Охлаждающая ванна для рельсов - RU2496886C2
Код документа: RU2496886C2
Чертежи






Описание
Область техники
Изобретение относится к охлаждающей ванне, в частности, к ванне для охлаждения рельсов в установке для термической обработки головок рельсов.
Уровень техники
Известны различные конструктивные решения по созданию систем для термической обработки прокатанных рельсов, целью которых, в частности, является упрочнение головки путем закалки.
Многие из этих систем не приспособлены для размещения непосредственно на выходе из прокатного стана. При этом возникает необходимость в складировании для хранения прокатанных рельсов, а также в последующем нагреве перед проведением термической обработки путем закалки, что приводит к существенным энергозатратам и низкой производительности.
Для подъема и перемещения прокатанного рельса используют манипуляторы, включая сложные механизмы, которые управляют перемещением рельса во время проведения термообработки, которой он подвергается. Затем специальные механизмы извлекают рельс и размещают его на плите или стеллаже для охлаждения.
Головку горячих рельсов подвергают быстрому охлаждению с помощью распылительных форсунок, которые подают охлаждающую текучую среду (воду, воздух или воду, смешанную с воздухом) на головку рельса, или погружая указанную головку в охлаждающую ванну с охлаждающим средством.
При охлаждении путем погружения в охлаждающую ванну охлаждение по всей длине погруженной головки рельса является более равномерным по сравнению с охлаждением посредством распылительных форсунок, но возникает ряд следующих проблем:
- не обеспечивается непрерывный обмен охлаждающей текучей среды, контактирующей с головкой рельса, что не позволяет проводить требуемую регулировку температуры текучей среды и, соответственно, получить оптимальный теплообмен;
- происходит снижение уровня охлаждающей текучей среды в ванне, вызванное последовательным погружением рельсов, что не позволяет обеспечить оптимальную закалку головки рельсов, следующих за первым рельсом;
- при проведении закалки в ванне в потоке охлаждающей текучей среды возникает некоторая турбулентность с образованием вихревых течений, которые не позволяют обеспечить равномерную скорость охлаждения головки погруженного рельса;
- подача текучей среды по всей длине ванны является неравномерной, в связи с чем, гидродинамика не является оптимальной;
- современные ванны не оборудованы ограничительными устройствами, в результате чего, при тепловом расширении ванны происходит ее деформация, что может привести к непостоянству уровня текучей среды;
- процесс очистки ванны является обременительным, поскольку требует ручного вмешательства.
Таким образом, возникает потребность в охлаждающей ванне, лишенной вышеупомянутых недостатков.
Раскрытие изобретения
Основной задачей изобретения является разработка охлаждающей ванны для термической обработки головки рельсов, конфигурация которой обеспечивает стабильность и в среднем равномерность потока охлаждающей текучей среды, контактирующей с головкой рельса, по всей протяженности ванны и способствует непрерывному обмену текучей среды для достижения равномерной скорости охлаждения головки рельса и равномерной температуры охлаждающей текучей среды.
Другой задачей изобретения является обеспечение эффективной работы указанной охлаждающей ванны.
Кроме того, задачей изобретения является разработка способа промывки указанной охлаждающей ванны, который позволит просто и эффективно проводить автоматическую полную промывку отсеков ванны во время коротких остановок работы оборудования, а также автоматическую частичную промывку отсеков ванны во время производственного цикла.
Вышеуказанные задачи решаются в охлаждающей ванне для термической обработки головки рельса, содержащей множество продольных отсеков, последовательно соединенных друг с другом соответствующими концами и расположенных вдоль продольной оси ванны, при этом каждый из указанных продольных отсеков включает в себя раму, содержащую первую емкость для заполнения ее охлаждающей текучей средой, предназначенной для погружения в нее обрабатываемой головки рельса; и подающий коллектор для подачи охлаждающей текучей среды, расположенный в нижней части указанной первичной емкости. Согласно изобретению подающий коллектор выполнен с разветвлением на две параллельные продольной оси ванны продольные секции, проходящие до торцевых сторон отсека и закрытые на его соответствующих торцевых сторонах, при этом продольные секции имеют две противоположные боковые стенки с множеством калиброванных отверстий, обеспечивающих по существу равномерное распределение выходящих из них потоков, обеспечивая равномерный поток охлаждающей текучей среды на всем протяжении каждого отсека.
Вторым объектом изобретения является способ работы вышеупомянутой охлаждающей ванны, который включает в себя следующие этапы, на которых:
- непрерывно подают охлаждающую текучую среду в подающие коллекторы каждого отсека при первом заданном давлении;
- обеспечивают прохождение охлаждающей текучей среды в нижнюю часть первичной емкости каждого отсека при втором заданном давлении, по меньшей мере равном пьезометрическому давлению, которое создается гидравлическим напором текучей среды, проходящей через множество калиброванных отверстий продольных секций подающих коллекторов, чтобы обеспечивалось по существу равномерное распределение потока, выходящего из калиброванных отверстий, и, тем самым создавался равномерный поток охлаждающей текучей среды вдоль каждого отсека.
Дополнительным объектом настоящего изобретения является способ промывки упомянутой охлаждающей ванны, который включает в себя следующие этапы, на которых:
а) открывают соответствующий запорный клапан сливной трубы, установленной на дне каждого отсека ванны, и, по меньшей мере, частично выпускают содержащуюся в отсеке текучую среду;
б) закрывают указанный соответствующий запорный клапан.
Промывка может быть выполнена автоматически, и отсеки ванны могут промываться частично во время производственного цикла при использовании интервала времени между погружениями заготовок, т.е. между обработкой одного рельса и следующего за ним.
Согласно одному из предпочтительных вариантов реализации вышеупомянутого способа промывки альтернативно допускается выполнение автоматической полной промывки модулей ванны во время коротких остановок оборудования, например, для замены цилиндров прокатного стана. В этом случае перед этапом а) отключают по меньшей мере один нагнетательный насос контура подачи охлаждающей текучей среды; между этапами а) и b) подают в подающие коллекторы новую охлаждающую текучую среду путем приведения в действие по меньшей мере одного из указанных нагнетательных насосов для чистового ополаскивания донной части каждого отсека с целью устранения остаточных отложений; а после этапа b) подают новую охлаждающую текучую среду в подающие коллекторы путем приведения в действие по меньшей мере одного из нагнетательных насосов для заполнения ванны охлаждающей текучей средой и приведения ванны в рабочее состояние.
Охлаждающая ванна согласно изобретению имеет следующие преимущества:
- непрерывный теплообмен благодаря постоянному обмену охлаждающей текучей среды, контактирующей с головкой рельса;
- постоянство уровня охлаждающей текучей среды в ванне, обеспечиваемое боковым переливом охлаждающей текучей среды;
- соответствующая скорость охлаждающей текучей среды у головки рельса, обеспечивающая равномерную скорость охлаждения;
- сборная рама, обеспечивающая равномерность потока охлаждающей текучей среды вдоль каждого отсека и по всей протяженности ванны;
- наличие скользящих вставок, допускающих тепловое расширение ванны;
- точное выравнивание ванны по всей ее длине относительно горизонтали;
- возможность автоматической промывки модулей для удаления отложений, которые оседают на дне ванне во время термической обработки.
В зависимых пунктах формулы изобретения описаны предпочтительные варианты осуществления изобретения.
Дополнительные особенности и преимущества изобретения будут более понятны из дальнейшего описания предпочтительных, но не исключительных вариантов выполнения охлаждающей ванны со ссылкой на чертежи.
Краткое описание чертежей
На фиг.1А показана рама отсека охлаждающей ванны согласно настоящему изобретению, вид в перспективе;
на фиг.1B - отсек охлаждающей ванны согласно настоящему изобретению в собранном состоянии, вид в перспективе;
на фиг.2 - деталь отсека ванны согласно настоящему изобретению, вид в перспективе;
на фиг.3 - отсек ванны согласно настоящему изобретению, вид сбоку;
на фиг.4 - поперечное сечение отсека ванны, показанного на фиг.1B;
на фиг.5 - поперечное сечение отсека ванны, показанного на фиг.1А;
на фиг.6 - фрагмент отсека ванны, показанного на фиг.3;
на фиг.7 - диаграмма расхода охлаждающей текучей среды для каждого отверстия подающего коллектора;
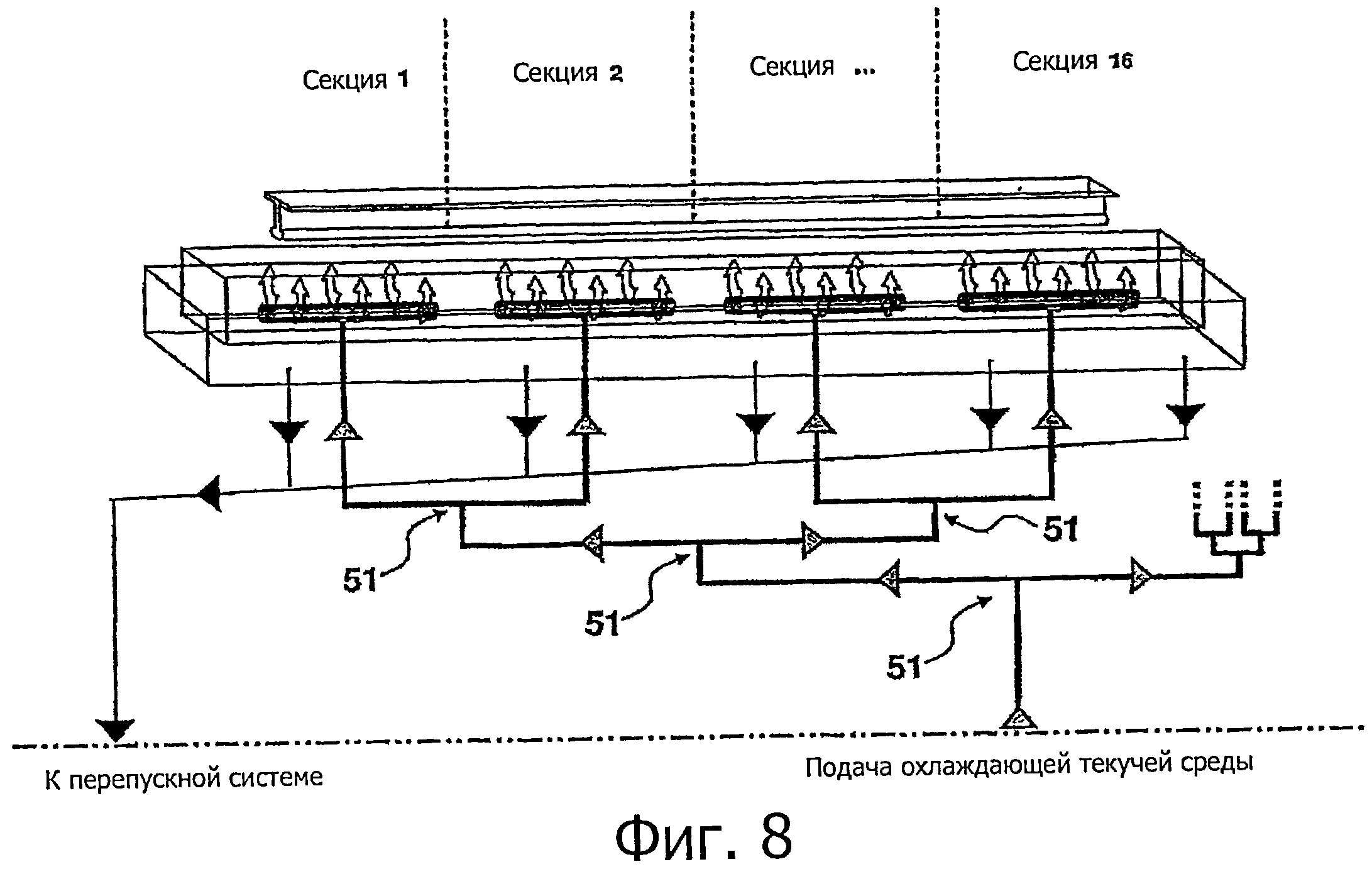
на фиг.8 - схема контура подачи охлаждающей текучей среды к отсекам охлаждающей ванны.
Осуществление изобретения
На фиг.1-4 показан предпочтительный вариант выполнения отсека 1 охлаждающей ванны для термической обработки головки рельсов в соответствии с настоящим изобретениям.
Охлаждающая ванна, содержит множество продольных отсеков 1, соединенных друг с другом посредством фланцев или других подходящих соединительных средств и расположенных вдоль продольной оси ванны. Продольная длина каждого отсека 1 и количество указанных отсеков 1 определяют общую длину охлаждающей ванны, которая превышает длину рельса, подвергаемого термической обработке путем погружения головки в ванну.
Например, согласно одному из вариантов осуществления изобретения ванна содержит восемнадцать отсеков 1 длиной 6 м. Таким образом, длина ванны составляет 108 м. В указанной ванне можно обрабатывать рельсы, длина которых составляет вплоть до 107 м с учетом допуска по длине заготовки, усадки рельса при нагреве во время термообработки головки рельса и обрезки хвостового участка после обработки. При этом длина готового изделия составляет 100 м.
Согласно другому варианту осуществления изобретения ванна содержит двадцать один отсек 1, чтобы ее длина составляла 126 метров для обработки рельсов длиной вплоть до 120 м с целью получения готового изделия длиной 108 м.
Предпочтительно отсеки содержат скользящие в продольном направлении вставки, допускающие тепловое расширение ванны. Только центральный или центральные отсеки закреплены неподвижно.
Каждый отсек 1 включает в себя опорную раму 30, содержащую:
- центральную емкость 31 (фиг.5), в которую непрерывно поступает охлаждающая текучая среда и погружается обрабатываемая головка рельса;
- две боковые емкости 32, в которых собирается охлаждающая текучая среда, перетекающая через верх центральной емкости 31.
Вдоль двух боковых емкостей 32 установлены сливные трубы 12, которые расположены на боковых емкостях 32 относительно друг друга так, что каждая пара соответствующих труб 12 соединяется с поперечной трубой 13, установленной под дном отсека 1 (фиг.1А). Охлаждающая текучая среда, уже использованная для термической обработки рельса, проходя через трубы 12, поступает в трубы 13, соединенные с перепускным контуром охлаждающей текучей среды. Трубы 12 и 13 также выполняют функцию опоры охлаждающей ванны.
Предпочтительно охлаждающая текучая среда может подаваться в отсеки посредством контура подачи охлаждающей текучей среды, содержащем симметричные вспомогательные трубопроводы 51, количество которых равно значению степени числа два, что позволяет потоку охлаждающей текучей среды равномерно распределяться между отсеками, как показано на схеме, представленной на фиг.8.
Если количество отсеков ванны не равно значению степени числа два, то концевые отсеки ванны, количество которых определяется разностью между общим количеством отсеков и количеством отсеков, равным значению наибольшей степени числа два, соединены с нагнетательным насосом контура подачи текучей среды посредством ручного или автоматического клапана для регулировки потока, тогда как остальные центральные отсеки в количестве, равном значению степени числа два, соединены с симметричными вспомогательными трубопроводами 51, выходящими непосредственно от насоса.
Каждый отсек 1 имеет впускную трубу 50 для текучей среды, расположенную сбоку и в центре относительно продольной длины отсека. Указанная впускная труба 50 соединена с подающим коллектором 2, который располагается дальше по потоку в первичном отсеке вдоль оси, перпендикулярной продольной оси ванны, и разветвляется на две продольные секции 2', параллельные продольной оси ванны, которые проходят до торцевых сторон 19 отсека. Впускная труба 50 и подающий коллектор 2 могут быть изготовлены как единое целое.
На торцевых сторонах 19 отсека две продольные секции 2' закрыты. Предпочтительно продольные секции 2' в сечении имеют форму по существу многоугольника, предпочтительнее, квадрата, и в них выполнено множество калиброванных боковых отверстий 21. Калиброванные отверстия 21 расположены вблизи верхних краев вертикальных сторон 22 продольных секций 2'. На обеих сторонах 22 выполнено одинаковое количество отверстий 21, и ось каждого из отверстий 21 на одной из этих двух сторон 22 совпадает с осью соответствующего отверстия 21 на другой стороне 22.
Благодаря сочетанию квадратной формы сечения секций 2' и особого расположения калиброванных отверстий 21 предотвращается формирование воздушных мешков в верхней части продольных секций 2'.
На фиг.7 представлена диаграмма расхода охлаждающей текучей среды в м3/час, выходящей из каждого калиброванного отверстия 21 подающего коллектора. Каждый маленький квадрат обозначает значение расхода охлаждающей текучей среды, выходящей из соответствующего отверстия 21. Малые квадраты внутри кругов, изображенных на диаграмме, относятся к отверстиям 21, расположенным вблизи входных труб 50 ванны.
Подающий коллектор 2, содержащий две продольные секции 2', установлен в нижней части центральной емкости 31.
В центральной емкости 31 каждого отсека 1 охлаждающей ванны установлена по меньшей мере одна извлекаемая секция 3.
Может быть установлена одна секция 3, продольная длина которой равна длине отсека 1, или может быть установлено множество секций 3, совокупность продольных длин которых равна длине отсека 1.
Указанные секции 3 установлены в верхней части центральной емкости 31 и имеют конструкцию, которая совместно с вышеуказанной конструкцией продольных секций Т подающего коллектора 2 обеспечивают стабильность в среднем равномерного верхнего потока охлаждающей текучей среды вдоль всего модуля с соответствующей поверхностной скоростью текучей среды у головки рельса, обеспечивающей равномерную и оптимизированную скорость охлаждения головки рельса.
Согласно предпочтительному варианту осуществления изобретения каждая секция 3 содержит нижние перегородки или дефлекторы 4 и соответствующие верхние перегородки или дефлекторы 8 (фиг.2). Каждый верхний дефлектор 8 и соответствующий нижний дефлектор 4 образуют пару и расположены в одной плоскости, поперечной нижележащей продольной секции Т подающего коллектора.
Нижние и верхние дефлекторы 4 и 8 отделены друг от друга продольным элементом, представляющим собой центральную плиту 5 с просверленными отверстиями, зафиксированную на двух боковых плитах 6. Указанные боковые плиты 6 не лежат в одной плоскости с плитой 5, а наклонены вниз относительно плоскости, в которой лежит плита 5, под заданным углом, например, от 5 до 15°.
Положение секций 3 внутри отсеков ванны определяется соответствующими выступами 33 внутренних стенок опорной рамы 30, на которые ложатся боковые плиты 6. Секции 3 имеют такие размеры, а выступы 33 расположены таким образом, чтобы нижние дефлекторы 4 полностью находились над подающим коллектором 2, когда секции полностью вставлены в отсеки ванны (фиг.4).
Нижние дефлекторы 4 совместно с внутренними стенками центральной емкости 31 образуют первые отделения под плитой 5. В каждом из указанных первых отделений лежащий снизу участок продольных секций 2 ' подающего коллектора 2 имеет равное количество калиброванных отверстий 21.
В местах соединений плиты 5 с плитами 6 имеются дополнительные продольные сплошные элементы секции 3, направленные вверх от плиты 5. Указанные дополнительные продольные элементы являются по существу криволинейными стенками 7, выгнутыми относительно центральной линии Х отсека, при этом верхние дефлекторы 8, расположенные перпендикулярно указанным криволинейным стенкам 7, совместно с ними образуют вторые отделения над плитой 5. В примере, показанном на фиг.2, в каждой секции 3 имеются два нижних дефлектора 4 и два верхних дефлектора 8.
Благодаря надлежащему выбору формы сечения подающего коллектора 2 и соответствующих продольных секций 2', а также количества и размера отверстий 21 достигается практически равномерное распределение выходящего из указанных отверстий потока по всей протяженности продольных секций 2', обеспечивая тем самым равномерность потока.
Отверстия 21 выполнены с шагом, равным расстоянию между нижними перегородками или дефлекторами 4 или части указанного расстояния и составляет от 20 мм до 400 мм. Указанный шаг может быть одинаковым или может чередоваться. Согласно примеру, показанному на фиг.6, шаг отверстий 21 чередуется, и его величина составляет 50 мм и 100 мм, при этом расстояние между перегородками 4 составляет 300 мм. Отверстия 21 имеют диаметр от 2 до 20 мм, предпочтительно, от 5 до 10 мм, а подающий коллектор 2 имеет сечение с размерами от 80×80 мм2 до 250×250 мм2, а предпочтительно - 150×150 мм2.
Охлаждающая жидкость непрерывно поступает в подающий коллектор 2 при заданном первом давлении, например, от 0,05 до 5 бара, проходит через две продольные секции 2' и поступает в нижнюю часть центральной емкости 31 при заданном втором давлении, по меньшей мере равном пьезометрическому давлению, которое создается гидравлическим напором жидкости, проходящей через множество калиброванных отверстий 21.
Струи жидкости с определенной скоростью выходят из отверстий 21, благодаря чему жидкость перемещается снизу вверх, т.е. в первое отделение, образованное нижними дефлекторами 4, которые предотвращают формирование продольных течений в отсеках и, соответственно, в ванне.
Продвижению жидкости вверх к плите 5 способствуют как сходящиеся участки 34 внутренних стенок опорной рамы 30, так и наклоненные боковые плиты 6, в результате чего поток жидкости, проходящий через отверстия 40 указанной плиты 5, достигает вторых отделений. Наклон боковых стенок 6 предотвращает формирование в первичных отсеках воздушных мешков, приводящих со временем к нежелательному выбросу воздуха в жидкость, контактирующую с погруженной в ванну головкой рельса.
Предпочтительно, плита 5 с просверленными отверстиями позволяет устранить влияние переменных поперечных вихревых потоков, которые создаются внизу первых отделений и передаются во вторые отделения. Кроме того, плита 5 позволяет ослабить колебания скорости жидкости во вторых отделениях, которая согласно предпочтительному варианту осуществления настоящего изобретения не превышает 10 см/сек.
Верхние дефлекторы 8 способствуют получению в среднем равномерного верхнего потока; криволинейные стенки 7 минимизируют любые области застоя жидкости, которая направляется вдоль стенок к верхним краям ванны.
Таким образом, конструкция ванны согласно изобретению позволяет получить в среднем непрерывный верхний поток, который контактирует с погруженной головкой рельса при соответствующей поверхностной скорости текучей среды у головки, обеспечивающей постоянный теплообмен, благодаря чему термическая обработка головки является равномерной по всей длине рельса.
Предпочтительно на сливных трубах 12 над боковыми емкостями 32 закреплены удерживающие элементы 16, регулируемые по высоте посредством прокладок и образующие между собой сквозное отверстие для головки рельса, имеющее по существу воронкообразную форму. Указанные удерживающие элементы 16 выполняют функцию ограничителей при введении рельса в охлаждающую ванну, предотвращая тем самым мгновенное и чрезмерное погружение участков рельса в ванну. Например, они предотвращают чрезмерное погружение участков рельса, когда он сильно искривлен, особенно на концах. Чрезмерное погружение участков рельса в охлаждающую ванну может вызвать нежелательное упрочнение сердцевины рельса и изменение гидродинамики вблизи головки рельса.
По меньшей мере один удерживающий элемент 16 из каждой пары соответствующих удерживающих элементов выполнен с возможностью поворота вокруг штыря 17, как показано на фиг.4. Незначительного поворота достаточно, чтобы без проблем извлечь рельс в случае, если он застрял в воронкообразном отверстии из-за чрезмерного искривления концов.
Предпочтительно каждая секция 3 имеет по меньшей мере два поперечных элемента 9, закрепленных на обеих криволинейных стенках 7, для облегчения извлечения вручную секций 3 из отсеков 1 ванны. Извлечение корзин обеспечивает доступ к ванне для обслуживания и проведения операций по очистке.
Каждый отсек 1 охлаждающей ванны предпочтительно имеет форму бункера (как показано на фиг.3), нижняя поверхность которого с двух сторон имеет определенный наклон к центральной области, в которой расположена сливная труба 18, снабженная автоматическим запорным клапаном. Такая конструкция отсека позволяет производить автоматическую промывку модуля для устранения скапливающихся на дне всевозможных отложений.
Промывка может быть выполнена во время коротких остановок работы оборудования, например, для замены цилиндров прокатного стана и предусматривает следующие автоматически выполняемые этапы, на которых:
а) выключают основные насосы контура подачи текучей среды;
б) открывают автоматический клапан сливной трубы 18, сливают текучую среду из донной части отсека и подают ее в контур для очистки;
в) подают новую текучую среду через подающий коллектор 2 посредством части или всех основных насосов для выполнения беспрепятственного ополаскивания донной части каждого отсека, устраняя остаточные отложения;
г) закрывают автоматический клапан;
д) подают текучую среду через подающий коллектор 2 посредством части или всех основных насосов для заполнения ванны и приведения ее в рабочее состояние до запуска оборудования вновь.
Согласно одному из вариантов осуществления изобретения также возможно выполнить автоматическую частичную промывку модуля во время производственного цикла установки. В этом случае используется интервал между погружением заготовок (от 0,5 мин до 4 мин), т.е. между погружением одного рельса и последующего рельса, и вышеупомянутые этапы б) и г) выполняются без остановки работы основных насосов контура подачи жидкости, и на этапе б) надлежащим образом проводится частичное освобождение ванны, которое приводит к незначительному и временному снижению уровня текучей среды.
Реферат
Группа изобретений относится к области термической обработки головки рельсов в охлаждающей ванне. Охлаждающая ванна содержит по меньшей мере один продольный отсек (1), включающий центральную емкость (31) для погружения в нее обрабатываемой головки рельса, подающий коллектор (2) для подачи текучей среды, две вторичные емкости (32), расположенные по бокам от центральной емкости (31) для сбора охлаждающей текучей среды, когда она переливается через верхний край первичной центральной емкости (31). Вдоль вторичных емкостей (32) установлены сливные трубы (12), расположенные таким образом, чтобы каждая пара соответствующих сливных труб (12) была соединена с поперечной трубой (13), установленной под дном отсека (1) и соединенной, в свою очередь, с перепускным контуром охлаждающей текучей среды, при этом на сливных трубах (12) над вторичными емкостями (32) установлены регулируемые по высоте удерживающие элементы (16), которые образуют сквозное отверстие для головки рельса, причем по меньшей мере один удерживающий элемент (16) из каждой их пары выполнен с возможностью поворота вокруг штыря (17). Технический результат заключается в обеспечении стабильного и в среднем равномерного потока охлаждающей текучей среды, контактирующей с погруженной головкой рельса, по всей длине ванны при непрерывном обмене текучей среды, в результате чего оптимизируется скорость охлаждения головки рельса. 3 н. и 12 з.п. ф-лы, 8 ил.
Комментарии