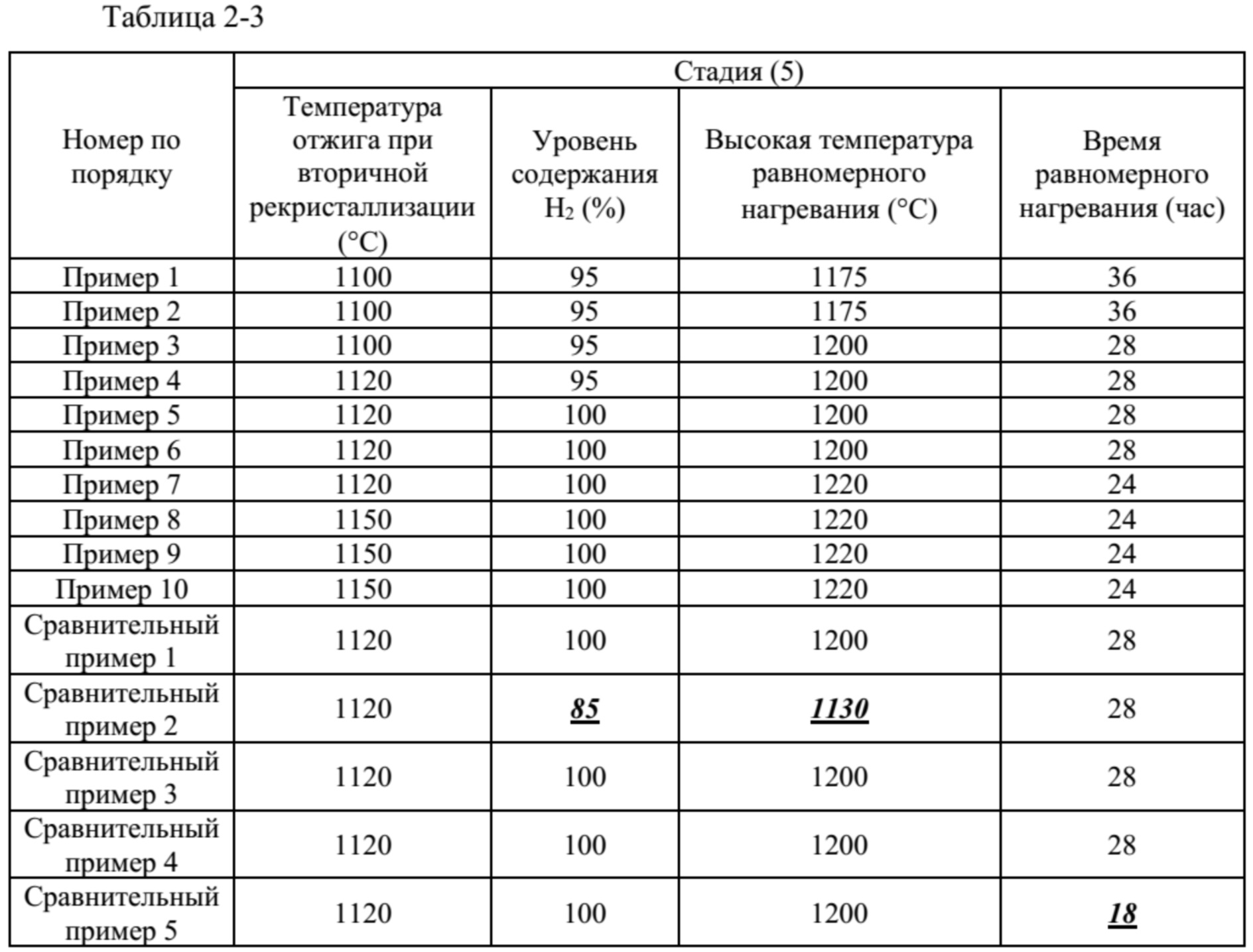
В таблице 2-1, таблице 2-2 и таблице 2-3 перечисляются конкретные технологические параметры способа изготовления высококремнистых текстурированных электротехнических толстолистовых сталей из примеров 1 – 10 и сравнительных примеров 1 – 5.
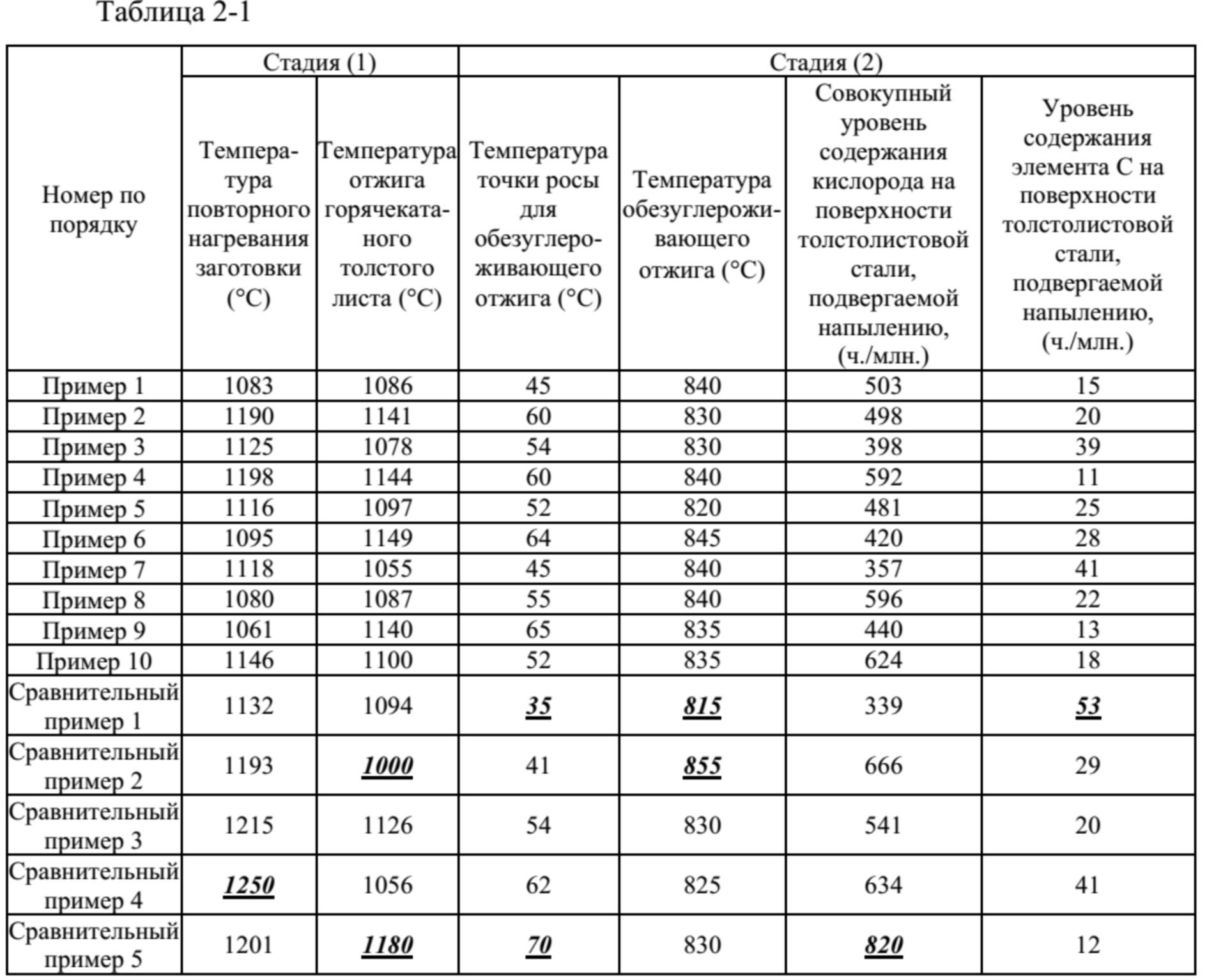

В их числе х1 представляет собой целевой уровень содержания кремния в высококремнистой текстурированной электротехнической толстолистовой стали, и параметр единицы измерения для него представляет собой % (масс.); х2 представляет собой первоначальный уровень содержания кремния в толстолистовой стали, подвергаемой напылению, и параметр единицы измерения для него представляет собой % (масс.); х3 представляет собой уровень содержания кремния в частицах из высококремнистого сплава, и параметр единицы измерения для него представляет собой % (масс.).
Эксплуатационные характеристики высококремнистых текстурированных электротехнических толстолистовых сталей из примеров 1 – 10 и сравнительных примеров 1 – 5 подвергали испытаниям на потери в сердечнике Р10/400, магнитную индукцию В8 и магнитострикцию λ10/400. Результаты испытаний перечисляются в таблице 3.
Таблица 3
Как это можно видеть исходя из таблицы 3, все примеры 1 – 10 могут обеспечить получение высококремнистых текстурированных электротехнических толстолистовых сталей, характеризующихся уровнем содержания кремния, составляющим более чем 4% (масс.). Как это демонстрируют результаты испытаний, в сопоставлении с конечными толстолистовыми сталями, характеризующимися обыкновенным уровнем содержания кремния, высококремнистые толстолистовые стали демонстрируют относительно низкое значение В8 вследствие увеличения уровня содержания кремния, в то время как высококремнистые толстолистовые стали обладают превосходными высокочастотными магнитными свойствами при высокочастотных потерях в сердечнике Р10/400 в диапазоне 5,7 ~ 7,5 Вт/кг и магнитострикции λ10/400, составляющей менее, чем 0,4 × 10-6. В сравнительных примерах 1 – 5 невозможно получить требуемые высококремнистые текстурированные электротехнические толстолистовые стали.
В целях подтверждения качества и эксплуатационных характеристик толстолистовой стали, подвергаемой напылению, данное техническое решение включает примеры 11 – 20 и сравнительные примеры 6 – 12. В примерах 11 – 20 и сравнительных примерах 6 – 12 на высококремнистую текстурированную электротехническую толстолистовую сталь проводили напыление при использовании следующих далее стадий:
(1) повторное нагревание стальной заготовки, характеризующейся уровнем массового процентного содержания каждого химического элемента из таблицы 1, при 1050 ~ 1215°С, после этого горячая прокатка и отжиг при 1050 ~ 1150°С и декапирование; вслед за этим холодная прокатка при использовании одноклетьевого прокатного стана для получения холоднокатаной толстолистовой стали с размером 0,285 мм;
(2) в атмосфере смеси из влажных азота и водорода, характеризующейся точкой росы в диапазоне 40 ~ 65°С, проведение обезуглероживающего отжига при использовании холоднокатаной толстолистовой стали при температуре отжига в диапазоне 820 ~ 850°С; контролируемое выдерживание совокупного уровня содержания кислорода на поверхности претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению, на уровне значения, составляющего менее, чем 700 ч/млн, и контролируемое выдерживание уровня содержания элемента С на уровне значения, составляющего менее, чем 50 ч/млн, таким образом, чтобы получить претерпевшую обезуглероживающий отжиг толстолистовую сталь с размером 0,285 мм;
(3) эжектирование частиц из высококремнистого сплава и нагретого рабочего газа (азота) на поверхность толстолистовой стали, подвергаемой напылению, через сопло Лаваля, имеющее коническую внутреннюю поверхность, таким образом, чтобы обеспечить столкновение частиц из высококремнистого сплава в полностью твердом состоянии с поверхностью претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению при скорости в диапазоне 500 – 900 м/с, с прохождением в нее, при этом частицы из высококремнистого сплава характеризуются уровнем содержания Si 37,9% (масс.), причем частицы из высококремнистого сплава характеризуются размером частиц 20 мкм, при этом температуру частиц из высококремнистого сплава на выпускном отверстии сопла контролируемо выдерживают на уровне значения в диапазоне 80 – 500°С, и причем выпускное отверстие сопла устанавливают на удалении в диапазоне 10 – 60 мм от поверхности толстолистовой стали, подвергаемой напылению; при этом уровень содержания Si в конечной высококремнистой текстурированной электротехнической толстолистовой стали, как это и ожидалось, составляет 6,5% (масс.).
В таблице 4-1 и таблице 4-2 перечисляются конкретные технологические параметры стадий напыления и предварительного напыления из примеров 11 – 20 и сравнительных примеров 6 – 12.
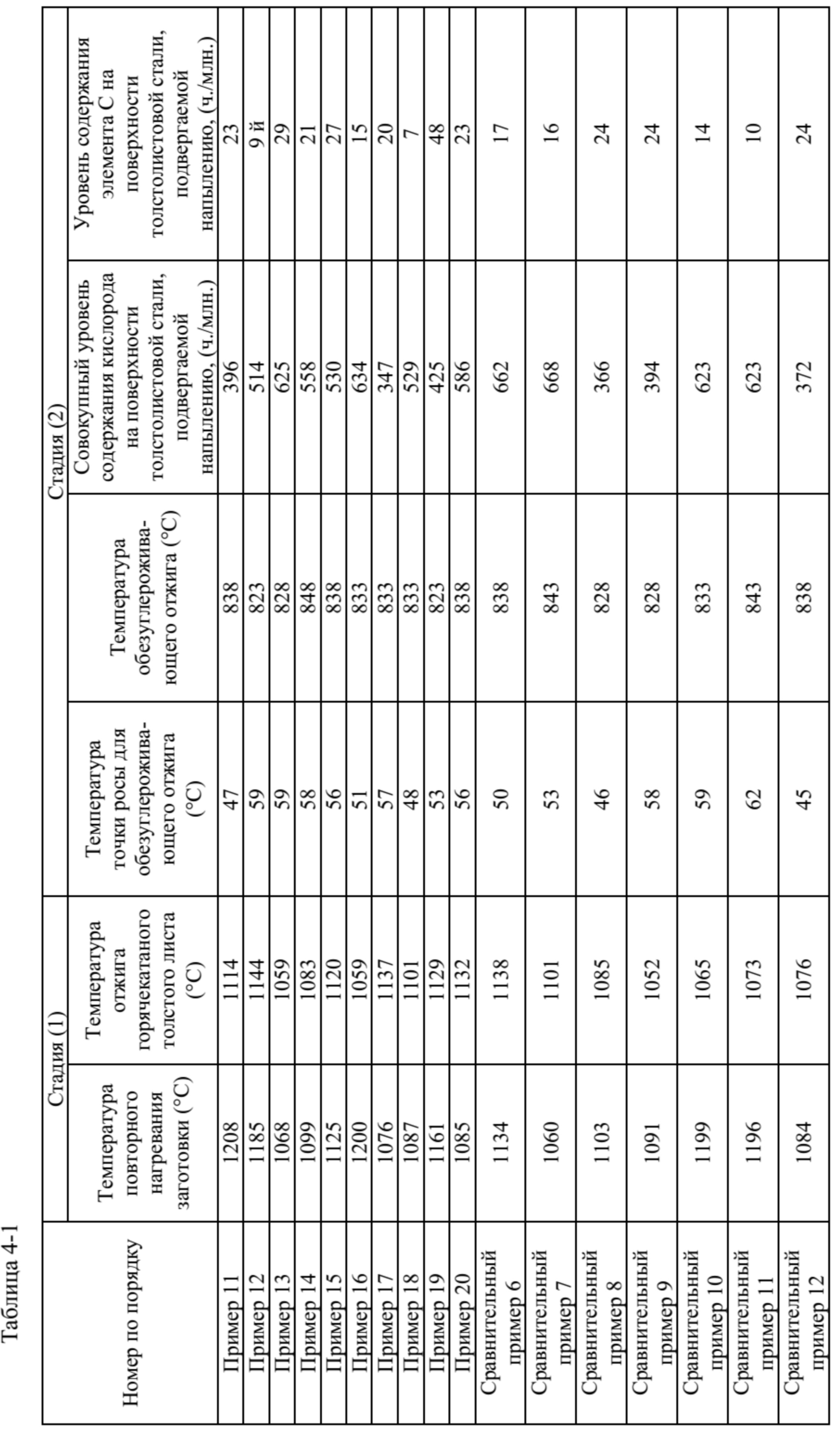

В их числе х1 представляет собой целевой уровень содержания кремния в высококремнистой текстурированной электротехнической толстолистовой стали, и параметр единицы измерения для него представляет собой % (масс.); х2 представляет собой первоначальный уровень содержания кремния в толстолистовой стали, подвергаемой напылению, и параметр единицы измерения для него представляет собой % (масс.); х3 представляет собой уровень содержания кремния в частицах из высококремнистого сплава, и параметр единицы измерения для него представляет собой % (масс.).
Масса покрытия из высококремнистого сплава для высококремнистых текстурированных электротехнических толстолистовых сталей из примеров 11 – 20 и сравнительных примеров 6 – 12 перечисляется в таблице 5.
Таблица 5
Как это можно видеть исходя из таблицы 5, все примеры 11 – 20 могут обеспечить получение требуемых покрытий из высококремнистого сплава, в то время как сравнительные примеры 6 – 12 не могут обеспечить получение требуемых покрытий из высококремнистого сплава.
Высококремнистые текстурированные электротехнические толстолистовые стали из примеров 21 – 24 и сравнительных примеров 1 – 5 получали при использовании следующих далее стадий:
(1) повторное нагревание стальной заготовки, характеризующейся уровнем массового процентного содержания каждого химического элемента из таблицы 1, при 1050 ~ 1215°С, после этого горячая прокатка и отжиг при 1050 ~ 1150°С и декапирование; вслед за этим холодная прокатка при использовании одноклетьевого прокатного стана для получения толстолистовой стали, имеющей целевую толщину;
(2) в атмосфере смеси из влажных азота и водорода, характеризующейся точкой росы в диапазоне 40 ~ 65°С, проведение обезуглероживающего отжига при использовании холоднокатаной толстолистовой стали при температуре отжига в диапазоне 820 ~ 850°С; контролируемое выдерживание совокупного уровня содержания кислорода на поверхности претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению, на уровне значения, составляющего менее, чем 700 ч/млн, и контролируемое выдерживание уровня содержания элемента С на уровне значения, составляющего менее, чем 50 ч/млн;
(3) эжектирование частиц из высококремнистого сплава и нагретого рабочего газа (такого как азот) на поверхность толстолистовой стали, подвергаемой напылению, через сопло Лаваля, имеющее коническую внутреннюю поверхность, таким образом, чтобы обеспечить столкновение частиц из высококремнистого сплава в полностью твердом состоянии с поверхностью претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению при скорости 650 м/с, с прохождением в нее, при этом частицы из высококремнистого сплава характеризуются уровнем содержания Si 37,9% (масс.), причем частицы из высококремнистого сплава характеризуются размером частиц 20 мкм, при этом температуру частиц из высококремнистого сплава на выпускном отверстии сопла контролируемо выдерживают на уровне значения 250°С, и причем выпускное отверстие сопла устанавливают на удалении 25 мм от поверхности толстолистовой стали, подвергаемой напылению;
(4) нанесение покрытия из разделительного агента MgO и высушивание в печи;
(5) отжиг: воплощение вторичной рекристаллизации при температуре отжига, составляющей более чем 1100°С, в атмосфере N2 + H2, а после этого равномерное нагревание толстолистовой стали при температуре, составляющей более чем 1150°С, на протяжении, по меньшей мере, 20 часов в восстановительной атмосфере, характеризующейся уровнем содержания Н2, составляющим более чем 90%;
(6) удаление непрореагировавших компонентов, оставшихся на поверхности отожженной толстолистовой стали, при использовании кислоты, после этого нанесение изолирующего покрытия, содержащего фосфат и коллоидальный диоксид кремния, и проведение отжига для горячего растяжения и правки таким образом, чтобы получить конечную толстолистовую сталь.
В таблице 6-1, таблице 6-2 и таблице 6-3 перечисляются конкретные технологические параметры способа изготовления высококремнистых текстурированных электротехнических толстолистовых сталей из примеров 21 – 24 и сравнительных примеров 13 – 15.
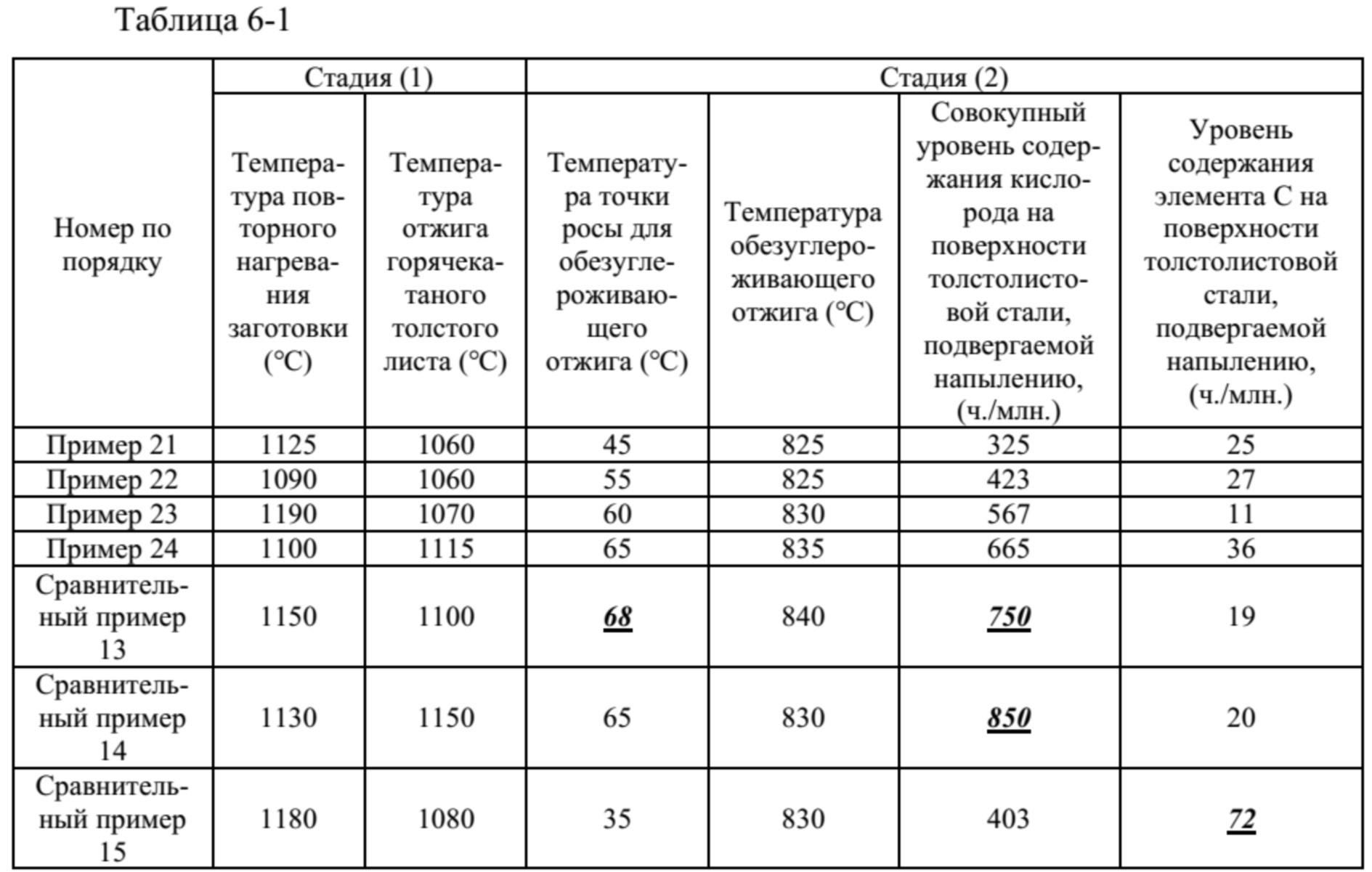
Таблица 6-2
В их числе х1 представляет собой целевой уровень содержания кремния в высококремнистой текстурированной электротехнической толстолистовой стали, и параметр единицы измерения для него представляет собой % (масс.); х2 представляет собой первоначальный уровень содержания кремния в толстолистовой стали, подвергаемой напылению, и параметр единицы измерения для него представляет собой % (масс.); х3 представляет собой уровень содержания кремния в частицах из высококремнистого сплава, и параметр единицы измерения для него представляет собой % (масс.).
Таблица 6-3
Уровень содержания элемента Si в конечных толстолистовых сталях на основе высококремнистых текстурированных электротехнических толстолистовых сталей из примеров 21 – 24 и сравнительных примеров 13 – 15 перечисляются в таблице 7.
Таблица 7
Как это можно видеть исходя из таблицы 7, все примеры 21 – 24 могут обеспечить получение высококремнистых текстурированных электротехнических толстолистовых сталей, характеризующихся требуемым уровнем содержания Si, в то время как уровень содержания кремния в конечных толстолистовых сталях из сравнительных примеров 13 и 14 составляет менее, чем 4% (масс.). Уровень содержания С на поверхности претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению, из сравнительного примера 15 составляет более чем 50 ч/млн, и сравнительные примеры 13 – 15 не могут обеспечить получение требуемых высококремнистых текстурированных электротехнических толстолистовых сталей.
Как это необходимо отметить, на ограничительную часть формулы изобретения в объеме правовой охраны настоящего изобретения не накладывают ограничений вариантами осуществления, представленными в данном документе заявки, и в объем правовой охраны настоящего изобретения может быть включен весь предшествующий уровень техники, который не противоречит решению настоящего изобретения, включая нижеследующее, но не ограничиваясь только этим: предшествующие патентные документы, предшествующие публикации, открытое преждепользование и тому подобное.
В дополнение к этому, на комбинацию из различных технических признаков в данном случае не накладывают ограничений комбинацией, описанной в формуле изобретения для данного случая, или комбинацией, описанной в конкретных вариантах осуществления. Все технические признаки, описанные в данном случае, могут быть свободно скомбинированы или интегрированы любым образом, если только между ними не будут возникать конфликты.
Как это также необходимо отметить, варианты осуществления, перечисленные выше, являются только конкретными вариантами осуществления настоящего изобретения. Как это очевидно, на настоящее изобретение не накладывают ограничений вышеупомянутыми вариантами осуществления, и в объем правовой охраны настоящего изобретения должны попадать последующие подобные изменения или модифицирования, которые могут быть непосредственно произведены специалистами в соответствующей области техники из раскрытия настоящего изобретения или легко ассоциированы ими с данным раскрытием изобретения.
Реферат
Изобретение относится к способу изготовления текстурированной электротехнической толстолистовой стали, характеризующейся уровнем содержания кремния, составляющим более чем 4 мас.%. Способ, включающий следующие стадии: (1) проведение обезуглероживающего отжига холоднокатаной толстолистовой стали; (2) обеспечение столкновения частиц из высококремнистого сплава в полностью твердом состоянии с поверхностью претерпевшей обезуглероживающий отжиг толстолистовой стали, подвергаемой напылению при скорости 500-900 м/с, таким образом, чтобы сформировать покрытие из высококремнистого сплава на поверхности толстолистовой стали, подвергаемой напылению; (3) нанесение покрытия из разделительного агента и высушивание; (4) отжиг. На стадии (2) на поверхности одной стороны или обеих сторон толстолистовой стали, подвергаемой напылению, формируют покрытие из высококремнистого сплава, при этом толщина покрытия из высококремнистого сплава удовлетворяет определенной формуле. Обеспечивается изготовление высококремнистой текстурированной электротехнической толстолистовой стали, демонстрирующей стабильное качество и превосходные магнитные свойства. 12 з.п. ф-лы, 1 ил., 12 табл.
Комментарии