Способ производства электротехнического стального листа с ориентированной зеренной структурой и электротехнический стальной лист с ориентированной зеренной структурой - RU2755918C1
Код документа: RU2755918C1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к способу производства электротехнического стального листа с ориентированной зеренной структурой и к электротехническому стальному листу с ориентированной зеренной структурой.
Приоритет испрашивается по заявке на патент Японии № 2018-052899, поданной 20 марта 2018 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002]
Электротехнический стальной лист с ориентированной зеренной структурой представляет собой стальной лист, который содержит 2-5 мас.% Si, и в котором ориентации кристаллических зерен в стальном листе высоко интегрированы вдоль ориентации {110}<001>, называемой ориентацией Госса. Электротехнические стальные листы с ориентированной зеренной структурой имеют превосходные магнитные характеристики и используются в качестве материалов сердечника и подобного неподвижных катушек индуктивности, таких как трансформаторы.
[0003]
Для таких электротехнических стальных листов с ориентированной зеренной структурой предпринимается множество исследований с целью улучшения магнитных характеристик. В частности, в ответ на недавний запрос на энергосбережение для электротехнических стальных листов с ориентированной зеренной структурой возникла потребность в дополнительном снижении потерь в стали.
[0004]
В производстве электротехнического стального листа с ориентированной зеренной структурой кристаллическими ориентациями управляют с использованием явления катастрофического роста зерна, называемого вторичной рекристаллизацией. Однако для того, чтобы подходящим образом управлять кристаллическими ориентациями с помощью вторичной рекристаллизации, важно подходящим образом управлять первичной рекристаллизацией, выполняемой перед вторичной рекристаллизацией.
[0005]
Например, Патентный документ 1 раскрывает методику для уменьшения значения потерь в стали электротехнического стального листа с ориентированной зеренной структурой путем управления временем выдержки в процессе увеличения температуры для отжига для первичной рекристаллизации и интервалами обработки для измельчения магнитного домена. Патентный документ 2 раскрывает методику уменьшения значения потерь в стали электротехнического стального листа с ориентированной зеренной структурой путем управления условиями формирования электроизоляционного покрытия, прикладывающего растягивающее усилие к электротехническому стальному листу с ориентированной зеренной структурой. Патентный документ 3 раскрывает методику производства электротехнического стального листа с ориентированной зеренной структурой, имеющего уменьшенные потери в стали по всей длине катушки, путем управления термическим профилем в процессе увеличения температуры для отжига для первичной рекристаллизации. Патентный документ 4 раскрывает методику уменьшения значения потерь в стали электротехнического стального листа с ориентированной зеренной структурой за счет строгого управления средним размером кристаллических зерен после вторичной рекристаллизации и угла отклонения от идеальной ориентации.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0006]
[Патентный документ 1] Японская нерассмотренная патентная заявка, Первая публикация № 2014-194073
[Патентный документ 2] Международная патентная заявка РСТ № WO2013/175733
[Патентный документ 3] Международная патентная заявка РСТ № WO2014/049770
[Патентный документ 4] Японская нерассмотренная патентная заявка, Первая публикация № H7-268567
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0007]
Как раскрыто в Патентном документе 3, подтверждено, что в процессе увеличения температуры для отжига для первичной рекристаллизации магнитные характеристики электротехнического стального листа с ориентированной зеренной структурой могут быть улучшены путем быстрого увеличения температуры от 500°C до 600°C со скоростью 100°C/с или больше.
[0008]
Однако в Патентных документах 1-4 нет никаких исследований относительно влияния на магнитные характеристики электротехнического стального листа с ориентированной зеренной структурой, получаемого в случае дополнительного увеличения скорости увеличения температуры для быстрого увеличения температуры при отжиге для первичной рекристаллизации.
[0009]
Быстрое увеличение температуры при отжиге первичной рекристаллизации увеличивает вариацию значения потерь в стали электротехнического стального листа с ориентированной зеренной структурой среди катушек. Следовательно, в случае быстрого увеличения температуры с более высокой скоростью, чем в предшествующем уровне техники, имеет место случай, когда электротехнический стальной лист с ориентированной зеренной структурой, имеющий низкие потери в стали, не может быть получен в зависимости от других условий для отжига для первичной рекристаллизации и условий для более поздних стадий.
[0010]
Настоящее изобретение было создано с учетом вышеописанной проблемы и подобного, и задачей настоящего изобретения является предложить новый и улучшенный способ производства электротехнического стального листа с ориентированной зеренной структурой, способный производить электротехнический стальной лист с ориентированной зеренной структурой, имеющий более низкие потери в стали в случае быстрого увеличения температуры электротехнического стального листа с ориентированной зеренной структурой с более высокой скоростью увеличения температуры, чем в предшествующем уровне техники, при отжиге для первичной рекристаллизации, а также электротехнический стальной лист с ориентированной зеренной структурой, произведенный с использованием вышеописанного способа производства.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0011]
Далее приводится краткое изложение сущности настоящего изобретения.
[1] Способ производства электротехнического стального листа с ориентированной зеренной структурой согласно одному аспекту настоящего изобретения включает в себя:
стадию нагревания сляба, имеющего
компонентный состав, содержащий, в мас.%,
C: 0,02 мас.% или более и 0,10 мас.% или меньше,
Si: 2,5 мас.% или более и 4,5 мас.% или меньше,
Mn: 0,01 мас.% или более и 0,15 мас.% или меньше,
S и Se в сумме: 0,001 мас.% или более и 0,050 мас.% или меньше,
кислоторастворимый Al: 0,01 мас.% или более и 0,05 мас.% или меньше,
N: 0,002 мас.% или более и 0,015 мас.% или меньше,
Cu: 0 мас.% или более и 0,30 мас.% или меньше,
Sn: 0 мас.% или более и 0,30 мас.% или меньше,
Ni: 0 мас.% или более и 0,30 мас.% или меньше,
Cr: 0 мас.% или более и 0,30 мас.% или меньше, и
Sb: 0 мас.% или более и 0,30 мас.% или меньше,
с остатком, включающим Fe и примеси, до температуры 1280°C - 1450°C и выполнения горячей прокатки для того, чтобы получить горячекатаный стальной лист,
стадию выполнения травления горячекатаного стального листа, чтобы получить травленный лист, или выполнения отжига горячекатаного листа, чтобы получить горячекатаный отожженный лист, и травления этого горячекатаного отожженного листа, чтобы получить травленный лист;
стадию выполнения холодной прокатки травленного листа, чтобы получить лист холоднокатаной стали;
стадию выполнения отжига для первичной рекристаллизации для листа холоднокатаной стали;
стадию нанесения разделительного средства отжига, включающего MgO, на поверхность листа холоднокатаной стали после отжига для первичной рекристаллизации, а затем выполнение окончательного отжига, чтобы получить окончательно отожженный лист; и
стадию нанесения изоляционного покрытия на окончательно отожженный лист, а затем выполнение выравнивающего отжига,
в котором при травлении уменьшение толщины горячекатаного стального листа или горячекатаного отожженного листа составляет 5 мкм или более и 150 мкм или меньше,
при быстром увеличении температуры для отжига для первичной рекристаллизации точка росы атмосферы составляет 0°C или ниже, средняя скорость увеличения температуры Va (°C/с) в диапазоне температур 550°C-700°C составляет 400 ≤ Va ≤ 3000, растягивающее усилие Sa (Н/мм2) прикладываемое к листу холоднокатаной стали в направлении его перемещения, составляет 1,96 ≤ Sa ≤ (25,5-0,0137 x Va) в случае Va ≤ 1000 и 1,96 ≤ Sa ≤ 11,8 в случае V > 1000, и
при выравнивающем отжиге температура Af (°C), которая должна быть достигнута во время отжига, составляет 800 ≤ Af ≤ 950, время выдержки Tf (с) при 800°C или выше составляет 10 ≤ Tf ≤ 100, и растягивающее усилие Cf (Н/мм2), прикладываемое к окончательно отожженному листу в направлении его перемещения во время выравнивающего отжига, составляет 3,92 ≤ Cf ≤ 11,8.
[2] Способ производства электротехнического стального листа с ориентированной зеренной структурой по п. [1],
в котором компонентный состав сляба может содержать, в мас.%, один или более элементов из
Cu: 0,01 мас.% или более и 0,30 мас.% или меньше,
Sn: 0,01 мас.% или более и 0,30 мас.% или меньше,
Ni: 0,01 мас.% или более и 0,30 мас.% или меньше,
Cr: 0,01 мас.% или более и 0,30 мас.% или меньше, и
Sb: 0,01 мас.% или более и 0,30 мас.% или меньше.
[3] Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с другим аспектом настоящего изобретения, имеющий:
лист кремнистой стали,
покрытие из форстерита, расположенное на листе кремнистой стали, и
изолирующую пленку, расположенную на покрытии из форстерита,
в котором лист кремнистой стали имеет компонентный состав, содержащий, в мас.%,
Si: 2,5 мас.% или более и 4,5 мас.% или меньше,
Mn: 0,01 мас.% или более и 0,15 мас.% или меньше,
C: 0 мас.% или более и 0,0050 мас.% или меньше,
S и Se в сумме: 0 мас.% или более и 0,005 мас.% или меньше,
кислоторастворимый Al: 0 мас.% или более и 0,01 мас.% или меньше,
N: 0 мас.% или более и 0,005 мас.% или меньше,
Cu: 0 мас.% или более и 0,30 мас.% или меньше,
Sn: 0 мас.% или более и 0,30 мас.% или меньше,
Ni: 0 мас.% или более и 0,30 мас.% или меньше,
Cr: 0 мас.% или более и 0,30 мас.% или меньше, и
Sb: 0 мас.% или более и 0,30 мас.% или меньше,
с остатком из железа и примесей,
средний размер вторично рекристаллизованных зерен в листе кремнистой стали составляет 10 мм или больше и 50 мм или меньше, и
электротехнический стальной лист с ориентированной зеренной структурой имеет
толщину 0,15 мм или более и 0,23 мм или меньше,
потери в стали Wp 0,800 Вт/кг или меньше в терминах W17/50,
значение Wp/Wd, равное 1,03 или больше и 1,15 или меньше в терминах W17/50, где Wp/Wd является отношением потерь в стали Wp к потерям в стали Wd в случае измельченных магнитных доменов, и
значение плотности B8 магнитного потока 1,930 Тл или больше.
[4] Электротехнический стальной лист с ориентированной зеренной структурой по п. [3],
в котором компонентный состав листа кремнистой стали может содержать, в мас.%, один или более элементов из
Cu: 0,01 мас.% или более и 0,30 мас.% или менее,
Sn: 0,01 мас.% или более и 0,30 мас.% или менее,
Ni: 0,01 мас.% или более и 0,30 мас.% или менее,
Cr: 0,01 мас.% или более и 0,30 мас.% или менее, и
Sb: 0,01 мас.% или более и 0,30 мас.% или менее.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0012]
В соответствии с одним аспектом настоящего изобретения возможно произвести электротехнический стальной лист с ориентированной зеренной структурой, имеющий более низкие потери в стали. В частности, согласно одному аспекту настоящего изобретения после отжига для первичной рекристаллизации кристаллические зерна в ориентации Госса, имеющие благоприятные магнитные характеристики, увеличиваются, и таким образом возможно произвести электротехнический стальной лист с ориентированной зеренной структурой, в котором диаметры кристаллических зерен уменьшаются при одновременном улучшении степени интеграции кристаллических зерен после вторичной рекристаллизации в ориентации Госса. Следовательно, возможно произвести электротехнический стальной лист с ориентированной зеренной структурой, имеющий дополнительно уменьшенное значение потерь в стали. В дополнение к этому, согласно другому аспекту настоящего изобретения возможно обеспечить электротехнический стальной лист с ориентированной зеренной структурой, имеющий уменьшенные потери в стали, даже когда обработка для измельчения магнитного домена не выполняется.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013]
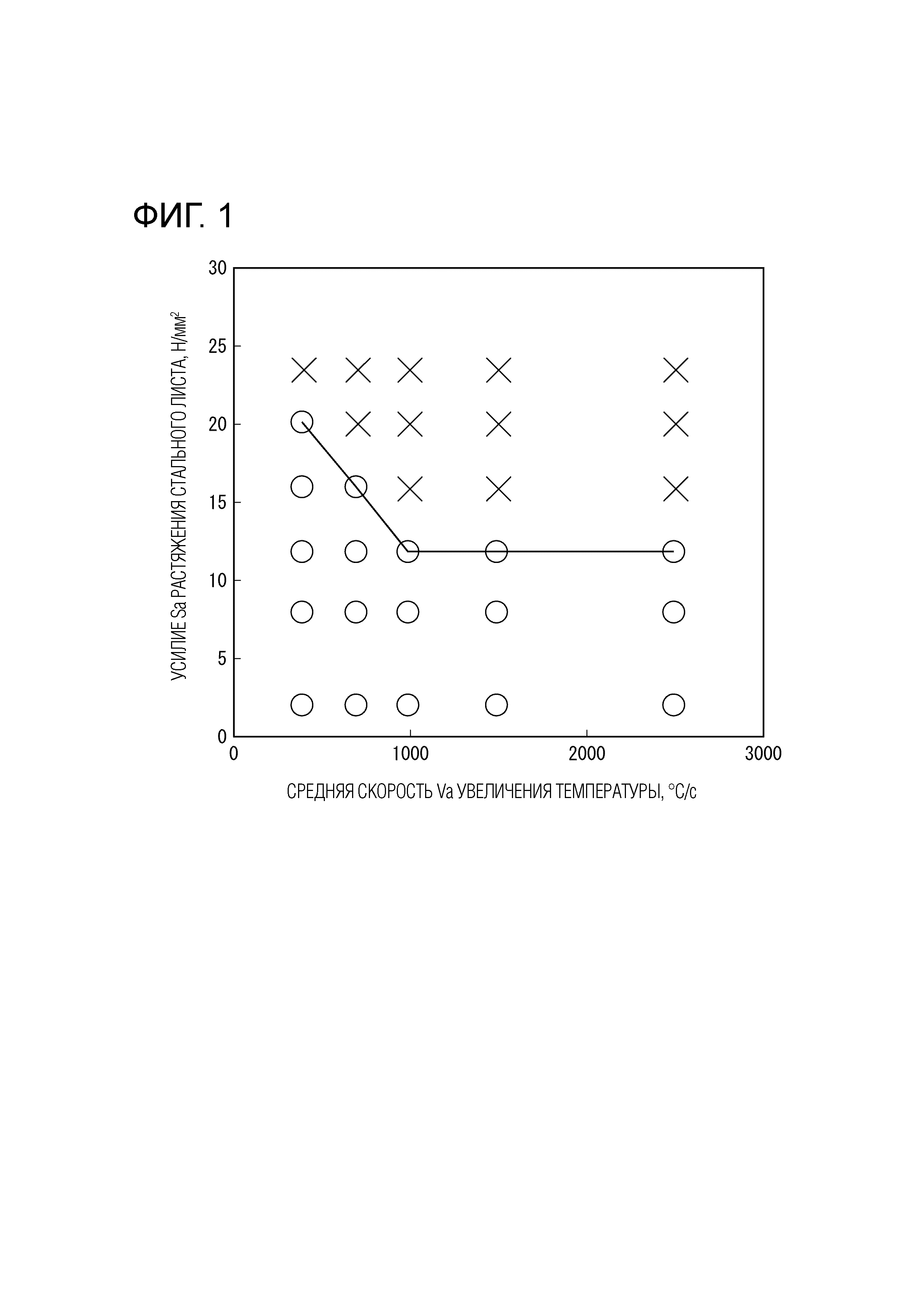
Фиг.1 представляет собой график, полученный путем указания средней скорости Va повышения температуры по горизонтальной оси, растягивающего усилия Sa стального листа по вертикальной оси и построения результатов примеров, показанных в Таблице 1.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0014]
Далее будет подробно описан один предпочтительный вариант осуществления настоящего изобретения. Однако, настоящее изобретение не ограничивается только конфигурацией, раскрытой в настоящем варианте осуществления, и может быть модифицировано множеством способов в рамках сути настоящего изобретения.
[0015]
В результате интенсивных исследований электротехнического стального листа с ориентированной зеренной структурой и способа производства электротехнического стального листа с ориентированной зеренной структурой для улучшения магнитных характеристик электротехнического стального листа с ориентированной зеренной структурой авторы настоящего изобретения установили следующее.
[0016]
Авторы настоящего изобретения обнаружили, что желаемое уменьшение значения потерь в стали электротехнического стального листа с ориентированной зеренной структурой может быть реализовано, во-первых, путем задания скорости увеличения температуры при отжиге для первичной рекристаллизации равной 400°C/с или более, а также управления атмосферой и растягивающим усилием стального листа во время быстрого увеличения температуры, и, кроме того, путем строгого управления величиной уменьшения толщины листа во время выполнения травления горячекатаного стального листа (или горячекатаного отожженного листа) и условиями при выравнивающем отжиге.
Выравнивающий отжиг относится к стадии отжига, на которой на стальной лист наносится изоляционное покрытие, а затем одновременно выполняются отверждение нагревом (запекание) нанесенного изоляционного покрытия и выравнивание стального листа.
[0017]
Принимая во внимание вышеописанные знания, авторы настоящего изобретения завершили настоящее изобретение. Далее приводится краткое изложение сущности настоящего изобретения.
[0018]
Способ производства электротехнического стального листа с ориентированной зеренной структурой, включающий в себя:
стадию нагревания сляба, имеющего
компонентный состав, содержащий, в мас.%,
C: 0,02 мас.% или более и 0,10 мас.% или менее,
Si: 2,5 мас.% или более и 4,5 мас.% или менее,
Mn: 0,01 мас.% или более и 0,15 мас.% или менее,
S и Se в сумме: 0,001 мас.% или более и 0,050 мас.% или менее,
кислоторастворимый Al: 0,01 мас.% или более и 0,05 мас.% или менее,
N: 0,002 мас.% или более и 0,015 мас.% или менее,
Cu: 0 мас.% или более и 0,30 мас.% или менее,
Sn: 0 мас.% или более и 0,30 мас.% или менее,
Ni: 0 мас.% или более и 0,30 мас.% или менее,
Cr: 0 мас.% или более и 0,30 мас.% или менее, и
Sb: 0 мас.% или более и 0,30 мас.% или менее,
с остатком, включающим Fe и примеси, до температуры 1280°C - 1450°C и выполнения горячей прокатки для того, чтобы получить горячекатаный стальной лист,
стадию выполнения травления горячекатаного стального листа, чтобы получить травленный лист, или выполнения отжига горячекатаного листа, чтобы получить горячекатаный отожженный лист, и травления этого горячекатаного отожженного листа, чтобы получить травленный лист;
стадию выполнения холодной прокатки травленного листа, чтобы получить лист холоднокатаной стали;
стадию выполнения отжига для первичной рекристаллизации для листа холоднокатаной стали;
стадию нанесения разделительного средства отжига, включающего MgO, на поверхность листа холоднокатаной стали после отжига для первичной рекристаллизации, а затем выполнение окончательного отжига, чтобы получить окончательно отожженный лист; и
стадию нанесения изоляционного покрытия на окончательно отожженный лист, а затем выполнение выравнивающего отжига,
в котором при травлении уменьшение толщины горячекатаного стального листа или горячекатаного отожженного листа составляет 5 мкм или больше и 150 мкм или менее,
при быстром увеличении температуры для отжига для первичной рекристаллизации точка росы атмосферы составляет 0°C или ниже, средняя скорость увеличения температуры Va (°C/с) в диапазоне температур 550°C-700°C составляет 400 ≤ Va ≤ 3000, растягивающее усилие Sa (Н/мм2) прикладываемое к листу холоднокатаной стали в направлении его перемещения, составляет 1,96 ≤ Sa ≤ (25,5-0,0137 x Va) в случае Va ≤ 1000 и 1,96 ≤ Sa ≤ 11,8 в случае V > 1000, и
при выравнивающем отжиге температура Af (°C), которая должна быть достигнута во время отжига, составляет 800 ≤ Af ≤ 950, время выдержки Tf (с) при 800°C или выше составляет 10 ≤ Tf ≤ 100, и растягивающее усилие Cf (Н/мм2), прикладываемое к окончательно отожженному листу в направлении его перемещения во время выравнивающего отжига, составляет 3,92 ≤ Cf ≤ 11,8.
[0019]
В дополнение к этому, в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления средний размер вторично рекристаллизованных зерен в листе кремнистой стали составляет 10 мм или более и 50 мм или менее, толщина листа составляет 0,15 мм или более и 0,23 мм или менее, потери Wp в стали в случае невыполнения обработки измельчения магнитного домена составляют 0,800 Вт/кг или менее в терминах W17/50, значение Wp/Wd, которое является отношением Wp к потерям Wd в стали в случае выполнения обработки измельчения магнитного домена, составляет 1,03 или больше и 1,15 или менее в терминах W17/50, и значение B8 плотности магнитного потока составляет 1,930 Тл или больше. По сути в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления значение Wp/Wd является малым. Причина этого заключается в том, что потери в стали электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления эффективно уменьшаются, и таким образом эффект обработки измельчения магнитного домена для уменьшения потерь в стали является малым. Таким образом, в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления потери в стали уменьшаются в достаточной степени, даже когда обработка для измельчения магнитного домена не выполняется.
[0020]
Обработка для измельчения магнитного домена способна уменьшить значение потерь в стали электротехнического стального листа с ориентированной зеренной структурой, но увеличивает шум в трансформаторах, в которых этот электротехнический стальной лист с ориентированной зеренной структурой используется как материал сердечника. Следовательно, в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления возможно уменьшить шум при улучшении магнитных характеристик трансформатора.
[0021]
Далее будет конкретно описан способ производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
Сначала будет описан компонентный состав сляба, используемого в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления. В дальнейшем, если явно не указано иное, обозначение «%» означает «мас.%». Численные диапазоны ограничений, описываемые ниже, включают в себя значение нижнего предела и значение верхнего предела. Численные значения, выражаемые с использованием фраз «более чем» или «менее чем», не включаются в указанные диапазоны. Знак «%» относительно химического состава стального листа означает «мас.%», а знак «%» относительно газового состава означает «об.%».
[0022]
Количество углерода (C) составляет 0,02% или более и 0,10% или менее. C имеет множество функций, и в том случае, когда количество C составляет менее чем 0,02%, диаметры кристаллических зерен становятся чрезмерно большими во время нагревания сляба, что увеличивает значение потерь в стали электротехнического стального листа с ориентированной зеренной структурой. В том случае, когда количество C составляет более чем 0,10% во время обезуглероживания после холодной прокатки, время обезуглероживания становится большим, и производственные затраты возрастают. В дополнение к этому, в том случае, когда количество C составляет более чем 0,10%, обезуглероживание может быть неполным, и возможен случай, в котором электротехнический стальной лист с ориентированной зеренной структурой испытывает магнитное старение. Следовательно, количество C составляет 0,02% или более и 0,10% или менее. Это количество предпочтительно составляет 0,05% или более и 0,09% или менее.
[0023]
Количество кремния (Si) составляет 2,5% или более и 4,5% или менее. Si увеличивает электрическое сопротивление стального листа, уменьшая тем самым потери на токи Фуко электротехнического стального листа с ориентированной зеренной структурой и уменьшая потери в стали. В том случае, когда количество Si составляет менее чем 2,5%, становится трудным в достаточной степени уменьшить потери на токи Фуко электротехнического стального листа с ориентированной зеренной структурой. В том случае, когда количество Si составляет более чем 4,5%, обрабатываемость электротехнического стального листа с ориентированной зеренной структурой ухудшается. Следовательно, количество Si составляет 2,5% или более и 4,5% или менее. Это количество предпочтительно составляет 2,7% или более и 4,0% или менее.
[0024]
Количество марганца (Mn) составляет 0,01% или более и 0,15% или менее. Mn образует MnS, MnSe и подобное, которые являются ингибиторами, определяющими вторичную рекристаллизацию. В том случае, когда количество Mn составляет менее чем 0,01%, абсолютное количество MnS и MnSe, вызывающих вторичную рекристаллизацию, становится недостаточным, и управление ориентациями становится невозможным. В том случае, когда количество Mn составляет более чем 0,15%, формирование твердого раствора Mn становится затруднительным во время нагревания сляба, и управление ингибитором становится невозможным. В дополнение к этому, в том случае, когда количество Mn составляет более чем 0,15%, размеры выделений MnS и MnSe, которые являются ингибиторами, могут огрубляться, оптимальное распределение по размеру для ингибитора нарушается, и управление ориентациями становится невозможным. Следовательно, количество Mn составляет 0,01% или более и 0,15% или менее. Это количество предпочтительно составляет 0,03% или более и 0,13% или менее.
[0025]
Количество серы (S) и селена (Se) в сумме составляет 0,001% или более и 0,050% или менее. S и Se формируют ингибиторы вместе с Mn. S и Se могут оба содержаться в слябе, но обязан содержаться в слябе по меньшей мере один из них. В том случае, когда суммарное количество S и Se составляет менее чем 0,001% или более чем 0,050%, достаточный эффект ингибитора не может быть получен, и управление ориентациями становится невозможным. Следовательно, количество S и Se в сумме составляет 0,001% или более и 0,050% или менее. Это количество предпочтительно составляет 0,005% или более и 0,040% или менее.
[0026]
Количество кислоторастворимого алюминия (кислоторастворимого Al) составляет 0,01% или более и 0,05% или менее. Кислоторастворимый Al образует ингибитор, необходимый для производства электротехнического стального листа с ориентированной зеренной структурой, имеющего высокую плотность магнитного потока. В том случае, когда количество кислоторастворимого Al составляет менее чем 0,01%, сила ингибитора становится недостаточной, и управление ориентациями становится невозможным. В том случае, когда количество кислоторастворимого Al составляет более чем 0,05%, AlN, выделившийся в качестве ингибитора, огрубляется, сила ингибитора уменьшается, и управление ориентациями становится невозможным. Следовательно, количество кислоторастворимого Al составляет 0,01% или более и 0,05% или менее. Это количество предпочтительно составляет 0,02% или более и 0,04% или менее.
[0027]
Количество азота (N) составляет 0,002% или более и 0,015% или менее. N вместе с кислоторастворимым Al образует AlN, который является ингибитором. В том случае, когда количество N не находится в вышеописанном диапазоне, достаточный эффект ингибитора не может быть получен, и управление ориентациями становится невозможным. Следовательно, количество N составляет 0,002% или более и 0,015% или менее. Это количество предпочтительно составляет 0,005% или более и 0,012% или менее.
[0028]
Остаток химического состава сляба, используемого для производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления, представляет собой Fe и примеси. Сляб, используемый производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления, в дополнение к вышеописанным элементам может содержать один или более элементов из Cu, Sn, Ni, Cr и Sb в качестве элемента, который стабилизирует вторичную рекристаллизацию, вместо части Fe в остатке. Нет никакой необходимости ограничивать значение нижнего предела этих выбираемых элементов, и значение нижнего предела для них может составлять 0%.
[0029]
Количество каждого из Cu, Sn, Ni, Cr и Sb может составлять 0,01% или более и 0,30% или менее. В том случае, когда количество даже одного элемента среди этих элементов составляет 0,01% или более, возможно в достаточной степени получить эффект стабилизации вторичной рекристаллизации, и возможно дополнительно уменьшить значение потерь в стали электротехнического стального листа с ориентированной зеренной структурой. В том случае, когда количество даже одного элемента среди этих элементов составляет более чем 0,30%, эффект стабилизации вторичной рекристаллизации насыщается, и производственные затраты возрастают, что является нежелательным.
[0030]
Далее будет описан способ производства электротехнического стального листа с ориентированной зеренной структурой с использованием вышеописанного сляба.
Сляб производится путем разливки расплавленной стали с вышеописанным компонентным составом. Способ для отливки сляба особенно не ограничивается. Сляб может быть отлит с использованием способа литья, например обычного способа непрерывной разливки, обычного способа отливки слитка, обычного способа отливки тонкого сляба и подобного. В случае непрерывной разливки сталь может быть охлаждена до низкой температуры (например, комнатной температуры), повторно нагрета, а затем подвергнута горячей прокатке, либо сталь немедленно после отливки сляба может быть подвергнута горячей прокатке. В дополнение к этому, в исследованиях и разработках подтверждается тот же самый эффект компонентного состава, что и в случае формования сляба, даже в том случае, когда стальной слиток формируется в печи вакуумной плавки и т.п.
[0031]
После этого сляб нагревается до 1280°C или выше, формируя тем самым твердый раствор компонента ингибитора в слябе. В том случае, когда температура нагрева сляба является более низкой, чем 1280°C, становится трудно в достаточной степени сформировать раствор компонента ингибитора, такого как MnS, MnSe и AlN, и управление ориентациями становится невозможным. Температура нагрева сляба предпочтительно составляет 1300°C или выше. Значение верхнего предела температуры нагрева сляба особенно не регулируется, но может быть установлено равным 1450°C или ниже с точки зрения защиты оборудования.
[0032]
Горячий сляб подвергается горячей прокатке для того, чтобы получить горячекатаный стальной лист. Толщина горячекатаного стального листа может составлять, например, 1,8 мм или более и 3,5 мм или менее. В том случае, когда толщина горячекатаного стального листа составляет менее чем 1,8 мм, температура стального листа после горячей прокатки становится низкой, и количество AlN, выделившегося в стальном листе, увеличивается, в результате чего вторичная рекристаллизация становится неустойчивой, и магнитные характеристики в электротехническом стальном листе с ориентированной зеренной структурой, который получается в конце и имеет толщину листа 0,23 мм или менее, ухудшаются, что является нежелательным. В том случае, когда толщина горячекатаного стального листа составляет более чем 3,5 мм, давление при прокатке на стадии холодной прокатки увеличивается, что является нежелательным.
[0033]
Отжиг горячекатаного листа выполняется по мере необходимости для того, чтобы получить лист горячекатаной и отожженной стали. Когда выполняется отжиг горячекатаного листа, форма стального листа становится более благоприятной, и таким образом можно уменьшить вероятность разрушения стального листа при последующей холодной прокатке. Отжиг горячекатаного листа может быть опущен в том случае, когда промежуточный отжиг выполняется при холодной прокатке. Однако даже в таком случае отжиг горячекатаного листа предпочтительно выполняется для того, чтобы уменьшить вероятность разрушения стального листа при холодной прокатке. Условия для отжига горячекатаного листа особенно не ограничиваются и могут быть обыкновенными условиями, и горячекатаный стальной лист после горячей прокатки должен быть выдержан при 750°C-1200°C в течение 10 с - 10 мин в случае непрерывного отжига и при 650°C- 50°C в течение 30 мин - 24 час в случае отжига в контейнерах.
[0034]
Травление выполняется на горячекатаном стальном листе или горячекатаном отожженном листе в том случае, когда выполнялся отжиг горячекатаного листа, таким образом, чтобы уменьшение толщины листа составляло 5 мкм или более и 150 мкм или менее, и тем самым получается травленный лист. В том случае, когда уменьшение толщины листа составляет менее чем 5 мкм, оксид (окалина), образовавшийся на поверхности стального листа во время горячей прокатки и отжига горячекатаного листа или промежуточного отжига, описываемого ниже, удаляется в недостаточной степени, и при холодной прокатке, выполняемой после травления, стальной лист изнашивается, или дефекты поверхности создаются прокатывающим валком. В том случае, когда уменьшение толщины листа составляет более чем 150 мкм, обезуглероживание при обезуглероживающем отжиге ухудшается, и количество C в электротехническом стальном листе с ориентированной зеренной структурой, которое будет получено в конце, увеличивается, что вызывает магнитное старение, и магнитные характеристики ухудшаются.
[0035]
В том случае, когда уменьшение толщины листа при травлении составляет более чем 150 мкм, причиной ухудшения свойства обезуглероживания при обезуглероживающем отжиге является слой с удаленным диоксидом кремния вблизи поверхности стального листа, сформированного во время горячей прокатки и отжига горячекатаного листа или промежуточного отжига, описываемого ниже. Во время горячей прокатки, отжига горячекатаного листа и промежуточного отжига на поверхности стального листа образуется оксид железа или фаялит (Fe2SiO4). Здесь образование фаялита сопровождает диффузию Si, присутствующего вблизи поверхности стального листа, в поверхность, и таким образом область с уменьшенным количеством Si, то есть слой с удаленным диоксидом кремния формируется около поверхности стального листа. В том случае, когда слой с удаленным диоксидом кремния подвергается холодной прокатке и остается даже во время обезуглероживающего отжига, формирование внешним образом окисленного SiO2 на поверхности стального листа во время быстрого нагревания подавляется. Следовательно, при обезуглероживающем отжиге свойство обезуглероживания не ухудшается. В том случае, когда слой с удаленным диоксидом кремния удаляется путем травления, внешним образом окисленный SiO2 образуется на поверхности стального листа во время быстрого нагревания, и таким образом свойство обезуглероживания ухудшается при обезуглероживающем отжиге.
[0036]
Вид кислоты при травлении особенно не ограничивается, и могут использоваться серная кислота, соляная кислота, азотная кислота и т.п. Уменьшение толщины листа может регулироваться с использованием концентрации кислоты и времени погружения. Например, стальной лист может быть погружен в раствор серной кислоты с концентрацией 10 мас.% на 10 с или более и 10 мин или менее.
[0037]
Уменьшение толщины листа при травлении может быть получено путем измерения толщины листа до и после травления, с использованием радиоактивных лучей и подобного, или может быть вычислено из веса стального листа. В том случае, когда горячая прокатка и травление выполняются непрерывно, уменьшение толщины листа может быть вычислено из веса стального листа перед горячей прокаткой и после травления, или может быть вычислено из диаметра рулона и количества витков стального листа. В том случае, когда отжиг горячекатаного листа и травление, или промежуточный отжиг, описываемый ниже, и травление выполняются непрерывно, уменьшение толщины листа может быть просто вычислено из веса стального листа перед отжигом горячекатаного листа и после травления, или из веса стального листа перед промежуточным отжигом и после травления, или может быть вычислено из диаметра рулона и количества витков стального листа. В дополнение к этому, для ускорения травления перед травлением может выполняться дробеструйная обработка и подобное.
[0038]
Холодная прокатка выполняется на травленном листе, чтобы тем самым получить лист холоднокатаной стали. Холодная прокатка может выполняться один или множество раз. В случае выполнения холодной прокатки несколько раз промежуточный отжиг может выполняться между операциями холодной прокатки. В случае выполнения холодной прокатки множество раз или выполнения холодной прокатки множество раз с промежуточным отжигом между ними, холодная прокатка выполняется множество раз на горячекатаном стальном листе или на горячекатаном отожженном листе, или холодная прокатка выполняется множество раз с промежуточным отжигом между ними на горячекатаном стальном листе или на горячекатаном отожженном листе, и вышеописанное травление выполняется перед окончательной холодной прокаткой, в результате чего получается травленный лист, и окончательная холодная прокатка выполняется на травленном листе. В дополнение к этому, также можно выполнять травление на горячекатаном стальном листе или горячекатаном отожженном листе, затем выполнять холодную прокатку множество раз с промежуточным отжигом между ними, снова выполнять травление, а затем выполнять окончательную холодную прокатку. В этом случае травление необходимо выполнять таким образом, чтобы уменьшение толщины листа во время травления перед окончательной холодной прокаткой составляло 5 мкм или более и 150 мкм или менее.
[0039]
Между проходами холодной прокатки, между клетями прокатного стана или во время прокатки может выполняться нагревание горячекатаного стального листа или горячекатаного отожженного листа при температуре приблизительно 300°C или ниже. В таком случае можно дополнительно улучшить магнитные характеристики получаемого электротехнического стального листа с ориентированной зеренной структурой. Горячекатаный стальной лист или горячекатаный отожженный лист можно прокатывать, выполняя холодную прокатку три или более раз, но многократное выполнение холодной прокатки увеличивает производственные затраты, и таким образом горячекатаный стальной лист или горячекатаный отожженный лист предпочтительно прокатывают, выполняя холодную прокатку один или два раза.
[0040]
После быстрого увеличения температуры выполняется обезуглероживающий отжиг листа холоднокатаной стали. Эти процессы (быстрое увеличение температуры и обезуглероживающий отжиг) также упоминаются как отжиг для первичной рекристаллизации и предпочтительно выполняются непрерывно. Когда выполняется отжиг для первичной рекристаллизации, можно увеличить в листе холоднокатаной стали зерна с ориентацией Госса перед вторичной рекристаллизацией и уменьшить диаметры кристаллических зерен после вторичной рекристаллизации.
[0041]
В способе производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления при быстром увеличении температуры листа холоднокатаной стали для отжига для первичной рекристаллизации средняя скорость увеличения температуры Va в диапазоне температур 550°C-700°C устанавливается равной 400°C/с или более. В таком случае в настоящем варианте осуществления можно дополнительно увеличить зерна с ориентацией Госса перед вторичной рекристаллизацией листа холоднокатаной стали и уменьшить диаметры кристаллических зерен после вторичной рекристаллизации.
[0042]
В том случае, когда средняя скорость увеличения температуры Va в диапазоне температур 550°C-700°C устанавливается равной 700°C/с или более, зерна с ориентацией Госса перед вторичной рекристаллизацией могут быть дополнительно увеличены, и можно дополнительно уменьшить потери в стали получаемого электротехнического стального листа с ориентированной зеренной структурой. С другой стороны, в том случае, когда средняя скорость увеличения температуры Va в вышеописанном диапазоне температур устанавливается равной менее 400°C/с, становится трудным сформировать достаточное количество зерен с ориентацией Госса для того, чтобы уменьшить диаметры кристаллических зерен после вторичной рекристаллизации, и потери в стали получаемого электротехнического стального листа с ориентированной зеренной структурой возрастают. Верхний предел средней скорости увеличения температуры Va в диапазоне температур 550°C-700°C не нуждается в особом ограничении, и может быть установлен равным 3000°C/с с точки зрения капитальных и производственных затрат.
[0043]
Описанное выше быстрое увеличение температуры может быть выполнено, например, с использованием метода нагрева под напряжением или метода индукционного нагрева.
[0044]
В способе производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления эффект быстрого увеличения температуры для увеличения зерен с ориентацией Госса перед вторичной рекристаллизацией получается в достаточной степени за счет управления растягивающим усилием Sa, прикладываемым к листу в направлении его перемещения (то есть растягивающим усилием стального листа) во время быстрого увеличения температуры для отжига для первичной рекристаллизации. В настоящем варианте осуществления при средней скорости увеличения температуры Va (°C/с) при быстром увеличении температуры растягивающее усилие стального листа S (Н/мм2) в процессе увеличения температуры для отжига для первичной рекристаллизации устанавливается равным 1,96 ≤ Sa ≤ (25,5-0,0137 x Va) в случае Va ≤ 1000 и 1,96 ≤ S ≤ 11,8 в случае Va > 1000.
[0045]
В том случае, когда растягивающее усилие стального листа Sa превышает значение верхнего предела, зависящее от средней скорости увеличения температуры Va, благодаря растягивающему усилию, прикладываемому к листу холоднокатаной стали в направлении его перемещения, текстура кристаллических зерен, создаваемая первичной рекристаллизацией, нарушается, и становится невозможным уменьшить потери в стали электротехнического стального листа с ориентированной зеренной структурой. С другой стороны, в том случае, когда растягивающее усилие Sa стального листа составляет менее чем 1,96 Н/мм2, лист холоднокатаной стали пронизывается меандрами, и таким образом имеется вероятность того, что лист холоднокатаной стали может разрушиться, или оборудование может быть повреждено.
[0046]
При быстром увеличении температуры для отжига для первичной рекристаллизации точка росы атмосферы устанавливается равной 0°C или ниже. Когда точка росы атмосферы является более высокой, чем 0°C, внешним образом окисленный SiO2 образуется на поверхности стального листа, и свойство обезуглероживания во время последующего обезуглероживающего отжига ухудшается. Нижний предел точки росы атмосферы не нуждается в особом ограничении, и может быть установлен равным -50°C с точки зрения капитальных и производственных затрат. Концентрация кислорода в атмосфере может быть установлена равной 0,05% или менее и более предпочтительно может быть установлена равной 0,03% или менее. Концентрация кислорода предпочтительно является низкой; однако с точки зрения капитальных и производственных затрат нижний предел может быть установлен равным 0,0001%. Состав атмосферы может содержать азот в качестве главного компонента, и может дополнительно содержать аргон или гелий. В дополнение к этому, состав атмосферы может содержать водород для улучшения восстановительных свойств атмосферы.
[0047]
В том случае, когда степень уменьшения толщины листа во время травления и температура точки росы атмосферы для быстрого увеличения температуры строго не контролируются, на поверхности стального листа при быстром повышении температуры образуется внешним образом окисленный SiO2. Подробности причины этого не ясны, но предполагается, что это связано с тем, что в том случае, когда скорость увеличения температуры является высокой, время пребывания в низкотемпературной области, в которой формируется оксид на основе железа, становится коротким, и образование внешним образом окисленного SiO2 на поверхности стального листа ускоряется. В том случае, когда скорость увеличения температуры является низкой, предполагается, что в низкотемпературной области оксид на основе железа формируется на поверхности стального листа раньше, чем внешним образом окисленный SiO2, и таким образом формирование внешним образом окисленного SiO2 нарушается.
[0048]
Обезуглероживающий отжиг листа холоднокатаной стали с быстро увеличенной температурой выполняется в течение 30 с - 10 мин при температуре 900°C или ниже в содержащей водород и азот влажной атмосфере. При отжиге первичной рекристаллизации, состоящем из быстрого увеличения температуры и обезуглероживающего отжига, после обезуглероживающего отжига может быть выполнен восстановительный отжиг листа холоднокатаной стали с целью улучшения магнитных характеристик и характеристик покрытия. Быстрое увеличение температуры и обезуглероживающий отжиг могут быть предусмотрены как отдельные стадии, но могут выполняться непрерывно с точки зрения исключения производственной линии. В случае непрерывного выполнения быстрого увеличения температуры и обезуглероживающего отжига быстрое увеличение температуры и обезуглероживающий отжиг могут быть связаны друг с другом с использованием горловины или подобного, и точка росы в горловине может быть установлена равной 0°C или ниже.
[0049]
Разделительное средство отжига, включающее MgO в качестве главного компонента, наносится на лист холоднокатаной стали после отжига для первичной рекристаллизации, а затем выполняется окончательный отжиг, чтобы получить окончательно отожженный лист. При окончательном отжиге происходит вторичная рекристаллизация. В дополнение к этому, окончательный отжиг выполняется после нанесения разделительного средства отжига, и таким образом покрытие из форстерита формируется на поверхности листа кремнистой стали. Окончательный отжиг может быть выполнен, например, путем выдержки смотанного в рулон листа холоднокатаной стали с нанесенным на него разделительным средством отжига в течение 20 час или более при температуре 800°C-1000°C с использованием нагревательной печи периодического типа и подобное. Кроме того, для дополнительного уменьшения значения потерь в стали получаемого электротехнического стального листа с ориентированной зеренной структурой может быть выполнен очищающий отжиг, при котором температура смотанного в рулон окончательно отожженного листа увеличивается вплоть до приблизительно 1200°C, а затем лист выдерживается.
[0050]
Средняя скорость увеличения температуры в процессе увеличения температуры для окончательного отжига особенно не ограничивается, и может соответствовать условиям для обычного окончательного отжига. Например, средняя скорость увеличения температуры в процессе увеличения температуры для окончательного отжига может быть установлена равной 5°C/час - 100°C/час с точки зрения производительности и общих ограничений оборудования. В дополнение к этому, процесс увеличения температуры для окончательного отжига может выполняться с использованием другого известного термического профиля. Состав атмосферы при окончательном отжиге особенно не ограничивается. В процессе вторичной рекристаллизации во время окончательного отжига атмосфера может представлять собой смесь азота и водорода. Эта атмосфера может быть сухой или влажной. Атмосфера очищающего отжига может представлять собой сухой газообразный водород.
[0051]
После окончательного отжига, с целью придания стальному листу изолирующих свойств и растягивающего усилия, на поверхность окончательно отожженного листа наносится, например, изоляционное покрытие, содержащее фосфат алюминия, коллоидный кремнезем и т.п. в качестве главных компонентов. После этого, с целью отверждения спеканием изоляционного покрытия и выравнивания формы стального листа, деформированного окончательным отжигом, выполняется выравнивающий отжиг. Компонент изоляционного покрытия особенно не ограничивается, если окончательно отожженному листу придаются изолирующее свойство и растягивающее усилие.
[0052]
В способе производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления температура, которая должна быть достигнута при выравнивающем отжиге, время выдержки при 800°C или выше и растягивающее усилие стального листа во время выравнивающего отжига строго контролируются для того, чтобы предотвратить возникновение ненужных напряжений в электротехническом стальном листе с ориентированной зеренной структурой. В таком случае с помощью способа производства в соответствии с настоящим вариантом осуществления возможно производить устойчивый электротехнический стальной лист с ориентированной зеренной структурой, имеющий уменьшенное значение потерь в стали.
[0053]
В частности, температура Af, которая должна быть достигнута при выравнивающем отжиге, составляет 800°C или выше и 950°C или ниже. При выравнивающем отжиге в том случае, когда температура Af, которая должна быть достигнута, составляет менее 800°C, форма электротехнического стального листа с ориентированной зеренной структурой исправляется не полностью, и становится трудно в достаточной степени выровнять электротехнический стальной лист с ориентированной зеренной структурой. В том случае, когда температура Af, которая должна быть достигнута, является более высокой, чем 950°C, в электротехнический стальной лист с ориентированной зеренной структурой вводятся напряжения, и таким образом вероятность увеличения потерь в стали возрастает.
[0054]
Время выдержки Tf при 800°C или выше при выравнивающем отжиге составляет 10 с или более и 100 с или менее. В том случае, когда время выдержки Tf при 800°C или выше составляет менее 10 с, форма электротехнического стального листа с ориентированной зеренной структурой исправляется не полностью, и становится трудно в достаточной степени выровнять электротехнический стальной лист с ориентированной зеренной структурой. В том случае, когда время выдержки Tf при 800°C или выше составляет более 100 с, в электротехнический стальной лист с ориентированной зеренной структурой вводятся напряжения, и таким образом вероятность увеличения потерь в стали возрастает.
[0055]
Растягивающее усилие стального листа Cf во время выравнивающего отжига составляет 3,92 Н/мм2 или более и 11,8 Н/мм2 или менее. В том случае, когда растягивающее усилие стального листа Cf при выравнивающем отжиге составляет менее 3,92 Н/мм2, форма электротехнического стального листа с ориентированной зеренной структурой исправляется не полностью, и становится трудно в достаточной степени выровнять электротехнический стальной лист с ориентированной зеренной структурой. В том случае, когда растягивающее усилие стального листа Cf при выравнивающем отжиге составляет более чем 11,8 Н/мм2, в электротехнический стальной лист с ориентированной зеренной структурой вводятся напряжения, и таким образом потери в стали возрастают.
[0056]
Электротехнический стальной лист с ориентированной зеренной структурой может быть произведен с использованием вышеописанного способа производства. Электротехнический стальной лист с ориентированной зеренной структурой согласно одному варианту осуществления настоящего изобретения, произведенный с использованием вышеописанного способа производства, имеет лист кремнистой стали, покрытие из форстерита, расположенное на листе кремнистой стали, и изоляционную пленку, расположенную на покрытии из форстерита. Сначала будет описан лист кремнистой стали.
[0057]
Лист кремнистой стали имеет компонентный состав, содержащий, в мас.%:
Si: 2,5 мас.% или более и 4,5 мас.% или менее,
Mn: 0,01 мас.% или более и 0,15 мас.% или менее,
C: 0 мас.% или более и 0,0050 мас.% или менее,
S и Se в сумме: 0 мас.% или более и 0,005 мас.% или менее,
кислоторастворимый Al: 0 мас.% или более и 0,01 мас.% или менее,
N: 0 мас.% или более и 0,005 мас.% или менее,
Cu: 0 мас.% или более и 0,30 мас.% или менее,
Sn: 0 мас.% или более и 0,30 мас.% или менее,
Ni: 0 мас.% или более и 0,30 мас.% или менее,
Cr: 0 мас.% или более и 0,30 мас.% или менее, и
Sb: 0 мас.% или более и 0,30 мас.% или менее,
с остатком из железа и примесей,
средний размер вторично рекристаллизованных зерен в листе кремнистой стали составляет 10 мм или более и 50 мм или менее, и
электротехнический стальной лист с ориентированной зеренной структурой имеет
толщину 0,15 мм или более и 0,23 мм или менее,
потери в стали Wp 0,800 Вт/кг или менее в терминах W17/50,
значение Wp/Wd, равное 1,03 или более и 1,15 или менее в терминах W17/50, где Wp/Wd является отношением потерь в стали Wp к потерям в стали Wd в случае измельченных магнитных доменов, и
значение плотности B8 магнитного потока 1,930 Тл или более.
[0058]
В электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления для уменьшения потерь в стали даже без выполнения обработки измельчения магнитного домена важно управлять количеством Si, Mn и C, содержащихся в листе кремнистой стали электротехнического стального листа с ориентированной зеренной структурой.
[0059]
Si увеличивает электрическое сопротивление листа кремнистой стали, уменьшая тем самым потери на токи Фуко, составляющие часть потерь в стали. Количество Si, содержащегося в листе кремнистой стали, предпочтительно находится в диапазоне 2,5 мас.% или более и 4,5 мас.% или менее. Это количество предпочтительно составляет 2,7% или более и 4,0% или менее. В том случае, когда количество Si составляет менее чем 2,5%, становится трудным подавить потери на токи Фуко в электротехническом стальном листе с ориентированной зеренной структурой. В том случае, когда количество Si составляет более чем 4,5%, обрабатываемость электротехнического стального листа с ориентированной зеренной структурой ухудшается.
[0060]
Mn образует MnS или MnSe, который является ингибитором, определяющим вторичную рекристаллизацию. Количество Mn, содержащегося в листе кремнистой стали, предпочтительно находится в диапазоне 0,01 мас.% или более и 0,15 мас.% или менее. Это количество предпочтительно составляет 0,03% или более и 0,13% или менее. В том случае, когда количество Mn составляет менее чем 0,01%, абсолютное количество MnS и MnSe, вызывающих вторичную рекристаллизацию, становится недостаточным, и управление ориентациями становится невозможным. В том случае, когда количество Mn составляет более чем 0,15%, формирование твердого раствора Mn становится затруднительным во время нагревания сляба, и размер выделений ингибитора огрубляется, и таким образом оптимальное распределение ингибитора по размеру ухудшается, и управление ингибиторами становится невозможным.
[0061]
C является эффективным элементом для управления структурой до завершения обезуглероживающего отжига на стадии производства. Однако в том случае, когда количество C составляет более чем 0,0050%, даже после выполнения обезуглероживающего отжига проявляется магнитное старение, и магнитные характеристики электротехнического стального листа с ориентированной зеренной структурой ухудшаются. Следовательно, количество C составляет 0,0050% или менее. Это количество предпочтительно составляет 0,0030% или менее. Количество C предпочтительно является малым; однако, даже когда количество C уменьшается до величины менее 0,0001%, эффект управления структурой насыщается, и производственные затраты увеличиваются. Следовательно, количество C может быть установлено равным 0,0001% или более.
[0062]
Остаток химического состава листа кремнистой стали в соответствии с настоящим вариантом осуществления представляет собой Fe и примеси. Лист кремнистой стали вместо части Fe, которое является остатком, может содержать S, Se, кислоторастворимый Al и N, а также в качестве элемента, который стабилизирует вторичную рекристаллизацию, любой или несколько из Cu, Sn, Ni, Cr и Sb. Нет никакой необходимости ограничивать значение нижнего предела этих выбираемых элементов, и значение нижнего предела для них может составлять 0%.
[0063]
Количество S и Se предпочтительно является малым, но в сумме может быть установлено равным 0,005% или менее. В том случае, когда количество S и Se в сумме составляет более 0,005%, проявляется магнитное старение, и магнитные характеристики ухудшаются.
Количество кислоторастворимого Al предпочтительно является малым, но может быть установлено равным 0,01% или менее. В том случае, когда количество кислоторастворимого Al составляет более чем 0,01%, проявляется магнитное старение, и магнитные характеристики ухудшаются.
Количество N предпочтительно является малым, но может быть установлено равным 0,005% или менее. В том случае, когда количество N составляет более чем 0,005%, проявляется магнитное старение, и магнитные характеристики ухудшаются.
[0064]
Количество каждого из Cu, Sn, Ni, Cr и Sb может составлять 0,01% или более и 0,30% или менее. В том случае, когда количество даже одного среди этих элементов составляет 0,01% или более, эффект стабилизации вторичной рекристаллизации получается в достаточной степени, в результате чего можно дополнительно уменьшить значение потерь в стали и получить более благоприятные магнитные характеристики. В том случае, когда количество даже одного среди этих элементов составляет более чем 0,30%, эффект стабилизации вторичной рекристаллизации насыщается, что является нежелательным с точки зрения подавления увеличения стоимости производства электротехнического стального листа с ориентированной зеренной структурой.
[0065]
Компонентный состав листа кремнистой стали может быть измерен для листа кремнистой стали, получаемого путем удаления изоляционного покрытия и покрытия из форстерита электротехнического стального листа с ориентированной зеренной структурой, с использованием атомно-эмиссионной спектрометрии с индуктивно сопряженной плазмой (ICP-AES). C и S могут быть измерены с использованием способа поглощения в инфракрасной области спектра при сгорании, а N может быть измерен путем использования способа определения удельной теплопроводности при плавлении в инертном газе.
Далее конкретно описывается способ для удаления изоляционного покрытия и покрытия из форстерита. Электротехнический стальной лист с ориентированной зеренной структурой погружается в водный раствор гидроксида натрия, состоящий из 20 мас.% NaOH и 80 мас.% H2O, с температурой 80°C на 20 мин, а затем промывается водой и сушится, удаляя тем самым изоляционное покрытие электротехнического стального листа с ориентированной зеренной структурой. Затем электротехнический стальной лист с ориентированной зеренной структурой, с которого была удалена изолирующая пленка, погружается в водный раствор соляной кислоты, состоящий из 20 мас.% HCl и 80 мас.% H2O, с температурой 50°C на 2 мин, а затем промывается водой и сушится, удаляя тем самым покрытие из форстерита с электротехнического стального листа с ориентированной зеренной структурой и получая лист кремнистой стали. Время, погружения электротехнического стального листа с ориентированной зеренной структурой в водный раствор гидроксида натрия или соляной кислоты может быть изменено в зависимости от толщины покрытия.
[0066]
В листе кремнистой стали в соответствии с настоящим вариантом осуществления выполняется управление средним размером вторично рекристаллизованных зерен. В частности, в листе кремнистой стали в соответствии с настоящим вариантом осуществления средний размер вторично рекристаллизованных зерен составляет 10 мм или более и 50 мм или менее.
[0067]
В том случае, когда средний размер вторично рекристаллизованных зерен в листе кремнистой стали составляет более чем 50 мм, значение потерь в стали (в частности потерь на токи Фуко) электротехнического стального листа с ориентированной зеренной структурой становится большим. Следовательно, средний размер вторично рекристаллизованных зерен в листе кремнистой стали устанавливается равным 50 мм или менее. Средний размер зерна предпочтительно устанавливается равным 40 мм или менее. Значение нижнего предела среднего размера вторично рекристаллизованных зерен может быть установлено равным 10 мм, чтобы удовлетворять магнитным характеристикам электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
[0068]
Средний размер вторично рекристаллизованных зерен в листе кремнистой стали может быть измерен с использованием, например, следующего способа.
Сначала изоляционное покрытие и покрытие из форстерита электротехнического стального листа с ориентированной зеренной структурой удаляются с использованием вышеописанного способа, в результате чего получается лист кремнистой стали. Когда полученный лист кремнистой стали погружается в водный раствор соляной кислоты, на поверхности стального листа формируются ямки в соответствии с кристаллическими ориентациями, и таким образом может наблюдаться структура стали в листе кремнистой стали. Тестовый образец вырезается таким образом, чтобы наблюдаемая поверхность достигала по меньшей мере 60 мм в ширину и 300 мм в длину, наблюдается структура стали, обнаженная вышеописанным способом, и границы зерна между макроскопически наблюдаемыми кристаллическими зернами трассируются с использованием масляной ручки. По меньшей мере пять изображений поверхности электротехнического стального листа с ориентированной зеренной структурой получаются с использованием коммерчески доступного сканера изображений, и полученные изображения анализируются с использованием коммерчески доступного программного обеспечения для анализа изображений. Диаметры эквивалентной окружности кристаллических зерен электротехнического стального листа с ориентированной зеренной структурой на всех изображениях измеряются с помощью анализа изображения, а затем вычисляется среднее значение измеренных диаметров эквивалентной окружности, в результате чего получается средний размер вторично рекристаллизованных зерен в электротехническом стальном листе с ориентированной зеренной структурой.
Для малых кристаллических зерен, которые имеют диаметр зерна, например, менее 2 мм, и таким образом не могут быть легко определены визуально, диаметры вторично рекристаллизованных зерен не измеряются.
[0069]
Покрытие из форстерита содержит Mg2SiO4 в качестве главного компонента, и включает в себя небольшое количество примесей или добавок, включенных в лист кремнистой стали или разделительное средство отжига, а также их побочные продукты.
Изолирующая пленка содержит фосфат и коллоидный кремнезем в качестве главных компонентов, и включает в себя небольшое количество элементов или примесей, диффундировавших из листа кремнистой стали во время очищающего отжига, а также их побочные продукты. Эти компоненты могут различаться, при условии, что стальному листу придаются изолирующее свойство и растягивающее усилие.
[0070]
Толщина электротехнического стального листа с ориентированной зеренной структурой настоящего варианта осуществления составляет 0,15 мм или более и 0,23 мм или менее. В том случае, когда толщина электротехнического стального листа с ориентированной зеренной структурой составляет менее чем 0,15 мм, нагрузка на холодную прокатку значительно увеличивается. В том случае, когда толщина электротехнического стального листа с ориентированной зеренной структурой составляет более чем 0,23 мм, потери в стали ухудшаются.
[0071]
Толщина электротехнического стального листа с ориентированной зеренной структурой может быть измерена с использованием радиоактивных лучей и подобного. Толщина листа может быть просто вычислена из веса стального листа с использованием плотность железа после взятия образца предопределенного размера путем его вырезания из электротехнического стального листа с ориентированной зеренной структурой. В дополнение к этому, толщина листа может быть вычислена из диаметра рулона и количества витков стального листа. Плотность железа предпочтительно выбирается в зависимости от количества содержащегося Si.
[0072]
Значение B8 плотности магнитного потока электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления составляет 1,930 Тл или более. Здесь значение B8 плотности магнитного потока относится к среднему значению плотностей магнитного потока, полученных при прикладывании магнитного поля в 800 А/м с частотой 50 Гц к пяти или более образцам, взятым из электротехнического стального листа с ориентированной зеренной структурой.
В том случае, когда значение B8 плотности магнитного потока электротехнического стального листа с ориентированной зеренной структурой составляет менее чем 1,930 Тл, значение потерь в стали (в частности, гистерезисных потерь) электротехнического стального листа с ориентированной зеренной структурой становится большим. Нижний предел значения B8 плотности магнитного потока электротехнического стального листа с ориентированной зеренной структурой предпочтительно составляет 1,932 Тл. Верхний предел значения B8 плотности магнитного потока особенно не ограничивается, и может быть установлен равным, например, 2,000 Тл. Магнитные характеристики электротехнического стального листа с ориентированной зеренной структурой, такие как плотность магнитного потока, могут быть измерены с использованием известного способа. Например, магнитные характеристики электротехнического стального листа с ориентированной зеренной структурой могут быть измерены с использованием способа, основанного на рамке Эпштейна, в соответствии с японским промышленным стандартом JIS C 2550:2011, способа однолистового тестера (SST) в соответствии с японским промышленным стандартом JIS C 2556:2015 и т.п. В исследованиях и разработках в том случае, когда стальной слиток формируется в печи вакуумной плавки и т.п., становится трудно взять тестовый образец, имеющий тот же самый размер, что и тестовый образец, изготовленный с использованием реального оборудования. В этом случае тестовый образец может быть взят таким образом, чтобы, например, он имел 60 мм в ширину и 300 мм в длину, и подвергнут измерению на основе способа однолистового тестера. Кроме того, полученный результат можно умножить на коэффициент преобразования, чтобы можно было получить то же значение измерения, что и в способе, основанном на рамке Эпштейна. В настоящем варианте осуществления значение плотности магнитного потока измеряется с использованием способа однолистового тестера.
[0073]
Как было описано выше, электротехнический стальной лист с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления способен снижать значение потерь в стали. В частности, в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления потери в стали Wp в том случае, когда обработка измельчения магнитного домена не выполняется, составляют 0,800 Вт/кг или менее в терминах W17/50. Потери в стали предпочтительно составляют 0,790 Вт/кг или менее. Нижний предел не нуждается в особом ограничении, и может быть установлен равным 0,600 Вт/кг с точки зрения возможности устойчивого промышленного производства.
[0074]
В электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления значение Wp/Wd, которое является отношением потерь в стали Wp в том случае, когда обработка измельчения магнитного домена не выполняется, к потерям в стали Wd в случае выполнения обработки измельчения магнитного домена, составляет 1,15 или менее в терминах W17/50. Значение Wp/Wd предпочтительно составляет 1,14 или менее. Нижний предел не нуждается в особом ограничении, и может быть установлен равным 1,03 с точки зрения возможности устойчивого промышленного производства.
[0075]
Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления способен в достаточной степени снижать значение потерь в стали даже без выполнения измельчения магнитного домена. Следовательно, электротехнический стальной лист с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления способен удовлетворять как магнитным характеристикам, так и шумовым характеристикам трансформатора.
[0076]
В качестве потерь в стали Wp в том случае, когда обработка измельчения магнитного домена не выполняется, используется значение, измеренное для электротехнического стального листа с ориентированной зеренной структурой после отжига для снятия напряжений. В качестве потерь в стали Wd в случае выполнения обработки измельчения магнитного домена используется наименьшее значение потерь в стали электротехнического стального листа с ориентированной зеренной структурой, на котором обработка измельчения магнитного домена была выполнена таким образом, чтобы произошло насыщение потерь в стали. Наименьшее значение потерь в стали может быть получено, например, путем установки интервала P облучения в продольном направлении стального листа равным 4 мм, установки направление облучения лазером перпендикулярным продольному направлению стального листа, и измерения потерь в стали образца, облученного с лазером, при изменении плотности Ua энергии облучения с шагом 0,2 мДж/мм2. Значение W17/50 относится к среднему значению потерь в стали, получаемому при возбуждении пяти или более образцов, взятых из электротехнического стального листа с ориентированной зеренной структурой, магнитным полем в 1,7 Тл с частотой 50 Гц.
[0077]
Согласно способу производства в соответствии с настоящим вариантом осуществления можно произвести электротехнический стальной лист с ориентированной зеренной структурой, имеющий в достаточной степени уменьшенные потери в стали, даже без выполнения обработки для измельчения магнитного домена. Когда электротехнический стальной лист с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления используется в качестве материала сердечника для трансформатора, можно улучшить как магнитные характеристики, так и шумовые характеристики трансформатора.
[0078]
Само собой разумеется, что в настоящем варианте осуществления обработка для измельчения магнитного домена может быть выполнена на электротехническом стальном листе с ориентированной зеренной структурой в зависимости от целей заказчиков. Однако в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления значение потерь в стали не уменьшается сколько-нибудь значительным образом до и после обработки измельчения магнитного домена, и предполагается, что обработка измельчения магнитного домена может увеличить шум трансформатора.
[Примеры]
[0079]
(Пример 1)
Был произведен стальной слиток, содержащий, в мас.%, С: 0,08 мас.%, Si: 3,3 мас.%, Mn: 0,08 мас.%, S: 0,024 мас.%, кислоторастворимый Al: 0,03 мас.%, и N: 0,008 мас.%, с остатком из железа и примесей. Этот стальной слиток нагревался при 1350°C в течение одного часа, а затем подвергался горячей прокатке с тем, чтобы получить горячекатаный стальной лист, имеющий толщину 2,3 мм. Полученный горячекатаный стальной лист был подвергнут отжигу при пиковой температуре 1100°C в течение 140 с, протравлен таким образом, чтобы уменьшение толщины листа составило 50 мкм, а затем подвергнут холодной прокатке с тем, чтобы получить лист холоднокатаной стали, имеющий толщину 0,23 мм.
[0080]
Затем был проведен первичный рекристаллизационный отжиг, при котором температура полученного холоднокатаного стального листа быстро повышалась со средней скоростью увеличения температуры Va (°C/с), показанной в Таблице 1A, в атмосфере, содержащей 1 об.% водорода и 99 об.% азота и имеющей точку росы -20°C, а затем был проведен обезуглероживающий отжиг при 850°C в течение 180 с во влажной азотно-водородной атмосфере. В качестве средней скорости увеличения температуры Va (°C/с) использовалось среднее значение скоростей увеличения температуры в диапазоне температур 550°C-700°C, и, между быстрыми увеличениями температуры для отжига для первичной рекристаллизации, растягивающее усилие Sa (Н/мм2), показанное в Таблице 1A, прикладывалось в направлении перемещения к листу холоднокатаной стали.
[0081]
Затем разделительное средство отжига, включающее MgO, наносилось на поверхность листа холоднокатаной стали после отжига для первичной рекристаллизации, затем окончательный отжиг выполнялся для того, чтобы получить окончательно отожженный лист, и этот окончательно отожженный лист промывался водой. После этого изоляционное покрытие, содержащее фосфат алюминия и коллоидный кремнезем в качестве главных компонентов, наносилось на поверхность окончательно отожженного листа, а затем выравнивающий отжиг, предназначенный для запекания изоляционного покрытия и выравнивания стального листа, выполнялся при условиях, показанных в Таблице 1A, в результате чего был получен электротехнический стальной лист с ориентированной зеренной структурой, имеющий толщину 0,15 мм или более и 0,23 мм или менее. Здесь при выравнивающем отжиге в каждом из примеров по настоящему изобретению и сравнительных примеров контролировались температура Af (°C), достигаемая при выравнивающем отжиге, время выдержки Tf (с) при 800°C или выше и растягивающее усилие стального листа Sf (Н/мм2).
[0082]
Пять образцов были взяты из полученного с использованием вышеописанного способа электротехнического стального листа с ориентированной зеренной структурой путем отрезания, для этих образцов был выполнен отжиг для снятия напряжений, а затем значения B8 плотности магнитного потока и потерь в стали Wp были измерены на основе способа тестирования магнитных характеристик одиночного листа, описанного в стандарте JIS C 2556:2015. В качестве потерь в стали Wp использовалось среднее значение потерь в стали, измеренных в терминах W17/50 путем возбуждения этих пяти образцов магнитным полем в 1,7 Тл с частотой 50 Гц. В качестве значения B8 плотности магнитного потока использовалось среднее значение плотностей магнитного потока, полученных при прикладывании магнитного поля в 800 А/м с частотой 50 Гц к этим пяти образцам.
[0083]
Кроме того, для этого образца была выполнена обработка для измельчения магнитного домена, и потери в стали Wd в случае выполнения обработки измельчения магнитного домена были измерены в терминах W17/50 на основе способа тестирования магнитных характеристик одиночного листа, описанного в стандарте JIS C 2556:2015. Обработка для измельчения магнитного домена выполнялась с помощью облучения лазером. Направление облучения лазером было установлено перпендикулярно к продольному направлению электротехнического стального листа с ориентированной зеренной структурой, а интервал P облучения лазером был установлен равным 4 мм. В дополнение к этому, плотность Ua энергии облучения лазером была установлена равной 1,5 мДж/мм2. Плотность Ua энергии облучения представляет собой условие, при котором значение W17/50 образца было подтверждено как насыщенное в предыдущем испытании. В качестве потерь в стали Wd также использовалось среднее значение для пяти образцов.
[0084]
С полученного электротехнического стального листа с ориентированной зеренной структурой изоляционное покрытие и покрытие из форстерита были удалены с использованием вышеописанного способа, а затем компонентный состав листа кремнистой стали был измерен с использованием ICP-AES. Количество C было измерено с использованием способа определения удельной теплопроводности при плавлении в инертном газе. Кроме того, вторично рекристаллизованные зерна в листе кремнистой стали были измерены с использованием вышеописанного способа.
[0085]
В том случае, когда значение B8 плотности магнитного потока было равно 1,930 Тл или более, потери в стали Wp составляли 0,800 или менее, и значение Wp/Wd было равно 1,03 или более и 1,15 или менее, электротехнический стальной лист с ориентированной зеренной структурой определялся как пригодный. В случае неудовлетворения любого из этих условий электротехнический стальной лист с ориентированной зеренной структурой определялся как непригодный и обозначался как «C» в столбце оценок в таблицах. В дополнение к этому, электротехнические стальные листы с ориентированной зеренной структурой, имеющие форму, которая была выровнена в недостаточной степени, рассматривались как неподходящие для электротехнического стального листа с ориентированной зеренной структурой и определялись как непригодные, значение B8 плотности магнитного потока и т.п. для них не измерялось, и они обозначались как «C (форма)» в столбце оценок в таблицах. Потери в стали Wp примеров, определенных как пригодные, оценивались на основе следующих стандартов.
S (чрезвычайно благоприятные): Потери в стали Wp составляют 0,785 Вт/кг или менее.
A (более благоприятные): Потери в стали Wp составляют больше чем 0,785 Вт/кг и 0,790 Вт/кг или менее.
B (благоприятные): Потери в стали Wp составляют более чем 0,790 Вт/кг и 0,800 Вт/кг или менее.
[0086]
Производственные условия, результаты измерения и результаты оценки электротехнических стальных листов с ориентированной зеренной структурой показаны в Таблице 1A и Таблице 1B. Для примеров по настоящему изобретению в компонентном составе листа кремнистой стали суммарное количество S и Se составляло 0,005% или менее, количество кислоторастворимого Al составляло 0,01% или менее, количество N составляло 0,005% или менее, и остаток состоял из Fe и примесей.
[0087]
[0088]
[0089]
Как показано в Таблице 1B, было найдено, что электротехнические стальные листы с ориентированной зеренной структурой, удовлетворяющие условиям настоящего варианта осуществления (примеры по настоящему изобретению), были оценены как B (благоприятные) или выше. В дополнение к этому, в примерах по настоящему изобретению, в которых средняя скорость увеличения температуры Va в диапазоне 550°C-700°C при отжиге первичной рекристаллизации составляла 700°C/с или более, было найдено, что потери в стали Wp достигли 0,790 Вт/кг или менее, и таким образом они получили оценку A или выше (более благоприятные или выше). Кроме того, в примерах по настоящему изобретению, в которых средняя скорость увеличения температуры Va в диапазоне 550°C-700°C при отжиге первичной рекристаллизации составляла 1000°C/с или более, было найдено, что потери в стали Wp достигли 0,785 Вт/кг или менее, и таким образом они получили оценку S (чрезвычайно благоприятные).
[0090]
График, полученный путем указания средней скорости Va повышения температуры по горизонтальной оси, растягивающего усилия Sa стального листа по вертикальной оси и построения результатов примеров, показанных в Таблице 1A и Таблице 1B, показан на Фиг. 1. Когда примеры по настоящему изобретению изображаются на графике кружочками, а сравнительные примеры - крестиками, как показано на Фиг. 1, обнаруживается, что средняя скорость увеличения температуры Va (°C/с) при быстром увеличении температуры для отжига для первичной рекристаллизации и растягивающее усилие стального листа Sa (Н/мм2) соответствуют Выражению 1 и Выражению 2, регулируемым условиями в соответствии с настоящим вариантом осуществления. На Фиг. 1 состояние A1, в котором средняя скорость увеличения температуры Va в диапазоне 550°C-700°C при отжиге первичной рекристаллизации не удовлетворяла условию в соответствии с настоящим вариантом осуществления, не показано.
[0091]
1,96 ≤ Sa ≤ (25,5-0,0137 x Va) (Va ≤ 1000) Выражение 1
1,96 ≤ Sa ≤ 11,8 (Va > 1000) Выражение 2
[0092]
(Пример 2)
Был произведен стальной слиток, содержащий, в мас.%, С: 0,08 мас.%, Si: 3,2 мас.%, Mn: 0,08 мас.%, S: 0,025 мас.%, кислоторастворимый Al: 0,03 мас.%, и N: 0,008 мас.%, с остатком из железа и примесей. Этот стальной слиток нагревался при 1350°C в течение одного часа, а затем подвергался горячей прокатке с тем, чтобы получить горячекатаный стальной лист, имеющий толщину 2,3 мм. Полученный горячекатаный стальной лист был подвергнут отжигу при пиковой температуре 1100°C в течение 140 с, протравлен таким образом, чтобы уменьшение толщины листа соответствовало показанному в Таблице 2A, а затем подвергнут холодной прокатке с тем, чтобы получить лист холоднокатаной стали, имеющий толщину 0,23 мм.
[0093]
После этого температура полученного листа холоднокатаной стали была быстро увеличена со средней скоростью увеличения температуры Va (°C/с), показанной в Таблице 2A, в атмосфере, содержащей 2 об.% водорода и 98 об.% азота и имеющей точку росы, показанную в Таблице 2A, а затем отжиг первичной рекристаллизации был выполнен при 850°C в течение 180 с во влажной азотно-водородной атмосфере. Во время быстрого увеличения температуры для отжига для первичной рекристаллизации растягивающее усилие стального листа Sa (Н/мм2), показанное в Таблице 2A, прикладывалось в направлении перемещения к листу холоднокатаной стали.
[0094]
Затем разделительное средство отжига, включающее MgO, наносилось на поверхность листа холоднокатаной стали после отжига для первичной рекристаллизации, затем окончательный отжиг выполнялся для того, чтобы получить окончательно отожженный лист, и этот окончательно отожженный лист промывался водой. После этого изоляционное покрытие, содержащее фосфат алюминия и коллоидный кремнезем в качестве главных компонентов, наносилось на поверхность окончательно отожженного листа, а затем выполнялся выравнивающий отжиг, предназначенный для запекания изоляционного покрытия и выравнивания стального листа, в результате чего был получен электротехнический стальной лист с ориентированной зеренной структурой, имеющий толщину 0,15 мм или более и 0,23 мм или менее. Здесь температура Af, которая должна быть достигнута для выравнивающего отжига, была установлена равной 850°C, время выдержки Tf при 800°C или выше было установлено равным 40 с, и растягивающее усилие стального листа Cf было установлено равным 9,8 Н/Мм2.
[0095]
Для электротехнического стального листа с ориентированной зеренной структурой, полученного с использованием вышеописанного способа, значение B8 плотности магнитного потока, потери в стали Wp и Wd, компонентный состав листа кремнистой стали и средний размер вторично рекристаллизованных зерен были измерены с использованием тех же самых способов, что и в Примере 1.
[0096]
В том случае, когда значение B8 плотности магнитного потока было равно 1,930 Тл или более, потери в стали Wp составляли 0,800 или менее, и значение Wp/Wd было равно 1,03 или более и 1,15 или менее, электротехнический стальной лист с ориентированной зеренной структурой определялся как пригодный. В случае неудовлетворения любого из этих условий электротехнический стальной лист с ориентированной зеренной структурой определялся как непригодный и обозначался как «C» в столбце оценок в таблицах. В Состоянии B1 уменьшение толщины листа во время травления было малым, оксид (окалина), образовавшийся на поверхности стального листа, не был удален в достаточной степени, прокатывающий валок изнашивался во время холодной прокатки после травления, и таким образом холодная прокатка была остановлена, что указано в столбце оценок как «C (износ валка)». В дополнение к этому, потери в стали Wp примеров, определенных как пригодные, были оценены как S (чрезвычайно благоприятные), А (более благоприятные) или B (благоприятные) на основе тех же самых стандартов, что и в Примере 1.
[0097]
Производственные условия, результаты измерения и результаты оценки электротехнических стальных листов с ориентированной зеренной структурой показаны в Таблице 2A и Таблице 2B. Для примеров по настоящему изобретению в компонентном составе листа кремнистой стали суммарное количество S и Se составляло 0,005% или менее, количество кислоторастворимого Al составляло 0,01% или менее, количество N составляло 0,005% или менее, и остаток состоял из Fe и примесей.
[0098]
[0099]
[0100]
Как показано в Таблице 2B, было найдено, что электротехнические стальные листы с ориентированной зеренной структурой, удовлетворяющие условиям настоящего варианта осуществления (примеры по настоящему изобретению), были оценены как B (благоприятные) или выше. В дополнение к этому, в примерах по настоящему изобретению, в которых средняя скорость увеличения температуры Va в диапазоне 550°C-700°C при отжиге первичной рекристаллизации составляла 700°C/с или более, было найдено, что потери в стали Wp достигли 0,790 Вт/кг или менее, и таким образом они получили оценку A или выше (более благоприятные или выше). Кроме того, в примерах по настоящему изобретению, в которых средняя скорость увеличения температуры Va в диапазоне 550°C-700°C при отжиге первичной рекристаллизации составляла 1000°C/с или более, было найдено, что потери в стали Wp достигли 0,785 Вт/кг или менее, и таким образом они получили оценку S (чрезвычайно благоприятные или выше).
[0101]
(Пример 3)
Был произведен стальной слиток, содержащий, в мас.%, С: 0,08 мас.%, Si: 3,2 мас.%, Mn: 0,08 мас.%, S: 0,005 мас.%, Se: 0,019 мас.%, кислоторастворимый Al: 0,03 мас.%, и N: 0,008 мас.%, с остатком, включающим в себя компоненты, показанные в Таблице 3А, железо и примеси. Этот стальной слиток нагревался при 1350°C в течение одного часа, а затем подвергался горячей прокатке с тем, чтобы получить горячекатаный стальной лист, имеющий толщину 2,3 мм. Полученный горячекатаный стальной лист был подвергнут отжигу при пиковой температуре 1100°C в течение 140 с, протравлен таким образом, чтобы уменьшение толщины листа составило 10 мкм, а затем подвергнут холодной прокатке с тем, чтобы получить лист холоднокатаной стали, имеющий толщину 0,23 мм.
[0102]
После этого температура полученного листа холоднокатаной стали была быстро увеличена в атмосфере, содержащей 1 об.% водорода и 99 об.% азота и имеющей точку росы -30°C, таким образом, чтобы средняя скорость увеличения температуры Va в диапазоне 550°C-700°C достигла 1000°C/с, а затем отжиг первичной рекристаллизации был выполнен при 850°C в течение 180 с во влажной азотно-водородной атмосфере. Во время быстрого увеличения температуры для отжига для первичной рекристаллизации растягивающее усилие стального листа Sa, равное 7,84 Н/мм2, прикладывалось в направлении перемещения к листу холоднокатаной стали.
[0103]
Затем разделительное средство отжига, включающее MgO, наносилось на поверхность листа холоднокатаной стали после отжига для первичной рекристаллизации, затем окончательный отжиг выполнялся для того, чтобы получить окончательно отожженный лист, и этот окончательно отожженный лист промывался водой. После этого изоляционное покрытие, содержащее фосфат алюминия и коллоидный кремнезем в качестве главных компонентов, наносилось на поверхность окончательно отожженного листа, а затем выполнялся выравнивающий отжиг, предназначенный для запекания изоляционного покрытия и выравнивания стального листа, в результате чего был получен электротехнический стальной лист с ориентированной зеренной структурой, имеющий толщину 0,15 мм или более и 0,23 мм или менее. Здесь температура Af, которая должна быть достигнута для выравнивающего отжига, была установлена равной 850°C, время выдержки Tf при 800°C или выше было установлено равным 40 с, и растягивающее усилие стального листа Cf было установлено равным 9,8 Н/Мм2.
[0104]
Для электротехнического стального листа с ориентированной зеренной структурой, полученного с использованием вышеописанного способа, значение B8 плотности магнитного потока, потери в стали Wp и Wd, компонентный состав листа кремнистой стали и средний размер вторично рекристаллизованных зерен были измерены с использованием тех же самых способов, что и в Примере 1.
[0105]
В том случае, когда значение B8 плотности магнитного потока было равно 1,930 Тл или более, потери в стали Wp составляли 0,800 или менее, и значение Wp/Wd было равно 1,03 или более и 1,15 или менее, электротехнический стальной лист с ориентированной зеренной структурой определялся как пригодный. В дополнение к этому, потери в стали Wp примеров, определенных как пригодные, были оценены как S (чрезвычайно благоприятные), А (более благоприятные) или B (благоприятные) на основе тех же самых стандартов, что и в Примере 1.
[0106]
Результаты измерения и результаты оценки, полученные с использованием вышеописанных способов, показаны в Таблице 3A и Таблице 3B. Для примеров по настоящему изобретению в компонентном составе листа кремнистой стали суммарное количество S и Se составляло 0,005% или менее, количество кислоторастворимого Al составляло 0,01% или менее, количество N составляло 0,005% или менее, и остаток состоял из Fe и примесей.
[0107]
[0108]
[0109]
Как показано в Таблице 3B, было найдено, что электротехнические стальные листы с ориентированной зеренной структурой, имеющие компонентный состав, содержащий, в мас.%, любой один или более элементов из Cu: 0,01 мас.% или более и 0,30 мас.% или менее, Sn: 0,01 мас.% или более и 0,30% или менее, Ni: 0,01 мас.% или более и 0,30 мас.% или менее, Cr: 0,01 мас.% или более и 0,30 мас.% или менее, или Sb: 0,01 мас.% или более и 0,30 мас.% или менее, имели потери в стали Wp, равные 0,780 или менее, а также дополнительно уменьшенные потери в стали Wp.
[0110]
(Пример 4)
Был произведен стальной слиток, содержащий, в мас.%, С: 0,08 мас.%, S: 0,023 мас.%, кислоторастворимый Al: 0,03 мас.%, и N: 0,008 мас.% с остатком, включающим в себя Si и Mn в количествах, показанных в Таблице 4, Fe и примеси. Этот стальной слиток нагревался при 1350°C в течение одного часа, а затем подвергался горячей прокатке с тем, чтобы получить горячекатаный стальной лист, имеющий толщину 2,3 мм. Полученный горячекатаный стальной лист был подвергнут отжигу при пиковой температуре 1100°C в течение 140 с, протравлен таким образом, чтобы уменьшение толщины листа составило 20 мкм, а затем подвергнут холодной прокатке с тем, чтобы получить лист холоднокатаной стали, имеющий толщину 0,23 мм.
[0111]
Затем был проведен первичный рекристаллизационный отжиг, при котором температура полученного холоднокатаного стального листа быстро повышалась со средней скоростью увеличения температуры Va (°C/с), показанной в Таблице 4, в азотной атмосфере, имеющей точку росы -30°C, а затем был проведен обезуглероживающий отжиг при 850°C в течение 180 с во влажной азотно-водородной атмосфере. В качестве средней скорости увеличения температуры Va (°C/с) использовалось среднее значение скоростей увеличения температуры в диапазоне температур 550°C-700°C, и между быстрыми увеличениями температуры для отжига для первичной рекристаллизации растягивающее усилие Sa величиной 7,84 Н/мм2 прикладывалось в направлении перемещения к листу холоднокатаной стали.
[0112]
Затем разделительное средство отжига, включающее MgO, наносилось на поверхность листа холоднокатаной стали после отжига для первичной рекристаллизации, затем окончательный отжиг выполнялся для того, чтобы получить окончательно отожженный лист, и этот окончательно отожженный лист промывался водой. После этого изоляционное покрытие, содержащее фосфат алюминия и коллоидный кремнезем в качестве главных компонентов, наносилось на поверхность окончательно отожженного листа, а затем выполнялся выравнивающий отжиг, предназначенный для запекания изоляционного покрытия и выравнивания стального листа, в результате чего был получен электротехнический стальной лист с ориентированной зеренной структурой, имеющий толщину 0,15 мм или более и 0,23 мм или менее. Здесь температура Af, которая должна быть достигнута для выравнивающего отжига, была установлена равной 850°C, время выдержки Tf при 800°C или выше было установлено равным 40 с, и растягивающее усилие стального листа Cf было установлено равным 9,8 Н/Мм2.
[0113]
Для электротехнического стального листа с ориентированной зеренной структурой, полученного с использованием вышеописанного способа, значение B8 плотности магнитного потока, потери в стали Wp и Wd, компонентный состав листа кремнистой стали и средний размер вторично рекристаллизованных зерен были измерены с использованием тех же самых способов, что и в Примере 1.
[0114]
В том случае, когда значение B8 плотности магнитного потока было равно 1,930 Тл или более, потери в стали Wp составляли 0,800 или менее, и значение Wp/Wd было равно 1,03 или более и 1,15 или менее, электротехнический стальной лист с ориентированной зеренной структурой определялся как пригодный. В случае неудовлетворения любого из этих условий электротехнический стальной лист с ориентированной зеренной структурой определялся как непригодный и обозначался как «C» в столбце оценок в таблицах. В Состоянии D5 количество Si в стальном слитке было большим, и было невозможно выполнить холодную прокатку, и таким образом электротехнический стальной лист с ориентированной зеренной структурой был определен как непригодный, значение B8 плотности магнитного потока и т.п. не измерялось, и это было указано как «C (прокатка невозможна)» в столбце оценок. В дополнение к этому, потери в стали Wp примеров, определенных как пригодные, были оценены как S (чрезвычайно благоприятные), А (более благоприятные) или B (благоприятные) на основе тех же самых стандартов, что и в Примере 1.
[0115]
Производственные условия, результаты измерения и результаты оценки электротехнических стальных листов с ориентированной зеренной структурой показаны в Таблице 4. Для примеров по настоящему изобретению в компонентном составе листа кремнистой стали суммарное количество S и Se составляло 0,005% или менее, количество кислоторастворимого Al составляло 0,01% или менее, количество N составляло 0,005% или менее, и остаток состоял из Fe и примесей.
[0116]
[0117]
Что касается Таблицы 4, было найдено, что в электротехническом стальном листе с ориентированной зеренной структурой, содержащем Si не в диапазоне 2,5% или более и 4,5% или менее или Mn не в диапазоне 0,01% или больше и 0,15% или менее, потери в стали Wp ухудшились.
[0118]
(Пример 5)
Был произведен стальной слиток, содержащий, в мас.%, С: 0,08 мас.%, Si: 3,3 мас.%, Mn: 0,08 мас.%, S: 0,024 мас.%, кислоторастворимый Al: 0,03 мас.%, и N: 0,008 мас.%, с остатком из железа и примесей. Этот стальной слиток нагревался при 1350°C в течение одного часа, а затем подвергался горячей прокатке с тем, чтобы получить горячекатаный стальной лист, имеющий толщину 2,3 мм. Полученный горячекатаный стальной лист был подвергнут отжигу при пиковой температуре 1100°C в течение 140 с, протравлен таким образом, чтобы уменьшение толщины листа составило 50 мкм, а затем подвергнут холодной прокатке с тем, чтобы получить лист холоднокатаной стали, имеющий толщину 0,23 мм.
[0119]
Затем был проведен первичный рекристаллизационный отжиг, при котором температура полученного холоднокатаного стального листа быстро повышалась со средней скоростью увеличения температуры Va (°C/с), показанной в Таблице 5A, в атмосфере, содержащей 3 об.% водорода и 97 об.% азота и имеющей точку росы -30°C, а затем был проведен обезуглероживающий отжиг при 850°C в течение 180 с во влажной азотно-водородной атмосфере. В качестве средней скорости увеличения температуры Va (°C/с) использовалось среднее значение скоростей увеличения температуры в диапазоне температур 550°C-700°C, и, между быстрыми увеличениями температуры для отжига для первичной рекристаллизации, растягивающее усилие Sa (Н/мм2), показанное в Таблице 5A, прикладывалось в направлении перемещения к листу холоднокатаной стали.
[0120]
Затем разделительное средство отжига, включающее MgO, наносилось на поверхность листа холоднокатаной стали после отжига для первичной рекристаллизации, затем окончательный отжиг выполнялся для того, чтобы получить окончательно отожженный лист, и этот окончательно отожженный лист промывался водой. После этого изоляционное покрытие, содержащее фосфат алюминия и коллоидный кремнезем в качестве главных компонентов, наносилось на поверхность окончательно отожженного листа, а затем выполнялся выравнивающий отжиг, предназначенный для запекания изоляционного покрытия и выравнивания стального листа, в результате чего был получен электротехнический стальной лист с ориентированной зеренной структурой, имеющий толщину 0,15 мм или более и 0,23 мм или менее. Здесь температура Af, которая должна быть достигнута для выравнивающего отжига, была установлена равной 850°C, время выдержки Tf при 800°C или выше было установлено равным 40 с, и растягивающее усилие стального листа Cf было установлено равным 9,8 Н/Мм2.
[0121]
Для электротехнического стального листа с ориентированной зеренной структурой, полученного с использованием вышеописанного способа, значение B8 плотности магнитного потока, потери в стали Wp и Wd, компонентный состав листа кремнистой стали и средний размер вторично рекристаллизованных зерен были измерены с использованием тех же самых способов, что и в Примере 1.
[0122]
В том случае, когда потери в стали Wp составляли 0,800 или менее, значение B8 плотности магнитного потока составляло 1,930 Тл или более, а значение Wp/Wd было равным 1,03 или более и 1,15 или менее, электротехнический стальной лист с ориентированной зеренной структурой определялся как пригодный. В случае неудовлетворения любого из этих условий электротехнический стальной лист с ориентированной зеренной структурой определялся как непригодный и обозначался как «C» в столбце оценок в таблицах. В дополнение к этому, потери в стали Wp примеров, определенных как пригодные, были оценены как S (чрезвычайно благоприятные), А (более благоприятные) или B (благоприятные) на основе тех же самых стандартов, что и в Примере 1.
[0123]
Производственные условия, результаты измерения и результаты оценки электротехнических стальных листов с ориентированной зеренной структурой показаны в Таблице 5A и Таблице 5B. Для примеров по настоящему изобретению в компонентном составе листа кремнистой стали суммарное количество S и Se составляло 0,005% или менее, количество кислоторастворимого Al составляло 0,01% или менее, количество N составляло 0,005% или менее, и остаток состоял из Fe и примесей.
[0124]
[0125]
[0126]
Что касается Таблицы 5B, было найдено, что, в том случае, когда средний размер вторично рекристаллизованных зерен не находился в диапазоне 10 мм или более и 50 мм или менее, или плотность B8 магнитного потока была менее чем 1,930 Тл, потери в стали Wp ухудшились.
[0127]
(Пример 6)
Был произведен стальной слиток, содержащий, в мас.%, С: 0,08 мас.%, Si: 3,3 мас.%, Mn: 0,08 мас.%, S: 0,025 мас.%, кислоторастворимый Al: 0,03 мас.%, и N: 0,008 мас.%, с остатком из железа и примесей. Этот стальной слиток нагревался при 1350°C в течение одного часа, а затем подвергался горячей прокатке с тем, чтобы получить горячекатаный стальной лист, имеющий толщину 2,1 мм. Полученный горячекатаный стальной лист был подвергнут отжигу при пиковой температуре 1100°C в течение 140 с, протравлен таким образом, чтобы уменьшение толщины листа составило 20 мкм, а затем подвергнут холодной прокатке с тем, чтобы получить лист холоднокатаной стали. При холодной прокатке кумулятивным обжатием управляли таким образом, чтобы получаемый в итоге электротехнический стальной лист с ориентированной зеренной структурой имел толщину листа, показанную в Таблице 6.
[0128]
После этого был выполнен отжиг для первичной рекристаллизации, в котором температура полученного листа холоднокатаной стали была быстро увеличена в атмосфере, содержащей 2 об.% водорода и 98 об.% азота и имеющей точку росы -30°C, таким образом, чтобы средняя скорость увеличения температуры Va в диапазоне 550°C-700°C достигла 1000°C/с, а затем обезуглероживающий отжиг был выполнен при 850°C в течение 180 с во влажной азотно-водородной атмосфере. Во время быстрого увеличения температуры для отжига для первичной рекристаллизации растягивающее усилие стального листа Sa, равное 7,84 Н/мм2, прикладывалось в направлении перемещения к листу холоднокатаной стали.
[0129]
Затем разделительное средство отжига, включающее MgO, наносилось на поверхность листа холоднокатаной стали после отжига для первичной рекристаллизации, затем окончательный отжиг выполнялся для того, чтобы получить окончательно отожженный лист, и этот окончательно отожженный лист промывался водой. После этого изоляционное покрытие, содержащее фосфат алюминия и коллоидный кремнезем в качестве главных компонентов, наносилось на поверхность окончательно отожженного листа, а затем выполнялся выравнивающий отжиг, предназначенный для запекания изоляционного покрытия и выравнивания стального листа, в результате чего был получен электротехнический стальной лист с ориентированной зеренной структурой. Здесь температура Af, которая должна быть достигнута для выравнивающего отжига, была установлена равной 850°C, время выдержки Tf при 800°C или выше было установлено равным 40 с, и растягивающее усилие стального листа Cf было установлено равным 9,8 Н/Мм2.
[0130]
Для электротехнического стального листа с ориентированной зеренной структурой, полученного с использованием вышеописанного способа, значение B8 плотности магнитного потока, потери в стали Wp и Wd, компонентный состав листа кремнистой стали и средний размер вторично рекристаллизованных зерен были измерены с использованием тех же самых способов, что и в Примере 1.
[0131]
В том случае, когда потери в стали Wp составляли 0,800 или менее, значение B8 плотности магнитного потока составляло 1,930 Тл или больше, а значение Wp/Wd было равным 1,03 или более и 1,15 или менее, электротехнический стальной лист с ориентированной зеренной структурой определялся как пригодный. В случае неудовлетворения любого из этих условий электротехнический стальной лист с ориентированной зеренной структурой определялся как непригодный и обозначался как «C» в столбце оценок в таблицах. Потери в стали Wp примеров, определенных как пригодные, были оценены как S (чрезвычайно благоприятные), А (более благоприятные) или B (благоприятные) на основе тех же самых стандартов, что и в Примере 1.
[0132]
Производственные условия, результаты измерения и результаты оценки электротехнических стальных листов с ориентированной зеренной структурой показаны в Таблице 6. Для примеров по настоящему изобретению в компонентном составе листа кремнистой стали суммарное количество S и Se составляло 0,005% или менее, количество кислоторастворимого Al составляло 0,01% или менее, количество N составляло 0,005% или менее, и остаток состоял из Fe и примесей.
[0133]
[0134]
Как показано в Таблице 6, электротехнические стальные листы с ориентированной зеренной структурой, имеющие толщину листа 0,15 мм или более и 0,23 мм или менее получили оценку B или выше (благоприятные или выше).
[0135]
В то время как предпочтительные варианты осуществления настоящего изобретения были подробно описаны со ссылками на приложенные чертежи, настоящее изобретение не ограничивается этими примерами. Очевидно, что специалист в данной области техники может рассмотреть множество примеров модификации или примеров корректировки в рамках технической концепции, описанной в формуле изобретения, и само собой разумеется, что эти примеры также принадлежат к технической концепции настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0136]
В соответствии с одним аспектом настоящего изобретения возможно произвести электротехнический стальной лист с ориентированной зеренной структурой, имеющий более низкие потери в стали. В частности, согласно одному аспекту настоящего изобретения после отжига для первичной рекристаллизации кристаллические зерна в ориентации Госса, имеющие благоприятные магнитные характеристики, увеличиваются, и таким образом возможно произвести электротехнический стальной лист с ориентированной зеренной структурой, в котором диаметры кристаллических зерен уменьшаются при одновременном улучшении степени интеграции кристаллических зерен после вторичной рекристаллизации в ориентации Госса. Следовательно, возможно произвести электротехнический стальной лист с ориентированной зеренной структурой, имеющий дополнительно уменьшенное значение потерь в стали. В дополнение к этому, согласно другому аспекту настоящего изобретения возможно обеспечить электротехнический стальной лист с ориентированной зеренной структурой, имеющий уменьшенные потери в стали, даже когда обработка измельчения магнитного домена не выполняется.
Реферат
Группа изобретений относится к способу производства электротехнического стального листа с ориентированной зеренной структурой и электротехническому стальному листу с ориентированной зеренной структурой. Способ включает следующие стадии: нагревания сляба, имеющего предопределенный компонентный состав с остатком из Fe и примесей, и горячей прокатки; травления горячекатаного стального листа или отжига горячекатаного листа и травления этого горячекатаного отожженного листа; холодной прокатки травленного листа; отжига для первичной рекристаллизации; нанесения разделительного средства отжига, включающего MgO; окончательного отжиг; нанесения изоляционного покрытия на окончательно отожженный лист; и выполнение выравнивающего отжига. Обеспечивается электротехнический стальной лист с ориентированной зеренной структурой, имеющий уменьшенные потери в стали. 2 н. и 2 з.п. ф-лы, 1 ил., 10 табл.
Комментарии